Гибочный станок для листового металла своими руками: чертежи, видео. Загибочный станок для листового металла своими руками
делаем станок для гибки листового металла
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.

Гибочный станок для работы с длинными листами металла
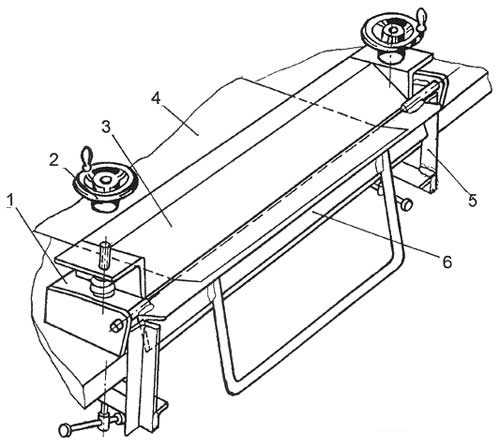
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
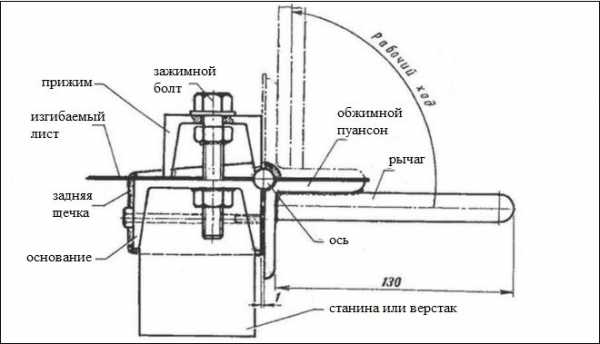
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.

Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
Подготавливаем петли и балки Соблюдая соосность, подгоняем выемки Привариваем петли с двух сторонС ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.

Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами Привариваем гайку болта к укосинам Привариваем крепежную пластину Устанавливаем пружинуЧтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Станок для гибки листового металла своими руками
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Технология загиба листового металла
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Оборудование для гибки
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
Видео:
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
Листогиб своими руками
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
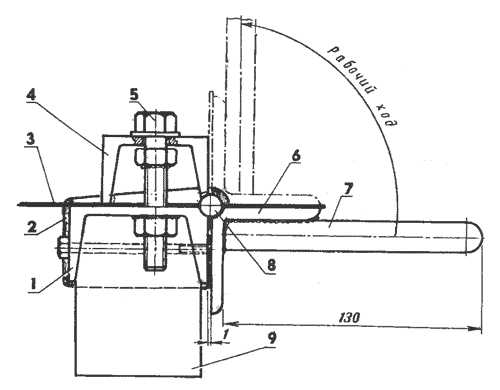
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
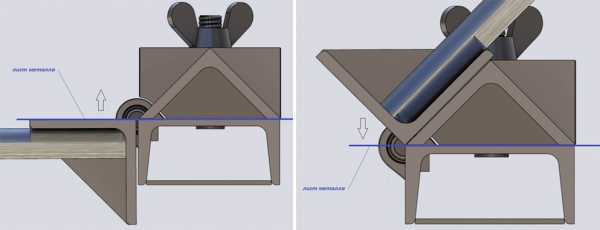
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
Рекомендуется использовать уголок с толщиной полок не менее 5 мм.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Основание для станка
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Прижимное устройство
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Видео:
Обжимное устройство
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
Роликовый нож
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Обслуживание и техника безопасности
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
Видео:
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
stroyremned.ru
Станок для гибки листового металла своими руками
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
the-master.ru
Гибочный станок своими руками
23 ноября 2015
Просмотров: 3528
Многие для гибки металлических листов часто сооружают гибочный станок своими руками. Часто основным материалом изготовления является металл. Поэтому нередко возникает необходимость согнуть заготовку. Приобретать подобное оборудование крайне невыгодно экономически, поскольку устройства довольно примитивные, а изготовители просят достаточно крупные суммы за свои изделия. Поэтому станок для гибки листового металла гораздо выгоднее изготовить самостоятельно, не тратя лишние финансовые средства. Самодельный станок позволит изготовить различные устройства из металла, которые могут потребоваться при строительстве дома, монтаже кровли или благоустройстве приусадебного участка. Далее будет описана технология изготовления такого станка в домашних условиях.

Гибочный станок используется для гибки металлических листов.
Описание и назначение
Устройства для изготовления гнутых деталей из листового металла, имеющие вспомогательную функцию порезки, применяют для изготовления полос из металла (они могут иметь различные габариты). Еще на подобном устройстве возможно изготовление различных металлопрофильных деталей. Самодельный станок для сгибания листов позволяет гнуть заготовки под любыми необходимыми углами, не нарушая поверхностей и защитных покрытий. При работе на подобном устройстве следует помнить, что стальные листы, а кроме этого, и медные, латунные, алюминиевые и железные, имеющие толщину от 0,8 мм и меньше, должны иметь ширину не менее 40 см, но не более 2,5 метра. При указанных размерах заготовки допустимая высота полки (для отгибания) должна составлять не более 2 см. Для порезки заготовок такой толщины их минимально допустимая ширина должна составлять 80 мм, а максимально допустимая — 40 см.
Сборка листогибочного станка.
Чтобы выполнять работы на листогибочном станке, у заготовок должны отсутствовать деформации на отгибаемых участках. Это позволяет изготавливать различные элементы и детали, которые по качеству исполнения не будут уступать образцам, изготовленных промышленно. При этом необходимо покрытие гибочного устройства силиконом или резиновой подложкой, тогда при выполнении работ на заготовках не будут портиться лакокрасочные и полимерные покрытия.
Грамотно собранный станок для сгибания позволит обеспечить высокое качество изгибов (без деформаций) заготовок, которые будут отвечать всем необходимым техническим параметрам.
Конструкция такого станка достаточно проста и функциональна. Главными элементами и деталями конструкции являются:
Деталировка листогибочного станка.
- Нож. Должен монтироваться на роликах, предназначен для порезки металлических листов и разделки металлических изделий. Такое приспособление должно быть изготовлено из стали с высокой твердостью (около 100 баллов по шкале Роквела). При такой прочности нож будет служить долго, при этом его будет трудно натачивать, однако это с лихвой компенсируется количеством погонных метров разделанного металла. Нож должен быть установлен на роликах с утяжелителем. Это позволит перемещать ролики с ножом, а не заготовку, что существенно упростит работу.
- Рабочая балка (стол). Она выполняет функцию рабочей поверхности, на которую кладут заготовку. Ширина балки может быть любой, в случае использования широких балок листогибочный станок может превратиться в полноценный верстак. При этом рекомендуется сделать покрытие балки из резины или силикона.
- Сгибатель металлических листов. Представляет собой конструкцию с рамой из дерева, у которой имеется утяжелитель.
- Подставки и упоры для предотвращения скольжения заготовки по рабочему (заднему) столу.
- Упоры для сгибания. Они задают ширину, под которой будет сгибаться заготовка. Ими также задается необходимый угол сгиба.
- Упоры для указания ширины разреза. Используются при разделке заготовок.
После того, как были рассмотрены конструктивные особенности станка, можно перейти к описанию принципа работы станка и типам конструкции.
Как работает такой станок — типы конструкций
Конструкция струбцин для крепления листозгиба.
Основной принцип устройства и функционирования станка прост. В процессе работы заготовку укладывают на задний стол и фиксируют ее в нужном положении. После фиксации устанавливают упоры для изгиба заготовки (при этом максимальный угол сгиба может составлять до 135 градусов). Далее устанавливаются упоры для разделки листа (если требуется). При этом максимальная толщина заготовки, которую возможно согнуть на таком станке, зависит от мощности гибочной рамы (балки) и утяжелителей на ней. Станок будет очень надежен, поскольку основным и единственным элементом, который обеспечивает движение прижимной рамы, будут петли. Длина обрабатываемых заготовок будет зависеть только от длины заднего стола и прижимной балки.
На данный момент есть несколько вариантом изготовления листогибочных станков, которые выпускаются промышленно: станки с ручным приводом, с механическим приводом, электроприводные, гидроприводные и пневмоприводные. Также условно их можно разбить на мобильные и стационарные. Независимо от типа привода, такие станки работают с листовой сталью, а толщина обрабатываемых заготовок определяется мощностью привода. Некоторые делят устройства и по типу способа сгибания материала. Различают 3 вида: поворотные, прессами и смещаемыми. Первые оснащаются специальной балкой для сгибания, вторые — прижимом и пуансоном, третьи имеют валки (для них толщина заготовки ограничена 3 мм). Большая часть выпускаемых агрегатов оснащается ножом для порезки заготовки. Механические приспособления приводятся в работу маховиком, электрические — электродвигателем с редуктором, гидравлические — насосом. У пневматических станков в качестве привода используется компрессор.
Собираем листогибочный станок
Работы по изготовлению листогибочного станка начинают с составления схемы. Чтобы собрать это устройство, необходимо заранее приобрести и изготовить все необходимые элементы и детали. Сначала заготавливают 2 куска швеллера №5, 6 одинаковой длины (швеллер должен иметь прямолинейные кромки). Из этих заготовок будут изготавливать металлическое основание, для него рекомендуется использовать швеллер № 6 в качестве основания и №5 для изготовления прижима. Длина отрезков должна отвечать длине заготовок, которые планируется обрабатывать. Рекомендованная рабочая длина участка должна составлять полметра, такой длины достаточно для изготовления большей части необходимых в быту деталей и элементов.
После заготовки отрезков из швеллера нужной длины на прижимном швеллере делаются отверстия (2 или 4) диаметром около 9 мм. Ближайшее к концу швеллера отверстие располагается в 3 см. Важно, чтобы прижимающее устройство было сделано короче, чем основание примерно на 5-10 см. Пуансон для обжима изготавливается из уголка, обладающего большей толщиной профиля. Ручку для рычага рекомендуется изготовить из арматуры или бруса. При этом арматура должна быть сечением 15 мм, брус — минимум 50х50, а форма ручки должна быть «П»-образной. Ее необходимо соединить с уголком (сваркой или прикрепить болтами).
Далее изготавливаются щечки. Их делают из катаной стали, толщина должна быть примерно 5 мм. Они должны иметь фаски, их толщина должна составлять около 0,6 см, длина — порядка 3-3,3 см (ребра основания). Торцы пуансона также делаются с фасками, их глубина составляет 0,5 см, а длина — 3 см. Их снимают с пуансона для обеспечения установки осей. Последние делают из металлических прутов диаметром 1 см. Их закрепляют сваркой, обеспечивая параллельность линий осей относительно ребрам уголка. Готовую конструкцию с пуансоном соединяют с использованием тисков, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, что и свободная швеллерная полка.
После изготовления устройства для сгибания листов рекомендуется осуществить пробные манипуляции с какой-либо заготовкой (можно взять лист до 1,5 мм из мягкой стали).
В заключение
Несмотря на то, что подобный станок является простым в эксплуатации, крайне важно не забывать правила техники безопасности и соблюдать их неукоснительно. В противном случае можно получить травмы.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru
Гибочный станок для листового металла своими руками
Гнутые металлические изделия широко используют как в домашних мастерских, так и на солидных производствах. Гибочный станок для листового металла значительно упрощает обработку заготовок.
Устройство относительно простое и сделать его в домашних условиях не очень сложно. Даже самодельный станок для гибки отличается высокой надежностью и простотой в эксплуатации. В этой статье мы опишем процесс самостоятельного изготовления данного аппарата, проанализируем его преимущества и недостатки.
Классификация устройств
В зависимости от сложности конструкции и нюансов предназначения, листогибочные станки делятся на несколько групп.

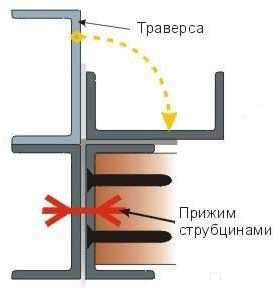
Станок траверсного типа
Наиболее простым является устройство, которое обрабатывает металлический лист при помощи специальной траверсы.
В таком аппарате можно гнуть листы с длиной, которая не превышает полметра. В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
Листогибочный пресс
Является более сложным устройством для обработки листового металла, но и позволяет выполнять более серьезные работы. Конструкция станка включает в себя матрицу и пуансон. Заготовку располагают на матрице и придают ей необходимую форму при помощи пуансона, который размещен вертикально.
Устройство такого типа сложно сделать самостоятельно, к тому же его использование в домашних условиях является не очень безопасным. Стоит отметить, что на листогибочный станок можно превратить и обычный пресс. К нему добавляют специальные конструкции, которые выполняют функции матрицы.
Валочный станок
Одно из наиболее универсальных устройств для работы с металлическими листами. Принцип действия такого станка заключается в обработке листовых деталей при помощи трех специальных валов. Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
- Станок с траверсой и опорой, который позволяет выполнять ручную гибку металлических деталей.
- Для создания элементов кровли используют валики с профильными формами.
- Гладкая рабочая поверхность валиков позволяет выполнять наиболее широкий спектр гибочных работ. Такие валики используют и для изготовления отдельных отрезков труб с больным диаметром.
Конструкция устройств
Несмотря на наличие самых разных типов листогибочных станков, стоит систематизировать общие принципы их строения. В первую очередь надо отметить, что в действие станки приводятся электрическим, механическим или гидравлическим мотором. Существуют и станки, которые работают от применения физической силы самого оператора.
Кроме того, в основе работы такого устройства может лежать и принцип «падающего груза». В этом случае гибка металла осуществляется посредством ударного импульса, который передается через систему блоков и противовесов на рабочий груз. Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
Электрический привод на станках данного типа позволяет быстро и качественно обрабатывать большое количество деталей из тонкого металла, но если заготовка будет слишком прочной, то часто начинаются проблемы с работой ротора, которые отрицательно сказываются на результате.
В этом плане качественно выделяются станки для гибки с гидравлическим приводом. С другой стороны, стоят такие устройства на порядок выше чем станки с электрическим приводом. Стоит отметить, что классический гидравлический домкрат, который часто используют для гнутья заготовок, не может обеспечить высокое качество обработки листового металла.
Делаем листогиб своими руками
Чаще всего, самодельные загибочные станки обладают следующими преимуществами:
- Низкая стоимость по сравнению с заводскими устройствами такого же типа.
- Возможность идеально подогнать такой аппарат под собственные требования и специфику работы.
- Ремонт и переоснащение станка можно делать самостоятельно, не обращаясь за помощью к соответствующим специалистам.
- Изготовленная продукция стоит в два раза дешевле, чем сделанная на заводском станке.
Стоит отметить, что самодельные устройства для гибки металла не всегда отличаются высоким качеством обработки деталей, но и заводские аппараты со средней и низшей ценовой категории тоже страдают от подобных пороков.
Основы создания
В первую очередь следует определиться с типом станка и найти подходящие чертежи для его изготовления. Затем, рассчитать необходимые габариты устройства и его производственные мощности. Детали для создания такого станка должны быть легкодоступными и дешевыми. В противном случае он может обойтись не дешевле заводского устройства.
Оптимальные технические характеристики для самодельного листогиба:
- Толщина металлических листов: медь – 1 мм, оцинковка – 0,6 мм, алюминий – 0,7 мм.
- Стартовое количество производственных циклов – 1000-1200.
- Предельная ширина металлической заготовки – 1 м.
- Предельный угол сгиба детали (без ручной доводки) – 120 градусов.
Кроме этого, при изготовлении станка в домашних условиях старайтесь большинство запчастей изготавливать самостоятельно или при помощи знакомых фрезеровщиков, сведите к минимуму количество деталей, которые придется покупать. При работе с самодельным устройством избегайте обрабатывать детали со специальных металлов. Особое внимание надо уделить качеству сварных соединений.
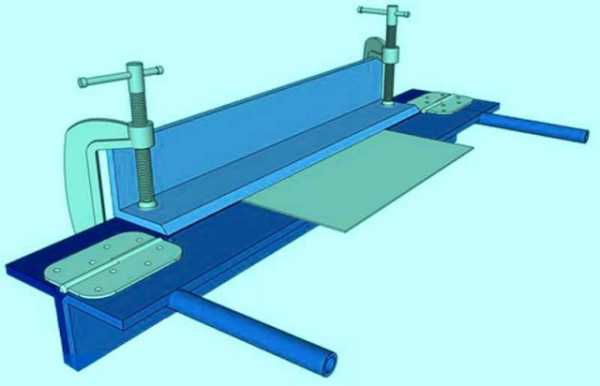
Чертеж нашего устройства
Выбирая схему для изготовления листогибочного станка в домашних условиях, руководствуйтесь собственными требованиями, а мы предлагаем чертеж и инструкцию по созданию устройства именно этого типа, как наиболее универсальную.

На рисунке изображены ключевые узлы и детали будущего станка:
- Деревянная подушка.
- Несущая балка (из швеллера) – 100-110 см.
- Боковушка с толщиной 8-9мм.
- Заготовка.
- Балка для прижима детали (из уголка) – 6-8 см.
- Траверсная ось, изготовленная из металлического прута толщиной 1 см.
- Траверса (уголок с толщиной 9-10 сантиметров).
- Рычаг для управления (диаметр – 1 сантиметр).
Это неокончательный вариант станка для гибки металла. Его можно дополнять и усовершенствовать самостоятельно и в соответствии с собственными требованиями. Например, траверсу, которая на чертеже изготовлена из уголка, можно сделать из швеллера, что добавит ей выносливости и повысит качество гибки.
Нюансы изготовления
Усиленная прижимная балка
Усиление этой детали необходимо в том случае, если вы собираетесь гнуть довольно толстые листы металла. Для работы с тонкими заготовками хватит и прижимной балки, изготовленной из обычного уголка. Со временем она может немного деформироваться, но ее всегда можно заменить.
Усилить балку для прижима деталей рекомендуют при помощи металлической планки, которую следует наварить на уголок. При этом ей надо придать угол 45 градусов. В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
Особое внимание следует обратить на нижнюю кромку прижимной балки, которая формирует сгиб детали. Допускается определенная неровность этой части станка, но она не должна превышать половину толщины обрабатываемой детали. Сваривать балку следует исключительно перед фрезеровкой. В противном случае качество сгибаемых деталей будет значительно ниже.
Усиленные крепления станка
Поскольку надежное крепление листогибного станка к рабочей поверхности – важное условие качественной обработки деталей, то этому моменту необходимо уделить особое внимание. Классические элементы крепления (струбцины) имеют недостаточную надежность. От таких креплений можно отказаться следуя этой инструкции:
- Несущая балка должна выступать за пределы рабочего стола.
- Крепить балку к столу надо при помощи специальных болтов и фасонных гаек.
- На краях несущей балки следует сформировать специальные фаски.
После того как щеки (боковушки) будут устранены с конструкции станка, траверсу можно будет закрепить при помощи усиленных дверных петель. Рабочий ресурс у таких петель довольно большой, что позволяет сгибать внушительное количество заготовок.
Видео: как сделать гибочный станок?
Готовая конструкция
Усовершенствованный станок для гибки металла обладает следующими ключевыми элементами:
- Классическая прижимная балка.
- Прижимной маховик.
- Обычная траверса для сгиба заготовки.
- Усиленные крепления.
- Усовершенствованная несущая балка.
Вместо прижимных маховиков часто используют классические винты со специальными воротками, на которых обязательно должна быть резьба. Все дело в том, что сварка крайне отрицательно влияет на выносливость этих деталей.
metmastanki.ru
Станок для гибки металла своими руками: особенности, чертежи и рекомендации
Чаще всего для работы с металлическими заготовками человеку требуется станок для гибки металла. Это довольно простое устройство, однако его пользу трудно переоценить. Кроме того, изготовить его своими руками вполне реально. Это сэкономит значительное количество материальных средств, но и потребует определенных знаний, навыков и, конечно же, времени.
Описание
Станок для гибки металла, как понятно из его названия, используется для производства гнутых металлических деталей. Стоит добавить, что, кроме этой функции, он также может иметь одну дополнительную - порезку материала. Такие станки используются чаще всего для того, чтобы изготавливать полосы металла. Помимо этих двух функций, наличие такого станка позволит производить различного рода профилированный металл. Преимущество применения станка для гибки металла в том, что он позволяет изменять форму материала под любым требуемым углом, но при этом он не вредит поверхностное покрытие или защитный слой товара.

Работа на агрегате
Работать на таком станке можно не только со стальными изделиями, но и с медными, латунными, алюминиевыми и железными. Если заготовка из какого-либо материала характеризуется тем, что ее толщина меньше 0,8 мм, то ее ширина обязательно должна быть не меньше 40 см, но и не больше 2,5 м. При таких габаритах высота полки (для отгибания) должна составлять не более чем 2 см. Если требуется разрезать заготовки с такой же толщиной, то важно, чтобы их ширина была от 80 мм до 40 см и не более.
Еще одно важное условие, которое необходимо соблюдать, чтобы работать на станке для гибки металла, - это отсутствие дефектов на той поверхности листа, которая будет загибаться. Соблюдение этого условия важно для того, чтобы те детали и образцы изделий, которые будут произведены на самодельном станке своими руками, не уступали по качеству тем заготовкам, что выпускаются в промышленных масштабах на заводах. Для того чтобы обеспечить защиту полимерного или лакокрасочного покрытия на самом материале, рекомендуется установить на станке силиконовые или резиновые подложки.
Конструкция станка для гибки листового металла, своими руками изготовленного
У самодельного станка для гибки металлических изделий довольно простая, но очень функциональная конструкция, состоящая из нескольких основных элементов.
Нож. Так как в станке имеется дополнительная функция резки, то эта деталь также является основной. Устанавливаться он должен на подвижные ролики, а предназначается для резки заготовок. Здесь важно отметить, что этот элемент должен быть выполнен из очень прочной стали, по шкале Роквела уровень прочности должен быть около 100. Срок службы такого изделия довольно велик, однако его будет трудно точить. Но этот недостаток полностью нивелируется тем фактом, что нож позволит разрезать огромное количество погонных метров материала, прежде чем затупится. Чтобы было проще перемещать ролики, на них должен быть установлен утяжелитель.

Составные части станка
Станок для гибки металла, своими руками изготовленный, также должен иметь несколько следующих составляющих элементов:
- Необходимая деталь - это рабочая балка (стол). Предназначение этого элемента вполне понятно, оно играет роль рабочей поверхности, на которой лежит заготовка. Ширина балки может быть практически любой. Стоит отметить, что если габариты будут довольно большими, то станок для гибки металла своими руками можно превратить в полноценный верстак. Мастера рекомендуют изготавливать или покрывать поверхность балки резиной или силиконом, чтобы не царапать поверхность заготовок.
- Далее идет сам сгибатель листов. Конструкция довольно простая и должна быть выполнена в форме рамы из древесного материала, а также иметь утяжелитель.
- Необходимо обзавестись различными подставками и упорами, которые будут предотвращать скольжение материала.
- Еще один важный элемент - это упоры для сгиба листа. Эти детали будут регулировать ширину сгиба листа и задавать угол сгиба.
- Для того чтобы разделывать заготовки, рекомендуется добавить упоры для указания ширины разреза.

Начало изготовления самодельного станка для гибки металла
Начинать работу рекомендуется с составления схемы агрегата. Также необходимо приобрести и изготовить все нужные элементы и детали, прежде чем приступить к сборке. Первое, что необходимо купить - это два куска швеллера №5 и №6 с одинаковой длиной. Также эти два элемента должны иметь прямолинейную кромку. Эти элементы используются для заготовки основания. Кусок №5 используется для прижима, а №6 для обустройства основания. Чтобы подобрать длину швеллеров, необходимо отталкиваться от длины заготовок, с которыми планируется работать, этот параметр должен совпадать. Чаще всего специалисты рекомендуют брать длину около полуметра. Этого достаточно, чтобы изготовить практически любую деталь, которая может пригодиться в быту.

Производство и сборка станка
Далее для изготовления станка для ручной гибки металла необходимо сделать отверстия на швеллере, который является прижимным. Количество отверстий должно быть от 2 до 4, а их диаметр должен быть равен 9 мм. Ближайшее к концу заготовки прижимной детали отверстие должно располагаться в 3 см от края. Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов.
Финальные работы
После того как были выполнены все предыдущие манипуляции, можно приступать к изготовлению такого элемента, как щечки. Изготавливают их из катаной стали, а толщина деталей должна быть около 5 мм. Важно, чтобы эти элементы имели фаски, толщина которых должна быть равна 0,6 см. Длина этого участка должна составлять от 3 до 3,3 см. Важно, что торцы пуансона также снабжаются фасками с такими параметрами, как 0,5 см глубины и 3 см длины. Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка.

После этого работу по сборке можно считать завершенной. Чтобы проверить работоспособность станка, рекомендуется взять заготовку из мягкой стали с толщиной до 1,5 мм. Стоит отметить, что цена станка для гибки металла покупного может доходить до 2000$.
Процесс сгибания листов
Конструкция самодельного станка может также состоять из таких частей, как станина, гайка-маховик, лист для сгибания, прижим, струбница, пуансон для обжима. Для того чтобы работать на таком типе станка, необходимы определенные знания и навыки. Преимуществом использования этого агрегата будет то, что он позволит сохранить металл в целостности, в отличие от той же сварки.

В процессе сгиба металла происходит следующее: наружные слои металлической заготовки растягиваются, а вот внутренние, наоборот, сжимаются. Важно, что для изгиба металлической заготовки необходимо приложить такое усилие, которое будет больше, чем предельная упругость материала. При помощи станков для гибки металлов как раз и можно добиться выполнения этого условия. К преимуществам готового продукта, то есть гнутых листов, можно отнести следующие факторы:
- наличие высокой прочности конечного продукта;
- возможность получения цельной конструкции без сварных швов, болтовых соединений и т.д.;
- исключается возможность появления коррозии, так как нет повреждений металла в процессе сгиба;
- возможность получения нужного угла, без создания сварного шва.
Вывод
Наличие такого оборудования дома значительно упрощает работу с металлическими заготовками. Однако при эксплуатации этого устройства крайне важно знать и придерживаться техники безопасности. Цена станка для гибки листового металла, выполненного своими руками, будет также значительно ниже, чем покупного. Потратиться придется лишь на те материалы, которых не окажется под рукой и их придется купить.
fb.ru
Простейший самодельный гибочный станок листового металла
Главная страница » Своими руками » Листогибочный станок своими руками » Простейший самодельный гибочный станок листового металла
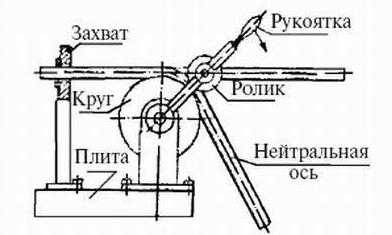
Как работает простейший самодельный гибочный станок листового металла, знает каждый, кто хоть немного слесарничал. Его схема приведена на рисунке.
Схемы работы простейшего листогиба.
Изготовить его своими руками не составляет большого труда (если вы, конечно, с металлом на «ты» и имеете некоторые слесарные навыки). Строго говоря — это приспособление, а не станок. Но, многие называют его станком. Поэтому, будем применять оба термина.
Конструкция листогиба
На рисунке показан эскиз простейшего самодельного гибочного станка листового металла. Конструкция его настолько проста, что не требует пояснений.
Эскиз самодельного листогиба.
Такое приспособление не способно обрабатывать толстый материал, оно проработает очень недолго, да и то, что на нём будет изготовлено, не будет отличаться точностью гиба. Но для изготовления небольшой партии гаражно-дачно-домашних поделок оно вполне может быть применено.
Для практической реализации такого проекта следует предусмотреть крепление приспособления к станине (основанию). Удобнее всего это можно осуществить путём крепления в слесарных тисках (естественно, установленных на слесарном верстаке) заднего (неподвижного) уголка. Для этого его следует удлинить либо стальной пластиной толщиной 5…6 мм либо прочной доской (можно использовать любой другой подходящий материал, который окажется под руками). Возможно крепление непосредственно к верстаку (смотри рисунок ниже).
Комплектация листогиба
Для изготовления самодельного гибочного станка листового металла можно использовать уголок 50 мм х 50 мм толщиной 5 мм (можно швеллер). Размер уголка указан с запасом, но в этом случае он (уголок в данном случае называется прижимной планкой) не будет деформироваться (деформация прижимной планки приводит к образованию «пузырей» на заготовках).
Ремонт приспособления предлагаемой конструкции будет заключаться лишь в замене дверных петель. Кстати, дверные петли можно использовать старые — всё равно потом выбрасывать: главное, что бы «не болтались», то есть не имели большого люфта. Но, они должны быть, по-возможности, самые «мощные» (для тяжёлых и больших дверей). Крепить их следует на винтах М6 с потайной головкой (не забудьте поставить шайбы: гладкую и гровер).
Ручки прижимной планки следует изготовить из прочного и лёгкого материала (вам их придётся перемещать своими собственными руками) Ø 12…20 мм (как вам удобнее или что будет под руками).

Наш листогиб в действии.
Заключительные операции
После сварки обязательно удалите нагар карщёткой.
Окончив сборку, снимите заусеницы (напильником или любым другим подручным инструментом) и «завалите» кромки – что бы «вещь было приятно взять в руки».
Инструментом будет приятно пользоваться, если его покрасить. Этим вы, кроме эстетических свойств, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской не забудьте произвести очистку (в том числе и обезжиривание) металлических поверхностей.
И заключительная операция – это смазка петель. Можно использовать любую консистентную смазку (жировую, литол и т. п.). Желаем вам успехов!

Ещё одна конструкция самодельного ручного листогиба.
А если после прочтения статьи вы решите, что может быть проще купить готовый листогибочный станок, то посмотрите где можно купить, на этой странице.
ipmet.ru