Как правильно варить дуговой сваркой? Как правильно варить дуговой сваркой
Как правильно варить дуговой сваркой. Как правильно варить. Kak-PravilnoDelat
Как правильно варить дуговой сваркой?
В прежние времена был лишь классический метод сварки, поэтому у людей не было особого выбора каким методом варить. В современное время появились множество разных материалов и способов сварки. Каждый требует определенной технологии и подхода. Дуговая сварка считается самой популярной, поэтому нужно внимательно рассмотреть весь процесс, включая выбор оборудования, электродов и способ сварки.
В основе лежит электрическая дуга, которая способна раскалять металл до 5 тысяч градусов, обеспечивая сплавление деталей. Такая температура подходит для большинства металлов, а значит, способ считается универсальным для многих вещей. Сварка бывает прямой или косвенно в зависимости от направления дуги. При прямо действии дуга непосредственно возникает между металлом и электродом, а при косвенном – между двумя электродами без направления сварочного тока на металл. В процессе сварки плавится и сам электрод, образуя так называемую сварочную ванну, в которой происходит процесс сплавления.
На каждом электроде нанесена специальная обмазка, когда она горит, то образует газовый слой. Этот слой защищает металл от реакции с кислородом, а то в этом бы случае образовывался шлак на поверхности металла. От шлака качество шва становится хуже. Дуговая сварка ГОСТом определена, то есть для получения определенного шва нужно выставить силу тока и выбрать специальный диаметр электрода в зависимости от вида металла. Это все можно узнать в соответствующих таблицах государственных стандартов.
Оборудование для дуговой сварки
Существует три модели: сварочные трансформаторы, выпрямители и инверторы.
Первый вариант самый простой. Его принцип работы заключается в понижении напряжения сети, чем обычно и занимаются трансформаторы. Проходя через первичную и вторичную обмотку, меняется сила тока, которая требуется для сварки.
Если вы хотите получить качественные швы дуговой сварки, то требуется специальные электроды для трансформатора. Только при этом условии трансформатор создает красивые и качественные швы.
И не стоит забывать про КПД этого прибора, оно составляет до 90%, что, пожалуй, лучший показатель, среди остальной техники.
Вторая модель, выпрямитель, он способен выпрямлять ток, то есть преобразовывать его из переменного в постоянный. Сварочный трансформатор может варить переменным током, но в некоторых случаях лучше брать более стабильный прямой ток. Выпрямитель позволяет сделать более надежный шов, но к его минусам можно отнести большой вес аппарата .
Иногда стандартных 50-и герц из городской электросети недостаточно для работы сварочного устройства. Тогда возникает вопрос, как варить дуговой сваркой при больше частоте? Для этого применяют инверторы. Это более мощный аппараты, но в тоже время по весу не превышают 8 килограмм. По устройству инвертор чем-то напоминает выпрямитель. Особенность для любого сварщика заключается в том, что на корпусе инвертора можно плавно регулировать силу тока. Это необходимо, когда идет сварка тонкого листового металла небольшими электродами.
Если вы решили выбрать сварочный аппарат для дуговой сварки нужно смотреть на диапазон изменения тока. От возможностей диапазона зависит размер электродов, которые можно применять на данном аппарате.
Важно, чтобы дуга легко зажигалась, работала стабильно.
Как выбирать электроды?
Электрод – это тонкий металлический стержень, на который наносятся ферросплавы. В процессе работы ферросплав создает защитный газовый слой, защищая сварочную ванну. Задача электрода расплавиться и также расплавить достаточное количество металла, чтобы произошло крепкое соединение в месте плавления. Необходимая энергия зависит от силы тока, проходящей по электроду.
Разные способы дуговой сварки подразумевают использование разных электродов. Кроме диаметра, они отличаются по типу покрытия. Бывают покрытия – кислые, основные, целлюлозные и другие малоиспользуемые типы. Для самых распространенных задач, когда требуется сварка углеродистых или низколегированных сталей, обычно используют марку УОНИ-13/НЖ/12х13.
Технология дуговой сварки
Неважно, как вы собираетесь варить, обычной классической сваркой вам нужна дуговая сварка под флюсом. Во всех случаях методика похожа, за исключением автоматических сварочных процессов. Очень популярна на заводах импульсно дуговая сварка, которая выполняется в автоматическом режиме. Для обычного металла рекомендуют сварку постоянным током. Но всем металлам подходит такой способ.
Например, алюминий надо варить под защитой аргона. Этот металл очень быстро окисляется на воздухе, а образовавшаяся оксидная пленка не позволяет металлу соединяться. Для такой сварки требуется хорошая квалификация, поэтому начинающим сварщикам нужна электро дуговая сварка.
Классическая инверторная дуговая сварка должна начинаться с подбора силы тока на вашем аппарате. Если вы не знаете, как подобрать, просто загляните в инструкцию к сварочному трансформатору, в ней в зависимости от толщины металла есть значения тока.
Начиная сварку, медленно двигайте электрод. При этом сварочная ванна должна нормально заполниться, чтобы расплавленные металл немного возвышался над металлическими деталями. Автоматическая дуговая сварка контролируется автоматикой и проще для человека, но когда вы варите ручным способом, надо внимательно следить за движениями. Они должны быть не слишком быстрыми и не слишком медленными.
Важный момент для новичка – зажигание дуги. Его производят быстрым чирканьем электродом по металлической детали.
Другой способ предназначен для узких и труднодоступных мест: электрод прикладывают к поверхности металла, а потом плавно отводят на пару миллиметров. Цена дуговой сварки зависит от сложности процесса.
Если нужно сварить нержавейку или алюминий понадобятся специальные электроды или сварка аргоном. И также не забывайте соблюдать технику безопасности во время проведения сварочных работ.
Как научиться правильно варить электродом?
- Выбор электродов для сварки
- Параметры дуговой сварки: что это такое?
- Сварка металла: как варить электродами?
- Начало сварки: как разжечь дугу?
- Движение электрода и сварной ванны
Сварка #8211; процесс соединения двух металлических поверхностей на межмолекулярном уровне. Для сваривания металла необходимы аппарат (инвертор), электрический ток, электроды и защитные средства. Необходимо ответить на вопросы: как варить электродами, как правильно их выбрать, как разжечь дугу и каковы параметры сварки?
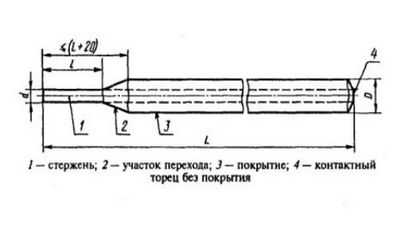
Схема электрода для сварки.
Выбор электродов для сварки
Электрод #8211; металлический стержень в оболочке. Он предназначен для выполнения соединения плавлением (когда материалы разогреваются до температуры расплавления и образуют межмолекулярные связи). Металлическая сердцевина является присадочным материалом, который заполняет пустоту между деталями (формирует шов).
Сердцевина электрода, которым варят, покрыта наружной обмазкой. Она необходима для защиты расплавленного металла. Обмазка плавится вместе со стержнем, всплывает на поверхность расплава (она легче) и формирует защитную шлаковую пленку. Пленка предохраняет расплавленный металл от окисления и насыщения азотом.
Техника сварки электродом.
Также в обмазку вводят газообразующие вещества. Они высвобождаются при плавлении и окружают дугу защитным газом. Газ является барьером для кислорода и азота, он предупреждает реакцию металла с компонентами воздуха.
Для различных свариваемых деталей используются различные стержни. Их отличия состоят в материале и диаметре. В индивидуальном строительстве или на приусадебном участке наиболее востребованы два диаметра: 3 и 4 мм.
Размер сечения стержня (его диаметр) определяется толщиной соединяемых поверхностей. Чем шире детали, тем толще должен быть стержень. Наибольший диаметр стержня составляет 5 мм.
Вернуться к оглавлению
Параметры дуговой сварки: что это такое?
Для того чтобы варить электродами качественно, необходимо правильно выбрать параметры процесса. Что это такое и как определить их значение?
Для начинающего сварщика, работающего с обыкновенной сталью, важно знать значение следующих параметров:
Сварной ток #8211; это величина тока, который образует дугу между деталью и электродом. Его значение должно соответствовать диаметру стержня. Чем толще диаметр, тем больше значение тока. Часто значение соответствия тока и диаметра стержня изображается на упаковочной таре (коробке) инвертора.
Полярность тока #8211; это направление его движения. У сварочного инвертора имеются две клеммы с зажимами на концах. Одна маркируется «+», вторая #8211; «-». В одну из клемм вставляют электрод, вторую крепят на одной из свариваемых деталей.
Влияние угла наклона электрода на форму шва.
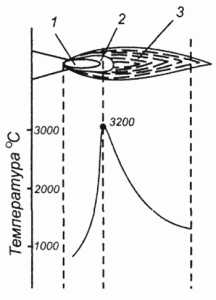
Ток двигается от «-» к «+». Между плюсом и минусом дуги образуется разница температур в 700-800º C. Например, на анодном конце дуги образуется температура 4000 ºC, на катодном #8211; 3200 ºC.
При прямой полярности клемма «-» держит стержень, а клемма «+» крепится на детали. Поток электронов двигается от электрода к детали, на соединяемых поверхностях формируется более высокая температура, детали расплавляются быстрее. Такой режим используют в сваривании деталей из обычных сплавов (без особенных свойств).
При обратной полярности стержень крепится на клемму «+». В такой схеме поток электронов двигается от детали. Такой режим сваривания применяют для тонколистовых изделий и легкоплавких сплавов, чтобы предупредить их излишнее расплавление и прожиг (образование сквозного отверстия в детали).
В бытовой применении наиболее востребован режим прямой полярности.
Наиболее распространенные параметры домашней сварки электродами #8211; ток 100 А при прямой полярности и электрод 3 мм.
Вернуться к оглавлению
Сварка металла: как варить электродами?
Вернуться к оглавлению
Начало сварки: как разжечь дугу?
Для сваривания металл очищают от ржавчины, старой краски. Одну из клемм («+») крепят на детали, во вторую вставляют электрод. Выставляют на инверторе значение сварочного тока (100 А), берут в руки клемму со стержнем и подают напряжение. Опускают на глаза щиток с защитным стеклом (светофильтром).
Чтобы правильно варить электродом, необходимо научиться разжигать дугу.
Классификация сварочной дуги.
Розжиг дуги можно выполнять двумя способами:
- Чирканье. Стержень в клемме чиркает по поверхности металла, как при розжиге спички. При этом появление дуги сопровождается характерным потрескиванием и ярким свечением, наблюдаемым в светофильтре. До розжига в стекле светофильтра не видно практически ничего. Чирканье применяют для розжига дуги «по холодному» (вначале или при смене стержня).
- Поднести электрод на минимальное расстояние. Этот способ использует для «горячего» металла, когда дуга несколько секунд назад горела и погасла. Конец стержня приближают на расстояние дуги (3-5 мм), электроны пробивают воздушную прослойку, и образуется дуга.
Для того чтобы облегчить розжиг, необходимо оббить край стержня для удаления обмазки. Для сварки угол наклона стержня к поверхности свариваемых деталей выбирается в 70-80º (почти вертикально, с небольшим уклоном).
Вернуться к оглавлению
Движение электрода и сварной ванны
При сваривании электродами с расплавлением металла происходит образование сварной ванны. Это лужица расплава, в которой перемешиваются материалы свариваемых поверхностей и стержня. Для качественного сваривания конец стержня должен двигаться вдоль шва не прямолинейно, а возвратно-поступательно (вперед-назад или по спирали).
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе.
Следом за стержнем передвигается сварная ванна. На ее размер влияет скорость движения клеммы со стержнем. Чем медленнее выполняется сваривание, тем шире ванна и глубже проплавление. Возникает опасность сквозного прожига.
При ускоренном передвижении стержня не обеспечивается достаточное проплавление. Сваривание содержит несплошности, свидетельствующие о плохом качестве соединения.
Сварная ванна застывает и образует сварной шов. Его поверхность покрыта флюсом. Защитный слой удаляют молотком (сбивают) и визуально осматривают шов, определяют присутствие непроваров, несплошностей, пустот.
Сварка представляет собой технологическую операцию прочного соединения двух металлов. Для того чтобы успешно овладеть сварочным умением и применять его в собственном строительстве, необходимо приобрести сварочный инвертор, правильно выбрать электроды и определить параметры сварки.
Проявив терпение и настойчивость, можно научиться варить металлические изделия у себя дома (решетки на окна) и на приусадебном участке (каркасы для теплиц и для строительства).
Как праильно варить и подобрать электроды.
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги. которое можно обеспечить с помощью не только правильного выбора электродов. а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода. а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные. медные. стальные. латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию. 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
Источники: http://steelguide.ru/svarka/vidy-svarki/kak-pravilno-varit-dugovoj-svarkoj.html, http://moiinstrumenty.ru/svarochnyj/kak-pravilno-varit-elektrodom.html, http://elektrod-3g.ru/kak-pravilno-varit-elektrodom.php
Комментариев пока нет!
kakdelat-pravilno.ru
Как правильно варить дуговой сваркой. Как правильно варить. Kak-PravilnoDelat
Как правильно варить дуговой сваркой?
В прежние времена был лишь классический метод сварки, поэтому у людей не было особого выбора каким методом варить. В современное время появились множество разных материалов и способов сварки. Каждый требует определенной технологии и подхода. Дуговая сварка считается самой популярной, поэтому нужно внимательно рассмотреть весь процесс, включая выбор оборудования, электродов и способ сварки.
В основе лежит электрическая дуга, которая способна раскалять металл до 5 тысяч градусов, обеспечивая сплавление деталей. Такая температура подходит для большинства металлов, а значит, способ считается универсальным для многих вещей. Сварка бывает прямой или косвенно в зависимости от направления дуги. При прямо действии дуга непосредственно возникает между металлом и электродом, а при косвенном – между двумя электродами без направления сварочного тока на металл. В процессе сварки плавится и сам электрод, образуя так называемую сварочную ванну, в которой происходит процесс сплавления.
На каждом электроде нанесена специальная обмазка, когда она горит, то образует газовый слой. Этот слой защищает металл от реакции с кислородом, а то в этом бы случае образовывался шлак на поверхности металла. От шлака качество шва становится хуже. Дуговая сварка ГОСТом определена, то есть для получения определенного шва нужно выставить силу тока и выбрать специальный диаметр электрода в зависимости от вида металла. Это все можно узнать в соответствующих таблицах государственных стандартов.
Оборудование для дуговой сварки
Существует три модели: сварочные трансформаторы, выпрямители и инверторы.
Первый вариант самый простой. Его принцип работы заключается в понижении напряжения сети, чем обычно и занимаются трансформаторы. Проходя через первичную и вторичную обмотку, меняется сила тока, которая требуется для сварки.
Если вы хотите получить качественные швы дуговой сварки, то требуется специальные электроды для трансформатора. Только при этом условии трансформатор создает красивые и качественные швы.
И не стоит забывать про КПД этого прибора, оно составляет до 90%, что, пожалуй, лучший показатель, среди остальной техники.
Вторая модель, выпрямитель, он способен выпрямлять ток, то есть преобразовывать его из переменного в постоянный. Сварочный трансформатор может варить переменным током, но в некоторых случаях лучше брать более стабильный прямой ток. Выпрямитель позволяет сделать более надежный шов, но к его минусам можно отнести большой вес аппарата .
Иногда стандартных 50-и герц из городской электросети недостаточно для работы сварочного устройства. Тогда возникает вопрос, как варить дуговой сваркой при больше частоте? Для этого применяют инверторы. Это более мощный аппараты, но в тоже время по весу не превышают 8 килограмм. По устройству инвертор чем-то напоминает выпрямитель. Особенность для любого сварщика заключается в том, что на корпусе инвертора можно плавно регулировать силу тока. Это необходимо, когда идет сварка тонкого листового металла небольшими электродами.
Если вы решили выбрать сварочный аппарат для дуговой сварки нужно смотреть на диапазон изменения тока. От возможностей диапазона зависит размер электродов, которые можно применять на данном аппарате.
Важно, чтобы дуга легко зажигалась, работала стабильно.
Как выбирать электроды?
Электрод – это тонкий металлический стержень, на который наносятся ферросплавы. В процессе работы ферросплав создает защитный газовый слой, защищая сварочную ванну. Задача электрода расплавиться и также расплавить достаточное количество металла, чтобы произошло крепкое соединение в месте плавления. Необходимая энергия зависит от силы тока, проходящей по электроду.
Разные способы дуговой сварки подразумевают использование разных электродов. Кроме диаметра, они отличаются по типу покрытия. Бывают покрытия – кислые, основные, целлюлозные и другие малоиспользуемые типы. Для самых распространенных задач, когда требуется сварка углеродистых или низколегированных сталей, обычно используют марку УОНИ-13/НЖ/12х13.
Технология дуговой сварки
Неважно, как вы собираетесь варить, обычной классической сваркой вам нужна дуговая сварка под флюсом. Во всех случаях методика похожа, за исключением автоматических сварочных процессов. Очень популярна на заводах импульсно дуговая сварка, которая выполняется в автоматическом режиме. Для обычного металла рекомендуют сварку постоянным током. Но всем металлам подходит такой способ.
Например, алюминий надо варить под защитой аргона. Этот металл очень быстро окисляется на воздухе, а образовавшаяся оксидная пленка не позволяет металлу соединяться. Для такой сварки требуется хорошая квалификация, поэтому начинающим сварщикам нужна электро дуговая сварка.
Классическая инверторная дуговая сварка должна начинаться с подбора силы тока на вашем аппарате. Если вы не знаете, как подобрать, просто загляните в инструкцию к сварочному трансформатору, в ней в зависимости от толщины металла есть значения тока.
Начиная сварку, медленно двигайте электрод. При этом сварочная ванна должна нормально заполниться, чтобы расплавленные металл немного возвышался над металлическими деталями. Автоматическая дуговая сварка контролируется автоматикой и проще для человека, но когда вы варите ручным способом, надо внимательно следить за движениями. Они должны быть не слишком быстрыми и не слишком медленными.
Важный момент для новичка – зажигание дуги. Его производят быстрым чирканьем электродом по металлической детали.
Другой способ предназначен для узких и труднодоступных мест: электрод прикладывают к поверхности металла, а потом плавно отводят на пару миллиметров. Цена дуговой сварки зависит от сложности процесса.
Если нужно сварить нержавейку или алюминий понадобятся специальные электроды или сварка аргоном. И также не забывайте соблюдать технику безопасности во время проведения сварочных работ.
Как научиться правильно варить электродом?
- Выбор электродов для сварки
- Параметры дуговой сварки: что это такое?
- Сварка металла: как варить электродами?
- Начало сварки: как разжечь дугу?
- Движение электрода и сварной ванны
Сварка #8211; процесс соединения двух металлических поверхностей на межмолекулярном уровне. Для сваривания металла необходимы аппарат (инвертор), электрический ток, электроды и защитные средства. Необходимо ответить на вопросы: как варить электродами, как правильно их выбрать, как разжечь дугу и каковы параметры сварки?
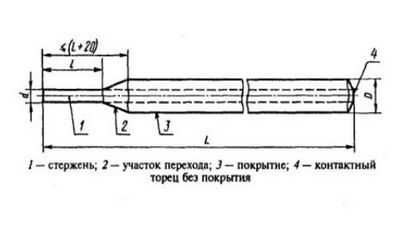
Схема электрода для сварки.
Выбор электродов для сварки
Электрод #8211; металлический стержень в оболочке. Он предназначен для выполнения соединения плавлением (когда материалы разогреваются до температуры расплавления и образуют межмолекулярные связи). Металлическая сердцевина является присадочным материалом, который заполняет пустоту между деталями (формирует шов).
Сердцевина электрода, которым варят, покрыта наружной обмазкой. Она необходима для защиты расплавленного металла. Обмазка плавится вместе со стержнем, всплывает на поверхность расплава (она легче) и формирует защитную шлаковую пленку. Пленка предохраняет расплавленный металл от окисления и насыщения азотом.
Техника сварки электродом.
Также в обмазку вводят газообразующие вещества. Они высвобождаются при плавлении и окружают дугу защитным газом. Газ является барьером для кислорода и азота, он предупреждает реакцию металла с компонентами воздуха.
Для различных свариваемых деталей используются различные стержни. Их отличия состоят в материале и диаметре. В индивидуальном строительстве или на приусадебном участке наиболее востребованы два диаметра: 3 и 4 мм.
Размер сечения стержня (его диаметр) определяется толщиной соединяемых поверхностей. Чем шире детали, тем толще должен быть стержень. Наибольший диаметр стержня составляет 5 мм.
Вернуться к оглавлению
Параметры дуговой сварки: что это такое?
Для того чтобы варить электродами качественно, необходимо правильно выбрать параметры процесса. Что это такое и как определить их значение?
Для начинающего сварщика, работающего с обыкновенной сталью, важно знать значение следующих параметров:
Сварной ток #8211; это величина тока, который образует дугу между деталью и электродом. Его значение должно соответствовать диаметру стержня. Чем толще диаметр, тем больше значение тока. Часто значение соответствия тока и диаметра стержня изображается на упаковочной таре (коробке) инвертора.
Полярность тока #8211; это направление его движения. У сварочного инвертора имеются две клеммы с зажимами на концах. Одна маркируется «+», вторая #8211; «-». В одну из клемм вставляют электрод, вторую крепят на одной из свариваемых деталей.
Влияние угла наклона электрода на форму шва.
Ток двигается от «-» к «+». Между плюсом и минусом дуги образуется разница температур в 700-800º C. Например, на анодном конце дуги образуется температура 4000 ºC, на катодном #8211; 3200 ºC.
При прямой полярности клемма «-» держит стержень, а клемма «+» крепится на детали. Поток электронов двигается от электрода к детали, на соединяемых поверхностях формируется более высокая температура, детали расплавляются быстрее. Такой режим используют в сваривании деталей из обычных сплавов (без особенных свойств).
При обратной полярности стержень крепится на клемму «+». В такой схеме поток электронов двигается от детали. Такой режим сваривания применяют для тонколистовых изделий и легкоплавких сплавов, чтобы предупредить их излишнее расплавление и прожиг (образование сквозного отверстия в детали).
В бытовой применении наиболее востребован режим прямой полярности.
Наиболее распространенные параметры домашней сварки электродами #8211; ток 100 А при прямой полярности и электрод 3 мм.
Вернуться к оглавлению
Сварка металла: как варить электродами?
Вернуться к оглавлению
Начало сварки: как разжечь дугу?
Для сваривания металл очищают от ржавчины, старой краски. Одну из клемм («+») крепят на детали, во вторую вставляют электрод. Выставляют на инверторе значение сварочного тока (100 А), берут в руки клемму со стержнем и подают напряжение. Опускают на глаза щиток с защитным стеклом (светофильтром).
Чтобы правильно варить электродом, необходимо научиться разжигать дугу.
Классификация сварочной дуги.
Розжиг дуги можно выполнять двумя способами:
- Чирканье. Стержень в клемме чиркает по поверхности металла, как при розжиге спички. При этом появление дуги сопровождается характерным потрескиванием и ярким свечением, наблюдаемым в светофильтре. До розжига в стекле светофильтра не видно практически ничего. Чирканье применяют для розжига дуги «по холодному» (вначале или при смене стержня).
- Поднести электрод на минимальное расстояние. Этот способ использует для «горячего» металла, когда дуга несколько секунд назад горела и погасла. Конец стержня приближают на расстояние дуги (3-5 мм), электроны пробивают воздушную прослойку, и образуется дуга.
Для того чтобы облегчить розжиг, необходимо оббить край стержня для удаления обмазки. Для сварки угол наклона стержня к поверхности свариваемых деталей выбирается в 70-80º (почти вертикально, с небольшим уклоном).
Вернуться к оглавлению
Движение электрода и сварной ванны
При сваривании электродами с расплавлением металла происходит образование сварной ванны. Это лужица расплава, в которой перемешиваются материалы свариваемых поверхностей и стержня. Для качественного сваривания конец стержня должен двигаться вдоль шва не прямолинейно, а возвратно-поступательно (вперед-назад или по спирали).
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе.
Следом за стержнем передвигается сварная ванна. На ее размер влияет скорость движения клеммы со стержнем. Чем медленнее выполняется сваривание, тем шире ванна и глубже проплавление. Возникает опасность сквозного прожига.
При ускоренном передвижении стержня не обеспечивается достаточное проплавление. Сваривание содержит несплошности, свидетельствующие о плохом качестве соединения.
Сварная ванна застывает и образует сварной шов. Его поверхность покрыта флюсом. Защитный слой удаляют молотком (сбивают) и визуально осматривают шов, определяют присутствие непроваров, несплошностей, пустот.
Сварка представляет собой технологическую операцию прочного соединения двух металлов. Для того чтобы успешно овладеть сварочным умением и применять его в собственном строительстве, необходимо приобрести сварочный инвертор, правильно выбрать электроды и определить параметры сварки.
Проявив терпение и настойчивость, можно научиться варить металлические изделия у себя дома (решетки на окна) и на приусадебном участке (каркасы для теплиц и для строительства).
Как праильно варить и подобрать электроды.
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги. которое можно обеспечить с помощью не только правильного выбора электродов. а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода. а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные. медные. стальные. латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию. 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
Источники: http://steelguide.ru/svarka/vidy-svarki/kak-pravilno-varit-dugovoj-svarkoj.html, http://moiinstrumenty.ru/svarochnyj/kak-pravilno-varit-elektrodom.html, http://elektrod-3g.ru/kak-pravilno-varit-elektrodom.php
Комментариев пока нет!
www.kakdelat-pravilno.ru
Как правильно варить дуговой сваркой?
#1
Верное поддержание дуги и ее перемещение – залог качественной сварки. Из-за слишком длинной дуги происходит окисление и азотирование расплавленного металла, из-за чего получается пористая структура шва. Качественный, ровный и красивый шов получается, если правильно выбрана дуга, и она перемещена равномерно.
#2
Верное поддержание дуги и ее перемещение – залог качественной сварки. Из-за слишком длинной дуги происходит окисление и азотирование расплавленного металла, из-за чего получается пористая структура шва. Качественный, ровный и красивый шов получается, если правильно выбрана дуга, и она перемещена равномерно.
#3
Чтобы этого не случилось, электрод надо продвинуть вдоль оси, и поддерживать постоянную дугу. При этом важно поддерживать синхронность. Электрод двигается синхронно в сторону сварочной ванны с его укорочением.
#4
Как варить электродуговой сваркой? Когда электрод перемещается продольно вдоль оси свариваемого шва, он создает сварочный ниточный валик, толщина которого зависит от скорости его перемещения и толщины электрода. Это уже сварочный шов, но узкий. Поэтому при перемещении электрода вдоль сварочного шва совершают третье движение, которое направлено, поперек сварочного шва.
#5
Как правильно варить дуговой сваркой? С помощью поперечного движения электрода получается необходимая ширина шва. Его производят колебательными движениями поступательно-возвратного характера.
#6
У электрода ширина поперечных колебаний определяется индивидуально в каждом случае и зависит от свойств свариваемых материалов, положения и размера шва, требований, которые предъявляются к сварному соединению. Если шов закончен не будет до того, как уменьшится длина электрода настолько, что понадобится его замена, тогда сварку временно прекращают.
uznay-kak.ru
Простейшие способы сварки: как научиться сваривать металл самостоятельно. Инструкции начинающим
Профессия: «Электросварщик ручной дуговой сварки»
Рабочий - сварщикЭлектросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркойПрофессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.Электросварка своими руками
Ручная дуговая сварка для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Сварной шов разные пространственные положенияПространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 — 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 — 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы «подгребайте» к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный).
электросварка своими рукамиСхема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 — 15 мм, глубина до 6 мм, длина 10 — 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сваркиЗалогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
как научиться работать электросваркойСхема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
Как научиться варить электросваркойПотолочный шов
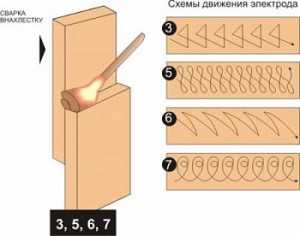
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 — 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
как правильно варить металлТавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями. Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
пособие по электросваркеСварка с опиранием электрода
В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва.
технология ручной дуговой сварки - сварные швыНижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью — остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку.
Техника сварки вертивальных швовСхема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории.
как правильно пользоваться электросваркойГоризонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
возможность выполнения работ в местах с ограниченным доступом;возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;возможность сравнительно быстрого перехода от одного соединяемого материала к другому;возможность проведения сварки из любых пространственных положений;простота и достаточно легкая транспортабельность сварочного оборудования.К недостаткам электродуговой сварки металлов можно отнести:
вредные условия процесса выполнения сварки;низкие производительность и КПД в сравнении с другими видами сварки;зависимость качества соединений от квалификации сварщика.
Как сваривать металл: пошаговая инструкция
Самый распространенный способ сварки металла – это плавление. При таком способе металлические детали ставят друг к другу впритык, оставляя небольшой зазор. При помощи специального источника тепла кромки деталей расплавляют и соединяют.
Инструкция1Если разогревали только детали, то на месте стыка деталей образуется шов, который состоит лишь из того металла, из которого изготовлены детали. Если же между деталями ввели дополнительный металл, то соединительный шов получается из основного и дополнительного металла. Чаще всего используется второй вариант. Сварка происходит при температуре от 2000 градусов. Сварку плавлением осуществляют электродуговым, газовым, электроннолучевым и электрошлаковым способом. Самые распространенные – электродуговая сварка и газовая сварка.
2Тепло, используемое при электродуговой сварке, производится электрическим разрядом в газах. Температура при таком разряде достигает 30 000 градусов. Чтобы зажечь дугу используют напряжение, которое возникает в электроде и самой металлической детали. Сам электрод может участвовать в образовании шва (если в качестве электрода используется сварочная проволока), а может быть и неплавящимся (если электрод графитовый, угольный или вольфрамовый).
3Так как при такой сварке металл образует на поверхности соединения с азотом и кислородом, что может привести к снижению прочности соединения, электрод покрывают специальными веществами, и насыпают вокруг электрода флюс, расплавляясь, спец. вещества и флюс образуют газовую пелену, которая изолирует соединение от воздуха. Для этих же целей используют струю газа, которая подается через специальное сопло. Эти газы успешно изолируют плавящийся металл.
4Для газовой сварки используют тепло сгорающих в кислороде газов, чаще всего ацетилена, который дает температуру до 3200 градусов. Сваривать при помощи ацетиленовой горелки можно металлические детали толщиной до 6 мм.
Как научиться сваривать металл. Советы для начинающих.
Автор этой статьи - сварщик самоучка. Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель - практика, практика и практика. Сварка - это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Оборудование - сварочный трансформатор, вырямитель или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат - решать каждому. На мой взгляд - не стоит. Научитесь варить - он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком - обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела... Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 - 3 мм. Это самые ходовые электроды в "бытовых" условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке... В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим "массы" надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги. Представьте, что электрод - это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить "за один электрод". Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком - они в большой цене... Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу. Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
Источник:
http://elsvarkin.ru/prakticheskoe-primenenie/elektrosvarka-dlya-nachinayushhix-ili-kak-nauchitsya-svarke-po-metallu/
http://www.kakprosto.ru/kak-5370-kak-svarivat-metall
http://weld.in.ua/forum/showthread.php/46-%D0%A1%D1%82%D0%B0%D1%82%D1%8C%D1%8F-%D0%9A%D0%B0%D0%BA-%D0%BD%D0%B0%D1%83%D1%87%D0%B8%D1%82%D1%8C%D1%81%D1%8F-%D1%81%D0%B2%D0%B0%D1%80%D0%B8%D0%B2%D0%B0%D1%82%D1%8C-%D0%BC%D0%B5%D1%82%D0%B0%D0%BB%D0%BB.-%D0%A1%D0%BE%D0%B2%D0%B5%D1%82%D1%8B-%D0%B4%D0%BB%D1%8F-%D0%BD%D0%B0%D1%87%D0%B8%D0%BD%D0%B0%D1%8E%D1%89%D0%B8%D1%85.
pskproekt.ru
Как правильно варить электродом?

Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги, которое можно обеспечить с помощью не только правильного выбора электродов, а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода, а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные, медные, стальные, латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию: 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
elektrod-3g.ru