Электроды для начинающих сварщиков: Какие электроды лучше – подсказки и рейтинг
Выбираем сварочные электроды | Другие инструменты | Блог
Электроды – устройство и принцип действия.
Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.
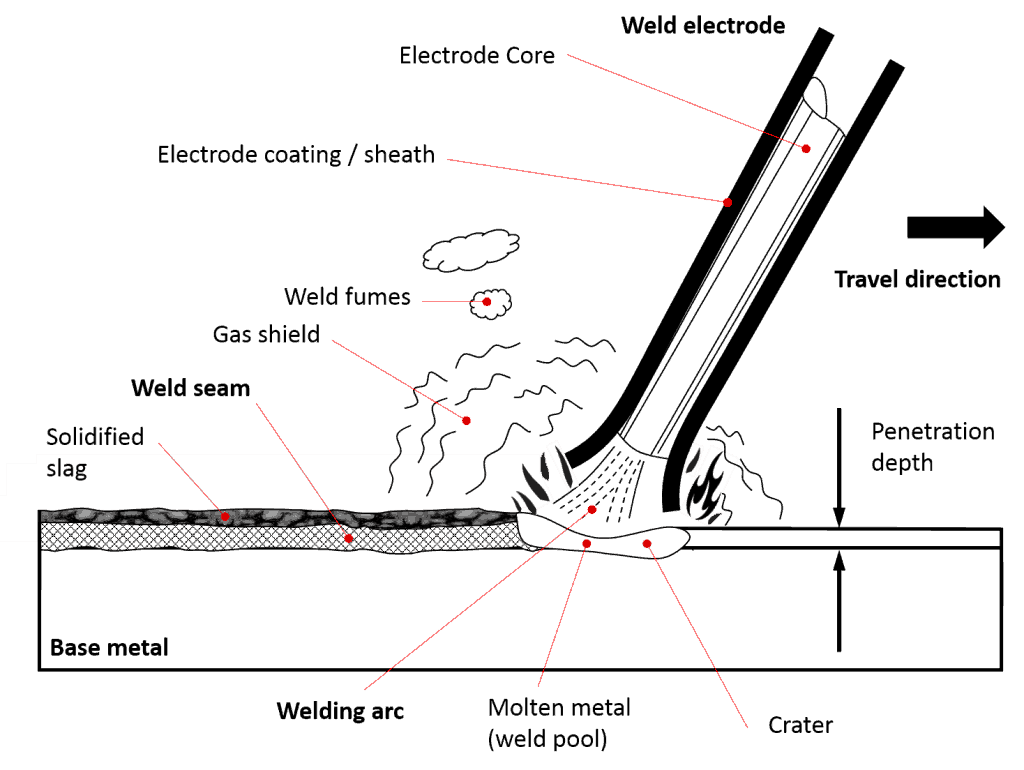
Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки — шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.
При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» — к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Характеристики электродов.
Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.
Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение.Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление, относительное удлинение, ударная вязкость и предел текучести. При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.
Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.
Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.
Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.
Положение сварки.Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.
При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Покрытие большинства электродов боится влаги, варить «подмоченными» электродами намного сложнее – пока он не прогреется и не просохнет, будут происходить постоянные залипания и потери дуги. Поэтому покупку лучше производить в магазинах, обеспечивающих правильные условия хранения. Покупая электроды, осматривайте упаковку: цел ли полиэтилен упаковки, нет ли следов воздействия влаги на картонной коробке. Набравшие влагу электроды можно высушить в обычной духовке, но лучше все же подмокшие электроды не покупать.
Варианты выбора.
Начинающим сварщикам стоит выбирать [url=»http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baij]электроды с рутиловым покрытием.
При повышенных требованиях к будущему шву следует обратить внимание на [url=»http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baj0]электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из [url=»http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baid]электродов, работающих на переменном токе.
Самые [url=»http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=balt]дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.
Самые [url=»http://www.dns-shop.ru/catalog/17aa1b7e16404e77/elektrody/?p=1&i=1&f=baiy]дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.
Самые популярные электроды для сварки, как новичку, так и мастеру
 Самые популярные электроды для сварки, как новичку, так и мастеру
Самые популярные электроды для сварки, как новичку, так и мастеруВопросы, касающиеся качества расходных материалов для сварки, чаще всего задают новички. Какие электроды для сварки самые лучшие? Какие электроды больше подходят для сварки труб и инвертором? Поэтому в данной статье будут перечислены самые популярные электроды для сварки, которыми пользуются опытные сварщики.
Для начинающих сварщиков, которые только осваивают азы электросварки, наиболее предпочтительно использовать в работе
Какие электроды самые хорошие для новичков
Варить электродами с рутиловым покрытием несколько проще, поэтому именно они чаще всего пользуются большой популярностью среди новичков.

К самым популярным маркам рутиловых электродов, относятся:
- Электроды АНО-4;
- Электроды UTP 65D;
- Электроды МР-3;
- Электроды ОК 46.
Все вышеперечисленные марки электродов имеют лёгкий розжиг и стабильное горение сварочной дуги. При сварке образуется небольшое количество шлака, и нет сильного разбрызгивания металла. Сварочный шов получается ровным и с небольшим количеством дефектов.
Электроды для бытовой сварки
С появлением лёгких и мобильных сварочных инверторов, электросварка пошла в массы и стала легкодоступной для бытового использования. Для сварки в домашних условиях наибольшее предпочтение отдаётся электродам АНО, которые хорошо ладят практически с любыми видами сварочных инверторов.

Также для бытовой сварки неплохо себя зарекомендовали электроды МР-3. Данная марка электродов отличается своей универсальностью и простотой в использовании. Варить электродами МР-3 можно даже плохо очищенный от ржавчины металл.
А вот электроды УОНИ — достаточно «капризные» и к работе с ними нужно привыкнуть. Сварка данными электродами лучше всего даётся опытным сварщикам, ну а качество полученного шва, как всегда на высоте.
Электроды для сварки нержавейки
Из нержавейки делается огромное количество всевозможных изделий. Что-то со временем из этого приходится ремонтировать посредством сварки. По этой причине задаётся много вопросов о том, какими электродами можно варить нержавейку.

Вот самые популярные электроды для сварки нержавейки:
- НЖ-13;
- ЦЛ-11;
- ОЗЛ-8;
- ЦТ-15;
- ЭА-400/10Т.
Использовать обычные электроды для сварки нержавеющей стали крайне не рекомендуется, поскольку такое сварочное соединение поржавеет через время.
Электроды для сварки труб
Сварка труб — наиболее сложный технологический процесс, качество которого зависит от опыта сварщика и хороших электродов.

Для сварки труб наибольшей популярностью пользуются следующие марки электродов:
- УОНИ-13/55;
- ЗИО-20;
- ЦУ-5;
- ТМЛ-1У.
Хорошие отзывы получили и электроды LB-52U, которые используются для сварки газопроводов под давлением и ответственных резервуаров из стали.
Какими электродами можно варить чугун
Наибольшие трудности возникают при сварке чугуна. Мало того, что чугун можно варить не любыми электродами, так ещё и электроды по чугуну должны соответствовать определённому виду данного металла. Чугун бывает высокопрочным, серым и ковким.

Ниже, на сайте mmasvarka.ru представлены самые популярные электроды для сварки чугуна в домашних условиях:
- ЦЧ-4;
- МНЧ-2;
- ОК 92.18;
- ОЗЖН-1;
Все вышеперечисленные электроды, предназначены для сварки чугунных изделий. Данные марки электродов зарекомендовали себя с положительной стороны и пользуются особой популярностью у опытных сварщиков.
Поделиться в соцсетях
Какие электроды лучше для сварки инвертором?
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.

Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.

Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.

Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.

Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.

Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
[Всего: 2 Средний: 2.5/5]Как правильно варить сваркой электродами: виды и технологии
Для образования электрической дуги для сварочного процесса необходимы токопроводящие элементы — две детали, подлежащие сварке, и электрод. Электрическая дуга появляется при их соприкосновении, и сразу начинают одновременно плавиться металл изделия и конец электрода. Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Умение, как правильно варить сваркой электродами, приходит с опытом. Промышленность выпускает большое разнообразие этого инструмента в зависимости от диаметра, технологии процесса, наличия покрытия. Существенным является и ценовое различие. Для ответственных конструкций выбор более дорогого варианта окупит себя получением надежного соединения и сведением к минимуму возникновение дефектов.

Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.

Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.

Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.

Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.

Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.

Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода.

Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.

Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.

После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.

Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.

Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.

Преимущества метода
К достоинствам сварки электродом относятся:
- возможность сваривания при всех положениях шва в пространстве;
- возможность соединения деталей, выполненных из разных материалов;
- формирование шва в труднодоступных местах;
- легкость обучения, как варить сваркой электродами;
- возможность сваривания деталей различной толщины;
- простота технологии;
- невысокая стоимость.
Недостатками являются вредные условия работы, низкая производительность, зависимость качества получаемого шва от квалификации сварщика.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Интересное видео
Электросварка электродами для начинающих: как правильно варить
 Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
 Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
 Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.

Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить
 В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки
 После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см. Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.

Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
 Слишком быстрое перемещение электрода, при этом образуется неровный шов.
Слишком быстрое перемещение электрода, при этом образуется неровный шов.- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
 Слишком быстрое перемещение электрода, при этом образуется неровный шов.
Слишком быстрое перемещение электрода, при этом образуется неровный шов.Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
всё, что вы хотели знать
Ручная дуговая сварка с применением инверторного сварочного оборудования — самый популярный метод соединения металлов среди начинающих сварщиков. Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.

Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Содержание статьи
Сварочный аппарат и экипировка
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.

Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
Технология сварочных работ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички. Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.

Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки — основная, рутиловая и кислая. Электросварка электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет углекислый газ, который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много шлака и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные виды швов. Вы можете видеть их на картинке ниже.

Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. Горизонтальный шов похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Вертикальные швы еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные трубы? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать — больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем. Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.

Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные электроды (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести электрод на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип — углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.

На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
Вместо заключения
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
Сварочные стержни для стержневой сварки
Недавно я стоял в своей мастерской и размышлял, какой сварочный стержень для сварки штангой лучше всего выбрать.

Сварочные стержни
Итак, я провел поиск. И поскольку я нашел так много информации о сварочных электродах, я создал это резюме.
Ниже я покажу вам, что такое сварка штучной сваркой. Также вы узнаете, чем отличаются самые распространенные сварочные стержни.Кроме того, я объясню вам кодировку всех цифр в классификации AWS стержневых электродов и какой материал покрытия обеспечивает каждый электрод.
Кроме того, здесь вы можете начать свое исследование о том, какой тип сварочного стержня подходит для вашего применения.
Итак, давайте начнем с нашей первой главы, чтобы узнать, что такое сварка стержнем.
Что такое ручная сварка?
Сварочные электроды — это расходные сварочные стержни, используемые в сварочных проектах, а также аппараты для сварки металлов в процессе сварки стержнем.
Процесс электродной сварки также называется дуговой сваркой защищенного металла (SMAW).
Взгляните на изображение ниже, чтобы увидеть типичную установку для сварки штангой.
При сварке штучной сваркой у вас есть сварочный аппарат с кабелем электрода и кабелем заземления. Кабель электрода соединяет электрододержатель с машиной. Кабель заземления с зажимом заземления крепится к заготовке. Электрододержатель удерживает сварочный электрод.

Установка для сварки штангой
назад в меню ↑Как работает электродная сварка?
После включения через сварочный стержень проходит электрический ток, который создает дугу.Во время сварки штангой сварочный электрод расходуется. Из-за тепла от сварочной дуги металл разжижается и кладется поверх основного металла (= сварной шов).
Защитный газ от сварочного электрода помогает избежать окисления металла в сварочной ванне и делает процесс сварки более надежным.
Сварка палкой сварочным стержнем
назад в меню ↑Отличия сварочных электродов
Сварочные электроды различаются следующими свойствами:
- Размер (диаметр и длина)
- Предел прочности на разрыв
- Состав основного материала
- Состав материала покрытия
- Положение при сварке
Размеры сварочного стержня
Типичные размеры стержней: 5/64, 1/16, 1/8, 3/32, 5/32, 3/16, 7/32, 1/4 и 5/16 дюйма.Чем толще стержень, тем выше должна быть ваша сила тока. Таким образом, если вам нужно сваривать тонкие металлические листы, вы также должны предпочесть тонкие сварочные стержни. Длина обычно составляет от 12 дюймов до 18 дюймов.
Взгляните на следующие таблицы, чтобы увидеть типичные размеры диаметров и длин сварочных стержней в дюймах и мм.
-
- Типичные диаметры сварочных электродов

-
- Типичная длина сварочного электрода

Предел прочности
Предел прочности на разрыв, то есть способность выдерживать без разрушения, является одним из основных различий между каждым стержнем.
Обычно предел прочности на разрыв каждого стержня может составлять от 60 000 до 70 000 фунтов на дюйм. Кроме того, в зависимости от количества будут различаться покрытие стержня, сварочный ток и глубина проплавления сварного шва.
Материал сердечника сварочного стержня
Обычно сварочный стержень состоит из сердечника проволоки и дополнительного флюсового покрытия (покрытия). Например, для электродов, покрытых мягкой сталью, сердечник обычно состоит из низкоуглеродистой стали.

Поперечное сечение стержня
Покрытие сварочного электрода
Покрытие сварочного электрода выполняет 10 основных функций.Что делает покрытие сварочного стержня:
- Предотвращает окисление сварочного стержня
- Защищает расплавленный металл от кислорода и азота
- Стабилизирует дугу
- Формирует дуговую струю
- Регулирует скорость плавления
- Удаляет оксиды и примеси из сварочной ванны
- Влияет на механические свойства сварного шва (предел прочности / пластичность…).
- Влияет на положение при сварке (например, сварка над головой с использованием соединений титана)
- Обеспечивает шлак
- Изолирует сердечник провода (предотвращает короткое замыкание при сварке в узких отверстиях)
Позиция для сварки
Многие из них могут занимать любую позицию и очень универсальны в зависимости от сварного шва.
Теперь взгляните на следующую главу, где я объясню вам различные типы сварочных стержней:
назад в меню ↑Классификация сварочных стержней
Согласно AWS Американского общества сварки типы сварочных стержней стандартизированы. Классификация штанг AWS состоит из буквы и четырех следующих за ней цифр. Например, взгляните на следующее изображение:

Классификация сварочного стержня
Если у вас электрод E6011, буква E соответствует электроду.1-я и 2-я цифры указывают на минимальную прочность на разрыв (какова прочность на разрыв?) Вашего электрода. В этом примере это будет 60 000 фунтов на квадратный дюйм. Третья цифра указывает на подходящие сварочные позиции. Четвертая и последняя цифра дает информацию о типе покрытия сварочного стержня и соответствующем сварочном токе (AC / DC, DC-, DC +)
Если вы возьмете наиболее распространенные сварочные стержни и расшифруете классификационную информацию, вы получите следующую таблицу классификационного списка, которая содержит тип покрытия, положение сварки и соответствующий сварочный ток:

Таблица классификации электродов
DC + также называется DCEP (= положительный электрод постоянного тока), а DC- также называется DCEN (= отрицательный электрод постоянного тока), в то время как AC означает переменный ток.
Еще я хотел бы упомянуть, что влагостойкие электроды можно узнать по суффиксу «R».
назад в меню ↑Типовые типы сварочных стержней
 Ниже вы найдете подборку хорошо известных сварочных стержней и их типичные сценарии использования.
Ниже вы найдете подборку хорошо известных сварочных стержней и их типичные сценарии использования.
Перед тем, как выбрать подходящий электрод, необходимо определить тип используемой углеродистой стали:
- Низкоуглеродистая сталь: содержание углерода от 0,05 до 0,30% (= мягкая сталь)
- Среднеуглеродистая сталь: 0.3–0,8% углерода
- Высокоуглеродистая сталь: 0,8–2,0% углерода
Как правило, увеличение содержания углерода снижает свариваемость. Высокоуглеродистые стали требуют лучшей подготовки, например предварительного нагрева и последующего нагрева при сварке.
6010 сварочный стержень
Известный как один из наиболее распространенных сварочных стержней, сварочный стержень 6010 подходит для использования с грязным или корродированным металлом.
В частности, он может глубоко проникать почти в любой металл и имеет предел прочности на разрыв 60 000 фунтов на квадратный дюйм.
Более того, 6010 работает только на DCEP, что обеспечивает плавность хода. Немного отслаивается шлак, и шток легко ударяется. Сварочный настил, пронизывающий толщину металла в балку, является оптимальным выбором при использовании этого прутка. Если у вас нет кислородно-ацетиленовой установки, 6010 облегчит эту работу с помощью переносного резака. Электроды горят с очень высокой скоростью, что отлично подходит для сварки мостов и балок. Это дает 6010 преимущество перед другими удилищами.
Недостатки использования этого стержня включают то, что он может использоваться только с постоянным током + ток, поскольку он имеет покрытие из целлюлозы натрия.Более того, дуга может быть очень плотной, что затрудняет работу новичков, которые не знают, как контролировать такую дугу. Кроме того, если он промокнет, вам, возможно, придется купить новый, поскольку он будет поврежден.
В целом, 6010 — отличный выбор для создания великолепных сварных швов.

Сварочный стержень Forney 31610 E6010, 1/8 дюйма, 10 фунтов
- Пруток для сварки в любых положениях с дугой копания, глубокое проплавление грязных, ржавых и окрашенных материалов
- Идеально подходит для соединений, требующих глубокого проплавления, таких как стыковые сварные швы с квадратной кромкой, подходит для вертикальной и потолочной сварки легким шлаком.
в наличии
6011 сварочный стержень
Сварочный стержень 6011 — еще один распространенный стержень, который иногда ошибочно принимают за 6010, поскольку они близки по периметру.6011 — отличный выбор для повседневных сварочных работ, потому что он очень легко поражает и может использоваться для многих проектов, таких как сварка настилов. Сварочный пруток 6011 действительно имеет широкий спектр применения, в том числе для низкоуглеродистой стали, оцинкованной стали и некоторых низколегированных сталей. Его прочность на разрыв составляет 60 000 фунтов на квадратный дюйм.
Более того, у него есть преимущество, если у вас есть машина только переменного тока, поскольку она работает на положительном электроде постоянного тока (DCEP). Этот стержень не работает от постоянного тока и имеет покрытие из целлюлозы натрия.
К недостаткамможно отнести то, что шлак труднее отколоть, и он работает менее гладко при корневых проходах труб. 6011 так же силен, как 6010, и может использоваться в нескольких положениях.
Сварочный стержень Forney 31210 E6011, 1/8 дюйма, 10 фунтов
- Изделие: сварочный стержень 10LB 1/8 6011
- Простота использования
- Сварка во всех положениях, универсальный стержень для глубокого проплавления и быстрого замораживания грязных, ржавых и окрашенных материалов
- Плавное смачивание и распространение дуги с хорошим разбрызгиванием, обеспечивающее быстрое наплавление и более плоский контур, обеспечивающий более высокую скорость перемещения ^ Требуется минимальная подготовка поверхности
Бесплатная доставка
в наличии
6013 сварочный стержень
Сварочный пруток 6013 действительно имеет широкий спектр применения, включая низкоуглеродистые и среднеуглеродистые стали, гальванизированные стали и некоторые низколегированные стали.

Сварка штангой
Обычно используется в сочетании с небольшими сварочными аппаратами начального уровня, сварочный стержень 6013 представляет собой универсальный стержень, способный выдерживать давление свыше 60 000 фунтов на квадратный дюйм.
Последние 2 цифры 13 обозначают покрытие на электроде с высоким содержанием диоксида титана и калия, которое, в свою очередь, легко совместимо с постоянным током +, постоянным и переменным током. Сварочный стержень E-6013 иногда называют универсальным, поскольку он очень универсален. Это один из наиболее часто используемых стержней в сварочных школах.
Подходит для более тонких металлов, 6013 обеспечивает легкое и среднее проплавление, а шлак удаляется очень быстро. Удилища 6013, как правило, очень чистые и визуально привлекательные.
Обязательно используйте этот тип стержня только с чистыми металлическими листами, в отличие от стержней 6010 и 6011.
С другой стороны, аналогично другим удилищам: при контакте с водой они повреждаются.
.лучших сварщиков для начинающих (2020): обзоры начального набора для хобби

Если вы только начинаете заниматься сваркой или являетесь сварщиком-любителем, которому нужно новое оборудование, то важно сосредоточиться на основах …
Вам нужен надежный сварочный аппарат, который поможет без лишних хлопот выполнить ваш проект.
Сегодня на рынке есть несколько хороших сварщиков. Мы поможем вам найти лучшего сварщика для начинающих и сварщиков-любителей, чтобы удовлетворить ваши конкретные потребности.
Однако:
В этой категории легко сосредоточить внимание на цене сварщика как на главном пункте разделения продукта. Но дешевый сварщик не всегда хороший сварщик для новичков или любителей.
Наш первоклассный стартовый комплект для сварщиков — это Campbell Hausfeld 115V Arc / Stick Welder , который с его гладкой дугой поможет вам дать толчок вашему следующему проекту или вашему желанию выполнять качественную сварку.
Обзоры лучших сварщиков для начинающих в реальной жизни Обзоры
1.Campbell Hausfeld 115V Сварочный аппарат
Сварочный аппарат Campbell Hausfeld для стержневой сварки обладает большей мощностью, чем вы думаете.
Рабочий цикл составляет всего 20% при 50 А, но этого достаточно для любительской сварки, мелкого ремонта или завершения уроков.
Plus:
Он работает от стандартной бытовой электросети и имеет шнур питания, длина которого составляет около 5 футов.
Нам очень понравилась встроенная в агрегат тепловая защита от перегрузки, которая предотвращает его перегрев.Преобразование начинается плавно, дает хорошую дугу и предлагает увлекательный опыт для всех новичков.
ПРОВЕРЬТЕ ТЕКУЩУЮ ЦЕНУ2. Chicago Electric Welding Systems Сварочный аппарат MIG / Flux Wire
Если вы готовы попробовать свои силы в более мощной сварке, чем предлагает большинство начинающих сварщиков, мы рекомендуем Chicago Electric MIG Wire Welder .
Требуется розетка на 240 вольт, так что примите это во внимание перед покупкой. Взамен вы сможете получить до 170 ампер сварочного тока для вашего следующего проекта.
Внешний вид:
Это аппарат для сварки флюсовой проволокой MIG с рабочим циклом 60% при 60 А или 20% при 110 А, со встроенной тепловой защитой от перегрузки. Он отлично справляется со сваркой мягкой и нержавеющей стали. Мы не были разочарованы и не думаем, что вы тоже.
Если вы готовы найти лучшего сварщика для начинающих, вам просто необходимо приобрести Chicago Electric, тем более что он предлагает больше мощности, чтобы вы могли улучшить свои навыки сварки, когда вы будете готовы к более сложным проектам.
ПРОВЕРЬТЕ ТЕКУЩУЮ ЦЕНУ3. Detroit Torch & Mfg. Welding and Cutting System
Это еще один расширенный вариант для начинающих сварщиков TIG. Уникальная пистолетная рукоятка сварочного и режущего горелок снижает усталость рук, позволяя оператору сосредоточиться на создании чистого реза или сварки.
Он работает на 4 фунтах кислорода и 4 фунтах ацетилена, которые необходимо покупать на месте. Спусковой крючок для кислорода расположен прямо на рукоятке, поэтому элементы управления находятся прямо у вас под рукой.
Меньший выброс, лучшая точность и меньше отходов. Это солидное вложение, которое сегодня должен рассмотреть любой серьезный сварщик.
ПРОВЕРЬТЕ ТЕКУЩУЮ ЦЕНУ4. Многофункциональный сварочный аппарат Sun Gold Power
В этом инверторном сварочном аппарате используются одни из самых современных технологий, но по одной из лучших цен в нашей отрасли.
Он оснащен высокочастотной дугой с легким запуском, которая увеличивает срок службы вольфрама, а также системой охлаждения с вентилятором, которая помогает улучшить рабочий цикл.Он гарантированно запускается каждый раз.
Мы обнаружили, что это надежный сварщик с точки зрения сварки TIG и MMA с его способностями к высокочастотному постоянному току.
С вариантами мощности до 200 ампер у вас будет много возможностей для обучения и развития на этом оборудовании.
УЗНАЙТЕ ТЕКУЩУЮ ЦЕНУ5. Blue Demon BLUEARC-90STI
Этот инверторный сварочный аппарат предоставляет операторам возможность сварки TIG по невероятной цене.
С этим замечательным маленьким сварщиком можно сваривать множество вариантов твердой наплавки, хотя сварка штангой, безусловно, является его основным преимуществом.Выходная мощность в 90 ампер является высокой и стабильной, хотя вам необходимо разместить этот сварочный аппарат в хорошо вентилируемом помещении, чтобы максимально увеличить рабочий цикл.
Это машина только для постоянного тока, которая хорошо работает со стержнями 3/32, что отлично подходит для обучения.
ПРОВЕРЬТЕ ТЕКУЩУЮ ЦЕНУ6. Lincoln Electric K2185-1 Handy MIG Welder

Если вы только начинаете изучать сварку MIG, вам необходимо оборудование, которое может быть очень щадящим. Любителям также нужен сварщик, достаточно сильный, чтобы дать им мощность, необходимую для сложных проектов.
Оба оператора останутся довольны этим сварочным аппаратом. Он может сваривать низкоуглеродистую сталь толщиной до 1/8 дюйма и обеспечивает сварку сердечника из флюса и защитного газа d
.5 самых популярных в сентябре 2020 года!
Ручная сварка также известна как дуговая сварка экранированного металла (SMAW) или покрытый электрод. Это наиболее широко используемая и популярная форма сварки, которая применяется во многих процессах дуговой сварки. Сварка палкой использует электрод фиксированной длины с источником электроэнергии для соединения различных металлов.
5 лучших сварочных аппаратов на 110 В:
- — лучший сварочный аппарат на 110 В
1105 В список лучших сварщиков
ОТЗЫВЫ, КОТОРЫМ МОЖНО ДОВЕРЯТЬ
Вся информация и мнения, которые вы найдете на Mechanicguides.com создан командой автомобильных журналистов и независимым механиком Стива «Уипа» Уиппла с 11-летним опытом работы в автомобильной промышленности. Мы изучаем последние исследования рынка, общаемся с экспертами и опираемся на собственный практический опыт, чтобы предоставить вам обзоры и руководства, отражающие то, с чем вы столкнетесь в своем гараже. Более подробную информацию о команде смотрите здесь.
Сердечник электрода состоит из твердого металлического стержня, окруженного смешанным связующим покрытием из минеральных соединений и металлических порошков, используемых в качестве флюса.Стержень с сердечником проводит электрический ток к дуге и плавится под действием тепла, обеспечивая таким образом присадочный металл для соединения.
Лучшие сварочные аппараты на 110 В Обзоры
— Лучшие аппараты для сварки 110 В
Forney Easy Weld 298 Дуговая сварка 100ST, 120 В, 90 А, Зеленый- Система питания инвертора
- Входное напряжение 120 В и Выход 90 ампер
- Возможность сварки TIG (продается отдельно)
- Работает со стержнем диаметром до 1/8 дюйма
- Нажмите на синее имя (BY FORNEY) выше под заголовком, чтобы просмотреть наш полный каталог сварочных аппаратов, абразивных материалов, цепей / проволоки Веревка, инструменты и многое другое!
Производительность
Дуговый сварочный аппарат Forney Easy Weld 100 ST, 120 В, 90A — это сварочный аппарат Stick / TiG, который сваривает 16 калибра до 5/16 дюйма и может работать с электродом от до 1/8 дюйма .
Эта модель поставляется с резаком , а ее вес составляет всего 10 фунтов. , поэтому его очень легко транспортировать. Это универсальный аппарат для дуговой и TIG-сварки, поэтому вы получаете преимущества двух миров в одном устройстве.
В этой модели используется инвертированная мощность , что делает ее легкой и простой в использовании. Это отличная стартовая модель, а также универсальный универсальный сварочный аппарат. Easy Weld имеет вход 120 вольт с выходом 90 ампер и может работать в режиме сварки TIG.
Размеры блока 12 ″ x 5,5 ″ x 10, 0,5 ″ , он поставляется с держателем электрода 8 дюймов и зажимом заземления 8 дюймов . В этой модели не используется ножная педаль, а рабочий цикл составляет 30% @ 80A .
Характеристики
- Устройство для ручной сварки / дуговой сварки TIG (горелка для сварки TIG в комплект не входит)
- Сварочные швы размером 16 до 5/16 ″
- Портативный
- Обрабатывает электрод до 1/8 дюйма
- Вход 120 В, 90 AMP output
- Включает: 8 ‘электрододержатель и 8’ заземляющий зажим
- На этом станке педаль не работает
- Рабочий цикл 30% @ 80A
Рекомендации
Какая исключительная начальная модель или модель для дома для быстрое приложение.
Forney 235 AC / DC сварочный аппарат, аппарат для дуговой сварки, 230 В, 230/180 ампер
- ГОТОВ К РАБОТЕ — сварочный аппарат Forney 235 AC / DC полностью готов к работе прямо из коробки! Требуется только сборка ручки. 60 Гц, однофазная входная мощность.
- ПРОСТОТА В ИСПОЛЬЗОВАНИИ — соединение типа Dinse обеспечивает легкую смену полярности и ремонт кабеля.
- МОЩНОСТЬ — AC / DC CC сварка толщиной от 24 до 1/2 дюйма (127 мм) при выходной мощности от 30 до 235 ампер.
- БОЛЬШОЙ РАБОЧИЙ ЭЛЕМЕНТ — 15 ‘сварочный кабель и электрододержатель, 15’ кабель заземления и зажим и 15 ‘шнур питания создают большую и удобную рабочую зону
- DUTY CYCLE — 20% при 230 А и 50% при 150 А для низкоуглеродистой и нержавеющей стали и чугуна (с подходящими электродами)
Производительность
Сварочный аппарат Forney 235 AC / DC представляет собой превосходное универсальное устройство для сварки штангой, которое универсально и сваривает от 24 до ½ дюйма толщина при от 45 до 235 ампер .
Рабочие циклы этой модели: 20% при 235 А , 50% при 150 А переменного тока , 20% при 180 А и 35% при 135 А постоянного тока .
Эта модель работает с высокой выходной мощностью 200+ ампер и оснащена переключателем включения / выключения с подсветкой и вентилятором системы охлаждения для надежности работы.
Машина весит твердые 108 фунтов. , так что это не портативный легкий прибор. Тем не менее, это мощный аппарат для дуговой сварки, который поставляется с держателем электродов с кабелем длиной 10 футов и зажимом заземления кабеля длиной футов .
235FI поставляется с вилкой 50 А и шнуром питания 8,2 футов .
Характеристики
- Разъемы типа Dinse позволяют легко заменять кабель и менять полярность
- Кабель питания, кабель заземления и электрододержатель имеют длину 15 футов, что обеспечивает большую рабочую зону.
- Сварка до 1/2 дюйма переменного тока / 3 / 8 ”, металлический постоянный ток
Рекомендации
Это лучший аппарат для дуговой сварки, который используется профессионалами во многих отраслях и во многих областях.
Сварочный аппарат, 110 В, 200 Ампер, IGBT AC DC Сварщик для начинающих с ЖК-дисплеем Использование сварочного стержня Оборудование Инструменты Аксессуары……
- 【★ Простота сварки】 Аппарат для дуговой сварки прост в использовании, новичок также может хорошо работать.
- 【★ Energy Saving King】 Сварка в течение всего дня — это не проблема, энергосберегающая конструкция, она применима для сварки всех видов черных металлов, таких как углеродистая сталь, среднеуглеродистая сталь и легированная сталь.
- 【★ Портативный дизайн】 Маленький размер, но большая мощность, это не просто сварочный аппарат, а произведение искусства.
- 【★ Удовлетворение гарантировано】 Мы предлагаем 3 гарантии и дружественное обслуживание клиентов. Примерно 65% -85% цикл
- 【★ OEM и ODM】 Свяжитесь с нами, у нас большой производственный опыт, передовое техническое обслуживание, отличное сырье.
Производительность
S7 — отличный стартовый комплект для начинающих сварщиков, но он также является устройством с хорошими характеристиками сварки и хорошим соотношением цены и качества.
S7 — это очень простой и недорогой сварочный аппарат , 110 В, 200 А, , который сваривает 16 калибра до 5/16 дюйма и может работать с электродом от до 1/8 дюйма .
Эта модель поставляется с оберткой для фонарика и весит всего 8 фунтов , поэтому ее очень легко транспортировать. Это универсальный аппарат для дуговой и TIG-сварки, поэтому вы получаете преимущества двух миров в одном устройстве.
В этой модели используется инвертированная мощность, что делает ее легкой и простой в использовании. Это отличная стартовая модель, а также универсальный универсальный сварочный аппарат. S7 имеет вход 110 вольт и выход 200 ампер .
Характеристики
- Сварочный аппарат ARC
- Сварка 16 калибра до 5/16 ″
- Портативный
- Обрабатывает электрод до 1/8 дюйма
- Вход 110 В, выход 200 А
Рекомендации
Это это универсальная модель с очень простыми характеристиками, которая идеально подходит для новичка.
Дуговой сварочный аппарат, сварочный аппарат 200 Инверторный сварочный аппарат IGBT с ЖК-дисплеем, сварочный аппарат переменного тока-постоянного тока, 110 В, 200 ампер, Мини-костюм сварщика, сварочный стержень 2,5–3,2 мм с принадлежностями Инструменты
- 【Простой в эксплуатации】 Интеллектуальный сварочный аппарат постоянного тока , Просто нужно использовать одну кнопку, очень просто управлять этим мини-сварочным аппаратом, легко начать любые сварочные работы, не нужно беспокоиться, даже если вы новичок
- 【Высокое качество】 Эти выдающиеся сварочные аппараты используют передовую инверторную технику, технику ширины импульса и отличную сырье , у него будет более длительный срок службы и более высокая эффективность, чем у других обычных сварочных аппаратов на рынке
- 【Идеальный дизайн】 Эти инверторные сварочные аппараты имеют миниатюрный корпус и легкий вес, а также большую мощность, высокую энергоэффективность, почти идеальный внешний вид и внутреннюю часть дизайн
- 【Безопасно】 Этот аппарат для дуговой сварки 110 В, 200 А имеет внутреннее защитное оборудование для предотвращения перегрева, перегрузки по току, отсутствия коллажа и т. д.Для обеспечения безопасной эксплуатации
- 【Гарантия качества】 Мы фабрика! У нас есть 10-летний профессиональный опыт производства сварочных аппаратов, 3-летняя гарантия, будьте уверены, покупайте
Performance
Сварщик Hiwension использует передовую инверторную технологию в сочетании с широтно-импульсной модуляцией и высокой рабочей частотой . Эта модель исключительно компактна и легка.
Отличительными особенностями этого продукта являются схем защиты от перегрева, перегрузки по току, перенапряжения и пониженного напряжения .
В высокочастотном трансформаторе используются сварочные прутки 2,5–3,2 мм и работают с черными металлами и алюминием.
Параметры сварки включают входное напряжение / частоту 90–130 В переменного тока ± 15% (50–60 Гц) . Напряжение холостого хода установлено на 65 В, , а диапазон тока составляет от 30 А до 130 ампер с рабочим циклом 80% .
Вы можете использовать наложенный электрод размером от 1,6 до 3,2 мм
Упаковка:
Характеристики
- Аппарат для дуговой сварки
- Входное напряжение / частота: 90–130 В переменного тока ± 15% / 50–60 Гц
- Нет -напряжение нагрузки: 65 В
- Диапазон тока: 30A-130A
- Рабочий цикл: 80%
- Вес 7.75 фунтов
Рекомендации
Отличная небольшая упаковка по приятной цене.
Производительность
Если вы ищете отличный недорогой аппарат, то этот китайский дуговой сварочный аппарат 110 В 60 Гц поставляется с напряжением холостого хода 48 В и имеет входную мощность 4,8 AKV .
Номинальный рабочий цикл установлен на 10% при 100 А , а размеры используемых электродов находятся в пределах 1.От 6 мм до 2,5 мм .
Характеристики
- Easy to Weld
- Модель для начинающих
- Энергосберегающий дизайн
- Предназначен для черных металлов
- Мини-размер
Рекомендации
Хорошая недорогая модель, которая поможет новичкам начать карьеру в дуге сварка.
Как выбрать сварочный аппарат на 110 В?
Тип и размер электрода для электродной сварки определяют требования к напряжению дуги, которые устанавливаются в диапазоне от 20 до 100 вольт в диапазоне от 20 до 550 ампер.В зависимости от электрода ток может быть переменным или постоянным. Однако источник питания должен иметь возможность регулировать уровень тока в разумных пределах, чтобы реагировать на сложные переменные самого процесса сварки.
Экранирование электродов обеспечивает ряд характеристик, в том числе стабильность дуги и защиту расплавленного металла от газов. Флюс действует как полный экран металлургического процесса, который позволяет металлам связываться с минимальным механическим, химическим и металлургическим разложением.
Сварка палкой — это наиболее распространенный и универсальный вид сварки, который используется во многих областях, от простой точечной сварки легких металлов до шовной сварки тяжелых изделий. Оборудование для ручной сварки обычно очень простое и недорогое, а также портативное. Им не требуется дополнительная газовая защита или гранулированный флюс, а процесс сварки менее чувствителен к ветру и сквознякам и может использоваться в зонах с ограниченным доступом.
Существуют ограничения, которые включают меньшее количество циклов оператора, чем полуавтоматические или полностью автоматизированные процессы.Сварщик должен иметь опыт, и, поскольку это ручная операция, требуется определенная стабильность и постоянный уровень производительности. Сварка палкой не применяется для титана, циркония, тантала и колумбия.
Дополнительные советы по гаражу — Смотрите наши лучшие:
.