Анимация рычажного механизма (механизм "двойные ножницы"). Ножницы механизм
Механизм - ножницы - Большая Энциклопедия Нефти и Газа, статья, страница 2
Механизм - ножницы
Cтраница 2
На станине также смонтированы механизмы ножниц. [16]
| Схема механизма передвижного упора, устанавливаемого за ножницами и пилами для быстрой фиксированной остановки движущихся по рольгангу прокатанных полос различной длины. При вращении винта 1 каретка 2 упора перемещается вдоль рольганга. Упор 6 может быть опущен или поднят с помощью двигателя, червячного редуктора и эксцентрикового вала 3 (, а и б. Чтобы предотвратить поломку упора при ошибочном его включении, когда под ним находится полоса (, в, в шарнирном механизме предусмотрена кулиса 4, камень которой может свободно перемещаться, при этом ролик 5 опирается о полосу.| Схема кривошипных ножниц с верхним резом. Штука 1 небольшой толщины ( 30 - 60 мм подается рольгангом слева. В процессе резания приемный стол 2 с рольгангом опускается под действием веса отрезаемой полосы, возвращается в исходное положение контргрузом 3.| Схема ножниц с плавающим эксцентриковым валом и механическим прижимом для разрезания блюмов и слябов. Суппорт 6 нижнего ножа движется в вертикальных направляющих суппорта 1 верхнего ножа, который, в свою очередь, перемещается в направляющих станины ножниц. На суппорте 1 смонтирован двухэксцентриковый вал 2, шейка А которого соединяется тягой 5 с суппортом 6, а шейка В - с рычагом механизма прижима 4, 7 - буфер. На, а показано исходное положение перед резанием, на 6 - опускание прижима 4, на, в - резание. При запуске двигателей эксцентриковый вал 2 вращается вокруг центра шейки А и, так как АВ СВ и ED DO, то верхний нож 1 и прижим 4 опускаются с одинаковой скоростью.| Ножницы для резки заготовок. Ползуны с ножами, перемещающиеся в направляющих, получают движение от шарнирно связанных между собой рычагов 6 и 7. При вращении коленчатого вала 2 вследствие наличия сопротивлений сначала перемещается верхний ползун 1 до упора в разрезаемую заготовку. Нижний ползун при этом остается неподвижным. При дальнейшем вращении коленчатого вала начинает перемещаться нижний ползун 9, и происходит резание. Система имеет две степени свободы, поэтому происходит изменение структуры механизма.| Схемы. механизмов резания летучих ножниц. [17] |
Справа показана кинематическая схема механизма ножниц. [18]
Машина УВМ-В осуществляет функции управления механизмами ножниц и уборочной части стана. [19]
В том случае, когда маховой момент механизма ножниц не постоянен, величина общего махового момента привода должна выбираться более высокой, чтобы предохранить двигатель и редуктор от динамических нагрузок, возникающих при изменении махового момента механизма ножниц. [20]
Ввод исходных данных, организация связи между подпрограммами, расчет параметров кривошипно-коромы-слового механизма ножниц, контроль за получением реализаций осуществляется в головной программе. [21]
По заданной цикловой диаграмме опреде - ] 0t ляем фазовый угол W механизма ножниц. [22]
Если при проектировании листовых ножниц необходимо получить значения статических моментов с точным учетом потерь на трение в отдельных шарнирах механизма ножниц, то вместо рассмотренного аналитического расчета для определения статических моментов следует воспользоваться методом графического разложения сил с применением кругов трения ( см. фиг. [23]
В ряде случаев снижение конструктивной металлоемкости достигается за счет изменения схемы компоновки деталей и узлов машин; например, благодаря новой компоновке механизмов ножниц для резки скрапа они стали более компактными, занимают меньшую площадь в цехе, доступ к механизмам улучшился. [24]
Для получения хорошей обкатки стеклошариков оператор периодически, не реже одного раза в 30 мин, смазывает рабочие поверхности ножей, направляющие пазы ползуна механизма ножниц, барабаны, воронки и лотки. Смазка производится вручную с помощью масленки; барабаны и лотки смазывают, используя масляные тряпки. Рабочие поверхности ножей смазывают при помощи автоматически действующих распылителей. [25]
Если при расчете ножниц требуется иметь точные значения статического момента с учетом сил трения в шарнирах кривошипного механизма, необходимо предварительно для различных положений коленчатого вала определить величину приведенного радиуса механизма ножниц р, пользуясь графическим методом с применением кругов трения ( см. фиг. [26]
В том случае, когда маховой момент механизма ножниц не постоянен, величина общего махового момента привода должна выбираться более высокой, чтобы предохранить двигатель и редуктор от динамических нагрузок, возникающих при изменении махового момента механизма ножниц. [27]
АСШ к стекловаренной печи с фидером; б-пневматическая схема привода режущего механизма ножниц автомата АСШ; в-поперечный разрез режущего механизма и обкатных барабанов автомата АСШ; г-кинематическая схема автомата АСШ: / - фидер; 2-стекловаренная печь; 3-струя стекломассы; 4-очко фидера; 5-приемно-режущая воронка; 6-режущий механизм ножниц; 7 - ПОЛЗУН режущего механизма; 8 - воронка; 9-нижний стальной нож; 10-пластинчатые пружины; / / - пневматический привод; 12-сбрасывающие хоботки; 13 - сбрасывающая лопатка; 14-лотки; 15-воронки для заготовок; 16, 17, 18, 19-обкатные барабаны; 20-лоток для шариков; 21-шнеки; 22-отводящие лотки; 23, 24, 25, 26, 27, 28, 29, 30, S1, 32, 33, 34 и 35-шестерни; Ж - кулачок; 37, 38-плавающие поршни; 39-шток; 40, 41, 42, 43 - клапаны; 44, 45-золотники; 46 - буферные клапаны; 47-буферный игольчатый клапан; 48-упор штока; К-компрессорный воздух. [29]
Вычерчиваем оба механизма ( рис. 112) в начальном положении. Механизм ножниц займет начальное положение OD0E002 тогда, когда кривошип OD и шатун DE будут расположены на одной прямой. От линии OD0 в направлении, обратном вращению вала, откладываем фазовый угол V 90 механизма ножниц. [30]
Страницы: 1 2 3
www.ngpedia.ru
Механизмы ножничного типа: область применения.
Ножничные подъемники – это гидравлическое подъемное оборудование, предназначенное для транспортировки продукции и грузов между этажами здания.
Ножничный механизм для склада позволяет ускорить процессы обработки груза. Ножничный подъемник имеет длительный срок эксплуатации и оснащается простой системой управления. Наибольшее распространение данное оборудование получило на складах, а также в производственной и промышленной отраслях.

Не смотря на то, что ножничный подъемный механизм чаще всего используется именно для подъема тяжелых габаритных грузов, на самом деле область его применения гораздо шире. В данной статье мы постараемся расширить Ваши представления об использовании ножничного механизма.
Ножничные механизмы: сфера использования
Итак, каково же современное применение ножничного механизма?
Ножничные тележки
Гидравлические тележки – это подъемное оборудование, которое имеет схожую конструкцию с грузовой подъемной платформой. Ножничная тележка может использоваться в качестве более дешевого аналога гидравлического стола при подъеме грузов на небольшую высоту.

Особенности конструкции
Груз на гидравлической тележке может подниматься за счет ручного труда рабочих или с помощью гидравлического привода.
Конструкция тележки состоит из гидравлического узла с тремя гидравлическими цилиндрами и спускного клапана. Ножничная тележка изготавливается в соответствии с правилами техники безопасности и международными стандартами качества. Перемещение данного устройство является неосуществимым, когда вилы тележки находятся в поднятом состоянии.
Использование
Грузоподъемность ножничных гидравлических тележек в базовом исполнении достигает 115 кг. Наибольшую популярность данное оборудование обрело в производственной отрасли (конвейерное производство). Ножничные тележки гидравлические часто выручают в ситуациях, когда использование полноразмерного подъемного устройства является невозможным.
Ножничные механизмы в клавиатуре
Ножничный механизм клавиатуры – это важная деталь клавиш ноутбучной клавиатуры, которая обеспечивает вертикальный ход и предотвращает заедание клавиш.

Своим оригинальным названием подобный механизм клавиши обязан двум пластиковым деталям, соединенным в виде ножниц. За счет клавишного ножничного механизма обеспечивается четкое нажатие клавиши в независимости от того, пришлось это нажатие на центр или на край клавиши.
Ножничные механизмы чаще всего используются в слим- и полуслим-клавиатурах, а также в клавиатурах ноутбуков.
Говоря о положительных и отрицательных качествах таких клавиатур, следует заметить, что производитель испытывает некоторые сложности при изготовлении ножничных механизмов для клавиатуры, в то время как для пользователя подобный механизм имеет одни только преимущества.
Чердачные лестницы
Чердачная лестница – это тип складной конструкции, включающей в себя несколько складных секций. Чердачная лестница с легкостью преобразуется в лестничный марш или складывается в крышку люка. Безопасная эксплуатация чердачной лестницы обеспечивается за счет таких элементов конструкции, как крепления боковых ступеней и деталей.

Выбирая чердачную лестницу, прежде всего следует учитывать высоту потолка в Вашем помещении. Как правило, подобные лестницы отлично подходят для подъема на домашнюю мансарду или чердак. Такие конструкции компактны и гармонично вписываются в любой интерьер.
Любопытный факт!
Мы уже выяснили, что применение ножничных механизмов может быть самым разнообразным, а порой даже удивительным. Так какое же его использование является самым оригинальным и интересным?
Самым неожиданным примером использования ножничного механизма стал для нас самодельный нож из известной компьютерной игры Assassin’s Creed, изготовленный одним из интернет-пользователей.
Автор создал модель так называемого «Скрытого Клинка» из популярной игры с использованием двух наборов железного конструктора. Эффект выдвигающегося ножа получилось воссоздать благодаря ножничному механизму и обыкновенной резинке, прикрепленной к направляющей.
В данной статье мы рассмотрели наиболее интересные сферы использования механизмов ножничного типа. Статья была предоставлена в ознакомительных целях.
Купить гидравлический ножничный подъемник для склада можно по телефону, указанному в разделе «Контакты».
podjomniki.ru
Ножничный механизм — Клавопедия
Ножничный механизм на клавиатуре KX-5MUНожничный механизм — составная часть клавиши слим- или полуслим-клавиатур для обеспечения вертикальности хода и отсутствия заеданий.
«Ножничные» клавиатуры представляют собой разновидность мембранных клавиатур.
Описание конструкции[править]
Клавиши закрепляются на клавиатуре с помощью двух пластиковых деталей, которые соединены в виде ножниц и зафиксированы как на основе клавиатуры, так и на клавише. В клавиатурах с таким механизмом, как и в обычных мембранных клавиатурах, используются силиконовые возвратные купола (колпачки), однако они прожимаются на меньшую глубину, чем у клавиатур с клавишами традиционной высоты. «Ножницы» обеспечивают четкость нажатия клавиш независимо от того, произведено ли нажатие строго по центру клавиши или в ее край.
Варианты названий[править]
Многие производители клавиатур применяют ножничные механизмы, давая им собственные названия, которые патентуются как торговые марки:
- PerfectStroke™[1] от Logitech
- X-key от A4Tech
- X-type keys от Gembird
Клавиатуры с ножничной конструкцией[править]
Ножничные механизмы и их аналоги применяются на подавляющем большинстве ноутбуков, а также на большинстве слим- и некоторых полуслим-клавиатурах.
Известные модели с «ножницами»[править]
A4Tech
- KV-300H
- KX-5MU
- KX-6MU
- KX-100
Acme
Apple
- Apple Keyboard with Numeric Keypad
- Apple Wireless Keyboard
BTC
- BTC 6340
- BTC 6300C
- BTC 6411
- BTC 6421
- BTC 6431
- BTC 6390U
Canyon
Dialog
Gembird
Genius
Gigabyte
Logitech
Prestigio
Rapoo
«Ножницы» KX-5MU: Бортжурнал olimo
- ↑ PerfectStroke™ key system [1]
- ↑ Описание Prestigio Racer Keyboard на сайте производителя
klavogonki.ru
Анимация рычажного механизма (механизм "двойные ножницы") | Render.ru
Доброго времени суток. Не могу придумать как мне слинковать объекты. Чтобы не вдаваться в детали сцены, упростим все до задачи анимировать механизм соединенных рычагов, например в "двойные ножницы". По этому принципу работала игрушка советских времен Сложность заключается в асимметричности. Сегменты имеют разную длину и "гвоздик" смещен относительно центра. таким образом площадка на конце должна перемещаться из состояния А в В по кривой. В чем у меня сложность... в расстановке центров и линковании Центры я понимаю должны быть там где гвоздики а как слинковать сегменты придумать не могу. При этом слинковать надо не только концы сегментов, но и пересекающиеся центры. Я понимаю что надо навешать пустышек, но как их привязать к отдельным частям сегмента???Можно ещё такой пример: 2 рычага А и В, один конец жестко закреплен, там центр вращения. Между собой соединены "тягой" С. как все связать, чтобы при перемещении А двигался В (на длину, а не угол)? Нашел несколько похожих тем, но все они остались без ответа... должно же быть решение...
render.ru
Ножницы Механизмы включения - Энциклопедия по машиностроению XXL
Примером применения указанного механизма могут служить летучие ножницы с двухбарабанным или кривошипно-коромысло-вым механизмом резания [7, 8], в кинематическую цепь которых между ведомым валом привода и ведущими звеньями режущего механизма включен составной двухкривошипный механизм (рис. 7). Кривошип BN режущего механизма жестко связан с ведомым [c.178]Механизм включения гильотинных ножниц зависит от конструкции муфты и встречается двух типов механический и электрический. [c.726]
Результаты исследования на электронной модели даны на рис. 3 в виде графиков, показывающих влияние параметров на быстродействие пневмопривода механизма включения реза. При одновременном увеличении площади поршня и сечения окон распределителя и трубопроводов, время срабатывания механизма сокращается (см. кривую F ), следовательно, можно получить расчетную быстроходность ножниц. [c.210]Исследуются динамические процессы в пневматическом приводе механизма включения реза двухбарабанных летучих ножниц. Приведенная к поршню масса подвижных звеньев механизма является функцией координат, определяющей положение поршня. Возрастание и убывание массы при прямом и обратном ходах поршня подчиняются параболическому закону. Составлены дифференциальные уравнения переходных процессов. [c.342]
| Рис. 14.51. Механизм включения ножниц. Шатун 1, приводимый в движение от. эксцентрикового вала, перемещается в окне ползуна 4 (рис. а). При повороте рычага 5 влево конец шатуна соприкасается с поверхностью 7 на ползуне 4, вследствие чего ползун, оснащенный. режущим инструментом, переместится вниз, осуществляя рабочий ход (рез). Движение ползуна вверх осуществляется действием головки шатуна 1, упирающейся в планку на ползуне. При выключении ползуна 4 необходимо, чтобы рычаг 6 был повернут против часовой стрелки в начале движения шатуна вверх. Повороту шатуна 1 в неблагоприятном для включения положении препятствует укрепленный на шатуне палец 9 (рас. б). | 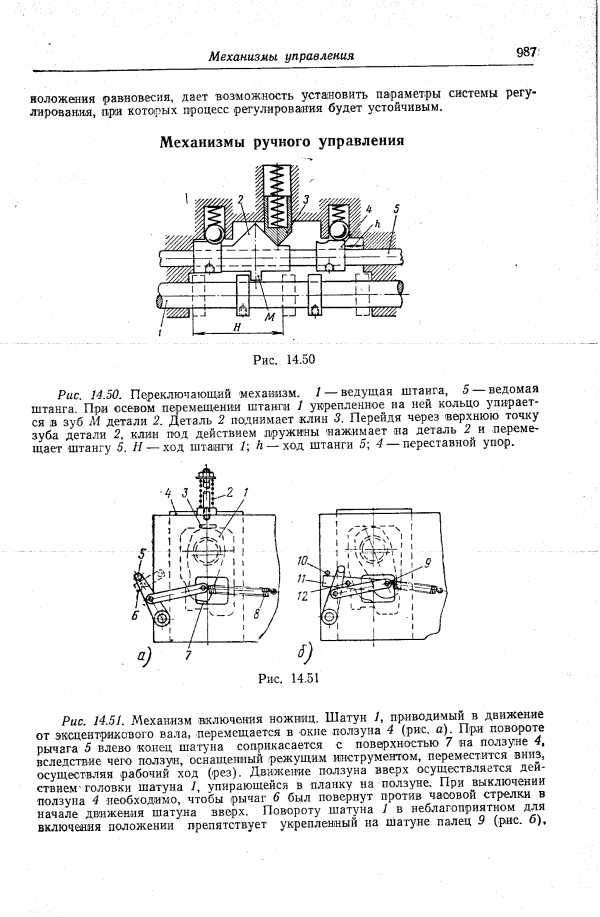 |
| Фиг. 2809. Механизм включения ножниц (см. фиг. 2812). При нажатии нз педаль 1 через систему рычагов поворачивается шпонка 2 и муфта включается. Для непрерывной работы ножниц педаль должна находиться в опущенном положении. | 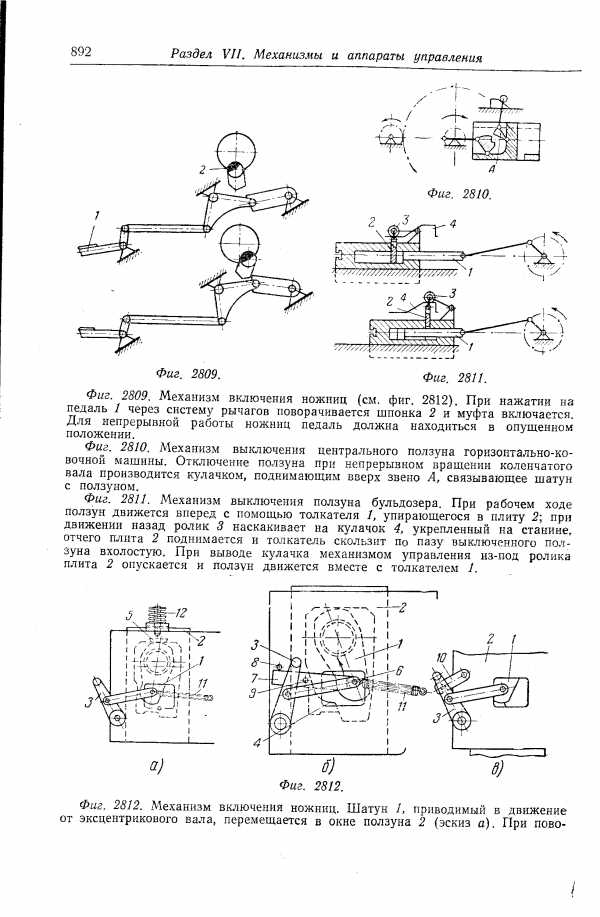 |
| Фиг. 2812. Механизм включения ножниц. Шатун 1, приводимый в движение от эксцентрикового вала, перемещается в окне ползуна 2 (эскиз а). При пово- | 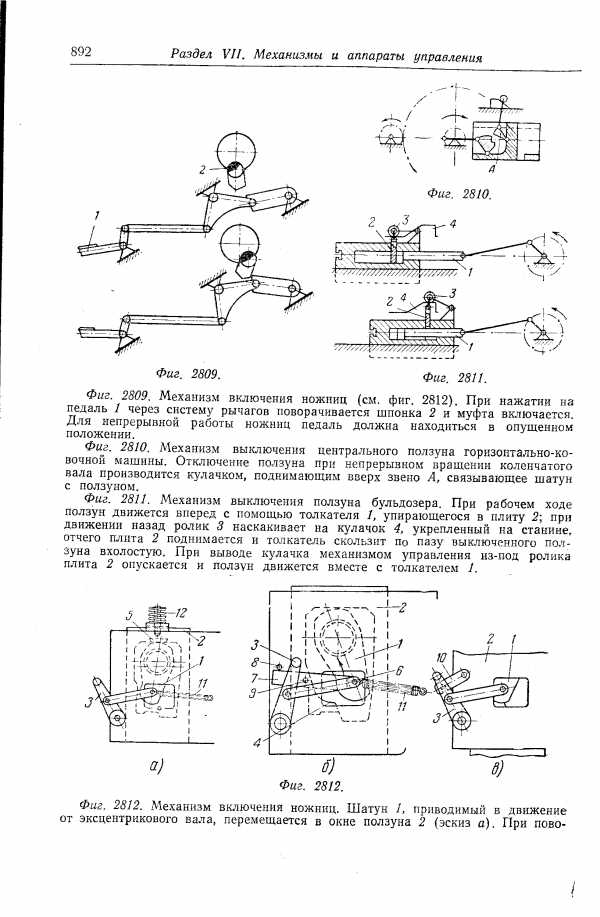 |
Механизм включения оборудования (ножниц, прессов) должен обеспечивать автоматическую остановку инструмента после каждого рабочего хода. Резка непрерывными ходами допускается при механизированном удалении заготовки. [c.29]
Основными узлами ножниц с наклонными ножами являются станина, привод, механизм включения, ножевая балка, прижимные-устройства и задний упор. [c.319]
| Рис. 2,152. Схема механизма передвижного упора, устанавливаемого за ножницами и пилами для быстрой фиксированной остановки движущихся по рольгангу прокатанных полос различной длины. При вращении винта 1 каретка 2 упора перемещается вдоль рольганга. Упор 6 может быть опущен или поднят с помощью двигателя, червячного редуктора и эксцентрикового вала 3 (рис. 2.152, а и б). Чтобы предотвратить поломку упора при ошибочном его включении, когда под ним находится полоса (рис. 2.152, в), в шарнирном механизме предусмотрена кулиса 4, камень которой может свободно перемещаться, при этом ролик 5 опирается о полосу. | 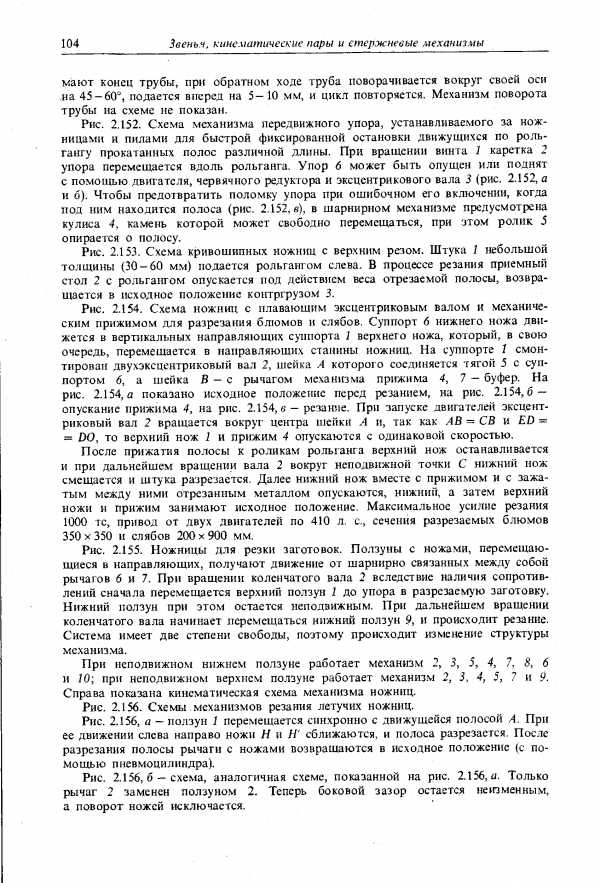 |
Механизмы у п р а в л е н и я. При маховиковой системе привода ножниц включение отдельных резов производится подъёмом или отводом в сторону шатуна (табл. 22,а), муфтами включения кулачкового типа (табл. 22, б) и муфтами с поворотными шпонками. Наибольшее распространение получило включение отводом в сторону шатуна в открытых и закрытых ножницах и выдвижным сухарём в дыропробивных прессах. Кулачковые муфты и муфты с поворотной шпонкой встречаются реже, главным образом в ножницах для резки листа толще 16 мм. Фрикционные дисковые муфты с электропневматическим включением устанавливаются в ножницах для резки заготовок диаметром от 1(Ю до 230 Jfм. [c.748]
Возвратно-поступательное вертикальное перемещение ползун совершает по направляющим колонкам 8. В горизонтальной плоскости ползун движется вместе с кареткой 6. На валу 2 установлена фрикционная муфта включения, сблокированная с тормозом. Управление муфтой — ручное рычажное. Станина открытого типа. Ползун с целью уменьшения массы выполнен из специального алюминиевого сплава. Каретка 6 состоит из верхней и нижней подушек, соединенных четырьмя направляющими колонками. Механизм подачи клещевого типа имеет две пары подающих и фиксирующих колодок. Подающие колодки 10 перемещаются с ползуном автомата. Обе пары фиксирующих колодок 9 закреплены на столе автомата. Зажимные губки этих колодок можно регулировать в продольном направлении, что позволяет устанавливать наименьшее расстояние между фиксирующими и подающими колодками в их крайних положениях, а это, в свою очередь, исключает возможность провисания ленты во время ее перемещения и обеспечивает высокую точность подачи. Зажим материала происходит с помощью пружин. Раскрытие губок принудительное от эксцентрика 1 через рычажную систему. Подающие губки, встроенные в штамповое пространство, повторяют движение ползуна. При ходе ползуна вниз губки производят прижим материала, при дальнейшем движении ползуна материал подается на необходимую величину. В это время фиксирующие губки раскрыты. Процесс штамповки осуществляется в момент подачи материала. По окончании подачи фиксирующие губки смыкаются и удерживают материал от проскальзывания при обратном движении подающих губок. Для резки отходов предусмотрены ножницы 11, получающие привод от кулака 4. [c.212]
I — основание 2 — станина 3 — панель включения 4 — электродвигатель включения скоростей 5 — панель управления скоростями и коробка скоростей 6 шпиндель, 7 — индивидуальное освещение 8— шланг охлаждающее жидкости 9— кран 10 — расплющенный наконечник // — хобот 2 — направляющие хобота 13— серьга (подвеска) 14— поддержка консоли (ножницы) 5— поперечный стол (салазки) 6— продольный стол 17— направляющие консоли 8— консоль 9— механизм переключения подач 20— электродвигатель привода подач 21 — труба стока охлаждающей жидкости 22 — вертикальный винт [c.40]
Как видно из графиков, наиболее существенное влияние на динамику процесса оказывают давление в магистрали р , расходный коэффициент 1/ и площадь поршня F. Более сильно эффект изменения сказывается прн сведении барабанов и в том случае, когда одновременно с площадью поршня изменяется сечение f отверстия для подвода воздуха в цилиндр (кривая F ). Время срабатывания зависит от изменения параметров системы нелинейно. Большим отклонениям параметров в сторону увеличения против номинальных соответствует весьма малое сокращение длительности процесса. Этим и объясняются неудачные попытки форсирования работы ножниц в производственных условиях. Единственная возможность увеличения быстродействия механизма заключается в увеличении площади поршней, например, параллельным включением цилиндров, с одновременным увеличением сечений окон распределителей и подводящих трубопроводов. Только в этом случае быстроходность ножниц может быть доведена до расчетной, равной 20 мкек. [c.269]
Ножницы состоят из станины с нижним неподвижным ножом, кривошипного механизма с горизонтально расположенным приводом, шестеренчатой передачи с маховиком, подвижной челюсти и муфты включения. Пуск ножниц и остановку осуществляют педалью, причеам система управления предусматривает работу на одиночных и непрерывных последовательных ходах. Максимальный угол реза обычно не превышает 13°. Число ходов аллигаторных ножниц 40—15 в минуту. На наиболее крупных из них можно разрезать круглый металл диаметром до 125 мм, квадратный со стороной до 110 мм, швеллерный и двутавровый до № 36. [c.223]
Основными узлами летучих ножниц, установленных на основной линии, являются механизм резания, механизм пропуска раза и его включения и главный привод. Механизм резания состоит из двух несущих барабанов (верхнего и нижнего), смонтированных в станине на подшипниках качения. Барабаны связаны между собой замыкающими шестернями. [c.370]
Планетарные механизмы верхнего и нижнего барабанов связаны между собой шар-нирно-рычажной системой. С планетарными шестернями жестко связаны режущие головки с закрепленными на них ножами. При каждом обороте барабанов ножи режущих головок встречаются и происходит рез. При включении шарнирно-рычажной системы солнечные шестерни поворачиваются на некоторый угол, ножи не задевают проходящий через ножницы металл и таким образом осуществляется пропуск реза. При выполнении резов на каждом обороте барабанов получают длину заготовки [c.372]
В приводах кранов, вспомогательных механизмов металлургических цехов (транспортных рольгангов, ножниц, кантователей я т. д.) возникает необходимость в большой частоте включений привода. Возникающие при этом пусковые и тормозные потери вызывают интенсивный нагрев масла в гидромуфте й этим ограничивают допустимую частоту включений. Температура рабочей жидкости при этом режиме колеблется около некоторого среднего значения. Кривая нагрева имеет зубчатую форму. - [c.102]
Пространственные рычажные механизмы находят иримененне во многих отраслях народного хозяйства. Пространственные четырехзвенники используются в механизмах игл н механизмах петлителей швейно-обметочных машин, в механизмах продвижения материала швейных полуавтоматов, в механизмах кареток ткацких станков, в механизмах ножниц кеттельных машин, в механизмах включения привода обувных машин они нашли применение в системах подвески навесных орудий сельскохозяйственных машин, в системах рулевого управления автомобилей и тракторов, в схемах убирающихся шасси самолетов пространственные рычажные механизмы применяются также в пищевой и полиграфической промышленности, в машинах для монтажа лампочек накаливания и даже в системе ориентации американского спутника. [c.52]
Эксплуатирующиеся на металлургических заводах двухбарабанные ножницы удовлетворительно работают при скорости прокатки 15—16 м1сек. Дальнейшее увеличение быстроходности ножниц требует форсирования режима работы механизма включения реза. Попытки добиться сокращения времени срабатывания пневмоцилиндров путем измерения схемы их включения не привели к успеху. [c.264]
Если по конструктивным соображениям размещение двух двойных муфт в коробке передач невозможно, вместо муфты 3 (фиг. 164, а) используют обычный дисковый электромагнитный тормоз, корпус которого прикрепляется к внутренней поверхности стенки коробки передач (фиг. 165). В этом случае после отключения муфты 2 включают тормоз 3, останавливающий щпин-дель, а двигатель 1 и входной вал коробки передач продолжают вращаться. На фиг. 166, а представлена конструкция дисковой муфты-тормоза, состоящей из неподвижного корпуса 10, в котором закреплен сердечник магнита 7 с катушкой 9 и фрикционной накладкой 6. На приводном валу механизма 2 укреплена дисковая полумуфта 3 с ка-тущкой электромагнита 1 и накладкой 4. Диск 5 закреплен на шлицах вала 8 и имеет возможность осевого перемещения. При вращении приводного вала 2 и включении катушки магнита 1 диск 5 притягивается к полумуф-те 5 и движение от вала 2 передается на вал 8 механизма. При включении вместо катушки 1 катушки 9 диск 5 притягивается к сердечнику 7 и вследствие трения между диском 5 и накладкой б происходит торможение механизма. На фиг. 166, б показана муфта-тормоз с пневмоуправлением [87]. Она предназначена для штамповочных агрегатов, прессов, ножниц и других машин кузнечно-прессового производства, работающих на единичных ходах. Для уменьщения массы подвижных элементов, останавливаемых при каждом ходе, пневматический цилиндр и поршень муфты тормоза устанавливают на наружной стороне ведущего маховика, они непрерывно вращаются, и их массы не должны останавливаться при каждом промежуточном включении приводного вала 1. Маховик 8 с канавкой для клиноременной передачи смонтирован на том же валу на подшипниках 15 и 17. К маховику 8 крепится пневматический цилиндр 10 с поршнем 11, впускной клапан 12 с неподвижным штуцером 14 и подводящая трубка 13, соединенная с источником сжатого воздуха. Сдвоенный диск 6 со ступицей 2 соединен неподвижно с валом 1. При подаче сжатого воздуха через штуцер [c.257]
На фиг. 61 приведены кинематические схемы однокривошипных ножниц всех типов. Как правило, в комбинированных ножницах с общим приводом включением соответствующих муфт можно получать как раздельную, так и совместную работу механизмов ножниц. Исключением являются ножницы секторного типа (фиг. 61, а), где ноиш установлены в общем супорте, имеющем качательное движение, а не поступательное, как во всех остальных типах. В ножницах этого типа — более простая кинематика и сравнительно несложное устройство направляющих. Качающийся ножевой ползун применяется в ножницах малого размера, предназначенных для резки листового металла тол- [c.747]
Примерами такого упрощения механической части машины могут служить а) эволюция системы регулирования на летучих ножницах, где сложный многодиференциальный редуктор для изменения длины отрезаемых листов (см. фиг. 43) постепенно заменяется в результате применения амплидина и сельсинов простой электрической схемой регулирования [40] б) переход на ножницах и прессах от маховикового привода с муфтой включения к приводу, работающему на режиме запусков в) замена кулачковых и фрикционных муфт со сложной системой переключения электромагнитными муфтами с дистанционным управлением г) переход от сложных систем механической защиты механизма от перегрузки к чисто электрической защите с помощью максимального реле д) замена сложных фрикционных и гидравлических устройств двигателями с упорной характеристикой е) замена механической связи винтов нажимного механизма электрической синхронизацией скоростей ж) замена громоздких механизмов для указания положения валков простыми дистанционными указателями, использующими принцип электрического вала. [c.940]
В случае, когда путь разгона двигателя, приведённый на фиг. 40, б, также недостаточен, может оказаться целесообразным включение в механизм ножниц специального усгронства для пропуска реза, благодаря которому ножи в течение первых оборотов не будут встречаться. Таким образом, путь разгона мом4ет быть с помощью этого устройства увеличен до двух, трёх и т. д. оборотов ножей (см. фиг. 38). [c.973]
В последнее время в СССР для вспомогательных механизмов, имеющих большое число включений в час и требующих регулирования скорости, например, для нажимных винтов, рабочих рольгангов и манипуляторов блумин-гов, а также для крупных ножниц начинают применять систему Леонарда, часто с ампли-динным возбудителем генератора. [c.1059]
Корпус станины сварной конструкции служит одновременно столом станка. Внутри корпуса размещен привод, состоящий из электродвигателя мощностью 1 квт и редуктора, а также панель с электроаппаратурой управления. На верхней плите станины укреплен механизм подачи проволоки, который состоит из двух роликов с пазом направляющих втулок, приспособленный для включения привода вращения наружных кассет, для укладки проволоки и зачистки проволоки и ножниц. Производительность станка 28,4 м1мин. [c.172]
Двухкривошипный вал 3 листовых ножниц (рис. 57) с маховиком 4 вращается электродвигателем при помощи клиноременной и зубчатой передач. Разрезаемый лист кладут на стол 7, к которому он прижимается прижи1м0м, и разрезают ножами — верхним подвижным 2 и нижним неподвижным 1 (см. рис. 57, а).. Прижим приводится в действие рычажно-кулачковым устройством. Включение кривошипного механизма ножниц осуществляется муфтой 5. Управляют ножницами с пульта 6 или педалью 8. [c.85]
Приводы. В рассмотренных конструкциях ножниц используют два вида электроприводов. Электропривод с работой двигателя в режиме непрерывного вращения, включением механизма резания кулачковой шш многодисковой фрикционной муфтой и остановкой его переключением муфты на корпус. На рис. 8.17.11 гфиведена фршащонная му[c.776]
mash-xxl.info
Механизм перемещения зажимного ползуна кривошипных ножниц
Союз Советскин
Социалистических
Республик
ОП ИСАНИЕ
ИЗОБРЕТЕН ИЯ
Н АЭТОРСКОМУ СВИДЕТЕЛЬСТВУ (l i) 867538 (61) Дополнительное к авт. с вид-ву— (22)Заявлено 14.01.80 (21) 2870480/25-27 с присоединением заявки РЙ— (23) Приорнтет— (53)М. Кл, Б 23 0 33/08
3Ъаударствеаный как нтет
СССР по делаи наавретений н еткрнтнй
Опубликовано 30.09.81. Бюллетень Рй 36 (53) УДК 621.967..1(088.8) Дата опубликования описания 30, 09. 81
С.В. Бондаренко, И.А. Бычков., П.Е. Кислый, В.Н. Рычков и В.Т. Суханов (72) Авторы изобретения
Экспериментальный научно-исследовательский институт
/ кузнечно-прессового машииостроения †. -:,ф (71) Заявитель (54) МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ЗАЖИМНОГО ПОЛЗУНА
КРИВОШИПНЫХ НОЖНИЦ
Изобретение относится к оборудо. ванию заготовительного производства машиностроительных предприятий, а именно к конструкциям ножниц для разделения материала.
Известен механизм перемещения зажимного ползуна кривошипных ножниц. содержащий смонтированный на станине ножниц компенсирующий силовой цилиндр, шток которого связан с клином
1О посредством тяги и рычага, шарнирно соединенного средней своей частью с шатуном, связанным с кривошипным валом посредством дополнительного кривошипа 11 ).
Работа ножниц в режиме непрерывных кодов возможна при условии, что время на подачу материала составляет 0,40,5 времени рабочего цикла ножниц.
Этому должно соответствовать и время раскрытия верхнего прижима, под которым понимается время, в течение которого рабочая кромка верхнего прижима находится выше уровйя подачи проката на величину минимального зазора. Ве.личина минимального зазора определяется неровностями разрезаемого проката и составляет для ножниц средних типоразмеров порядка 12 мм. Кроме того, верхний прижим должен обеспечивать определенную продолжительность выстоя в нижнем положении, определяемую конструкцией механизма реза ножниц. При выполнении названных условий дополнительный кривошип имеет большой радиус, что приводит к увеличению габаритов механизма и, особенно размеров компенсирующего цилиндра, Цель изобретения — уменьшение габаритов механизма перемещения прижимного ползуна ножниц.
Эта цель достигается тем, что механизм перемещения зажимного ползуна кривошипных ножниц, содержащий смонтированный на станине ножниц компенсирующий силовой цилиндр, шток которого связан с клином посредством тяги и рычага, шарнирно соединенного сред867538
20
40 ней своей частью с шатуном, связанным с кривошипным валом посредством дополнительного кривошипа, снабжен смонтированным на кривошипном вале водилом, а также зубчатой парой, состоящей иэ смонтированной на водиле с воэможностью вращения шестерни и колеса с внутренним зубчатым зацеплением, жестко закрепленного на станине, при этом дополнительный кривошип смонтирован на шестерне,.
На фиг,, I изображен механизм перемещения зажимного полэуна кривошипных ножниц, общий вид; на фиг. 2— разрез A-А на фиг, 1, Механизм содержит размещенный на станине 1 ножниц зажимной ползун 2 с закрепленным на нем верхним прижимом
3, перемещаемый в направляющих 4 клином 5, который через тягу 6 шарнирно связан с нижним концом рычага 7.
Верхний конец рычага 7 шарнирно связан с установленным в направляющих 8 штоком 9, соединенным с поршнем 10 компенсирующего цилиндра 11, закрепленного на станине l. В средней части рычаг
7 шарнирно соединен с шатуном 12, расположенным на кривошипе 13, Кривошип
13 размещен на шестерне 14, установленной с возможностью вращения на водиле 15, соединенном с кривошипным валом 16. Шестерня 14 входит во внутреннее зацепление с колесом 17, закрепленным на станине I соосно кривошипному валу 16. Отношение радиусов колеса 17 и шестерни 14 равно четырем.
В верхнем положении зажимной ползун 2 удерживается штоком 18 возвратного цилиндра 19, закрепленного на станине
1. Рабочие полости цилиндров 11 и 19 постоянно соединены с пневмосистемой, а вторые их полости соединены с атмосферой °
В исходном положении зажимной пол". зун 2 находится в крайнем верхнем положении, клин 5 — в крайнем правом положении, а поршень 10 упирается в крышку цилиндра 11 ° Ось вращения шестерни 14 развернута относительно главного кривошипа на угол, определяемый . по циклограмме работы ножниц.
Механизм зажима проката работает следующим образом.
При вращении кривошипного вала 16 против часовой стрелки соединенное с ним водило 15 приводит в движение шестерню 14, которая начинает обкатываться по неподвижному колесу 17.
Кривошип 13 поворачиваясь вместе с кривошипным валом !6 и одновременно вращаясь вокруг оси шестерни !4, приводит в движение шатун 12, который воздействует на рычаг 7. Усилие цилиндра 11 значительно больше усилия, необходимого для перемещения клина 5, поэтому верхний конец рычага 7 остается неподвижным, а его нижний конец через тягу 6 смещает влево клин 5, который перемещает вниз .зажимной ползун
2 с верхним прижимом 3, преодолевая усилие возвратного цилиндра 19. При соприкосновении верхнего прижима 3 с разрезаемым прокатом (не показан) эажимной ползун 2 и клин 5 останавливаются, а так как движение шатуна 12 продолжается, то нижний конец рычага
7 остается неподвижным, а верхний его конец:перемещает влево шток 9 с поршнем 10 преодолевая усилие компенсиру. ющего цилиндра 11. При обратном движении шатуна 12 сначала смещается вправо верхний конец рычага 7 .со штоком 9 до упора поршня 10 в крышку цилиндра II затем, поворачиваясь вокру верхнего шарнира, рычаг 7 своим нижним концом через тягу 6 смещает клин
5 вправо. При этом зажимной ползун 2 поднимается вверх возвратным цилиндром 19. Далее цикл повторяется.
Использование предлагаемого изобретения позволит уменьшить габариты механизма перемещения зажимного ползуна кривошипных ножниц. .формула изобретения, 1
Механизм перемещения зажимногo полэуна кривошипных ножниц, содержащий смонтированный на станине ножниц компенсирующий силовой цилиндр, шток которого связан с клином посредством тяги и рычага, шарнирно соединенного средней своей частью с шатуном, связанным с кривошипным валом посредством дополнительного кривошипа, о т л и ч а ю шийся тем, что, с целью уменьшения габаритов, он снабжен смонтированным на кривошипном вале водйлом, а также зубчатой парой, с0стоящей из смонтированной па водиле с возможностью вращения шестерни и колеса с внутренним зубчатым зацеплением, жестко закрепленного на станине, при этом дополнительный кривошип смонтирован на шестерне.
Источники информации, принятые во внимание при экспертизе
1. Акцептованная заявка Великобритании 9 2006662 А, кл. В 23 0 33/08, опублик. 10.05,79.
867538
f3
Я
Я
Составитель А. Рыбалов
Редактор Н. Кешеля Техред T.Ìàòo÷êà Корвектов С. Шекмар
Заказ 8176/11 Тираж 1151 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035 Москва Ж-35 Раушская наб. д. 4/5 филиал ППП "Патент", r. ужгород, ул. Проектная, 4
www.findpatent.ru