Как правильно варить электросваркой. Как правильно варить сварочный шов
Как правильно варить сваркой | Женские советы
В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA).
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.
Как пользоваться сварочным аппаратом (основные принципы)
Перед началом работы убедитесь что:• Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве.• Все легковоспламеняемые материалы и емкости убраны с места сварочных работ.• Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.• Соответствующие средства пожаротушения находятся в доступном месте.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов .
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом. можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Много практических статей по вопросам «как варить», «как приварить» то или иное, смотрите в рубрике «Как варить»
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз. Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.
Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.
Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Также может быть полезным просмотреть следующие материалы:
Как правильно варить сварочным инвертором
Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.
- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки — скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.
Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
В шортах,с голым торсом и босиком варить можно! Просто каждый раз, когда искра падая вниз попадёт на стопу Вы, будете резко вздёргиваться и шипеть от боли инстинктивно отбрасывая руку с держаком. При болевом отбрасывании руки с держаком электрод может попасть Вам в тело, в провод, или ещё хуже коротнуть непосредственно на корпус работающего аппарата.Касаемо техники, есть разные варианты. отрисовывать дугой «восьмёрки» ,»змейки» или «штрих-пунктир» (отрезки 5-20мм с зазором между ними), свариваемые детали по возможности нужно располагать так, что-бы гравитация загоняла расплавленный металл в область стыка.
@Александр. спасибо за дельные подсказки, прямо темы для новых статей!Может, еще чего подскажете? Что включить в т.д.?
Нет информации каким образом варить вертикальный шов, под каким углом, как варить на горизонтальной поверхности, как заварить отверстия, или слишком широкий шов и т.д.
Этот сайт для всех, кого интересует кузнечное дело, ковка и сварка. В частности:
1. Для тех, кто сам хочет освоить ковку и сварку,
может быть даже заниматься ковкой и сваркой металла в домашних условиях. Интересные и полезные статьи о художественной ковке и сварке, красивые и поучительные фотографии ковки. (Страница Кузнечное дело и рубрики: Кузница. Металлообработка. Кованые изделия. Ковка- книги. Обучение ковке. Основы сварки, обучение. Блог кузнеца )
2. Для тех, кто хочет купить или заказать изделия
художественной ковки, кованые изделия, элементы и т.п. кроме оружия). На сайте есть статьи о стилях ковки, обзоры изделий и контакты кузнецов, сварщиков и кузнечно-сварочных фирм. (Рубрики Кованые изделия. Ковка- книги. а также Каталог кузнецов. )
3. для тех, кто хочет купить сварочное оборудование:
трансформатор, инверторный сварочный аппарат, полуавтомат, дизельный или бензиновый сварочный генератор- на этом сайте вы найдете обзоры сварочного оборудования (раздел Инструменты для сварки )
4. Для тех, кто просто так или иначе имеет интерес
Как правильно варить сваркой пошаговый видео рецепт
Также мы приготовили для Вас видео для полного понимания пошагового процесса приготовления.
Как правильно варить сваркой фото

Надеемся вам понравилась наша статья как правильному варить сварке и теперь имея все необходимые ингредиенты вы с легкостью его приготовите в домашних условиях.Еще больше вкусных рецептов:
Теги к записи:Как правильно варить сваркой
Понравился Рецепт? Поделись им со всеми! Уже поделились 193 человек!
luzk.ru
Как правильно варить электросваркой | Женские советы
Сегодня известно очень много самых разных способов соединения металлических изделий. Их можно разделить на две группы:
Классифакация сварочных швов.
К соединениям первой группы относятся детали, которые можно разъединить, не нарушая при этом соединительных элементов, например, болт с гайкой. Именно второе соединение является самым надежным. При этом детали невозможно разъединить, не нарушив соединительную часть. Речь идет о сварочном и заклепочном соединении. Когда требуется получить качественное и надежное соединение, самым лучшим считается сварочный шов. Очень многие покупают сварочные аппараты, чтобы сварить детали, но при этом совершенно не имеют никакого опыта. После нескольких неудачных попыток у них возникает вопрос: как правильно класть сварочный шов? Для этого необходимо знать несколько основных правил.
Основные характеристики
Сварочный процесс представляет собой соединение металла с помощью электродуговой сварки. Соединяемые части плавятся при помощи электрической дуги, а также электрода, состоящего из металлического стержня со специальным покрытием. На качество и надежность сварного шва влияет очень много разнообразных факторов:
Схема сварки покрытым металлическим электродом.
- сварочный аппарат;
- регулировка силы тока;
- размер электрода;
- профессионализм сварщика.
Виды сварки, которые используются в быту и промышленности, подразделяются на несколько групп:
- газопрессовая;
- контактная;
- роликовая;
- электрошлаковая;
- термитная;
- сварка трением.
Когда используется газопрессовая сварка, применяется открытое пламя ацетилкислорода. Положительной стороной такого метода считается высокая производительность. Этот способ получил широкое распространение в газовой и нефтяной промышленности. Он часто встречается, когда прокладывают трубопроводы. Широко применяется этот способ и в машиностроении.
Контактная сварка происходит при небольшом напряжении, но высоком значении электрического тока. Таким методом можно варить точечным и стыковым способом.
Схема сварочного полуавтомата.
Для освоения технологического процесса производства сварочных работ прежде всего нужно иметь соответствующее сварочное оборудование. Можно его взять в аренду или купить. Сегодня магазины предлагают широкий ассортимент сварочных аппаратов, в которых имеется устройство, дающее возможность проводить регулировку силы тока. Домашний мастер может сам сделать сварочный аппарат. но он не сможет обойтись без преобразователя электрической энергии. Эти устройства имеют несколько разновидностей.
Некоторые разновидности устройств для качественной работы
Трансформатор. Предназначен для получения постоянного тока, когда приходится пользоваться бытовой розеткой. При покупке такого агрегата нужно всегда помнить, что недорогие модели не в состоянии поддерживать стабильную работу электрической дуги. Очень часто происходит «просаживание» напряжения. Отрицательной стороной является также их масса, они тяжелые и неповоротливые.
Выпрямитель. Это устройство, с помощью которого происходит преобразование бытового тока в постоянный. Аппарат отличается от трансформатора стабильной работой электродуги. Качество сварочного шва получается достаточно высоким.
Инвертор. Новейший преобразователь, позволяющий работать на любом виде тока. Дает всегда высокое качество сварки. Швы при этом получаются ровными и гладкими. Устройство очень компактно, имеет небольшой вес, легко зажигается. Инвертор отличается высокой производительностью и быстродействием.
Для нормальной работы электросварки должно быть стабильное горение дуги. Такое постоянство зависит от правильного выбора зазора между свариваемой деталью и покрытием электрода. Лучше всего дуга горит, когда зазор равен 5 мм.
Техника выполнения сварных швов.
Высокая температура дуги вызывает плавление детали и металлического стержня электрода. В это время происходит заливка всех углублений, которые образовались в результате плавления. При медленном передвижении электрода по поверхности шва происходит заливка пустот.
Чтобы полученным швом можно было гордиться, необходимо правильно подобрать электрод. Для этого необходимо знать состав металла детали, которую необходимо будет сварить. Подбор электрода базируется именно на этих параметрах. Электроды изготавливаются нескольких видов. Они могут быть:
По маркировке электрода можно определить вязкость получаемого шва, цифры скажут о твердости металла. Главным правилом при выборе электрода считается его размер. Он должен соответствовать толщине металла.
Практические рекомендации
Для качественной электросварки, чтобы шов выглядел аккуратным и прочным, необходимо правильно подобрать наклон электрода. Обычно этот угол равен 75 градусам относительно направления электродуги. Чтобы появилась дуга, нужно чиркнуть по поверхности металла и при появлении вспышки быстро приподнять электрод. Когда появится дуга, ее нужно медленно вести по шву. Возникнет дуга также и при постукивании электродом по поверхности.
Чтобы получить стабильное горение дуги, требуется правильно отрегулировать силу тока. При ее недостаточности дуга очень быстро погаснет, появится «залипание» электрода. Когда сила тока имеет большие значения, происходит разбрызгивание металла во все стороны, он начинает гореть.
Во время работы электрод плавится, происходит его постепенное уменьшение в размерах. В связи с этим нужно постоянно придвигать его к детали, сохраняя нужное расстояние для стабильной дуги. Если этого не делать, дуга быстро погаснет.
Во время сварочного процесса образуется сварочная ванна, которая является жидкой смесью расплавленного металла и плавящегося металлического сердечника с покрытием. Когда происходит постоянное плавное перемещение электрода с выдержанным зазором, качество шва получится наиболее надежным, механические показатели будут на высоте. Швы будут выглядеть эстетичными.
После сварки по всей поверхности шва происходит образование шлака.
Его удаляют небольшими ударами молотка. Затем шов подвергается зачистке металлической щеткой. Чтобы научиться качественно варить металл, необходимы постоянные тренировки, желание получить отличное качество работы. Перед началом самостоятельной работы стоит посмотреть, как работают опытные сварщики.
Безусловно, сварочное дело очень сложное и непростое. Мгновенно освоить все нюансы этого дела практически невозможно. Понадобится достаточно много времени, чтобы освоить все хитрости сварки. Когда появится опыт и навыки работы, можно будет с помощью сварки получать оригинальные и красивые изделия.
Руслан Тимурович Абаев
Как правильно варить электросваркой пошаговый видео рецепт
Также мы приготовили для Вас видео для полного понимания пошагового процесса приготовления.
Как правильно варить электросваркой фото
Смотря на советы как правильному варить электросварке вы легко приготовите это блюдо в домашних условиях, имея все необходимые ингредиенты.
Еще больше вкусных рецептов:
Теги к записи:Как правильно варить электросваркой, шов класть сварочный правильно
Понравился Рецепт? Поделись им со всеми! Уже поделились 158 человек!
luzk.ru
Как варить потолочный шов электросваркой правильно
Особенности наложения потолочного шва
- Основные правила техники безопасности
- Особенности технологии наложения потолочного шва
- Какие существуют способы варки потолочных швов?
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
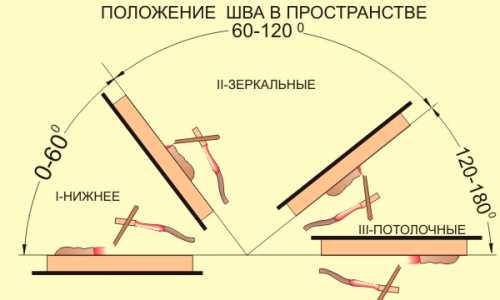
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Основные правила техники безопасности
- следите за тем, чтобы все провода были изолированы, а если оборудование не используется, то его надо отключать от питания;
- нельзя приступать к работе во влажных помещениях без необходимого опыта, а также на открытом пространстве, когда идет снег или дождь;
- используйте только спецодежду, которая должна быть заправлена и максимально защищать тело, нельзя работать без сварочной маски;
- придерживайтесь правил пожаро- и взрывобезопасности.
Вернуться к оглавлению
Особенности технологии наложения потолочного шва
Когда накладывается потолочный сварочный шов, расплавленный металл не падает благодаря силе поверхностного натяжения.
Чтобы были качественные потолочные швы при работе электросваркой, необходимо добиться минимального размера сварочной ванны.

Потолочный шов приходится выполнять над головой, при этом расплавленный металл стремится упасть вниз, поэтому такой вид сварочных швов принято считать одним из трудных видов сварки.
Сделать это можно только в том случае, если часто отводить электрод в сторону, при этом металл будет успевать остывать, и не будет вытекать.
При выполнении потолочной сварки обычно используются электроды диаметром до 4 мм. При таком способе соединения деталей ширина валиков уменьшается и составляет 2-3 ширины электрода. Чтобы во время частого удаления электрода не образовывались подрезы, необходимо задерживать его на кромках.
Для качественного выполнения работы необходимо варить только сухими электродами. Если они будут влажными, то выделяется большое количество газов, они попадают в шов и таким образом снижается его качество.
При таком методе соединения деталей уменьшается испарение шлаков и газов, поэтому потолочный шов менее прочный, чем такой же шов на другой поверхности.
Чтобы добиться максимального результата при наложении указанного вида сварочного шва, надо варить на себя, в таком случае вы сможете лучше контролировать процесс и подобрать необходимую скорость работы. Если возникла необходимость сваривать детали, толщина которых больше 8 мм, то лучше это делать в несколько подходов. В таком случае первый шов делается 3 мм электродом, а все остальные электродом диаметром 4 мм.
Чтобы шов имел максимальные качества, торцы соединяемых деталей должны иметь фаски и быть хорошо обработаны, а после каждого валика необходимо тщательно удалять шлак.
Вернуться к оглавлению
Какие существуют способы варки потолочных швов?
При сварке полумесяцем, электрод к поверхности потолка должен быть расположен под углом 90-130°. Сварщик выполняет электродом движения зигзагами или в виде полумесяца. При каждом поступательном движении электрод заводится на уже затвердевшую поверхность. Этот способ требует несколько проходов, он наиболее простой и доступен даже новичку.
При сваривании способом лесенка, электрод по отношению к потолку также располагается под углом 90-130°. При появлении расплавленного металла, необходимо на 5-10 мм отвести электрод, после чего вернуть его назад, надо проводить перекрытие остывшего металла на 30-50% от его длины. При таком способе, возвращая постоянно электрод назад, постепенно удлиняется сварной шов. При использовании указанного способа, шов получается самым прочным, но это очень трудоемкий и сложный процесс, что может выполнить только профессионал.
При сваривании обратно-поступательным способом работа выполняется в несколько этапов. Сначала выполняется проварка корня шва, для чего берут электрод диаметром 3 мм, ток при этом должен быть минимальным или средним.
Такая сварка проводится несколькими способами:
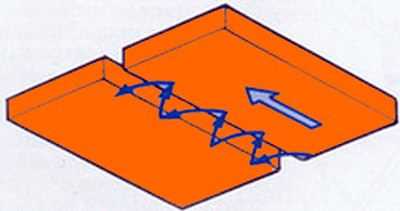
Способ сварки потолочного шва полумесяцем
- В том случае, когда есть возможность выполнения выборки и подварки с обратной стороны, то во время работы необходимо формировать валик снизу и не допускать нависаний и подрезов. Такой шов необходимо делать колебательными движениями по направлению от кромки к кромке и немного на них задерживаться. Если варить правильно, то не надо проводить дополнительную выборку, а после того, как удалится шлак, можно накладывать следующий валик.
- Если необходимо, чтобы валик формировался с обратной стороны, то движения электродом выполняются внутрь зазора, при этом дуга должна быть минимально короткой. В таком случае, дуга должна гореть с обратной стороны и металл будет застывать в виде зонтика.
При данном способе сваривания необходимо контролировать обратный валик, для этого контролируют скорость работы, чтобы нижний валик не был очень выпуклым. Если такое получилось, то проводится выборка до чистого металла.
2 и 3 валик выполняются либо 3 мм электродом при среднемаксимальном токе либо 4 мм на среднем значении силы тока. Если нужно будет во время сваривания изменять форму валика, то сделать это можно путем регулирования скорости, наклона электрода, величиной шага.
Чтобы не было потеков металла, и он не скапывал, не надо делать широкие валики. При подводке к кромке между последним валиком и кромкой надо оставлять расстояние, которое равно диаметру электрода с покрытием.
http://1popotolku.ru
legkoe-delo.ru