Как паять полипропиленовые трубы правильно? Как правильно паять пропиленовые трубы
Как паять полипропиленовые трубы правильно?
Полипропиленовые трубы получают постепенно самое широкое распространение. Причины для этого есть. Полипропиленовые трубы и фитинги к ним сравнительно дешевые. Соединение фитинга и трубы не течет впоследствии, его можно назвать чуть ли не вечным, как и сами трубы. Но важно понимать, как паять полипропиленовые трубы. Помните, что правильная технология – это залог успеха.
Технология пайки
Процесс сварки (пайки) прост до невозможности! Полипропилен становится эластичным при термическом нагреве – он переходит в состояние, которое можно сравнить с пластилином. Когда материал остывает, то его структура резко твердеет. Научно этот процесс называют полиэфирной сваркой. Когда вы приобретете достаточный опыт спайки полипропиленовых труб, тогда она вам будет казаться невероятно легкой.

Методики пайки
Сейчас паяют двумя способами. Муфтовая пайка – это соединение двух труб с помощью специальной муфты или куска трубы, которая имеет диаметр больше, чем два свариваемых элемента. Такой способ применяют, если свариваемые трубы имеют диаметр менее, чем 63 мм.
Прямая пайка – это просто соединение двух смежных граней труб без каких-то третьих дополнительных элементов. Этот вариант предпочтительнее в плане эстетики, но сложнее в плане исполнения.
Для выполнения такой (прямой) пайки требуется опыт. Как правильно паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы сделаете сами, но чаще для бытовых нужд паяют с помощью муфт.
Паяльники
Для пайки любым из вышеописанных методов потребуется специальное оборудование, а в частности, специальный паяльник. Если разобраться в конструкции паяльника для полипропиленовых труб, то он «близкий родственник» утюгу. Главная часть прибора – это массивный нагреватель. Из этого нагревателя выходят основания под специальные съемные насадки, прилагающиеся в комплекте с прибором (металлические болванки различных диаметров).
Если мы говорим о том, как паять полипропиленовые трубы своими руками, то нам подходит вышеописанный паяльник. Он бытовой и годится для паяния с применением муфт. Если мы затрагиваем промышленную пайку, то тут нужен особый паяльник для пайки полипропиленовых труб встык. Конструктивно такой паяльник дополнительно имеет систему для отцентровки свариваемых элементов.
Также паяльники могут подразделяться по мощности. Как правило, мощность заметно влияет на цену паяльника, хотя есть и другие составляющие в ценообразовании на прибор.

Процедура сварки
Главное правило: пайка должна осуществляться при обеспечении хорошей вентиляции помещения. Плавка полимеров вызывает токсичные вещества, если вдохнуть их в переизбытке, то здоровью человека будет нанесен ощутимый вред. Также стоит иметь защитные перчатки, очки и респиратор. Но, стоит повториться с главным правилом, которым не стоит пренебрегать. Как паять полипропиленовые трубы в плане безопасности своего здоровья? С притоком достаточного объема свежего воздуха!

При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб специализированный паяльник, а другие варианты даже не могут рассматриваться, то вопросы о правильной температуре сварки у вас даже и возникать не должны. Ваш паяльник оснащен всегда зеленым индикатором, когда он загорается, то можно приступать к работе. Если температурный вопрос интересен вам просто для общего развития или ваш паяльник оснащен рукояткой для выставления температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб, у них снимается фаска и эти места обезжириваются.
Время пайки
В вопросах о том, как паять полипропиленовые трубы, важным фактором является время. Малое время выдержки на паяльнике плохо расплавит элементы, что приведет к плохому соединению. Если вы передержите элементы на паяльнике, то они начнут деформироваться и менять свою структуру, что тоже не дает гарантии качественного соединения.
Если ваша свариваемая труба имеет диаметр 20 мм, то выдерживать ее на разогретом паяльнике нужно около 8 секунд, столько же времени понадобится, чтобы приварить элементы друг другу. Нормой охлаждения в этом случае принято считать 2 минуты.

Если вы свариваете трубы диаметром 40 мм, то разогревайте их по 18 секунд, для качественной сварки вам потребуется удерживать смежные элементы около 20 секунд, время полного остывания составляет 5 минут в данном случае.
Если ваши свариваемые элементы имеют диаметры между 20 мм и 40 мм, то вы можете самостоятельно рассчитать все параметры, исходя из приведенных нами примеров.

Рассмотрим подробно, как паять армированные полипропиленовые трубы. Тут главный момент – это снятие защитного материала. Зачем? Чуть ниже проясним. Также нужно понимать, что фольга в структуре трубы (армирующий слой) требует обязательно дополнительного нагрева.
Особенность спайки таких труб – это их увеличенный диаметр, как правило, такие трубы не подходят к бытовым паяльникам. Чтобы решить эту проблему, трубы требуется зачистить перед процессом пайки. Можно использовать для этого специальный швейер (торцеватель для полипропиленовых труб), принцип его работы немного схож с точилкой для карандашей. Швейер нужен для снятия наружного слоя с трубы, торцеватель снимает внутренний слой трубы. Девайс выбирают, исходя из расположения армирующего слоя на трубе.
Исключением из вышеописанного являются трубы, которые армируются не алюминием, а стекловолокном. В этом случае все стандартно и без сложностей. Теперь вы знаете, как паять полипропиленовые трубы для отопления, потому как армирующий слой присутствует только у полипропиленовых труб с назначением для отопления.

Типичные ошибки при спайке труб
Чтобы не допускать ошибок, не нужно спешить. Есть несколько распространенных ошибок, которые допускаются при пайке полипропиленовых труб:
- Оставленная жировая пленка на трубе (забыли обезжирить).
- Непрямой угол срезки свариваемых элементов (криво срезали грани).
- Слабая посадка конца трубы внутрь фитинга (малый опыт в работе).
- Недостаточный или слишком долгий прогрев спаиваемых деталей (малый опыт в работе).
- Некачественное снятие армирующего слоя с трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их начального полимерного схватывания (малый опыт в работе).
Когда вы достаточно много знаете о том, как паять полипропиленовые трубы, то этот вопрос уже не кажется вам сложным. Разводка трубами из полипропилена помогает вам заметно экономить не только ваши деньги, но и ваше время. Есть один момент, который многих смущает при выборе полипропиленовых труб, – это якобы их неэстетичность. Но, стоит заметить, что никакие трубы не выглядят привлекательно. Желательно делать, по возможности, скрытый монтаж любых трубопроводов.
fb.ru
Узнайте, как правильно паять трубы полипропиленовые и пластиковые
Пластиковые трубы имеют небольшую стоимость. Они занимают лидирующую позицию при установке водопровода и тепловой сети.
Лучшая альтернатива металлическим и чугунным трубам на сегодняшний день — это полипропиленовые трубы
Как известно, трубки из пластика менее прочны, чем материалы из металла. Однако, многие потребители покупают и используют их при возведении трубопроводных систем в своей квартире.
Также следует обратить внимание на то, что пайка полипропиленовых труб позволяет сделать прочную стыковку трубопроводных элементов за считаные минуты.
При этом установка водопроводных компонентов из пластика считается простым занятием и под силу каждому.
В этой статье подробно рассмотрена классификация и дан ответ на вопрос, как правильно паять полипропиленовые трубы.
Классификация полипропиленовых труб и фитингов
При самостоятельной пайке пластиковых трубок следует применять материалы, которые имеют высокое качество и сделаны у известных производителей.
В зависимости от использования труба из полипропилена используется в таких ситуациях:
- для подведения к сантехнике холодного водоснабжения и под воздуховод;
- для подведения в квартиру водопровода;
- под отопление и перекачивание агрессивных компонентов.
В зависимости от внешнего вида пластиковые водопроводные элементы бывают следующими:
- утолщёнными конструкциями, на которых ставят буквы PPR. Их применяют под холодное и горячее водоснабжение. При этом температура воды должна быть равна 70 градусам по Цельсию как максимум, а в трубе — небольшое давление.
Пластиковые трубы легко паять. Коэффициент расширения равен 1 см на 1 м, поэтому при подведении в квартиру системы отопления такие пластиковые изделия нельзя использовать.
Прибор для сварки полипропиленовых труб несложен в эксплуатации и специальных навыков от Вас не потребуется
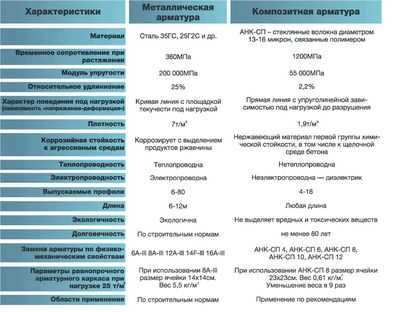
- армированные алюминием (маркировка PPR-AL-PPR, PPL-AL-REX с внутренним этиленовым слоем). Применяются при подведении к сантехнике горячей воды, а также при установке батарей.
Они не изменяют своей формы под давлением, но во время пайки водопроводных элементов, покрытых фольгой, следует зачистить их шейвером;
- армированные стеклопластиком (маркировка PPR-FB-PPR). Эти трубы аналогичны предыдущим, однако, их не надо зачищать шейвером.
Также полипропиленовые водопроводные элементы делят на такие категории:
- PN 10 – трубы, у которых тонкие стенки. Устанавливают на теплом полу, температура которого равна 45 градусам по Цельсию как максимум или для подведения к сантехнике холодного водоснабжения;
- PN 16 применяют при проведении холодной воды в системе, имеющей высокое давление, или в трубопроводах для отопления, в которых всегда имеется низкое давление;
- PN 20 – её применяют при подведении воды к сантехнике. Причём температура воды должны быть равна 80 градусам по Цельсию как максимум;
- PN 25 – её покрывают фольгой из алюминия. Применяют при монтаже центрального отопления и установке в доме водопровода, причём температура воды должна быть равна 95 градусам по Цельсию как максимум.
Подготовка к сварке, нюансы процесса
В различных инструкциях по соединению трубок из пластика подробно описан процесс пайки. В таких документах говорится о том, что такие пластиковые изделия, диаметр которых 63 мм и менее, следует соединять методом раструбной сварки.
На участке стыковки трубопроводных элементов необходимо использовать фитинги — компоненты, к которым надо приварить трубку.
Для того чтобы правильно паять пластиковые трубы, имеющие большой диаметр, необходимо использовать метод стыковой сварки, который является наиболее приемлемым для подобных изделий из пластика.
Пайка труб из полипропилена делается посредством применения ручного паяльника — утюга. Для трубопроводных пластиковых элементов, диаметр которых равен 40 мм и более, следует применять приборы с центрирующими деталями.
Из таблицы можно узнать время сварки труб, опираясь на их диаметр
Насадки имеют различные диаметры, которые находятся в пределах 14–63 мм. Перед тем как паять пластик, необходимо покрыть нагревательный полипропиленовый элемент тефлоном.
Во время проведения сварочного процесса надо следить за тем, чтобы насадка была чистой и протирать ее после каждого применения деревянной скребкой или ветошью из брезента. Прочисткой насадок надо заниматься это пока детали сварки ещё горячие, а не когда они уже остыли.
Порядок проведения работ
Трубки из пластика имеют ещё одно преимущество — их можно устанавливать в любых местах: на чердачном помещении, под половым покрытием и внутри стен. Если пайка сделана правильно, то они не будут протекать на протяжении нескольких десятков лет.
Технология пайки паяльником пластиковых трубок состоит в том, что сначала нагревают концы двух трубопроводных изделий из полипропилена, а потом их крепко соединяют, вставив друг в друга.
При этом горячие пластиковые трубки надо очень плотно вставить одну в другую.
Такая работа сварочным аппаратом, как сварка трубок из пластика, состоит из нескольких этапов:
- сначала следует включить сварочный аппарат и нагреть его до температуры, равной 270 градусам по Цельсию.
При этом подготовленные куски трубопроводных элементов надо зачистить от шероховатости.
Для того чтобы правильно паять паяльником трубки из полипропилена, надо следить за глубиной вхождения таких изделий в сварочное устройство. В этом случае на концах пластиковых изделий надо сделать засечку;
- далее, все соединительные компоненты и трубопроводные элементы надо надеть на сварочную насадку утюга. Их соединение должно получится ровным.
Если подобные пластиковые изделия будут нагреваться в кривом положении, сварка трубопроводных элементов получится некачественной, что впоследствии приведёт к повреждению всей системы водо- и газоснабжения;
- по прошествии нескольких секунд, когда концы фитинга и трубопроводных изделий полностью расплавились, их следует вынуть из насадки и соединить, подавая на трубу маленькое давление.
При этом фитинги и трубки должны быть установлены ровно. Их необходимо медленно вставить друг в друга.
В таком случае давление должно быть высоким, а детали сварки запрещено прокручивать по оси. В противном случае шов быстро разойдётся;
- после того как произошла состыковка трубок, их следует подержать на протяжении нескольких минут в неподвижном положении. Когда шов будет холодным, соединение пластиковых трубопроводных изделий станет монолитным.
ПОСМОТРЕТЬ ВИДЕО
При установке любой трубопроводной системы следует использовать тройники, муфты и поворотные детали. Их надо нагревать следующим образом: трубопроводные изделия — снаружи, а соединительные детали — с внутренней стороны. В противном случае стыковка таких пластиковых изделий получится непрочной и на протяжении нескольких дней развалится.
Также для того чтобы правильно паять полипропилен, следует использовать алюминий. В этом случае делается пайка этого материала.
Пайка алюминия паяльником на дому считается непростым делом, так как после зачистки на поверхности металла образуется оксидная плёнка, которая и тормозит процесс. Однако такая плёнка становится тоньше и рвётся во время проведения сварочного процесса.
Когда делается пайка полипропиленовых труб своими руками, при применении трубопроводных элементов малых диаметров, надо сделать так, чтобы поверхность трубного шва пропускала воздушные потоки или воду.
При перегревании трубки её отверстие закупоривается. В связи с этим, после того как проведена пайка пластика и остыл шов, такую трубопроводную деталь надо проверить на проходимость. В этом случае в трубку надо налить немного воды.
Если пайку пластиковых трубок делают впервые, то следует подстраховаться: трубопроводные элементы, разводки и переходники необходимо купить с запасом.
trubexpert.ru
Как правильно паять полипропиленовые трубы
Прислушавшись к бесчисленным рекомендациям, вы решили не нанимать профессионалов для установки отопительные системы и сделать все соединения труб из полипропилена собственными руками.
Если у вас есть уверенность в успехе и прекрасно сможете работать своими силами, то смело нужно приступить к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие понадобятся инструменты и приспособления для установки и как правильно паять полипропиленовые трубы. По умолчанию можем считать, что все материалы уже куплены, осталось лишь собрать все по схеме.
Аппараты для сварочных работ для труб из полипропилена
Начинаем с приготовления инструмента для монтажных работ. Так как все трубные соединения и соединителей из ППР производятся способом пайки, то потребуется специализированный паяльный аппарат для такой цели.
Примечание. Соединение деталей из ППР порой называют сваркой. Чтобы не было путанницы, помните, что когда речь идет о полимерных трубах, то метод соединения есть один – пайка, однако его иногда называют свариванием. При помощи прессовых или резьбовых соединителей, как трубы из металлопластика, данные системы не устанавливаются.
Используемый для работы электросварочный аппарат для труб из полипропилена предлагается на рынке двух вариантов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье назвали «утюг» из-за некоторого сходства во внешности с данным прибором для домашнего применения. Неодинаковые аппараты для сварочных работ не имеют сильных отличий, только конструктивные. Насадки для труб из тефлона в первом варианте одеваются и фиксируются к нагревателю наподобие хомутов, а в другом – ввинчиваются к нему с обеих сторон. В остальном особенной разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, в основном, реализовываются в наборе с насадками. Самый недорогой и самый маленький набор азиатского производства – это паяльный аппарат мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых популярных труб – 20, 25 и 32 мм. Если в вашей схеме теплоснабжения присутствуют только такие диаметры и вы не запланировали паять полипропиленовые трубы где-нибудь еще, помимо собственного дома, или этим заниматься профессионально, то недорогого набора вполне хватит.

Если же в согласии с расчетом и схемой потребуется состыковывать трубы размеров 40, 50 и 63 мм, то придется раскошелиться и приобрести другой комплект для пайки, в котором есть подходящие детали. Ну и очень дорогие комплекты производятся в странах Европы, выделяются надежностью в работе и долговечностью. Аналогичные наборы в себя включают подобные инструменты:
- паяльный аппарат с подставкой;
- тефлоновые насадки для паяльника всех перечисленных выше диаметров;
- ножницы для отрезки труб под четким углом 90?;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Главное! Так как спайка труб из полипропилена – это работа с нагретым оборудованием, то неукоснительно рекомендуется всегда пользоваться перчатками не зависимо от того, есть они в наборе или нет. Тем более это касается новичков, которые в 99 случаях из 100 нечаянно прикасаются к ТЕНУ.

Рабочая часть паяльника (нагреватель) самой разной конструкции рассчитана так, чтобы на ней можно было установить 2—3 насадки для труб небольшого диаметра. Это дает возможность экономить достаточно времени, работая с магистралями размером от 20 до 40 мм.
Немножко о мощности аппарата для пайки. Большая мощность нужна для быстрого и одинакового прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для бытовых целей необходимо иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, естественно, стоят намного дороже обыкновенных.
Рекомендации по процессу установки
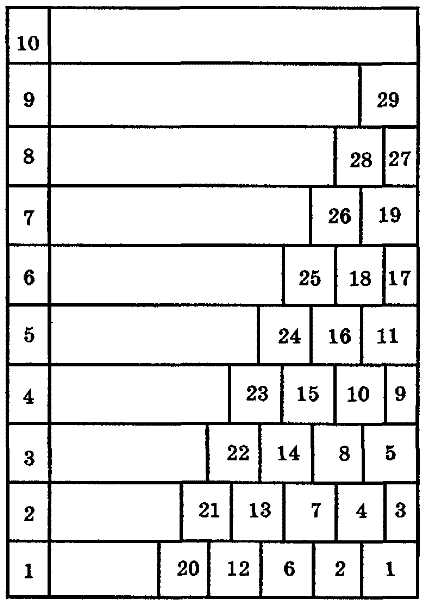
Помимо утюга необходимо сделать и другой инструмент для пайки труб из полипропилена, его состав приведен выше в списке. Если в наличии нет ножниц для отрезания трубы под углом 90?, то для такой цели воспользуйтесь ножовкой и плотницким стуслом либо сделать его своими силами, руководствуясь чертежом:
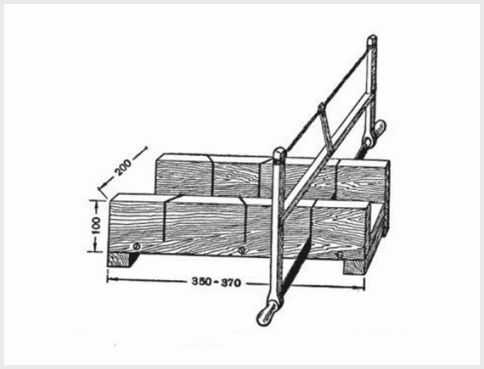
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец нужно в первую очередь почистить от заусениц внутри и снаружи изделия.
Перед тем как отрезать участок необходимой длины, его нужно точно наметить. А дело все в том, что при соединении часть трубы входит в тройник или любой иной соединитель, это называют глубиной пайки. Благодаря этому к соответствующему размеру участка, конкретному при помощи рулетки, необходимо добавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашиком. Так как методика пайки учитывает разную глубину погружения для разного диаметра трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, так как у различных изготовителей труб из ППР она меняется в таких пределах. Значение можно узнать, померяв несколько соединителей глубиномером.
Во время монтажа отопительных систем исполняется пайка армированных труб из полипропилена, они выделяются от обыкновенных наличием слоя из фольги на алюминевой основе, стекловолокна или базальтового волокна. Причем данный слой в изделиях разных изготовителей могут делать по-разному. Когда армировка расположена не по самому центру толщины стенки, а возле наружного края, то перед пайкой полипропиленовых труб понадобится очистка. Для этого есть особое устройство:

Процесс сваривания
Перед началом работы, необходимо поставить на паяльный аппарат насадки, подходящие габаритам труб, а потом включить его и настроить. Здесь нужно знать, при какой температуре паять полипропиленовые трубы. Многие производители указывают эксплутационную температуру 260—270 ?С, выше подымать не стоит, а то не получится избежать перегрева. Недогрев тоже чреват некачественным и плохого качества соединением, где после быстро появится течь.
Нужно понимать, что время нагрева, диаметр изделий и температура сварки между собой связаны. В таблице мы укажем временные промежутки сваривания при типовой температуре 260 ?С.
Примечание. Продолжительность сварки – данное время до абсолютного застывания пластмассы, когда стык набирает самую большую надёжность.

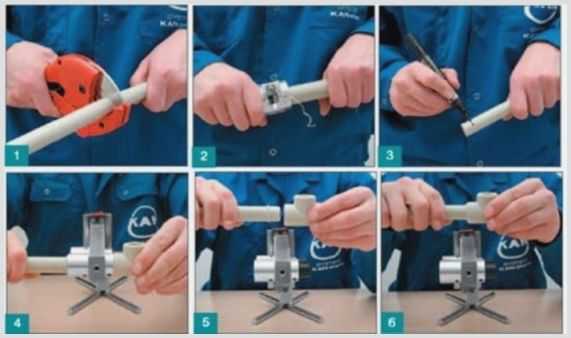
Когда настройка утюга завершена, приступим к свариванию, следуя инструкции для пайки труб из полипропилена:
- Взяв в одну руку трубу, а в иную – соединитель, надеваем их на насадку разогретого паяльника совместно с 2-ух сторон, не поворачивая вокруг собственной оси.
- Выдерживаем положенное время.
- Бережно снимаем две соединяемые части с тефлоновой насадки, снова же, без вращения.
- Плавно помещаем трубу в соединитель до метки без проворачивания и отмечаем на протяжении времени, установленного в таблице, на этом стык готов. Подробно операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он поставлен на столе, благодаря этому вначале рекомендуется пропаять несколько тренировочных стыков. Потом можно в хорошем положении собрать все допустимые узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников на месте, тут уже придется сложнее. Нагретый утюг для пайки надо будет одной стороной одевать на проложенную трубу, а на вторую натягивать тройник, держа прибор на весу. После паяльный аппарат снимается с двух деталей и они соединяются.
Пролаживая магистральные магистрали из труб, соблюдайте очередность монтажа участков и компонентов. Начните сборку системы от теплового источника и идите до конца, а чтобы объединить две полипропиленовые трубы, постарайтесь применять исключительно тройники, от них пойдут расширения к батареям. Муфты для такой цели используйте, когда иначе поступить нельзя. Остерегайтесь стыков в местах куда сложно добраться, иначе для их выполнения придется работать сразу 2-мя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Большинство производителей полипропиленовых систем создают свои инструкции по процессу установки собственных изделий. Можно оттуда получить массу ценной информации, воспользуйтесь этим.
Как объединить трубу из металлопластика с полипропиленовой
В силу разных обстоятельств бывает так, что нужно объединить разные варианты труб, к примеру, ППР и сталь, металопластик с полипропиленом и так дальше. Аналогичные ситуации случаются в жилых площадях, где участок общего стояка провода воды или теплоснабжения, проложенного стальной или трубой из металлопластика, заменить трудно, а подсоединиться к нему нужно. Это не считается немаловажной проблемой, нужно лишь взять во внимание, что все аналогичные соединения исполняются через фитинги с резьбой.
Так как соединение труб сделанных из металлопластика может выполняться прессовыми и разборными соединителями, то для стыковки с полипропиленом удобнее взять разъемный соединитель с наружной резьбой. Со своей стороны, к торцу полипропиленовые трубы припаивается соединитель с наружной резьбой, после этого соединение скручивается классическим способом, с подмоткой льна или фум-ленты.

Разъемный соединитель для трубные соединения
Когда нужно врезаться в трубы из металлопластика, то здесь лучше всего поставить тройник с резьбовым отводом, куда в дальнейшем можно привинтить соединитель, а после припаять к нему трубу ПП. Правда, с установкой тройника придется повозиться: нужно выключить воду или опорожнить систему обогрева, а после разрезать металопластик и сделать процесс установки.
Заключение
Нужно сказать, что работа с полимерными трубами – не самое дело сложное, хотя и требует сосредоточенности, внимания и терпения. Пускай вы потратите на процесс в три раза побольше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а основное, — бесплатно.
Пайка полипропиленовых труб, технология, инструменты
pfk-gamma.ru