Спайка полипропиленовых труб у себя дома при помощи аппарата. Аппарат для спайки полипропиленовых труб
Спайка полипропиленовых труб при помощи аппарата
Содержание статьи
Спайка полипропиленовых труб выполняется своими руками, если придерживаться определенных правил и тщательно изучить инструкцию, которая прилагается к аппарату для спайки.
Успех работы при монтаже полипропиленового водопровода зависит от правильного выбора сварочного аппарата.
 Аппарат для спайки труб из полипропилена
Аппарат для спайки труб из полипропилена Выбор аппарата для спайки полипропиленовых труб
Покупая необходимое вам оборудование для спайки труб из полипропилена, необходимо обратить внимание на такие моменты:
- Определить диапазон размеров труб, которые вы будете использовать в своей системе коммуникации, и подобрать сварочный аппарат, содержащий в комплекте тефлоновые насадки необходимых вам размеров. Но если не получается купить аппарат с комплектом нужных элементов, то можно купить недостающие насадки отдельно.
- Необходимо определиться, какой мощности вам потребуется аппарат. Для водопровода или отопления диаметр труб, как правило, не превышает 63мм.Для спайки таких труб нужен аппарат с мощностью не больше 750 Вт, поэтому не стоит тратить лишние деньги, а заодно и электроэнергию, приобретая оборудование большей мощности.
- Выбирать аппарат для спайки труб из полипропилена лучше с терморегулятором. Необходимая для спайки труб температура составляет 270 С. Если у вас будет отсутствовать терморегулятор, температуру нагревательного элемента придется контролировать градусником, что не очень удобно.
- Не стоит излишне экономить при покупке сварочного аппарата. Очень дешевые аппараты хорошими не бывают. Лучше отдавать предпочтение продукции европейских производителей. Китайские сварочные аппараты и большинство отечественных аппаратов для спайки полипропиленовых труб не отличаются высоким качеством и долговечностью.
Неплохо покупатели отзываются о российском аппарате СА-20/63, который предназначен для сварки труб с диаметром 20 — 63 мм.
 Прибор для сварки труб ПП
Прибор для сварки труб ПППроцесс спайки полипропиленовых труб
Сварку полипропиленовых труб с помощью сварочного аппарата проводят в такой последовательности:
- Собираем сварочный аппарат в соответствии с прилагаемой инструкцией и закрепляем на специальной подставке. Выбираем из комплекта насадки необходимого размера и накручиваем насадки на нагревательный элемент. Измеряем глубину насадки для труб и запоминаем число. Теперь можно включать в сеть аппарат и включать нагревательный элемент.
- Берем специальные ножницы и отрезаем требуемый кусок трубы.Конец трубы очищаем.
- От торца трубы отмеряем глубину насадки и ставим фломастером метку.
- Дожидаемся, когда на аппарате загорится индикатор (обычно зеленого цвета), который указывает, что аппарат полностью разогрелся. Если труба 20 мм, ее нужно держать на насадке 5 секунд, с диаметром 25 мм держим трубу 7 секунд, 32 мм – 8 сек, 40 мм – 12 сек, 50 мм – 18 сек, 63 мм – 24 сек.
- Отсчитав нужное время, снимаем с насадок одновременно и трубу, и фитинг.
- Сразу вводим в отверстие фитинга трубу до сделанной отметки и фиксируем 5 – 8 секунд.Теперь соединение готово!
 Сварка пластиковых труб
Сварка пластиковых трубРаботая со сварочным аппаратом для полипропиленовых труб, следует помнить, что:
- Свариваемые поверхности нужно очистить, обезжирить, высушить.
- У труб с диаметром больше 50мм для лучшей сварки нужно ножом снять в торце фаску под углом 45 градусов.
- При сварке армированных труб, используя специальную зачистку, нужно снять слой фольги с конца трубы, который сваривается.
Как проводится спайка полипропиленовых труб, видео покажет более чем наглядно.
Понравилась статья? Поделиться с друзьями:
phoenix-master.com
видео-инструкция по монтажу своими руками, особенности инструментов, аппаратов для полипропиленовых изделий, цена, фото
15.12.2015
Спайка полипропиленовых труб своими руками поможет сэкономить значительные средства, так как стоимость монтажа специалистами достаточно высока. Но, чтобы провести работы качественно, важно знать целый ряд требований и выполнять множество важных рекомендаций. В данной статье мы рассмотрим особенности рабочего процесса и опишем основные варианты, с помощью которых производится спаивание элементов.

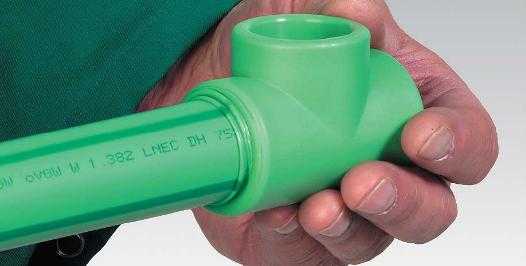
На фото: качественный аппарат для спайки полипропиленовых труб способен работать с изделиями больших диаметров
Требования к проведению работ
Каким бы методом не осуществлялись работы, необходимо соблюдать несколько основных условий, гарантирующих, что монтаж пройдет с обеспечением максимального качества:
| Соблюдение физических и химических параметров | Очень важно, чтобы совпадали размеры соединяемых элементов: их диаметр и толщина стенок. Кроме того, изделия должны быть совместимыми друг с другом (чаще всего вся необходимая информация описана в документах, удостоверяющих качество) |
| Тщательная подготовка | Все элементы надо очистить от загрязнений, на них не должно быть никаких посторонних веществ. Также не допускается наличие влаги, так как это негативно влияет на прочность и долговечность соединений |
| Благоприятные внешние условия | Если работы проводятся в неотапливаемых помещениях, то необходимо заблаговременно позаботиться об их подогреве. Также не должно быть сквозняков (место монтажа, в крайнем случае, закрывается пологами) |
| Аккуратность | После соединения элементов труб и до их полного остывания необходимо исключить любые механические воздействия на конструкцию, так как это негативно влияет на надежность спаивания и может послужить причиной некачественного сопряжения |

На фото: чтобы соединения были долговечными, важно обеспечить оптимальные условия в процессе проведения работ
Виды спайки и их особенности
Спайка труб из полипропилена производится двумя способами, каждый из них имеет свои преимущества, к тому же рабочий процесс имеет и свои особенности. Рассмотрим каждый из вариантов более подробно.
Муфтовая спайка
Этот вариант еще называется раструбная сварка труб, как понятно из названия, соединения делаются посредством использования специальных муфт соответствующего диаметра.
Важно!Если вы проводите работы в первый раз, то лучше приобрести и трубы, и муфты с запасом, так как не исключена вероятность повреждения соединений, особенно в начале работ, когда рука еще не набита.
Очень важно качественно провести проектирование и расчет, чтобы точно определить, сколько и каких труб и фитингов потребуется. Из всего многообразия важно подобрать оптимальный вариант
Для проведения работ понадобится специальный инструмент для спайки полипропиленовых труб, называемый паяльником.
Выбирая этот тип оборудования, необходимо учесть следующие факторы:
- В комплекте должен идти набор насадок для труб различного диаметра. Чем их больше, тем универсальнее приспособление, ведь иногда приходится работать с изделиями разных размеров.
- Сварочная насадка состоит из двух частей: гильза, которая нагревает конец трубы, и дорна, который предназначен для фитингов. Важно, чтобы эти элементы были идеально ровными без изъянов на поверхности и нарушений геометрических параметров.
- Лучше приобрести оборудование известных фирм, хорошо зарекомендовавших себя на рынке.

Цена хорошего инструмента несколько выше, но экономить на качестве ни в коем случае не стоит
Работы данным способом производятся следующим образом:
- В первую очередь внимательно изучается инструкция по эксплуатации паяльника. В соответствии с ней оборудование подготавливается к работе: на него устанавливается и закрепляется соответствующая насадка.
- Инструмент подключается к сети и нагревается до необходимой температуры в течение нескольких минут. Очень важно, чтобы насадка хорошо прогрелась, от этого напрямую зависит качество соединения.
- Далее на дорн надевается фитинг, а на гильзу труба. Очень важно, чтобы это было сделано быстро и аккуратно. Элементы надеваются до упора с определенным усилием, так как диаметр насадки чуть больше наружного диаметра трубы и внутреннего диаметра фитинга.

Трубу и фитинг нужно надевать с минимальным промежутком времени, чтобы они нагревались одинаково
- В процессе нагревания со стороны торцов нагреваемых элементов выдавливается небольшой слой пластика, который называется грат и представляет собой аккуратный валик по всей окружности.
- Время нагревания напрямую зависит от диаметра соединяемых фрагментов, все параметры прописаны в инструкции, и проводить работы следует в соответствии с ее требованиями. Любое нарушение негативно влияет на прочность соединений, поэтому очень важно соблюдать технологический процесс.
- После нагревания элементы быстро снимаются и аккуратно совмещаются друг с другом. Этот момент очень важен, фитинг должен ровно войти в трубу, также следует плотно прижимать элементы друг к другу на протяжении примерно 10 секунд, далее узел укладывается и оставляется до полного остывания (это занимает несколько минут).
- Нагревать и паять другой конец фитинга можно только после полного остывания элемента. Торопиться ни в коем случае не стоит, элемент может перегреться, и у него нарушится геометрия,а работу придется переделать заново.
Совет!Если объем работ не очень большой, то приобретать паяльник нет смысла, гораздо разумнее взять его напрокат, это позволит сэкономить значительные средства.
Спайки на трубах должны быть аккуратными и ровными
Электрофузионная сварка
Еще один вариант соединения труб из полипропилена, который используется гораздо реже, такая спайка труб из полипропилена обеспечивает высочайшую надежность, поэтому ее часто применяют на газопроводах, магистралях с повышенным давлением в системе и на других ответственных участках. Стоимость этого варианта намного выше, поэтому он практически не применяется при производстве работ своими силами.
Для проведения работ необходим электрофузионный сварочный аппарат, это оборудование довольно дорогое, поэтому чаще всего его закупают организации, профессионально занимающиеся подобными работами.

Кроме самого сварочного аппарата необходим специальный фиксирующий механизм для обеспечения неподвижности элементов и генератор (если на объекте нет электричества)
Для работ применяется специальный вид фитингов, представляющих собой следующие изделия:
- Материалом изготовления выступает высококачественный полиэтилен.
- В конструкции присутствуют токопроводящие спирали из стальной проволоки, которые под воздействием электрического тока нагреваются и расплавляют часть муфты и поверхность трубы. В силу того, что сопряжение нагревается в собранном виде, оно получается очень прочным и долговечным.
Важно!Соединения данного вида получаются очень надежными, но ввиду большой стоимости оборудования и самих фитингов их целесообразно использовать только там, где требованиями предписан именно этот вариант спаивания.

Электросварные муфты могут быть самых различных конфигураций
Работы проводятся в следующей последовательности:
- В первую очередь подготавливается оборудование в соответствии с инструкцией.
- Далее труба нарезается на куски нужных размеров, которые определяются проектом либо проведением замеров непосредственно на месте проведения работ.
- После нарезке необходимо тщательно очистить стыкуемые поверхности (наружная часть трубы и внутренняя часть муфты). На поверхности не должно быть никаких загрязнений, дополнительно ее рекомендуется обезжирить с помощью бензина или растворителя, так обеспечивается максимальная адгезия поверхностей.
- Производится примерка, и на трубе наносится метка, чтобы не вставить ее слишком глубоко.
- Далее труба вставляется в фитинг и надежно фиксируется (из-за теплового расширения муфта может вытолкнуть конец трубы, поэтому придание элементам устойчивого положения очень важно). Лучше всего делать это с помощью специального фиксирующего приспособления, но, в крайнем случае, можно удерживать место спаивания и руками.
- Далее присоединяются контактные провода к выводам на муфте, и аппарат включается. Время работы и температура спайки полипропиленовых труб регулируются автоматически, после окончания процесса оборудование отключается автоматически. Это упрощает процесс и снижает вероятность брака до минимума.
- Соединение оставляют неподвижным до полного его остывания, любые воздействия в этот период крайне нежелательны.
Важно!Использовать трубопровод по назначению можно не ранее, чем через час после окончания работ.
Важно обеспечить неподвижность соединения до полного остывания
Вывод
Выбор того или иного варианта зависит от особенностей объекта. Как правило, чаще всего применяется муфтовая спайка, она проще и дешевле. Видео в этой статье расскажет некоторые нюансы более подробно.
загрузка...
kanalizaciyadoma.ru
Как самостоятельно паять полипропиленовые трубы – видео инструкция
Известно, что срок использования современных полипропиленовых труб при условии соблюдения всех условий эксплуатации, согласно инструкции, может достигать 50 лет. Именно поэтому они являются сегодня наиболее востребованными во время монтажа систем водопровода и отопления. Паять конструкции из полипропилена можно, позвав на помощь специалиста, а можно попытаться сделать это своими руками (см. видео). Но прежде чем переходить к пайке труб, необходимо знать, какими они бывают, а также чем отличается спайка труб большого диаметра и что нужно учитывать во время пайки в труднодоступных местах.

трубы полипропиленовые
Так, полипропиленовые трубы можно распределить по цвету. Таким образом, они бывают серыми, зелеными, белыми и черными, причем последние считаются наименее подверженными действию негативного солнечного излучения. Кроме этого конструкции можно разделить по предназначению. Так, трубы PN10 применяются в основном в системах, по которым циркулирует холодная вода, конструкции PN16 применяются в системах с холодной и горячей водой с низким давлением, PN20 являются всесторонними и применяются как в системах с циркуляцией холодной воды, так и в системах, по которым течет горячая вода, а полипропиленовые конструкции PN25 могут использоваться в системах с большим давлением.
Технологий пайки
Для прокладки конструкций из полипропилена диаметром не более 5-7 сантиметров можно применять пайку путем зажимания или расширения. Для использования и того, и другого способа необходимо использование дополнительного приспособления – зажима. Для спайки труб, у которых имеется резьба, применяют фитинги.



Для того чтобы паять полипропиленовые конструкции своими руками берут аппарат для сварки и нагревают его до температуры 250°C. В это время имеющиеся элементы режутся на необходимое количество компонентов, причем только под прямым углом. После того как паяльник наберет нужную температуру труба и фитинг вставляются в насадки и прогреваются, причем делать это необходимо одновременно (см. видео). После их нагрева труба с применением усилия вставляется в фитинг и фиксируется, после чего оставляется остывать. Таким образом, своими руками формируется надежное и долговечное соединение.
Нужно отметить, что пайка полипропиленовых конструкций не должна проходить при отрицательной температуре окружающей среды, т.к. это не лучшим образом будет влиять на надежность соединений.
При низкой температуре окружающей среды температура и время сварки должны быть увеличены, а при высокой, согласно инструкции, – уменьшены. Первая пайка конструкций из полипропилена должна проходить не сразу, а примерно через 3-5 минут после нагревания аппарата для сварки.
Пайка труб большого диаметра

Паять конструкции из полипропилена большого диаметра рекомендуется стыковым методом (см. видео). Этот способ не требует использования дополнительных приспособлений и является наиболее надежным. Части труб соединяются между собой после нагревания в насадках паяльника, который предварительно прогревается до температуры 260°C. Для прогревания аппарата чаще всего требуется от 10 до 15 минут. При этом аппарат для сварки должен закрепляться на ровной горизонтальной поверхности.
Работаем в труднодоступных местах
Самым сложным вариантом спайки является соединение полипропиленовых конструкций большого размера в труднодоступных местах. Для формирования соединений компоненты предварительно должны зачищаться и обрабатываться обезжиривающей смесью. Чтобы конструкции из полипропилена имели плавные изгибы необходимо использование фитингов. Для пайки в труднодоступных местах используют аппарат для сварки со специальной угловой насадкой, которая нагревается до определенной температуры, которая должна быть указана в инструкции. После спайки элементов им дают время остыть. При этом все движения должны быть максимально аккуратными, т.к. в случае появления даже малейших дефектов, всю работу придется переделывать.
trubygid.ru