Ремонт стеклопластиковых ванн – это проще, чем кажется. Ванна своими руками из стекловолокна
стеклопластиковые ванны / +7-928-187-62-66
Наше предприятие гарантирует высокое качество изделий.
Обусловлено это следующими факторами:
Все ванны изготовлены из превосходного материала компании SCOTT BADER, Англия.
>> В качестве поверхностного слоя применяется современный полимерный материал – Гелькоут Crystic 967 SMK, специально предназначенный для использования в производстве санитарно-технических изделий, преимущественно ванн, раковин и сопутствующей продукции, когда наличие превосходной устойчивости к термическому воздействию, в том числе к горячей воде, является основным требованием к материалу. Гелькоут Crystic G 967 SMK стоек к механическому и химическому воздействию, не меняет цвет от воздействия воды. Его безопасность для здоровья и экологии подтверждена Санитарно-эпидемиологическим заключением.
Основные несущие слой набираются из предускоренной, тиксотропной полиэфирной смолы c пониженной эмиссией стирола Crystic 2-446 PA. Она одобрена Lloyd’s Register of Shipping и Det Norske Veritas. Ее безопасность для здоровья и экологии подтверждена Санитарно-эпидемиологическим заключением №77.01.494.П.22194.07.02.
В качестве армирующего материала используются эмульсионные маты из рубленых комплексных нитей EM 1002, изготовленные из рубленых нитей стекловолокна Е-типа, содержащего низкий процент щелочи. Ламинаты, изготовленные из данных стекломатов, в течение длительного периода демонстрируют хорошие механические свойства и высокую устойчивость к атмосферным воздействиям.
Все ванны изготовлены с соблюдением всех санитарных и технологических требований в соответствии с ТУ 4940-002-0081582412-2004. Качество ванн подтверждено Санитарно-эпидемиологическим заключением № 61РЦ.03.229.П.000.120.01.05 от 27.01.2005 г., Сертификатами на все ее компоненты, Сертификатом на гигиеническую и экологическую безопасность № 61.РЦ.03.494.Т.000059.01.05 от 27.01.2005 г.
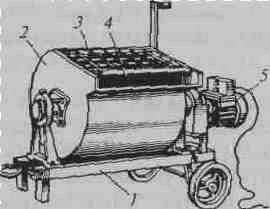
Конструкция опорных рам разработана опытными инженерами, а проведенные испытания подтверждают прочность применяемых конструкций. На фотографии приведена типовая конструкция каркаса ванны.
Ванны обеспечиваются гарантийным (в течение 5 лет) и послегарантийным обслуживанием.
Основные преимущества стеклопластика перед акрилом: - одинаковая толщина стенок изделия благодаря тому, что они производятся ручным способом в отличие от аналогичных (полимерных) акриловых ванн, которые изготавливаются методом штампования (прессования) листа из полиакрила, что приводит к неравномерному его растягиванию;
- высокая износостойкость; - возможность ремонта повреждений любой сложности.
Основные преимущества стеклопластика перед чугуном и сталью: - теплопроводность стеклопластика намного ниже, чем у металла - при возникновении царапин либо трещин, ремонт производится локально и нет необходимости как в чугунной либо стальной ванне покрывать эмалью всю ее площадь; - шумопоглощение выше. Преимуществом стеклопластика перед другими материалами являются: • уникальная стойкость к химическому и коррозийному воздействию; • великолепные физико-механические свойства; • небольшой вес; • длительный срок службы; • несложное техническое обслуживание.furgon.okis.ru
Установка акриловой ванны своими руками
Если сантехник не видит разницы в установке акриловых и чугунных ванн — это не настоящий сантехник. Ванны
из стекловолокна обладают совершенно особенными качествами, поэтому на каждом этапе их установки есть тонкости монтажа, о которых вы узнаете из нашей подробной инструкции по установке акриловой ванны своими руками. 
Сборка комплекта установки
Ванну нужно перевернуть вверх дном, на котором есть утолщенная накладка по центру. На ней нужно разместить два монтажных профиля таким образом, чтобы все отверстия для крепления к ванне находились не ближе 3 см к краю утолщенного участка. Крепление выполняется только саморезами из комплекта, если их нет — обратитесь к инструкции и уточните допустимую длину крепежа, иначе есть шанс буквально проткнуть чашу насквозь.

В отверстия на краях профилей нужно завести шпильки и накрутить по обе стороны гайки с шайбами. На верхние края шпилек до упора накручиваются резиновые амортизационные гайки. Регулируя положение гаек, нужно установить высоту каждой ножки относительно опорного профиля. Она равна разнице между высотой декоративного экрана и паспортной высотой чаши с учетом профиля и верхней отбортовки.

После регулировки гайки нужно хорошо затянуть. Отличие крупных моделей ванн может заключаться в большем количестве ножек и профилей, а ванны с местом для сидения и вовсе могут иметь дополнительную опорную систему. Но собираются они все по одному принципу.
Перевернув чашу на ножки нужно установить сифон и систему перелива. Сливной патрубок при этом направляется к предполагаемой точке врезки в дренажную систему и комплектуется гофрированным шлангом из ПВХ, устойчивым к высоким температурам. При наличии смесителя соберите и смонтируйте его, а также прикрутите гибкие патрубки для подключения к водопроводу.

Утепление ванны: для чего и как
Ванна из стекловолокна проводит тепло лишь немного хуже чугунной. Тем не менее, через стенки и дно вода охлаждается достаточно быстро и это основной путь оттока теплоты. Чтобы улучшить теплоизоляцию чаши, ее покрывают слоем вспененного полиуретана.
Сперва нужно мокрой тряпкой тщательно обтереть и увлажнить тыльную поверхность чаши. Пена наносится сначала по контуру отбортовки, затем поднимается к днищу ванны тонкими (2–3 см) полосками. Наносить пену нужно максимально быстро, чтобы предыдущий слой был еще липким и хорошо сцеплялся со свежей пеной.

Дно чаши и профили покрываются слоем вдвое толще. Для экономии пены рекомендуется заклеить участки дна, свободные от профилей, плитами пенополистирола, а затем накрыть их тонким слоем пены.
Утепление настоятельно рекомендуется, но оно не обязательно. Есть смысл отказаться от покрытия пеной, если вы планируете обустроить под ванной небольшую нишу и важен каждый сантиметр пространства. Хотя в таких случаях утепление даже отдельных участков чаши все еще имеет смысл.
Установка и регулировка
Место под установку ванны должно находиться в состоянии, когда выполнена облицовка пола и стен, допускается пропуск в укладке кафеля под ванной. Другой вариант — установка ванны до облицовки кафелем или подгонка ее под опущенный край плитки. Такой вариант предусматривает стекание воды со стен в ванну, а не под нее, однако и форма борта для такой установки должна быть соответствующей.

При размещении чаши на месте может потребоваться ее дополнительная регулировка. Причин тому две: необходимость выровнять ванну по швам плитки или покачивание чаши на четырех ножках. Регулировка простая: открутите верхнюю гайку и подкручивайте нижнюю, периодически сверяясь с реечным уровнем и слегка раскачивая ванну. После этого, придерживая шпильку за резиновый набалдашник, нужно затянуть верхнюю гайку, нижняя при этом никак не провернется.
Запомните также, что искусственно создавать уклон к сливному отверстию не нужно, это уже заложено в конструкцию.
Фиксация бортов
Борта ванны, касающиеся стен, нуждаются в дополнительном закреплении. Делается это для компенсации боковых раскачиваний под весом человека и чтобы ванна не двигала сама себя от линейного расширения при нагревании.
Под примыкающим бортом на стену наносится метка, от нее по периметру установки нужно провести линию и установить по ней стальной уголок или рейку из дерева твердой породы. Крепить опорный контур можно дюбелями быстрого монтажа размером не менее 8х80 мм через каждые 50 см. Если при закреплении опорной рейки была допущена ошибка, снова может потребоваться регулировка ножек.

Перед тем, как устанавливать ванну окончательно, следует согнуть из стальной полосы несколько Г-образных «лапок» и примерить их к опорной рейке, чтобы в прижатом состоянии загнутый край отстоял от кафеля или стены на 2–3 мм. Эти пластины устанавливаются через каждые 50 см, они предназначены для плотного прижатия борта ванны к стене. При желании их можно устанавливать под дюбели крепления опорной рейки, но под шляпку в таком случае следует подложить широкую шайбу.
Когда все для фиксации бортов готово, ванна устанавливается в 20–30 см от стены, подключается к канализации и водопроводу. На примыкающие к стенам борта нужно нанести санитарный герметик и, приподнимая дальний край, зацепить борт о застежки на рейке. Сразу после этого ванна наполняется водой до максимума и оставляется так на сутки.
Укрепление днища
Значение опорных ножек сугубо номинальное, а нагрузку на них ванна оказывает существенную. Стекловолокно — достаточно упругий материал, он подвержен прогибанию и искривлению, поэтому промежуток между полом и дном ванной следует заполнить несжимаемым материалом.
Прямо на пол нужно уложить несколько кирпичей и связать их небольшим количеством цементного раствора. Кладка поднимается как можно ближе к дну, оставшаяся щель заполняется монтажной пеной после высыхания раствора. Ванна должна быть при этом наполовину заполнена водой, чтобы легкую чашу не подняло расширившейся пеной.

Дополнительно пропениваются места соприкасания кирпича с облицовкой пола, чтобы он не сдвинулся, и кладка не расширилась. Для низко посаженных ванн и поддонов кирпич также может быть заменен пенополистиролом, несколько слоев которого склеиваются монтажной пеной.
Боковые панели и изоляция примыканий
Большинство акриловых ванн имеют подходящие декоративные экраны — если не в комплекте поставки, то за дополнительную плату. Для самостоятельного монтажа этот способ оптимален ввиду своей простоты, к тому же доступ к неисправной сантехнике можно получить относительно безвредно.
Процесс монтажа экрана весьма прост. Сперва под борт чаши крепятся клипсы, обычно в этих местах предпочитается клеевое соединение. Затем на клипсы крепится верхний направляющий профиль. Если экран ванны изогнутый, крепление клипсами выполняется через каждые 15–20 см.

С помощью отвеса крайняя линия профиля переносится на пол, где после предварительной разметки устанавливаются и фиксируются дюбелями нижние направляющие. Форма профилей может отличаться в зависимости от того, глухой вы выбрали экран или с распашными створками. Если вам необходимо обеспечить доступ, например, к сифону через глухой экран — ничто не мешает вырезать в плоской части прямоугольный проем и закрепить в нем на жидкие гвозди легкую ревизионную дверцу.
рмнт.ру
rmnt.mirtesen.ru
Пластиковая ванна: характеристики и критерии выбора
Содержание статьи: Пластиковая ванна или акриловая: как различить Ванна из пластика: распространенные заблуждения об этом изделии Как выбрать пластиковую ванну: несколько советов
Популярность того или иного изделия во многом зависит от грамотно проведенной рекламной кампании, цель которой заключается в том, чтобы укоренить в сознании людей превосходство определенной продукции над другой – именно так и случилось с акриловыми ваннами. А что другие разновидности ванн? Как минимум они отошли на второй план и затерялись в тени хорошо распиаренного акрила. Так же обстоят дела и с пластиковыми или, как их еще называют, полимерными ваннами – к ним у людей сложилось самое предвзятое отношение. В этой статье вместе с сайтом vannaja.net мы разберем этот тип купелей подробно и выясним, насколько худшей на самом деле является пластиковая ванна.

Как выбрать пластиковую ванну
Пластиковая ванна или акриловая: как различить
Начну именно с этого вопроса, потому что большинство людей путают пластиковые и акриловые ванны, а недобросовестные продавцы даже не удосуживаются поставить их в известность об этом. Дело в том, что зрительно отличить эти два типа ванн непосвященному человеку практически невозможно. Современная пластиковая ванна для купания покрывается тонким слоем акрила, который, по сути, является аналогом эмали на чугунных и металлических изделиях этого типа – вся остальная часть таких ванн изготавливается из пластика, армированного стекловолокном. Как, по-вашему, сможете вы отличить акриловую ванну от пластиковой, если они имеют схожие конфигурации? Думаю, что нет.
Основное отличие между этими двумя изделиями хорошо заметно на срезе ванны. Осмотрите ее крылья, а вернее их срез – сколько там просматривается слоев различного материала? Если три и больше, то это явный признак современной ванны, изготовленной из полимеров. Средний слой – это пластик, нижний слой является армирующим и состоит из стекловолокна, а верхний слой акриловый, который вводит большинство несведущих людей в заблуждение. Как правило, толщина акрила в таких ваннах не превышает одного миллиметра, тогда как в натуральной акриловой ванне толщина этого материала может доходить до 5-6мм. Да и на ее срезе просматривается всего 2 слоя – сам акрил и стекловолоконное армирование.

Как отличить акриловую ванну от пластиковой
Теперь смотрите, в чем вы купаетесь, и, как говорится, делайте выводы. Но самое главное, обратите внимание на то, как долго вы эксплуатируете эту ванну – возможно прямые и угловые пластиковые ванны не так плохи, как вам кажется.
Как изготавливают акриловые ванны, смотрите в видео.
Ванна из пластика: распространенные заблуждения об этом изделии
Заблуждений и всевозможных предрассудков вокруг пластиковой ванны сформировалось предостаточно, и разгребать весь этот ворох неправды, похоже, никто не собирается. А зачем, всех и так все устраивает, а если даже не устраивает, то кто догадается, что под видом акриловой ванны несведущий человек приобретает пластиковую? Помните, пластиковая ванна не плохая – весь вопрос в том, что, как правило, вы за нее переплачиваете. Но вернемся к нашим обещанным мифам и попробуем развенчать их если не все, то половину точно.
- Пластиковые ванны хрупкие и легко бьются. Давайте смотреть на вещи реально, и прежде чем заявлять такое, изучим характеристики пластиков, которые используются для изготовления этих ванн – как правило, это поликарбонат, полипропилен, полиэтилен и стеклопластик. Первые два (поликарбонат и полипропилен) относят к группе термопластов, ударная вязкость которых варьируется между 250 и 500кДж/м² – поверьте, это немало, даже при минимальном значении этого показателя, повредить пластик можно только сильным точечным ударом молотка. Вообще характеристики этих пластмасс достаточно высокие и во многом зависят от толщины материала. Кроме того, для усиления прочности этот материал армируют стекловолокном. Что касается полиэтилена, то здесь дела обстоят еще лучше. Вы когда-нибудь пробовали разбить полиэтиленовый пакет? Конечно, это сделать не получится, ведь он гибкий и мягкий. А теперь представьте этот же полиэтилен только толщиной 4-5мм – от удара молотком на нем даже следов не останется. А то, что он гибкий, так это дело поправимое – существует такая технология, как сшивание полиэтилена. В его молекулярную структуру добавляются поперечные связи, после чего он становится менее гибким – до конца дело доводит армирование готовой ванны стекловолокном. Ну и стеклопластик – это вообще самый крепкий и прочный материал из всех известных полимеров, используемых для производства ванн. По своим физическим характеристикам он близок к стали, а полипропилен, полиэтилен и поликарбонат присутствуют в нем в качестве связующего вещества. Так что пластиковые ванны отнюдь не являются хрупкими и бьются нелегко.

Пластиковая ванна фото
- Пластиковые ванны используются исключительно в хозяйственных целях или для купания детей. Ничего более глупого даже не слышал – если вы считаете, что пластиковые ванны могут изготавливаться только малого размера, и они не оснащаются отверстиями для слива и перелива, вы ошибаетесь. Формы и размеры пластиковых ванн практически ничем не отличаются от габаритов ванн, изготовленных из других материалов. В этой группе сантехнических изделий вы сможете встретить как прямые, так и угловые ванны – мало того, из современных пластиков изготавливают и комбинированные ванны, и даже поддоны душевых кабин. А детские и технические ванночки – это всего лишь разновидности, с которыми приходится сталкиваться практически всем людям – именно отсюда и пошло такое предубеждение.
- Ремонт пластиковой ванны невозможен. Здесь хочу задать встречный вопрос – а ремонт акриловой ванны возможен? Дорогостоящую акриловую ванну вы тоже собираетесь выбрасывать при появлении малейшей трещины? Все ремонтируется и делается это так, что не остается ни малейшего следа вмешательства – как и в случае с акриловыми ванными, для таких сантехнических приборов практически в каждом строительном магазине реализуются ремкомплекты для пластиковых ванн. Мало того, ремонт таких ванн не только возможен, но еще и доступен для выполнения своими руками – технология здесь несложная. Важно правильно подготовить поврежденный участок и залить его двухкомпонентным составом, который после высыхания просто шлифуется.

Пластиковая ванна для купания фото
- Пластмассовые ванны недолговечны – полимеры со временем меняют цвет, тускнеют и блекнут. Это вполне возможно, но не забывайте о том, что все пластиковые ванны покрываются слоем натурального акрила, который не тускнеет и не блекнет – это своего рода эмаль для ванны из полимерных материалов.
- Ну и последнее из нелепых утверждений заключается в том, что установка пластиковой ванны – дело очень сложное и обладает массой тонкостей и нюансов, которые якобы призваны исправить такие ее недостатки, как хрупкость и неустойчивость к ударам. Интересно посмотреть в глаза тому человеку, который запустил эту утку в долгий и безостановочный полет. Вопрос, как установить пластиковую ванну, решается точно таким же способом, как и вопрос установки акриловой ванны – та же самая металлическая рама, точно такие же крепления к стене и при необходимости усиления днища кирпичной подушкой. Последнее применяется при большой массе человека, который собирается купаться в этой ванне.

Ванна пластиковая угловая фото
Как выбрать пластиковую ванну: несколько советов
В завершение темы поделюсь с вами некоторыми нюансами, которые помогут выбрать качественную пластиковую ванну, способную прослужить верой и правдой долгие годы. При выборе этого изделия нужно обратить внимание на следующие моменты.
- Толщина пластика не должна быть меньше 5-6мм – этот нюанс можно свободно увидеть на срезе ванны в районе ее бортов.
- На том же срезе можно увидеть слои различных материалов, используемых для изготовления пластиковой ванны – чем их больше, тем лучше.
- Обратите внимание на ровность поверхности – в качественной ванне не должны просматриваться бугры и неровности. Все должно быть гладко и однородно. Этот же нюанс касается и окраски ванны – ее цвет должен быть однородным, без пятен.
- Габариты ванны – в ней вы должны чувствовать себя удобно. Что касается глубины ванны, то оптимальным считается величина 500-600мм. Если же говорить об установочной высоте бортов, то она может составлять 600-700мм. Естественно, чем ниже борта, тем легче залезать в ванну.

Как выбрать пластиковую ванну
Напоследок хочу лишний раз напомнить о качестве ванны, которая напрямую зависит от производителя. На сегодняшний день с хорошей стороны зарекомендовала себя продукция таких компаний, как RAVAK, ALPEN, TEIKO, RIHO, BACH, RADOMIR, AEGO и BAS. Кроме них существуют и другие компании, которые выпускают пластиковые ванны ненамного худшего качества. В общем, в этом отношении придется довериться мнению людей, которые уже опробовали ванны и удостоверились в ее надежности или ненадежности. И, конечно же, обратите внимание на цену – качественная пластиковая ванна не может стоить менее 300$.
← Лейка для душа: разнообразие вариантов и как выбрать лучший распылитель воды Совмещенный санузел: достоинства и недостатки, как самостоятельно совместить ванную и туалет →vannaja.net
Доработка авто своими руками: стеклопластик для тюнинга
Когда говорят о тюнинге, первая ассоциация, которая приходит в голову – стеклопластик. Почему этот материал так распространён и особенно применим к современным авто? На эти и другие вопросы мы попытаемся ответить в этой статье.
История стеклопластика на удивление велика. Его использовали ещё в XX веке для изготовления байдарок или лодок, а также в других сферах. Разумеется, переход от лодок к авто произошёл не сразу. Связано это с начальной сомнительной репутацией этого материала, все почему-то считали, что он не соответствует никаким прочностным характеристикам, но как потом вскоре показала практика, они глубоко заблуждались.
При проведении краш-теста на обычном авто (полностью сделанного из металла) и машине, изготовленной из этого чудесного материала, меньший ущерб потерпит именно вторая. Казалась бы абсурдной сама идея такого сравнения, но, как показывает практика, в нашем мире много загадок, которые не поддаются логическому объяснению. Сейчас, в XXI веке, жизнь без стеклопластика представить себе сложно, он распространён повсеместно. Это и не удивительно — ведь материал славится надёжностью, лёгкостью и быстротой изготовления. Особых знаний в разработке и внедрении различных форм этого материала не требуется, поэтому его так часто используют в производстве машин.
Выгодно ли использовать?
Вот мы и плавно подошли к самому определению «стеклопластик». Стеклопластик – это материал, состоящий из стекловолокна и смольных соединений. Его разделяют по виду смолы, которая в нём используется. Разумеется, смола тоже подбирается не наобум. Необходимо точно знать дальнейшие условия, в которых придётся работать материалу, что бы тщательно подобрать подходящую смолу.
Рецепт применения «по-ленински» прост. Берётся слой стекловолокна и смачивается до надлежащего состояния в подготовленной смоле. Смола, разумеется, затвердевает тоже не сразу (зависит от её модификации, некоторые способны твердеть и при комнатной температуре), поэтому в неё добавляют катализатор, ускоряющий процесс. Сама по себе смола хрупкая, поэтому без использования стекловолокна может просто треснуть, рассыпаться, раскрошиться. Стекловолокно придаёт ей изящный вид и различные «гибкие» свойства.
Концентрация используемого катализатора крайне важна. Так, если вы пожадничаете и не досыплете немного этого необходимого ингредиента, то придётся довольствоваться не затвердевшей смолой, а впоследствии переделывать всю работу. В ином случае, вы наоборот можете не успеть довести дело до конца, так как с затвердевшей смолой вряд ли можно произвести какие-либо комбинации.
Дополнительная волокита
На первый взгляд кажется, что материала проще смолы не существует, но не всё так просто. Смолы тоже разнятся по своим свойствам и качеству. Грамотному автолюбителю следует это понимать. Так, например, важным параметром смолы является температура её затвердевания. В некоторых случаях требуется дополнительная сушильная камера, чтобы ускорить процесс, но и качество получившегося изделия так же будет выше. Комбинируя затраты на качество смолы и дополнительных камер (мест) для сушения конструкции можно получить оптимальную цену.
Но смолой всё не ограничивается, разные вариации также существуют и у стекловолокна. Как правило, выделяют два типа стекловолокна: стекломат и стеклоткань.
Стекломат славится своей лёгкостью в применении, поэтому «надеть» его на авто не составит труда. Основным минусом является беспорядочное расположение волокон, что печально сказывается на его прочностных характеристиках. Разумеется, это лучше чем ничего, но если для вас важен этот аспект следует обратить внимание на стеклоткань!
Волокна стеклоткани расположены линейно, внешне этот материал напоминает обычную ткань. Основная морока в использовании окупится прочностью новой конструкции, а что для вас удобней — долгая прочность или лёгкость в применении, решайте для себя сами.

Особой тонкостью и шириной слоя отличается стекловолокно под названием стекловуаль. Вообще существует очень много модификаций этого изделия. Основным критерием выбора стеклоткани является вес одного кубического метра материала.
Самый лёгкий представитель весит всего 32 грамма, что очень удобно для тонких видов работ, а грамотный автолюбитель может слепить настоящее произведение искусство. Тот, кто делает акцент на прочность, и износостойкость выбирает, «толстую» стеклоткань (или стекломат).
Инструкция по применению материала довольно проста. Один слой ткани накладывается на другой в нужной форме, всё это дело смазывается смолой (пока не будет достигнута нужная толщина слоя), а затем заготовка оставляется на время для дальнейшего засыхания.
Накладывать стеклоткань, как и стекломат надо также грамотно и под определённым углом. Объясняется этот факт различными прочностными характеристиками растяжения материала в зависимости от угла. Расстояние между волокнами и их состояние играет тоже немаловажную роль. Смола должна чётко занять всё пространство между волокнами, а цельность волокон обеспечивать нужные прочностные характеристики.

Остаётся актуальной проблема объёма получившейся заготовки. И тут на выручку приходит поликор. Состав этой продукции крайне сложен и понятен только химикам, поэтому придётся принять на веру особый состав этого «помощника». Плюсы поликора крайне обширны. Его полосы могут придавать материалу дополнительную прочность, а это ведь сложно назвать лишним, не так ли? Если всех вышеперечисленных методов недостаточно для удовлетворения условий прочности целесообразно добавить смолы и проследить, чтобы она не пузырилась. Это и понятно, ведь недостаточная плотность материала приведёт к хрупкости и разрушению.
Существует миф, что стекловолокно невозможно поцарапать. Стекловолокно можно легко поцарапать, но при этом конструкция оставляет прежний окрас (краска не сдирается). В чём же секрет такого свойства? Во время создания материала в стекловолокно добавляется слой гелькоата (гелеобразный материал). Гелькоата существует разных цветов, поэтому готовая конструкция будет полностью (вплоть до глубин материала) подобного цвета.
Стоит знать одно правило, что во время применения гелькоата стекловолокно надо положить поверх гелеобразной смеси. Накладка гелькоата требует очень тонкой работы. При соблюдении этого условия готовый материал примет «сморщенную» форму. Из-за этого советуют не пользоваться обычной кистью, а попробовать накладывать слой краскопультом.
Прежде чем приступать к работе, нужно заранее приготовить будущую форму детали и матрицу. Понятное дело, что существует множество других вариантов получения нужного результата, но качество будет соответствовать вашим пожеланиям. Часто люди применяют народные средства производства детали и пытаются смастерить её прямо на авто и делают нужную форму на глаз. Если вы обладаете хорошими творческими навыками, и в вас пропадает художник, то этот метод для вас. Некоторые же умудряются производить работу на заранее подготовленных распорках, но это тоже не самое лучшее решение. Не усложняйте себе жизнь, приготовьте макет и матрицу и будет вам счастье.
Макетирование очень важный аспект в этом деле. Только идеальной формы, гладкий и идентичный вашей детали макет приведёт к выгоде от его изготовления.
Во-первых, его можно использовать много раз, дать в пользование друзьям.
Во-вторых, создание идеального макета разовьёт у вас навыки тонкой работы.
Уже на этом этапе закладывается будущий результат, а значит, надо быть очень внимательным. Макет возможно изготовить из различных подручных средств (фанера, пенопласт, пластилин и т.д.)

Вторым этапом будет изготовление матрицы для детали. Согласно инструкции на заранее изготовленный макет необходимо наложить слой воска. Воск придаст макету мягкость, дополнительную гладкость, что поможет плавно перейти к следующему этапу, обмазке смесью гелькоата. Гелькоат необходимо накладывать тонким слоем. Гелькоатовая поверхность позволит убрать все неровности исходного продукта, что в дальнейшем послужит удобному наложению слоя стеклоткани и поможет общему делу.
Чтобы окончательно подготовить заготовку к наложению остального слоя стекловолокна кладётся первым делом стекловоуаль. Она обведёт все контуры, «уляжется» на труднодоступные места и подготовит «почву» для дальнейших преобразований.
Умно разбить работу в несколько этапов, так как возможностей на ошибку тут мало и загустевшая смола вряд ли потом сможет вернуться в исходное состояние. Далее накладывается слой стеклоткани до нужной толщины. При этом работа совершается аккуратно, все неровности необходимо упразднить, второго шанса для этого не будет. После достижения нужной толщины (в зависимости от критерия прочности) необходимо всё оставить на время для засыхания и отвердевания.
После работы стоит осмотреть изделие и проверить, всё ли ровно уложено и не потребуется ли потом наждачная бумага для удаления своих «косяков».
А воск тут причём?
Вспомогательным этапом применяется корректировка уже почти готовой матрицы. При этом выделяют два метода, одни из которых является вощение. Почти готовая матрица покрывается слоем воска в несколько этапов, тем самым полируя исходную поверхность.
Альтернативный вариант – покрытие той же поверхности слоем специального лака, после применения которого появляется такая же плёнка. Эти два способа можно использовать вместе. Способ удобен так же изоляцией смолы и гелькоата от образца (матрицы), поэтому применяется чаще, но не стоит сбрасывать со счетов и первый.

Миру известны и другие более дорогостоящие методы создания матрицы. С изобретением 3D принтера стало возможным c помощью компьютера создавать модели любой формы. Этот же метод применим и к созданию матрицы. Возможны так же варианты производства матрицы с помощью станков ЧПУ, или с применением методов моделирования. Думаем, не стоит объяснять насколько это трудоёмкий процесс, требующий специального оборудования и знаний.
Заключительный этап этого «балета» изготовление самой формы. Сразу скажу, вариантов создания формы существует бесконечное множество, но мы не будем останавливаться на всех, а рассмотрим 4 самых основных.
Формовка вручную
Как видно из самого названия, применяется обычный русский метод работы руками. Труд, сделанный собственными руками, ценится больше всего, плюс экономит средства на производственные затраты.
Для начала необходимо взять раскаточный валик и втереть смолу в подготовленное стекловолокно. Втирать нужно тщательно, при этом помнить, что наличии пузырьков может помешать всему делу и работа будет проделана зря. Напомним, что наличие пузырьков ухудшает прочностные параметры, делая материал хрупким. Можно так же использовать обычную кисть, но в скором времени она начнёт слипаться, «проскакивать» в смоле, и результат вам уже известен. Именно по этой причине импортный и качественный валик (специально для смолы) будет незаменимым другом в работе.
Нанеся последние штрихи, проверьте правильность всей работы, убедившись, оставьте заготовку «остывать». Метод прост как колесо, поэтому так распространён и эффективен.
Метод рубленого роввинга
Метод современней и более автоматизирован, чем предыдущий. Имеющуюся стеклоткань запускают в специально приготовленный заранее пистолет. В этом устройстве уже происходит измельчение материи и превращение её в небольшие волокна. Пистолет уникален и имеет в себе встроенные ёмкости для смолы и катализатора. От рабочего требуется только укладывать тонким слоем в нужной форме готовую продукцию на авто.
Метод был бы незаменим и считался бы лучшим, если бы не некоторые формальности. Рублёная нить не соответствует стандартам обычной стеклоткани, т.к. волокна разрознены, а следовательно прочность меньше.
Практически невозможно контролировать расход смолы, поэтому вес использованного материала, следовательно, и затраты увеличиваются. Да и вся эта система вредна для здоровья, что тоже мало радует.
Намотка
Наиболее часто метод применяют в изготовлении продукции овальной формы. Изначально стекловолокно смачивают в смоляной ванне. Затем, минуя промежуточный валик, который выдавливает часть смолы из пропитанного материала, стекловолокно наматывается на основной волк. При этом придаётся запланированная овальная форма и после сушки материал отправляется к потребителю. Это больше производственный метод для больших объёмов продукции, частным лицам применять не советуем.
Метод препрегов
Сразу скажем — способ хлопотный, но эффективный. Возможно, понадобится дополнительное оборудование. Препрег – это заготовка, предварительно смоченная в смоле. В начале, исходную стеклоткань пропитываю смолой без катализатора. Пропитка должна осуществляться высокой температурой и под давлением. В конечном итоге препрег располагают на заготовку, предварительно помещённую в вакуумный мешок, и помещают в камеру с температурой 180 градусов, для смягчения смолы. Благодаря вакууму препрега будет облегать исходную форму. В итоге конструкция нагревается повторно и на этот раз смола уже затвердевает. Основной плюс – это отсутствие образования пузырьков, на чём мы так часто акцентировали внимание в прошлых методах. Но есть и маленький минус — метод применим к деталям небольшой формы.
Оцените статью: Поделитесь с друзьями!tuning-lada-2109.ru
Ремонт стеклопластиковых ванн – это проще, чем кажется
Стеклопластиковые ванны встречаются сейчас в домах и квартирах достаточно часто. Они имеют красивый внешний вид, не сложны в уходе и обычно устойчивы к повреждениям.
Стеклопластиковые ванны встречаются сейчас в домах и квартирах достаточно часто. Они имеют красивый внешний вид, не сложны в уходе и обычно устойчивы к повреждениям.
Однако что делать, если в ванне все же появилась трещина, и требуется ремонт?
-
Удостоверьтесь, что ванна действительно стеклопластиковая (акриловая). Проверить это можно осторожным постукиванием: звук стеклопластика будет глухим, в отличие от металла.
-
Подберите красители (пигментные пасты), цвет которых подходит под цвет ванны.
-
Приобретите материалы. Вам понадобятся: полиэфирная смола, отвердитель. Для значительных повреждений – стеклоткань или стекломат, загуститель смолы, а также красители заранее подобранного оттенка.
-
Подготовьте поверхность в месте повреждения: обрежьте торчащие волокна, обработайте наждачной бумагой средней зернистости и протрите растворителем или ацетоном.
-
Смешайте смолу с красителем по инструкции. Добавляйте загуститель до нужной консистенции. Особенно густой смесь должна быть для работы с вертикальной поверхностью, чтобы избежать растекания.
-
Добавьте отвердитель. Чем больше отвердителя, тем быстрее затвердеет смола. В среднем, на столовую ложку смолы с красителем нужно 5 капель отвердителя.
-
Тщательно перемешайте смесь.
-
Нанесите состав на место повреждения. При большой трещине или дыре может потребоваться купить стекломат для создания заплатки. Приложите материал и замажьте смесью. Когда все высохнет, аккуратно зашкурьте поверхность, чтобы заплатка не выступала над ней. Покройте заплатку смесью смолы и красителя (без загустителя). После высыхания потрите наждачкой-«нулевкой».
-
Для придания блеска отремонтированной поверхности также может понадобиться специальная полировальная паста.
polimer-market76.ru
Как изготовить саму ванну, своими руками (самостоятельно) Все стандартное надоело!
наиболее подходящими будут ткани марок Т1 или Т2 либо стеклотканей редких переплетений - так называемая «сетка» марок СЭ (ССТЭ-6 или ССТЭ-9). Вследствие малой плотности они легко пропитываются смолой и благодаря своей эластичности хорошо облегают корпус. Годятся также стеклоткань сатинового переплетения марки АСТТ (б) С2 и жгутовые стеклоткани марок ТЖ-07 и ТЖС-06-0. Стеклоткань авиационную марок А и АС рекомендуется применять только для оклейки корпусов из легких сплавов. Электроизоляционные ткани марок ЛСМ, ЛСМИ, ЛСЭ, ЛСБ, ЛСК выпускают уже пропитанными синтетическими смолами, от которых очистить их практически невозможно. Наличие смолы ограничивает выбор клея (можно использовать лишь перхлорвиниловый клей) и усложняет нанесение лакокрасочных покрытий. По этой причине электроизоляционные ткани применяются только при отсутствии любых других тканей. Деревянные корпуса можно оклеивать эпоксидными компаундами и полиэфирными смолами, которые дешевле эпоксидных. Для изготовления стеклопластика используют ненасыщенные полиэфирные смолы: ПН-1, ПН-2, ПН-3, ПН-1С, ПН-3С, 911-МС, НПС-609-21, НПС-609-22, НПС-609-22М и другие, отверждающиеся при t=18-25°С. Входящий в смолы стирол при изготовлении стеклопластика выделяется, оказывая вредное влияние на организм человека. Наименее токсичны бесстирольные смолы НПС-609-21 и НПС-609-22М, поэтому их лучше всего использовать в любительском строении. Составы связующих на основе ненасыщенных полиэфирных смол холодного отверждения приведены в табл. <img src="//otvet.imgsmail.ru/download/cf15cc3199b76f38ac05eaef6816422b_i-1449.jpg" > При изготовлении стеклоткань для уменьшения пылеобразования смачивают особым маслом, масляной эмульсией или парафиновым раствором. Для обеспечения лучшей пропитки ткани связующим при оклеивании корпуса этот замасливатель необходимо удалить. Парафиновый замасливатель удаляют бензином. Другие виды замасливателей снимают уайт-спиритом или ацетоном, с соблюдением всех мер предосторожности и правил техники безопасности. Промытую ткань следует просушить в течение 2-4 часов, лучше на сквозняке. При раскрое ткани надо стремиться отрезать куски, равные длине корпуса. Желательно, чтобы полосы, укладываемые вдоль киля и ватерлинии, не имели стыков: на кромке стыка при ударе о препятствие материал может задраться и отслоиться на значительном расстоянии; целое же полотно в этом случае прорвется. При раскрое ткани необходимо давать припуск по тем кромкам, которые будут ложиться внакрой. Для получения нужной длины можно сшивать куски ткани, стараясь, чтобы шов не приходился на наиболее полную, миделевую часть корпуса. При сшивании кромки ткани подгибать не следует, нитки можно употреблять льняные, пропитанные олифой, или стеклянные, выдернутые из кромки полотнища. Сшивать полотнища по продольным кромкам не рекомендуется во избежание образования складок и перекосов из-за неравномерного натяжения нити в каждой полосе ткани. При работе со стеклотканью нужно надевать защитные очки, чтобы в глаза не попадали частицы стекловолокна, а на лицо - марлевую повязку или респиратор для защиты органов дыхания. Помещение, где производятся работы, необходимо постоянно вентилировать, а лучше, если позволяет температура, работать на открытом воздухе.
Взять листы железа и из них сварить корыто, а потом покрыть его эмалью.
Выложи из плитки))))))
элементарно Ватсон. Бочку из под соляры на 200 литров разрезаешь вдоль. ну а дольше просто-ножки там из швеллера. длину подолгать
Взять лопату, вырыть канаву, заполнить дерьмом и.... ВОТ ОНА ВАННА МЕЧТЫ!
купить 500 коробок детского пластилина, и слепить из него ванну любой формы, будет ванна "под мрамор"
Выложить из кирпича. Сделать качественную гидроизоляцию. Облицевать плиткой. <img src="//content.foto.my.mail.ru/mail/is.mail-off/_answers/i-559.jpg" > Или вот как на фото. Внизу белая ванна со стеклом.
touch.otvet.mail.ru
Технологии интерьера: как изготавливают акриловые ванны
Наверняка многие из вас, заходя в магазин сантехники, засматривались на современные акриловые ванны, восторгаясь кипенной белизной поверхностей, красивыми дизайнерскими формами и блеском хромированных форсунок и ручек. Давайте разберемся в процессе производства акриловой ванны с гидромассажем.

На фото:
Современные ванны из акрила лишь отдаленно напоминают старые аскетичные прямоугольные купальни. Сегодня ванна из акрила – произведение дизайнерской мысли и технологических решений с использованием передовых материалов.
Выбор материала
Для изготовления ванны используется акриловый лист, который предварительно отрезают на станке по заданным размерам. Акрил обладает важным свойством: если его нагреть в специальной печи до 180 градусов, он становится пластичным и текучим.
Читайте также:
Создание трафарета
Для создания ванны из акрила используют отливочную форму, сделанную из стеклопластика. Именно она и станет трафаретом для нашей будущей ванны. Макет трафарета предварительно разрабатывается дизайнерами на компьютере в соответствии с веяниями моды и технологическими задачами. И уже по компьютерному макету дизайнера создают отливочную форму из стеклопластика в натуральную величину.
Процесс отливки
Если внимательно присмотреться к отливочной форме, то мы увидим множество маленьких отверстий. Разогретый лист акрила размещают над отливочной формой, а через отверстия в отливочной форме откачивают воздух. При этом пластичный лист акрила вдавливается и принимает полностью форму трафарета. Затем с помощью вентиляторов акрил остужают. После остывания акрил сохраняет форму трафарета, заготовку вынимают и получается практически готовая ванна. Правда, акриловая форма пока еще слишком хрупкая и может сломаться даже при легком нажатии. И это неудивительно, ведь толщина акрилового слоя составляет буквально 1 мм.
Придание прочности
Как же из такого хрупкого изделия получить современную прочную ванну?
1. Для придания прочности используются следующие компоненты: смола, отвердитель смолы и стекловолокно, которые смешиваются в распылителе. Нити из стекловолокна при соединении со смолой становятся мягкими, пластичными и липкими. Распылитель облепляет этим клейким составом весь корпус ванны в несколько слоев.
2. После того, как на каркас ванны нанесли достаточное количество клеящего состава из стекловолокна, изделие достают из камеры. И пока нити из стекловолокна не застыли полностью и еще сохраняют свою эластичность, мастера специальными алюминиевыми валиками максимально приглаживают эти напыленные нити к поверхности ванны. Чтобы смола не прилипала к валикам, их необходимо смочить в растворителе.
3. После того, как нити стекловолокна приглажены к тыльной стороне ванны, изделие помещают в печь, температура в которой около 40 градусов. Этой температуры достаточно, чтобы стекловолокна и смола превратились в крепкий стеклопластик.
Финальные штрихи
- После печи изделие отправляют в обрезочную камеру, в которой с помощью специальной пилы обрезают края ванны, где образовались наплывы из стекловолокна.
- Затем заготовку будущей ванны отправляют во фрезеровочный цех. Здесь станок-манипулятор с помощью фрезы вырезает необходимые технологические отверстия для слива, форсунок подачи воды и воздуха.
- Когда все отверстия готовы, к ванне крепят специальный монтажный каркас, устанавливают насос и трубы для подачи воздуха к форсункам гидромассажа. Трубы подачи воздуха в местах соединения сажают на герметик.
Таким образом получается современная акриловая ванная с гидромассажем.
www.4living.ru