
Энциклопедия по машиностроению XXL. Механизм ножницы
затирает механизм ножниц victorinox handyman
Yuriy33 31-03-2011 12:52перемещено из Нож глазами владельца
Доброго времени суток форумчане!!! Нужен совет или какие либо мысли по следующему волнующему вопросу. Приобрел недавно нож VICTORINOX Handyman! Заказывал через интернет магазин... Вроде бы не подделка ( по крайней мере не заметилничего на это указывающего), механизмы всех инструментов Кроме Ножниц работают нормально ,открываются и закрываются с обычным усилием для Виксов и с сопутствуюшим при закрытии щелчком. Однако ножницы както заедают чтоли...и при закрытии и при открытии. При закрытии ножницы пружиной не заводятся в посадочное место и приходится их туда заталкивать. Промывал нож в теплой воде, сушил , смазывал механизмы машинным маслом --- но ничего не помогло...Только на тыльной стороне ножниц появились следы на метале характерные при затирании...При этом крючок на тойже пружине что и ножницы работает нормально...Может кто с таким сталкивался или есть какие соображения по этому поводу буду рад услышать.Vanderlor 31-03-2011 14:56Не знаю откуда Вы, но если есть рядом представительство Викторинокс, то идите и поменяйте. У Виксов пожизненная гарантия и они довольно лояльны к обмену. Если представительство далеко, то спишитесь или созвонитесь с ними по поводу обмена или ремонта. Это всегда работает. Взамен пришлют новый нож.
Katran73 01-04-2011 16:43Yuriy33, если не хотите заморачиваться с гарантией и если "на тыльной стороне ножниц появились следы на метале характерные при затирании" имеется в виду та поверхность, которая трётся о пружину, то посмотрите здесь, особенно пост #31.Да и всю ту тему "Чистка, обслуживание и дезинфекция складных ножей".
Yuriy33 01-04-2011 21:36Я сам с города Днепродзержинска Украина. Нож покупался через интернет и доставлялся в мой город с Киева. Попробую состыковаться с магазином и пообщаться насчет замены ножа. Неисправность хоть и не критична, но само ощущение того что чтото работает не так как надо не дает покоя, тем более что нож совершенно новый.... Если уж ничего не выгорит прийдется попробовать самостоятельные более кардинальные методы чистки ....
Vanderlor 01-04-2011 22:24На всякий случай скажу, что не нужно сдавать именно в тот магазин где брали. Любое ближайшее представительство.
Yuriy33 02-04-2011 20:43Всетаки не выдержал я....( уж очень оно мне све мулило и нервировало ) и не дождавшись окончания выходных для выяснений с продавцом насчет неисправности..... приступил к очистке,прочитав конечно советы любезно предоставленые Katran73, за что отдельное большое спасибо. Промыв еще раз в струе теплой воды с хозяйственным мылом,затем с помощью цыганской иглы и молотка отодвинул пружину от трущейся части ножниц еще раз тщательно промыл место контакта с добавлением туда BREF(самое обычное средство от накипи,налета и ржавчины)после окончания промывки вытянул иглу и произвел несколько движения на открытие и закрытие всех клинков....Высушил, смазал(вернее я его полностью залил машиным маслом которое предназначено для швейной машинки,лишнее масло затем повытирал)пооткрывал и позакрывал все клинки... и О ЧУДО ... ПОПУСТИЛО!!!-- ножницы стали легче открываться и сами втягивались под воздействием своей пружины на посадочное место при закрытии при этом создавая тот самый КЛАЦ...хотя и не такой мощный как в других моделях имеющихся у меня в наличии, но всеж таки заработало!!! И мне показалось что и остальные инструменты стали работать както более легче....При этом заметил что место контакта пружины и поверхности ножниц приобрело цвет как и на остальных контактных местах других клинков(однородное и гладкое)Так что отдавть ножик никуда не буду, нехочется с ним раставаться..!!! Всем большое спасибо за участие....
Katran73 02-04-2011 21:45Пожалуйста. Рад, что пригодилось.
БудущийИнженер 03-04-2011 09:33Раз такое дело, то и я спрошу, у меня на кибер-туле ножницы стали в шаронире заедать. Режешь ими что-то, они после сведения половинок - не возвращаются под действием пружины в открытое положение . Я и мыл и балистолом брызгал (после него некоторое время хорошо работают) есть небольшой люфт в месте крепления половинок, стоит ли попробовать заклепку накернить?
Katran73 04-04-2011 08:48quote:стоит ли попробовать заклепку накернить?Накернить, думаю, не стоит - кернение увеличит заклёпку в диаметре, это, имхо, лишнее. А вот подклепать немного можно. Для этого можно использовать "надставку" - тупой керн или короткий стальной стержень с диаметром = диаметру головки заклёпки.Только, думаю, всё это не принесёт желаемых результатов - люфт-то уберётся, а вот "заклинивание после некоторого времени" - х.з.БудущийИнженер 04-04-2011 11:46может попробовать замочить в водичке али в балистоле на подольше?
Katran73 04-04-2011 12:56По обстоятельствам. На месте виднее.
Если в водичке - добавить чуть моющего средства (например, Фейри).
Посмотрите "Смазка для швейцарцев" - там отзывы про Баллистол (негативные), правда, в трущейся паре "сталь-алюминий".Может быть просто сменить смазку?
Prothesist 04-04-2011 18:58Ненадо ничего накернивать! Нитью зубной между половинками у оси прочистите и посмотрите нет ли всяких замятин на кромке. Если есть - заполировать.
БудущийИнженер 05-04-2011 08:07quote:Originally posted by Prothesist:Ненадо ничего накернивать! Нитью зубной между половинками у оси прочистите и посмотрите нет ли всяких замятин на кромке. Если есть - заполировать.Спасибо, сегодня посмотрю.перемещено из Нож глазами владельцаKatran73 05-04-2011 10:14Вот какое дело.Нельзя заклёпку на Виксовских ножницах подклёпывать или накернивать - там должен быть осевой люфт.Дело в том, что режушая часть половинок ножниц сделана по классической ножничной схеме: режущая часть (от оси к острию) имеет дугообразную форму - загнута "внутрь", для обеспечения "бесперебойного" соприкасания режущих кромок половинок. При полном смыкании ножниц в районе оси/заклёпки осевой зазор между половинками ~0,3 мм.Если убрать этот зазор, т.е. подклепать заклёпку - ножницы просто заклинит в сомкнутом положении.
При внимательном рассмотрении ножниц дежурного Хантсмена также обнаружилось небольшое подклинивание "подвижной" половинки, как в случае by БудущийИнженер, но не до такой степени, что бы пружиной не разводились.Подклинивание непосредственно на заклёпке, а не между половинками.Если бы не этот вопрос, я бы и внимания не обращал.
БудущийИнженер, просто промойте от Баллистола и попробуйте сменить его на что-нибудь другое (например, автомобильное моторное 5-15W40). И постараться загнать масло под заклёпку - капать на головки, а не наливать между половинок ножниц.Накернив заклёпку ситуацию ещё более усугубите, имхо.
Позже, если получится, докину фото.А зачем эта тема в "Холодном оружии"?
Prothesist 06-04-2011 23:46quote:Originally posted by Katran73:А зачем эта тема в "Холодном оружии"? Ну, так заведено, что все технические вопросы здесь, а в "...глазами..." только обзоры.Джо 07-04-2011 09:37Кошмар! Столько эмоций про сувенирные ножички
Prothesist 07-04-2011 22:31Джо, а расскажите, пожалуйста, про ваш любимый нож - fallkniven f1.
FIXXXL 08-04-2011 13:35quote:Кошмар! Столько эмоций про сувенирные ножичкисуровый Джо ногти рубит полевым Глоком
БудущийИнженер 09-04-2011 11:05quote:Originally posted by Katran73:Katran73Прочел, спс.Ушел мыть ножикguns.allzip.org
Ножницы Механизмы управления - Энциклопедия по машиностроению XXL
Механизм управления ножниц даёт возможность производить работу на ножницах одиночными и непрерывными ходами. [c.726]Транспортёры, места входа и выхода деталей у печей термической обработки, пусковые устройства и механизмы управления ковочных молотов, обрезных прессов, гибочных машин и пр. упоры штампов, места выгрузки и загрузки у пескоструйных аппаратов, приёмочные площадки и механизмы управления травильными машинами, рольганги механических ножниц........ 111-а 30 [c.529]
Благодаря счетчику импульсов, вмонтированному в пульт управления, можно изменять длину нарезаемых сеток. Механизм управления позволяет включать ножницы на единичный или автоматический ход. [c.60]В механизм управления ножницами входят педаль, конечный выключатель, электромагнит тянущего типа (если движение от педали не передается непосредственно на рычаги управления) и тяги с пружинами и рычагами. [c.83]
Механизм управления ножницами, оборудованными фрикционной муфтой, также дает возможность работать на одиночных и непрерывных ходах. Конструкция такого механизма показана на фиг. 40. [c.85]
Электрогидравлические толкатели могут быть использованы и в других комбинациях с различными рабочими органами при управлении станками и механизмами, в прессах и ножницах для резки различных материалов, в механизмах подъема и опускания дорожных шлагбаумов, для перевода стрелок внутризаводских железнодорожных путей, открывания и закрывания ворот и т. п. [c.462]
I н и — магазины 2 — правйльная машина 3 — пульт управления 4 — плиты крепления штампов 5 — пресс 6 — конвейер для деталей 7 — конвейер для отходов сварочная головка 9 —валковый механизм подачи 10 и 12— столы-проводки ]3 — ножницы с валками размотки 14 — кассета с рулоном [c.272]
В результате применения этой системы привода упрощается конструкция механизма и создаются широкие возможности для дистанционного управления и автоматизации. Многомоторный привод применяется в моталках для листов, разматывателях, лету чих ножницах, тележках-опрокидывателях, тяжёлых ножницах для блумов, механизмах настройки валков современных прошивных станов, поворотных столах листовых станов, приёмных столах трубопрокатных станов, холодильниках для сортового металла и пр. В качестве примера [c.940]
В последние годы намечается тенденция к переводу привода вспомогательных механизмов, работающих на режиме запусков в особо тяжёлых условиях, на управление по схеме Леонарда, облегчающей управление и дающей экономию энергии (тележка-опрокидыватель, механизмы установки валков, рабочие рольганги, станинные ролики, манипуляторы, тяжёлые ножницы и ир). В этом случае в качестве привода выбирают шунтовые двигатели, причём в последних установках вместо чисто контакторных схем часто применяются схемы управления с электромагнитной автоматикой (амплидины и пр,), обеспечивающей непрерывность регулирования и возможность более полного теплового использования двигателя при значительном сокращении (до 500/0) аппаратуры управления. [c.945]
Этот способ, однако, не всегда приемлем, так как требует затраты большого количества энергии для частого разгона и последующего торможения механизма летучих ножниц. В связи с этим представляют интерес летучие ножницы, которые передний конец полосы отрезают мерной длины не за счёт остановки и последующего запуска двигателя, а за счёт электрической регулировки числа оборотов ножей в период приближения полосы к ножницам [64, 40]. Указанная регулировка осуществляется с помощью двух сельсинов, из которых один связан с валом ножниц, всё время. чувствуя , таким образом, положение ножей, а второй (стационарный) устанавливается под углом, указывающим положение ножей, какое они должны были бы иметь в момент захвата металла валками последней клети. При захвате полосы валками прокатного стана второй сельсин с помощью специального небольшого мотора также начинает вращаться (со скоростью стана). Таким образом, вращаются уже оба сельсина, причём один из них указывает действительное положение ножниц, а второй— положение, при котором ножницы должны были бы находиться. При разности углов эти сельсины через схему управления соответственно замедляют или же, наоборот, ускоряют вращение двигателя ножниц. [c.977]
Жидкости для гидравлических систем, стойкие к воспламенению, нашли широкое применение в промышленности, существенно способствуя пожарной безопасности промышленных предприятий. Характерными примерами механизмов, в гидравлических системах которых применяются стойкие к воспламенению жидкости, являются следующие литейное оборудование, устройства для поднятия заслонки и выталкивания кокса в коксовых печах, кузнечные прессы, штамповочные прессы, питатели для подачи стекла и формовочные машины, манипуляторы для перемещения болванок, автопогрузчики с вильчатым захватом, фиксирующие приспособления в сварочных автоматах, механизмы для поднятия и опрокидывания овода в электрических печах и управления электродами, устройства для загрузки или разгрузки печей, машины для центробежной отливки труб, машины для разгрузки стальных полос, гидравлические регуляторы и контролирующие устройства, машины для скашивания кромок, летучие ножницы, краны, подъемники, лифты, станы для горячей прокатки ленты, трубопрокатные [c.338]
При обрыве катанки во избежание остановки стана включаются специальные быстродействующие (летучие) ножницы, назначение которых резка на сравнительно небольшие куски поступающей из прокатного стана катанки. Для сматывания готовой катанки служит специальное автоматическое устройство, обеспечивающее непрерывность процесса. Контрольно-измерительные приборы и управление всеми механизмами агрегата вынесены на пульт управления. [c.332]
Дальнейшая работа механизма происходит по следующей схеме останавливаются механизм поворота и гвоздезабивных головок, прекращается подача досок вручную ножницами обрезают обивочные ленты с пульта управления подается импульс на механизм поворота для вывода пинолей из конусов зажима, и тележка возвращает барабан на приемную площадку приводится в движение механизм зажима конуса, освобождают барабан, который по уклону перемещается на складскую площадку. [c.246]
В нашей стране и за рубежом применяют целые агрегаты для резки с программным управлением. В агрегат входят автоматический стеллаж для накопления прутков и передачи их на приводной рольганг, ножницы с надежным зажимом отрезаемой заготовки и прутка, а также с регулируемым упором, автоматические весы, работающие вместе с небольшой электронно-вычислительной машиной, и сортировальный механизм. [c.27]Ножницы состоят из трех основных узлов 1) основания с вмонтированными в него передвижными упорами и механизмами для их перемещения, 2) стоек с ножевым ползуном и 3) рычажной системы управления. [c.451]
Возвратно-поступательное вертикальное перемещение ползун совершает по направляющим колонкам 8. В горизонтальной плоскости ползун движется вместе с кареткой 6. На валу 2 установлена фрикционная муфта включения, сблокированная с тормозом. Управление муфтой — ручное рычажное. Станина открытого типа. Ползун с целью уменьшения массы выполнен из специального алюминиевого сплава. Каретка 6 состоит из верхней и нижней подушек, соединенных четырьмя направляющими колонками. Механизм подачи клещевого типа имеет две пары подающих и фиксирующих колодок. Подающие колодки 10 перемещаются с ползуном автомата. Обе пары фиксирующих колодок 9 закреплены на столе автомата. Зажимные губки этих колодок можно регулировать в продольном направлении, что позволяет устанавливать наименьшее расстояние между фиксирующими и подающими колодками в их крайних положениях, а это, в свою очередь, исключает возможность провисания ленты во время ее перемещения и обеспечивает высокую точность подачи. Зажим материала происходит с помощью пружин. Раскрытие губок принудительное от эксцентрика 1 через рычажную систему. Подающие губки, встроенные в штамповое пространство, повторяют движение ползуна. При ходе ползуна вниз губки производят прижим материала, при дальнейшем движении ползуна материал подается на необходимую величину. В это время фиксирующие губки раскрыты. Процесс штамповки осуществляется в момент подачи материала. По окончании подачи фиксирующие губки смыкаются и удерживают материал от проскальзывания при обратном движении подающих губок. Для резки отходов предусмотрены ножницы 11, получающие привод от кулака 4. [c.212]
I — основание 2 — станина 3 — панель включения 4 — электродвигатель включения скоростей 5 — панель управления скоростями и коробка скоростей 6 шпиндель, 7 — индивидуальное освещение 8— шланг охлаждающее жидкости 9— кран 10 — расплющенный наконечник // — хобот 2 — направляющие хобота 13— серьга (подвеска) 14— поддержка консоли (ножницы) 5— поперечный стол (салазки) 6— продольный стол 17— направляющие консоли 8— консоль 9— механизм переключения подач 20— электродвигатель привода подач 21 — труба стока охлаждающей жидкости 22 — вертикальный винт [c.40]
Кроме автоматических линий, составленных из серийных машин и механизмов, в крупносерийном и массовом производстве используют специальные машины определенного назначения, снабженные автоматизированными устройствами для загрузки, перекладки и выдачи поковок. Новые виды машин отличаются высокой производительностью и точностью получаемой на них продукции. Расширяется выпуск кузнечно-прессовых машин с программным управлением, особенно таких, как дыропробивные прессы, листогибочные вальцы, радиально-обжимные машины, высечные ножницы и др. [c.4]
Ножницы состоят из станины с нижним неподвижным ножом, кривошипного механизма с горизонтально расположенным приводом, шестеренчатой передачи с маховиком, подвижной челюсти и муфты включения. Пуск ножниц и остановку осуществляют педалью, причеам система управления предусматривает работу на одиночных и непрерывных последовательных ходах. Максимальный угол реза обычно не превышает 13°. Число ходов аллигаторных ножниц 40—15 в минуту. На наиболее крупных из них можно разрезать круглый металл диаметром до 125 мм, квадратный со стороной до 110 мм, швеллерный и двутавровый до № 36. [c.223]
Управление ножницами — педальное. Смазка основных механизмов ножниц — централизованная. [c.117]
Расплавленный металл подается из индукционной печи или из ковша, через шиберный затвор и дозатор в зазор между двумя водоохлаждаемыми валками литейной машины, вращающимися навстречу друг другу. Охлаждающие валки имеют бронзовые бандажи с различными вариантами охлаждения, а также механизм зачистки и шлифовки поверхности. Заливка расплава в валки производится через тонкостенное сопло со щелевидным отверстием. Постоянный расход расплава обеспечивается системой управления через вычислительный комплекс. С торцев валков металл удерживается с помощью специальных ограничителей. Выходящая из валков полоса проходит сисгему вторичного охлаждения и далее передается в обжимную клеть и ножницы. Установленные в конце линии тянущие ролики в паре с моталками позволяют разливать металл в непрерывном режиме. [c.312]
Комбинированные ножницы. Для резки листового, сортового и фасонного проката, а также производства зарубок применяют комбинированные ножницы. Комбинированные ножницы называют пресс-ножницами, если они имеют дыропробивной пресс. На рис. 12.9, а показаны комбинированные пресс-ножницы, а на рис. 12.9, б—их кинематическая схема. Пресс-ножницы состоят из трех основных механизмов 1 — для резки листа 2 — для резки сортового металла и 5 — пресса для пробивки отверстий. Все эти механизмы смонтированы на одной станине и имеют общий привод. Механизм управления ползуном сортовых и листовых ножниц рычажный, управление дыропробивным прессом рычажное или педальное. Основные параметры комбинированных пресс-ножниц регла.ментирует ГОСТ 7355 — 77. Толщина разрезаемых листов 10—32 мм, диаметр отрезаемого круга 36— 75 мм, сторона квадрата 32—65 мм, число ходов в минуту 66—28. Резка на ножницах является самым экономичным способом разделки проката на заготовки. При резке важно (во избежание двойного среза), чтобы глубина внедрения ножей в металл не превышала высоты разрезаемого сечения, особенно в случае резки высокопластичных металлов или заготовок, подогретых до высокой температуры. Чтобы предотвратить образование трещин на торцах (вследствие хрупкости некоторых сталей), прибегают к подогреву заготовок. Вхолодную режут углеродистые стали, содержащие до 0,5 % углерода, с = 700 780 МПа. На качество реза влияет и скорость внедрения ножей в металл, для углероди- [c.176]
Наибольшие возможности для дефектоскопии линейно-протяженных объектов имеют дефектоскоп Дефектомат Ф 2.825 и установка Дефектомат С 2.801—2.819 . Первый предназначен для исследовательских работ и для обучения, а вторая — универсальна. Дефектомат Ф может работать со всеми видами ВТП, выпускаемыми фирмой, имеет диапазон частот от 100 Гц до I МГц, может работать в статическом и динамическом режимах, имеет автоматическую компенсацию начального напряжения, цифровую индикацию квадратурных составляющих сигнала, блок перестраиваемых фильтров. Он может работать в режиме запоминания сигнала на ЭЛТ, записывать и воспроизводить динамические сигналы с помощью магнитофона. Установка Дефектомат С может комплектоваться из универсальных блоков в разных вариантах. Она может работать в многоканальном (одно- и двухчастотном) режиме в диапазоне частот от 1 кГц до 1 МГц, в режиме запоминания сигнала. В комплект входят блоки проверки работоспособности, коррелятор, интегратор, программные устройства, блоки управления внешними механизмами (например, ножницами) и др. Установка предназначена для автоматизации контроля и управления технологическими процессами. [c.144]
В состав обрабатывающего центра для штамповки заготовок из полосы (рис. 27) входят пресс с автоматически регулируемой закрытой высотой и блоком крепления штампов, магазин штампов с устройством загрузки штампов в пресс, магазин для пачек полос и полосоподаватель, валковый механизм двусторонней подачи с индивидуальным приводом и программируемым шагом подачи, ножницы для резки полосы-высечки на отходы. Все операции по переналадке центра и штамповке деталей осуществляются автоматически. Управление ведется от ЧПУ. Технические характеристики центров для штамповки заготовок из полосы приведены в табл. 14. [c.273]
Дальнейшее улучшение технико-экономических показателей кузнечно-штамповочного производства осуществляется путем распространения штамповки с минусовыми допусками, позволяющей использовать отрицательное поле допуска на заготовку без-уклонной штамповки, позволяющей уменьшить кузнечные напуски многоштучной штамповки штамповки на горизонтальноковочных машинах и др. Для повышения эффективности кузнечного производства создаются средства механизации и автоматизации при складировании металла и штампов, отрезке заготовок на прессах и пресс-ножницах, для нагревательных печей, механизмов загрузки в печь и выгрузки заготовок и передачи их в зону деформации, при передаче заготовок из ручья в ручей в процессе штамповки, механизации манипулирования заготовками и инструментом в процессе ковки. Кроме того, внедряются кузнечно-прес-совое оборудование с числовым программным управлением и поточно-механизированные линии штамповки заготовок, автоматические линии штамповки и прокатки заготовок. [c.206]
Пространственные рычажные механизмы находят иримененне во многих отраслях народного хозяйства. Пространственные четырехзвенники используются в механизмах игл н механизмах петлителей швейно-обметочных машин, в механизмах продвижения материала швейных полуавтоматов, в механизмах кареток ткацких станков, в механизмах ножниц кеттельных машин, в механизмах включения привода обувных машин они нашли применение в системах подвески навесных орудий сельскохозяйственных машин, в системах рулевого управления автомобилей и тракторов, в схемах убирающихся шасси самолетов пространственные рычажные механизмы применяются также в пищевой и полиграфической промышленности, в машинах для монтажа лампочек накаливания и даже в системе ориентации американского спутника. [c.52]
Примерами такого упрощения механической части машины могут служить а) эволюция системы регулирования на летучих ножницах, где сложный многодиференциальный редуктор для изменения длины отрезаемых листов (см. фиг. 43) постепенно заменяется в результате применения амплидина и сельсинов простой электрической схемой регулирования [40] б) переход на ножницах и прессах от маховикового привода с муфтой включения к приводу, работающему на режиме запусков в) замена кулачковых и фрикционных муфт со сложной системой переключения электромагнитными муфтами с дистанционным управлением г) переход от сложных систем механической защиты механизма от перегрузки к чисто электрической защите с помощью максимального реле д) замена сложных фрикционных и гидравлических устройств двигателями с упорной характеристикой е) замена механической связи винтов нажимного механизма электрической синхронизацией скоростей ж) замена громоздких механизмов для указания положения валков простыми дистанционными указателями, использующими принцип электрического вала. [c.940]
В качестве примера на фиг. 2 представлена группа машин около ножниц первого послевоенного блуминга 1000, состоящая из самих ножниц, передних и задних рольгангов и упора. В соответствии с заданной часовой производительностью блуминга ножницы должны делать 12резов в минуту. Для обеспечения этой частоты резания предусмотрено автоматическое управление для двигателей ножниц и связанных с ними механизмов, заключающееся в следующем по окончании очередного реза связанный с механизмом ножниц командоаппарат даёт импульс двигателям роликов отодвигающего рольганга и расположенного за ним промежуточного рольганга для отвода отрезанной полосы. [c.941]
НОЖНИЦЫ. Примером может служить комплекс оборудования для резки листа толщиной до 4 мм по заданной программе. Комплекс изготовлен Стрыйским ПО по выпуску КПО на базе ножниц модели НД3316. В него входят стол подачи, манипулятор, механизм сортировки и система программного управления. [c.183]
Готовая полоса транспортным рольгангом подается к ножницам с параллельными ножами. На ножницах отрезают донную и усадочную часть слитка и разрезают блюм на мерные длины. Усилие резания ножниц составляет около 1000 Т (10 Мн). Отрезанные концы транспортируются в скрапное отделение, а блюмы — на склад готовой продукции или к заготовочному стану. Всеми механизмами стана управляет оператор с поста управления. [c.428]
Корпус станины сварной конструкции служит одновременно столом станка. Внутри корпуса размещен привод, состоящий из электродвигателя мощностью 1 квт и редуктора, а также панель с электроаппаратурой управления. На верхней плите станины укреплен механизм подачи проволоки, который состоит из двух роликов с пазом направляющих втулок, приспособленный для включения привода вращения наружных кассет, для укладки проволоки и зачистки проволоки и ножниц. Производительность станка 28,4 м1мин. [c.172]
Гидравлическая схема в сочетании с электронной обеспечивает работу ножниц на одиночных и непрерывных ходах в толчковом режиме, раздельное управление прижимом листа, автоматический залгер Т0Л1ЦИНЫ листа, привод механизма установки упорной балки и привод механизма синхронной регулировки. [c.85]
Машина МШЛ-150 предназначена для шовной сварки с малой нахлесткой или раздавливанием концов полос толщиной от 0,1+ 0,1 до 1 + 1 мм и шириной 500—1050 мм со скоростью 4—10 м1мин. Машина обеспечивает центрирование полос, зажатие и обрезку их концов встроенными ножницами, протягивание под сварочный ролик, центрирование начала полосы, зажатие обоих концов, сварку и возврат всех механизмов в исходное положение с подачей команды на дальнейшее движение полосы. Машина снабжена игнитронным прерывателем ПИШ-100-41 и шкафом управления ШУ-189. [c.212]
По разработанному технологическому процессу изготовления деталей проектируются новые машины и механизмы и вместе с тем используется уже известное оборудование (прокатные станы, ножницы, пресса, раскаточные машины, нагревательные устройства и др.). Общим для всех автоматических линий является то, что все машины и механизмы могут приводиться в движение электрическими двигателями, электропневматиче-скими и электрогидравлическими приводами, а управление ими осуществляется посредством электрических схем, позволяющих легко и просто выполнять необходимые операции. [c.142]
mash-xxl.info
Ножницы Механизмы установк - Энциклопедия по машиностроению XXL
В последние годы намечается тенденция к переводу привода вспомогательных механизмов, работающих на режиме запусков в особо тяжёлых условиях, на управление по схеме Леонарда, облегчающей управление и дающей экономию энергии (тележка-опрокидыватель, механизмы установки валков, рабочие рольганги, станинные ролики, манипуляторы, тяжёлые ножницы и ир). В этом случае в качестве привода выбирают шунтовые двигатели, причём в последних установках вместо чисто контакторных схем часто применяются схемы управления с электромагнитной автоматикой (амплидины и пр,), обеспечивающей непрерывность регулирования и возможность более полного теплового использования двигателя при значительном сокращении (до 500/0) аппаратуры управления. [c.945] Механизм подачи и обрезки проволоки зависит от назначения установки. Свободное сматывание проволоки с катушки используется при сварке капиллярным инструментом с образованием шарика путем оплавления или при сварке инструментом типа "птичий клюв". Механизм подачи с помощью роликов, вращаемых двигателем, применяется в установках для сварки внахлестку. Для облегчения подачи весьма тонкой проволоки (8...20 мкм) через капилляр механизма подачи продувают газ (обычно защитный). Обрезка проволоки производится ножницами. Механизм подачи и обрыва проволоки с помощью электромагнита и рычажной системы наиболее успешно используется при подаче проволоки через боковое отверстие рабочего инструмента. [c.237]В процессе резки на ножницах упор, до которого подают пруток, изнашивается, а механизм установки упора разлаживается, в результате чего отрезаемые заготовки получаются различной длины. Кроме того, обычный сортовой прокат имеет заметные колебания по толщине. Таким образом, заготовки могут существенно отличаться друг от друга по массе. При последующей штамповке заготовок с максимальной массой будет иметь место повышенный расход металла, при штамповке коротких заготовок возможен брак поковок по незаполнению ручья штампа. [c.26]
Установки непрерывного действия—проходные, применяемые для травления ленты и проволоки, включающие механизмы для продвижения ленты или проволоки через баки, сварочные аппараты и ножницы для вырезки сваренных участков ленты. [c.612]
В верхней части станины обычно предусматривается установочный механизм, служащий для регулирования расстояния между центрами обоих дисков путём подъёма или опускания вала верхнего диска. У ножниц старой конструкции изменение межцентрового расстояния дисков осуществлялось специальными нажимными винтами. В современных конструкциях установка производится поворотом эксцентриковых втулок (фиг. 53). [c.982]
Особенностью конструкции пресса является наличие независимой прошивной системы, дающей прессовой установке расширенные технологические возможности. Пресс оснащен вспомогательным и транспортным оборудованием, подающим слиток из электрической печи в контейнер 4. Ножницы 2 служат для отделения пресс-остатка от изделия. Имеются механизмы для удаления пресс-остатка из рабочего пространства, механизмы для удаления готовых изделий и устройство для передачи пресс-шайб. Готовые профили или трубы попадают на приемный стол пресса 1. [c.344]
После заправки н установки разделительных дисков производят зажим концов лент. Конструкция приемного барабана обеспечивает уменьшение его диаметра при разжиме, чем достигается свободный съем рулонов. Для повышения производительности ножниц и облегчения труда обслуживающего персонала в конструкции нол[c.503]
Комбинированные ковочные вальцы. Они обладают достоинством закрытых и консольных ковочных ваЛЬЦов, кроме того, консольные части этих вальцов могут быть использованы для привода вспомогательных механизмов (ножниц для отрезки участков отштампованных деталей, пресса для правки плоских заготовок, например напильников, или же для установки привода механизации подачи). [c.513]
Стремление максимально сократить цикл прессования привело к созданию принципиально новой конструкции матрицедержателя. На современных прессах матрицедержатель уже не выдвигается из горловины пресса для обрезки пресс-остатка, так как ножницы расположены между матрицедержателем и контейнером. Контейнер перед операцией обрезки отодвигается несколько назад, обрезанный пресс-остаток и пресс-шайба проваливаются на приемный лоток, где пресс-остаток отделяется от пресс-шайбы. Длина пресс-остатка указана в табл. 18. Такой способ отделения пресс-остатка позволяет сократить время цикла прессования за счет ликвидации операций по открыванию и закрыванию замка матрицедержателя (в новых прессах этот механизм отсутствует) и выдвижению и установке в исходное положение матрицедержателя. [c.236]
Разматывающее устройство выполнено в виде отдельного механизма, между конусами которого устанавливается и зажимается разрезаемый рулон. Для установки рулона в разматывающее устройство ножницы снабжены подъемником. [c.193]
На рис. 8.17.27 приведена установка, состоящая из ножниц и правильной машины, которая вьшолняет также функцию подачи полосы в ножницы. Совершенствование ножниц этого типа состоит в расширении диапазона длин отрезаемых листов до 8 д, снижении динамических нагрузок от масс,- совершающих возвратно-поступательное движение, а также в создании механизмов, обеспечивающих регулирование отрезаемых длин "на ходу", что важно для непрерывных линий отделки, где полоса идет непрерывно, например для линий электролитического покрьггия. [c.786]
Наиболее широкое применение в циркуляционных системах с большой протяженностью трубопроводов, предназначенных для смазки шестеренных клетей и тяжелонагруженных редукторов, получает масло П-28, имеюш,ее высокую вязкость и полученное из высококачественного сырья. К тяжелонагруженным редукторам можно отнести редукторы манипуляторов, кантователей, слитковозов, ножниц и механизмов установки валков блюмингов, слябингов и рельсобалочных станов, редукторы летучих ножниц непрерывных широкополосовых станов и т. д. Кроме того, масло П-28 оказывается наиболее подходящим маслом для крупногабаритных подшипников жидкостного трения прокатных станов. [c.25]
| Фиг. 63. Механизм установки ножей дисковых ножниц для резки тонких холоднокатаниых листов (к фиг. 52). | 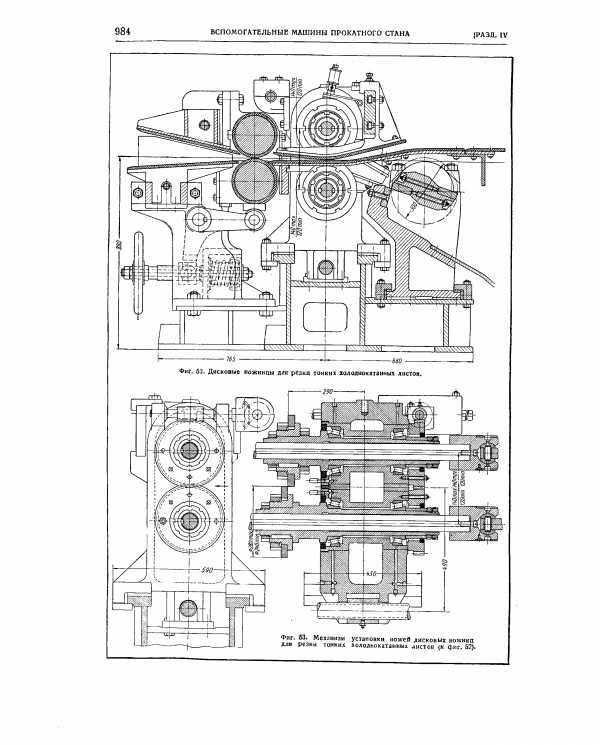 |
Так, в установке (рис. 7.66) из намотанных на барабаны / продольны проволок, а также выправленных и нарезанных поперечных проволок 9 контактной точечной сваркой изготовляется непрерывная сетка, разрезаемая на отрезки 8 заданной длины с помощью гильотинных ножниц 7. Продольные проволоки проходят через пятироликовые правильные устройства 2 и направляющие втулки 3. Поперечные проволоки (стержни) по одной захватываются специальным автоматическим механизмом из бункера-питателя н укладываются сверху на продольные проволоки перпенди- [c.234]
Наибольшие возможности для дефектоскопии линейно-протяженных объектов имеют дефектоскоп Дефектомат Ф 2.825 и установка Дефектомат С 2.801—2.819 . Первый предназначен для исследовательских работ и для обучения, а вторая — универсальна. Дефектомат Ф может работать со всеми видами ВТП, выпускаемыми фирмой, имеет диапазон частот от 100 Гц до I МГц, может работать в статическом и динамическом режимах, имеет автоматическую компенсацию начального напряжения, цифровую индикацию квадратурных составляющих сигнала, блок перестраиваемых фильтров. Он может работать в режиме запоминания сигнала на ЭЛТ, записывать и воспроизводить динамические сигналы с помощью магнитофона. Установка Дефектомат С может комплектоваться из универсальных блоков в разных вариантах. Она может работать в многоканальном (одно- и двухчастотном) режиме в диапазоне частот от 1 кГц до 1 МГц, в режиме запоминания сигнала. В комплект входят блоки проверки работоспособности, коррелятор, интегратор, программные устройства, блоки управления внешними механизмами (например, ножницами) и др. Установка предназначена для автоматизации контроля и управления технологическими процессами. [c.144]
Матричная рамка М перемещается в двух взаимно перпендикулярных направлениях X и (рис. XIV. 19) при помощи механизма ножниц. Установка необходимой матрицы над полостью отливной формы в данном цикле работы отливного автомата обес jg Принципиальная схе-печивается при помощи пистонов камер В литейного аппарата и С. Пистоны камеры В определяют расположение единичного ряда матриц над полостью формы, а пистоны камерьЕ С — поперечного ряда матриц. [c.293]
Например, механизация установки, смены и уравновешивания валков позволяет сократить время трудоемкой операции перевалку и улучшить качество металла. Применение слитковозов, 1)лрйкидывателей слитков, рольгангов, поворотных, подъемных и подъемно-поворотных механизмов и устройств, толкателей, манипуляторов и кантователей позволяет увеличить производительность прокатных станов. Использование ножниц и пил различной конструкции, правильных машин и прессов, моталок и раз-матывателей позволяет получать ка 1ёственную металлопродукцию. Механизация операций клеймения и маркировки проката, укладки и обвязки проката, а также трудоемких операций зачистки позволяет улучшить условия труда. [c.235]
Для намотки проволоки диаметром 1,6—5 мм на барабаны и в кассеты сварочных автоматов ВПТИ тяжелого машиностроения разработан универсальный станок, состоящий из барабана для бухты проволоки, станины, панели электроаипара-туры, механизма подачи проволоки и ножниц. Барабан для установки бухты сварочной проволочки укреплен на кронштейне, который шарнирно соединен со станиной станка, что позволяет поворачивать барабан на 90° при размотке бухты с правой и левой намоткой проволоки. [c.172]
Металл среднего и мелкого профиля в большинстве случаев разделывается на заготовки на пресс-ножницах. Механизация пресса-ножниц производится с помощью установки к ним механизированных стеллажей и приводных рольгангов. Рольганги облегчают подачу заготовки на ножи и доведение ее до упора. Привод рольгангов может быть независимым, но чаще всего для привода испрльзуют механизм ножниц. [c.715]
Участок рабочих линий клетей непрерывных групп включает в себя также рольганг между клетями, летучие ножницы, роторную пилу с механизмом прижима заготовок и устройством уборки обрези, шайбовый кантователь перед четвертой клетью, установку проюдковых столов, устройства для перевалки валков, летучие ножницы с устройством уборки обрези и сгфапа при аварийной разрезке раската, летучие ножницы с устройством уборки обрези, пилу горячей резки, рольганг за чистовой клетью и устройство отбора проб. [c.396]
Электромеханический привод состоит из главного электродвигателя 5, коробки скоростей 6, дифференциального редукгора с бесступенчатым вариатором 7 и механизма выравнивания скоростей 8. С помощью коробки скоростей и вариатора можно получить любую длину листов в пределах 300 - 1000 мм, а механизм выравнивания скоростей, который состоит из двух 1рупп зялишических зубчатых колес, используют для синхронизации скоростей движения ножей и разрезаемой полосы. Установкой маховика на валу 9 добиваются снижения динамических нагрузок в кинематической г епи ножниц. При этом соответствие [c.793]
mash-xxl.info










