Гильотинные ножницы ручные для резки листового металла: Ручные ножницы для резки металла НА9314 от производителя ПАО Долина
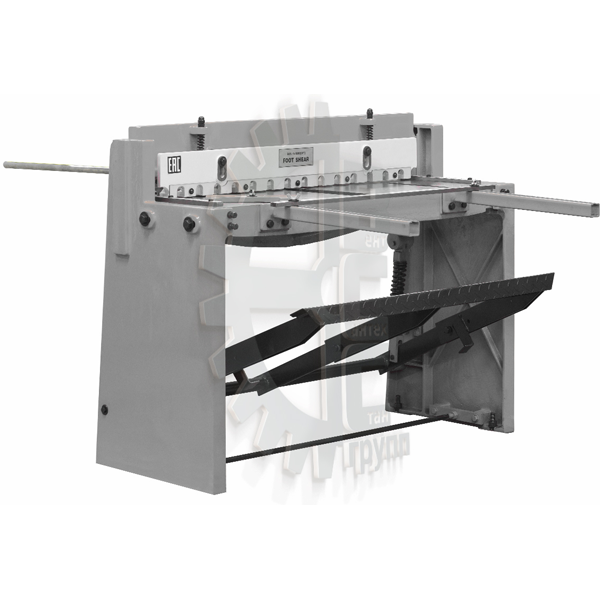
Ручные ножницы для резки металла НА9314 от производителя ПАО Долина
Технические характеристики
| Габаритные размеры, мм: | 530х130х450 |
| толщина разрезаемого листа | 2,5 |
| толщина и ширина полосы за один ход | 4х50 |
| Масса, кг: | 48 |
| Номинальное усилие, кН | 20 |
| Усилие на рукоятке, кН, не более | 0,35 |
| Наибольшие размеры обрабатываемого проката, при σв≤500 МПа: |
Использование легкого и функционального металлорежущего оборудования существенно повышает скорость выполнения самых разных технологических операций.
Устройство, преимущества и сфера применения гильотины для резки металла
Ножницы представляют собой стандартный режущий инструмент, принцип действия которого основан на разделении металлического листа давлением, возникающим при воздействии подвижной части. Ручные гильотинные ножницы по металлу приводятся в движение за счет мускульной силы. Применение рычага со значительным плечом дает возможность разрезать заготовки сравнительно большой толщины с минимальным усилием.
Конструкция ножниц для металла включает станину, к которой прикреплен ползун, несущий подвижное лезвие.
Ручные ножницы по металлу гильотинного типа НА9314, выпускаемые предприятием, прошли испытания и обязательную сертификацию. Конструкция изделия защищена несколькими российскими патентами.
Приобретение металлорежущего оборудования
Все представленное на сайте промышленное оборудование имеется в непосредственном наличии. Предприятие готово к сотрудничеству с заказчиками, находящимися как в РФ, так и в странах ближнего зарубежья. Для доставки ручных гильотин для металла мы прибегаем к услугам проверенных ТК, располагающих современным автопарком, подходящим для транспортировки промышленного оборудования. Перевозка осуществляется по внутренним тарифам компаний-перевозчиков.
Нуждаетесь в дополнительной информации? Сотрудники предприятия ответят на все вопросы, а также помогут заказать гильотину для резки металла подходящей производительности.
- Гарантия 18 месяцев
- Температурный режим до 25 градусов
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
Механические гильотинные ножницы от производителя ПАО Долина по России и СНГ
Гильотинные ножницы КПО «Долина»
Обработка металла и получение металлических изделий требует применение различного оборудования. Механическая листовая резка листового проката выполняется с помощью специального промышленного оборудования — гильотинные ножницы. Они способны выполнить все действия по раскройке металла. Продукция Кувандыкского завода КПО «Долина» имеет ряд базовых преимуществ:
- Наличие гарантии;
- Высокие эксплуатационные качества;
- Высокое качество комплектующих;
- Длительный срок эксплуатации;
- Надежность и устойчивость перед интенсивными нагрузками.


Особенности и характеристики
Механические гильотинные ножницы отличаются простотой и удобством эксплуатации. Принцип функционирования основан на работе обычных ножниц, только они отличаются более высокой производительностью и результативностью. Сначала выполняется заготовка на рабочем столе. После происходит резка металла по прочерченным линиям, либо с помощью лазерного указателя.
- Быстрое выполнение задачи;
- Повышение результативности процесса;
- Достижение максимального результата при низких затратах.
Основы выбора
Подбор подходящего оборудования завода «Долина», осуществляется на базе каталога. Он находится на официальном сайте компании и содержит всю информацию об изделии. Каталог доступен 24/7 и удобный в использовании. Выбор моделей не ограничен. Присутствует возможность выбора приспособления для резки проката различных размеров — от 6,3×2000 до 32×3150 миллиметров. Характеристики продукции включают такие плюсы как:
Характеристики продукции включают такие плюсы как:
- Высокая функциональность;
- Осуществление сложных работ;
- Надежность и долговечность.
Плюсы станков Кувандыкского завода
Процесс приобретения гильотинных ножниц производства КПО «Долина» имеет ряд преимуществ. Производитель предлагает приобрести все необходимые изделия напрямую. Отсутствие посредников обеспечивает доступную цену. Оборудование также имеет следующие положительные характеристики:
- Усиленная и надежная конструкция;
- Длительный срок эксплуатации;
- Низкая стоимость комплектующих и простота обслуживания;
- Максимальная точность исполнения;
- Оперативность;
- Гарантированный эксплуатационный срок более 10 лет.
Возникшие вопросы можно задать по телефону. Менеджеры компании предоставят всю необходимую информацию. Консультации абсолютно бесплатные и предоставляются по запросу клиента. Можно попросить о помощи с выбором. Сотрудник компании поможет определиться, нужно только предоставить нужные данные. Также он уточнит ваши производственные условия и узнает необходимые к исполнению задачи. Гильотинные ножницы доступны в различной комплектации. Все товары сертифицированы и соответствуют мировым промышленным стандартам.
Можно попросить о помощи с выбором. Сотрудник компании поможет определиться, нужно только предоставить нужные данные. Также он уточнит ваши производственные условия и узнает необходимые к исполнению задачи. Гильотинные ножницы доступны в различной комплектации. Все товары сертифицированы и соответствуют мировым промышленным стандартам.
Ручная гильотина для резки листового металла своими руками
Содержание статьи:
Гильотина — это оборудование для резки листовой стали, пластин, уголков, прутов. Гильотина ручная рубит материал точно, без царапин, зазубрин и нарушения покрытия. Качество резки определяется материалом режущих кромок и углом наклона к материалу.
Виды гильотин
ручная гильотина сабельного типа
Главное преимущество гильотин по металлу- это возможность раскроя деталей без нагрева. Второй плюс — невысокая цена оборудования и надежность. Ремонт гильотинных ножниц требуется в очень редких случаях, после длительной работы.
Ручные модели можно устанавливать в любом удобном месте: во дворе, на строительной площадке. Для рубки и проката разработаны следующие типы гильотин для металла, различающихся типом привода и некоторыми особенностями конструкции:
- ручная;
- механическая;
- гидравлическая;
- комбинированная;
- автоматическая.
На большинстве производств используются ручные и механические модели. Электрический привод применяют для резки только листовых заготовок. Гидравлические устройства оснащены приводом в форме поршня с машинным маслом. Масло сдавливается поршнем, после чего разжимается, передвигая режущую кромку. Это мощные конструкции, разрезающие материал до 7 см толщиной.
Ручные гильотины по металлу делятся на две категории:
- гильотинные ножницы — их используют для работы по листовой жести, алюминию, меди, пластику толщиной не более 1,5 мм и маркируют TPS, GR, F;
- сабельные гильотины — применяются для резки листа по всей длине толщиной до 2,3 миллиметра.
По расположению режущих поверхностей все гильотинные ножницы делятся на горизонтальные и вертикальные. Существуют и комбинированные станки, сочетающие оба метода. Сначала материал надрезается вертикально, после чего в горизонтальной плоскости и сгибается.
Конструкция гильотинных ножниц
гильотина с педалями для ног
Гильотинные ножницы устроены из столешницы, направляющей и ножевой планок. Рама жесткая, так как именно благодаря тяжести и устойчивости конструкции возможна резка металла за одно движение.
Столешница необходима для размещения листового металла, планка фиксирует его, резаки проделывают основную работу. Материал размещается между упорами, которые выставляются по шкале и перемещаются. Поэтому с помощью одной рукоятки можно перенастроить инструмент. Для удобства работы с длинными листами столешница продлевается за счет выдвижной части. При средней длине 85 см после удлинения поверхность может составить 1 м.
| Модель | MZG 3008 | MZG 2010 | MZG 1510 | MZG 2510 | MG 1000 | MTG 1315 |
| Толщина металла, мм | 0,8 | 1 | 1 | 1 | 1,5 | 1,5 |
| Длина реза, см | 303 | 203 | 153 | 252 | 100 | 132 |
| Размер, см | 325х60х60 | 225х58х60 | 175х58х60 | 275х60х60 | 138х30х80 | 168х76х115 |
| Вес, кг | 240 | 145 | 120 | 180 | 75 | 545 |
Таблица 1. Характеристики некоторых моделей ручных гильотин производства MetаlMaster
Характеристики некоторых моделей ручных гильотин производства MetаlMaster
Исполнительные инструменты гильотины для металла перемещаются с помощью системы эксцентриков и рычагов, которые запускаются рукоятками, расположенными справа и слева на станине.
Фиксирующая планка необходима при горизонтальном расположении ножниц, удерживая лист металла от перемещения во время и после резки. Планка предохраняет от повреждения резаки. Чтобы металл прижимался плотнее и не царапался, нижняя часть прижимной планки обработана композитом.
Конструкция дополняется второстепенными вспомогательными элементами: кронштейном, ходовыми, шатуном, подшипниками, которые не требуют специального ухода.
Благодаря простоте устройства ножницы быстро рубят металл различных видов: литой, листовой или сортовой. Они работают бесшумно, поэтому идеальны для небольшой мастерской, металлобазы или магазина, где листы режут не очень часто.
Гильотинные ножи
принцип рубки металла гильотиной
Ножи изготавливают из высокопрочных сталей 6ХВ2С или 5НВС, а для резки особ твердых материалов существуют ножи из хромистых сплавов. Их длина может быть от 10 до 300 см, ширина от 5 до 22 см, толщина от 1 до 12 сантиметров. После использования ножи можно снимать, затачивать или менять. Некоторые умельцы своими руками собирают станину и монтируют на нее купленные резцы заводского производства. Верхний нож подвижен, усилие на него передается после ручного воротка через зубчатую рейку и замедляющий редуктор.
Их длина может быть от 10 до 300 см, ширина от 5 до 22 см, толщина от 1 до 12 сантиметров. После использования ножи можно снимать, затачивать или менять. Некоторые умельцы своими руками собирают станину и монтируют на нее купленные резцы заводского производства. Верхний нож подвижен, усилие на него передается после ручного воротка через зубчатую рейку и замедляющий редуктор.
Подвижный нож устанавливают под небольшим углом по отношению к вертикали (не больше 2 градусов), это позволяет облегчить нагрузку на лезвие.
Воротков может быть два — по одному на стойку и скрепляются они одной штангой. Иногда привод размещен на средней стойке, крайние же выполняют роль направляющих.
Ножной привод
Педали ножного привода значительно облегчают работу с ручной гильотиной, освобождая руки оператора для перемещения листа. Эти модели оптимальны именно для работы с листовым материалом. Длина педали регулируется.
Самодельная гильотина
ручная гильотина рычажного типа
Для использования в домашней мастерской удобнее всего гильотина-резак, выполняющий аккуратный и точный рез. Устройство представляет собой винтовой пресс или струбцину, которая своими руками соединяется с резаком. Материал укладывается между основанием и столешницей, прижимается гайками, разрубается. С помощью представленной гильотины можно резать бумагу и тонкую листовую жесть, алюминий. Основа пресса — стальная пластина толщиной 1 см.
Устройство представляет собой винтовой пресс или струбцину, которая своими руками соединяется с резаком. Материал укладывается между основанием и столешницей, прижимается гайками, разрубается. С помощью представленной гильотины можно резать бумагу и тонкую листовую жесть, алюминий. Основа пресса — стальная пластина толщиной 1 см.
Для изготовления своими руками гильотины для металла понадобится:
- пластинка стальная 10 мм;
- несколько болтов М5;
- две трубки для направляющих;
- два отрезка инструментальной стали для резцов;
- винты М5;
- текстолит, фанера или гетинакс толщиной 10 мм;
- стяжные шпильки;
- планка для линейки.
Ход работ:
- В пластине делаем отверстия для болтов и крепежей нижнего резака.
- Своими руками привариваем трубки в качестве направляющих. Чтобы они не деформировались во время нагревания, вставьте болты.
- Оба резака выпиливаются из инструментальной стали, после чего в них делаем отверстия под крепежные болты с помощью твердосплавного сверла.
- Нижний резак на винты прикрепляем к станине.
- В качестве материала для рабочей столешницы больше всего подходит гетинакс или текстолит.
- Все стяжные шпильки в столе фиксируются гайками, а выступающие из-под гаек концы будут выполнять роль ножек.
- После окончания сборки для повышения точности резки к столешнице приклеиваем линейку.

Стоимость заводских ручных гильотин невысока, поэтому немногие мастера решаются делать их своими руками.
Видеоролик демонстрирует другую модель ручной гильотины для резки прутка, металлических полос:
Ручные гильотины, гильотинные ножницы по металлу
Москва оборудование для металлообработки Online трансляции посмотреть на карте заказать бесплатный звонок найти Ваш регион: Москва 4-й Рощинский проезд, 18с10 8 800 775 78 34 info@metalmaster. ru
ru- Всё оборудование
- Станки для гибки
- Листогибы
- Ручные
- Электромагнитные
- Сегментальные
- Гидравлические
- Ручные
- Вальцы
- Ручные
- Электромеханические/Гидравлические
- Листогибочные прессы
- Фальцепрокатные станки
- Ручные роликовые листогибы
- Кровельные станки
- Листогибы
- Металлорежущие станки
- Токарные станки
- Настольные
- Токарно-фрезерные
- Универсальные
- Промышленные
- Фрезерные станки
- Фрезерные
- Токарно-фрезерные
- Токарные станки
- Сверлильные станки
- Вертикальные
- Сверлильно-фрезерные
- Магнитные
- Оснастка для токарных станков по металлу.
- Неподвижные люнеты
- Подвижные люнеты
- Вращающийся центр
- 4-кулачковые патроны
- Планшайбы
- Светильники
- Тиски станочные
- Резцы
- Станки для гибки
- Станки для резки металла
- Гильотины
- Ручные
- Электромеханические
- Гидравлические
- Вырубные и кругорезы
- Плазменная резка
- Гильотины
- Инструмент
- Резцы
- Тиски станочные

Ручные гильотины, гильотинные ножницы по металлу
Москва оборудование для металлообработки Online трансляции посмотреть на карте заказать бесплатный звонок найти Ваш регион: Москва 4-й Рощинский проезд, 18с10 8 800 775 78 34 info@metalmaster. ru
ru- Всё оборудование
- Станки для гибки
- Листогибы
- Ручные
- Электромагнитные
- Сегментальные
- Гидравлические
- Ручные
- Вальцы
- Ручные
- Электромеханические/Гидравлические
- Листогибочные прессы
- Фальцепрокатные станки
- Ручные роликовые листогибы
- Кровельные станки
- Листогибы
- Металлорежущие станки
- Токарные станки
- Настольные
- Токарно-фрезерные
- Универсальные
- Промышленные
- Фрезерные станки
- Фрезерные
- Токарно-фрезерные
- Токарные станки
- Сверлильные станки
- Вертикальные
- Сверлильно-фрезерные
- Магнитные
- Оснастка для токарных станков по металлу.
- Неподвижные люнеты
- Подвижные люнеты
- Вращающийся центр
- 4-кулачковые патроны
- Планшайбы
- Светильники
- Тиски станочные
- Резцы
- Станки для гибки
- Станки для резки металла
- Гильотины
- Ручные
- Электромеханические
- Гидравлические
- Вырубные и кругорезы
- Плазменная резка
- Гильотины
- Инструмент
- Резцы
- Тиски станочные

Особенности выбора гильотины для резки металла: виды, принцип работы и характеристики
09 Сентябрь 2019 Типы резки металла: как выбрать наиболее подходящий
Вопросы, рассмотренные в материале:
- Какие существуют типы резки металла
- Как осуществляется холодная резка металла
- Каковы преимущества термической резки металла
- Как правильно выбрать нужный тип резки металла
Резание металла – один из основных технологических процессов металлообработки. Используется он при необходимости разделения на несколько частей листовой или сортовой заготовки. В современном производстве применяются высокоточные и экономичные типы резки металла, позволяющие быстро и с минимальными потерями материала получить изделия необходимой конфигурации.
Используется он при необходимости разделения на несколько частей листовой или сортовой заготовки. В современном производстве применяются высокоточные и экономичные типы резки металла, позволяющие быстро и с минимальными потерями материала получить изделия необходимой конфигурации.
Основные типы резки металла
Существуют следующие типы резки металла:
1. Холодный (механический). Резка происходит за счет механического воздействия на металл специальным режущим инструментом, изготовленным из материала с твердостью, намного большей, чем жесткость обрабатываемого изделия. Применяются следующие инструменты:
- гильотина;
- ленточнопильный станок;
- дисковая (циркулярная) пила и «болгарка».
2. Горячий (термический). Обрабатываемая заготовка расплавляется по линии разреза, а остатки металла удаляются газом. Горячий тип резки металла подразделяется на следующие виды резания:
- газокислородный;
- лазерный;
- плазменный.

Но не все типы резки металла – как холодной, так и горячей – позволяют получить изделие заданной чистоты. Остановимся более подробно на каждом из вышеперечисленных способов.
Холодные типы резки металла
Резка металла механическим способом – это сложный процесс, потому что металлические изделия обладают высокой прочностью и твердостью. К холодным типам резки металла относятся:
Резка с помощью гильотины
При таком способе резания используются специальные механические инструменты – ножницы и ножи по металлу. Заготовка устанавливается на рабочий стол и закрепляется прижимной балкой.
Затем с помощью специального лезвия производится резка. В результате получается идеально ровный край, без лишних кромок, заусенцев и зазубрин.
Режут материал сразу по всей ширине листа, поэтому кривизна среза нулевая.
В настоящее время используются следующие виды гильотин для рубки металла:
- ручные;
- гидравлические;
- пневматические»
- электромеханические.

Они не отличаются друг от друга по принципу действия, но последние три вида дополнены электроникой, обеспечивающей точность и безопасность резки. Также есть станки, которые могут резать металл не только поперек, но и вдоль. Чаще всего гильотинный тип обработки применяют при заготовительных работах.
Недостатки данного способа:
- Может применяться не для всех типов металлов и имеет ограничения по толщине заготовки. Например, гидравлические станки предназначены для металла толщиной до 6 мм.
- Полученные в результате резки заготовки часто не соответствуют нужному размеру, так как точность обработки зависит от квалификации оператора.
- Невозможно осуществить фигурную резку.
Ленточнопильная резка
В настоящее время этот тип резки металла очень популярен по причине невысокой стоимости оборудования, хорошей производительности и несложного обслуживания. Режущим инструментом является ленточная пила, натянутая на шкивах.
Современные ленточнопильные станки (ЛПС) дополняются разнообразным оборудованием и электроникой, благодаря которым агрегат легко встраивается в конкретную производственную линию. Скорость резки подобной машины в среднем составляет около 100 мм/мин и выше.
Способ резки на ЛПС позволяет добиваться точного соответствия заданным параметрам, а место разреза не нужно дополнительно обрабатывать. Метод хорош для высокоточных изделий и деталей с гладкой поверхностью. ЛПС подходит для любого металла, а ширина реза составляет всего 1,5 мм.
При таком типе резке металла важно соблюдать ряд условий:
- точный выбор шага зубьев режущего полотна в соответствии с сечением распиливаемого профиля с помощью специальных таблиц;
- скорость подачи;
- скорость резки.
ЛПС позволяет резать металлическую заготовку под углом, что является большим преимуществом по сравнению с гильотиной.
К недостаткам этого типа резки металлов относятся невозможность получить фигурный рез и ограничение размера заготовок в зависимости от возможностей станка.
Резка металла циркулярной пилой и «болгаркой»
С помощью циркулярной пилы делают точные разрезы хорошего качества. Этот инструмент позволяет контролировать угол разреза.
К недостаткам такого типа резки относят большое количество отходов, невысокую скорость и маленькую глубину разрезания.
Для резки профильного проката можно использовать болгарку. На месте среза не остается окалины и окислов, мало отходов.
Но низкая производительность при таком типе резки металла является его главным недостатком по сравнению с другими способами.
Горячая резка металла
Современное промышленное производство требует высокопроизводительных способов металлообработки, позволяющих выпускать максимально возможное количество заготовок заданного качества в минимальные сроки. Этим требованиям отвечают горячие типы резки металла.
Газокислородная резка
Принцип работы основан на том, что в чистом кислороде при температуре выше +1000 °C металл плавится и выгорает. Место реза предварительно разогревается до температуры воспламенения материала. В качестве разогревающего газа обычно используется ацетилен. На время прогрева влияют толщина металла, его марка и состояние поверхности заготовки.
После того как место разреза прогревается, в сопло резака подается струя горящего кислорода. Она прорезает заготовку по всей толщине, плавно перемещаясь вдоль линии реза. В процессе горения кислорода также удаляются окислы, образующиеся на поверхности полуфабриката.
Для того чтобы разрез получился качественным, важно соблюдать одинаковое расстояние между резаком и заготовкой во время обработки. Это нелегкая задача при использовании ручного газокислородного резака. В случае автоматизации процесса резание происходит на большой скорости кислородом высокого давления, в результате производительность работы и качество среза значительно возрастают.
Уникальность способа заключается в возможности:
- разрезания заготовок большой ширины;
- обработки изделий из титана.
К недостаткам газокислородной резки относятся:
- невозможность использования при резке цветных металлов (меди, алюминия), хромоникелевых и высокоуглеродистых сталей;
- большая ширина реза, образование окислов, наплывов, невысокое качество;
- невозможность обработки криволинейных поверхностей;
- изменение физических свойств материала в области разреза в результате высокотемпературного воздействия.
Плазменная резка металла
Тип резки при помощи плазмы основан на принципе интенсивного расплавления металла по линии разреза за счет теплового воздействия сжатой электрической дуги и последующего его испарения.
Под воздействием электрической дуги образуется полностью или частично ионизированный газ, или плазма.
Температура внутри газоплазменного потока достигает +15 000…+20 000°С, что позволяет в разы увеличить производительность процесса по сравнению с газокислородной резкой, а также избавиться от недостатков последней.
Из всех перечисленных типов резки металла в настоящее время благодаря своим преимуществам плазменная обработка является оптимальным выбором для современных металлообрабатывающих производств:
- плазменный рез высокоточен и не оставляет наплывов;
- позволяет резать по кривым линиям;
- исключается изменение физических свойств металла (перекаливания) за счет узконаправленного нагрева участка резки;
- можно производить резку титана, меди, чугуна, специализированных марок стали, не меняя инструмента;
- оборудование не имеет баллонов с взрывоопасным газом, соответственно, не требует заправки и доставки этих емкостей;
- не требуется особого режима соблюдения мер пожарной безопасности;
- отсутствует подготовительный этап очистки, потому что высокотемпературное воздействие эффективно удаляет посторонние примеси (в виде ржавчины, грязи, краски), качество разреза остается неизменным;
- не нужны специальные присадки для цветных металлов, используется дешевая электроэнергия и воздух, расходные материалы – только сопла и электроды, поэтому плазменная резка металлов – экономически выгодный технологический процесс.
Недостатки данного типа резки металла:
- Из-за воздействия высоких температур изменяются свойства кромок заготовки. Они становятся более твердыми, часть материала теряется, поэтому нужны дополнительные затраты на обработку края. В любом случае качество кромок после плазменной резки значительно лучше, чем после газокислородной: нет окалины, ширина зоны с цветами побежалости в пять раз меньше.
Лазерная резка металла
Данный тип относится к инновационным технологическим процессам. Суть его – в интенсивном воздействии на металл узкого лазерного луча, обладающего стабильной частотой и длиной волны.
Он может фокусироваться на небольшом участке поверхности с помощью оптики, управляемой специальной компьютерной программой.
Благодаря такому технологическому решению лазерная резка имеет непревзойденные параметры точности.
Высокая плотность энергии, характерная для направленного и узко концентрированного лазерного излучения, позволяет нагреть и испарить строго определенный участок металлической заготовки.
Лазерная резка происходит следующим образом:
- нагревание до температуры плавления по линии реза;
- расплавление металла;
- погружение в толщу разрезаемого материала.
При погружении лазерного луча внутрь металла происходит повышение температуры, в результате чего материал расплавляется и закипает.
Этот процесс потребляет много энергии, поэтому для ее экономии в зону разреза подается вспомогательный газ, с помощью которого происходит плазменная резка.
В зависимости от теплотехнических свойств материала заготовки, вспомогательными газами могут быть обычный воздух, азот, кислород, инертный газ.
Достоинства лазерного типа резки металла:
- максимально узкие резы;
- отсутствие деформации при резании тонких листов стали и мягких полуфабрикатов;
- возможность точного раскроя по сложным контурам;
- минимальное количество неровностей;
- маленькая площадь термического воздействия;
- универсальность метода – подходит к любым сплавам;
- несложное управление станком лазерной резки.
Единственный недостаток лазерной резки – небольшая допустимая толщина металла.
Чем хороша гидроабразивная резка металла
Гидроабразивная резка металла – принципиально иной по сравнению с остальными метод металлообработки. Он отличается от способов горячей резки тем, что не изменяет физико-механические свойства материала заготовки. При таком типе резки металла отсутствует деформация краев – их оплавление и сваривание.
Технологический процесс основан на использовании насоса сверхвысокого давления – до 6 000 бар, который через сопло диаметром 0,1 мм подает воду со специальным абразивом, образующую узконаправленную струю, способную разрезать сталь толщиной до 30 см. Скорость резки листа толщиной 1 мм на гидроабразивной установке может достигать 2,7 м/мин.
Основные достоинства лазерного типа резки металлов:
- Обрабатываемая поверхность не нагревается, потому что подаваемая струя воды моментально охлаждает рабочую область.
- Гидроабразивная резка справляется с самыми сложными конфигурациями и профилями любых заданных параметров.
- Не требуется дополнительных работ по обработке края в виде шлифования, качество разреза получается очень высоким.
- Ручные установки для гидроабразивного типа резки пригодны для использования под водой, глубина работ может достигать нескольких сот метров. Один насос высокого давления способен подавать воду одновременно на две-три установки.
- Экономичность – даже по сравнению с плазменной гидроабразивная резка выигрывает, при этом скорость разрезания может достигать 30 000 мм/мин без ухудшения качества разреза.
- Безопасность – станки для гидроабразивной резки идеально использовать в цехах с повышенной взрывоопасностью, а также с использованием легковоспламеняющихся материалов, так как гарантируют отсутствие искры, нагревания поверхности.
Основными недостатками гидроабразивных станков являются высокие эксплуатационные расходы и шумовой фон во время применения.
Самые последние технологические разработки в области резки металла предоставляют новые возможности для резания заготовок большой толщины. Это оборудование для ультразвуковой, криогенной и электроимпульсной обработки. Пока на нашем рынке оно не получило широкого распространения из-за высокой стоимости и сложности управления.
Какой тип резки металла выбрать
Выбирая тип резки металла для производства, прислушайтесь к советам профессионалов.
Технологи по металлообработке советуют обратить внимание на 10 признаков идеального способа резания:
- Увеличение скорости обработки со стабильным качеством.
- Чистый срез без остаточных следов и деформаций.
- Возможность резки металлов разной толщины.
- Износостойкость режущего инструмента.
- Возможность обработки поверхностей с посторонними загрязнениями.
- Возможность фигурной резки.
- Вариативность профиля разреза.
- Возможность совмещения с другими технологическими операциями (например, со снятием фаски).
- Простая управляемость.
- Экономичный раскрой.
Просто выберите технологический процесс, который будет совмещать максимальное количество рекомендуемых признаков для конкретного случая.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Экспресс расчет стоимости заказа
Узнайте предварительную стоимость заказа, отправив нам необходимую информацию:
Источник: https://vt-metall.ru/articles/255-tipy-rezki-metalla
Гильотина для рубки металла – эффективный и надежный агрегат
Гильотина для рубки металла признается экспертами одним из самых востребованных видов оборудования, используемого во многих производственных отраслях.
Под гильотиной понимают специальный станок, на котором осуществляется нарезка и рубка различных металлов, кабельной бумаги, стеклоткани.
Он подходит как для больших промышленных предприятий, так и для мелких производств, отличается долговечностью, достаточно простой и по-настоящему надежной работой.
- Такой станок не требует долгой подготовки металла для рубки, обеспечивает высокую скорость и качество проведения процесса.
- Рекомендуем ознакомиться
Лезвие агрегата затачивается таким образом, чтобы после обработки на краях материала не было окалин, кромка получалась очень ровной без заусенец, заминов, зазубрин.
Оптимальна гильотинная рубка для работы с несложными по контуру металлическими деталями небольшой площади и сравнительно малой толщины.
При этом и большие по толщине стальные горячедеформированные и холоднокатаные листы установка соответствующей мощности раскраивает без особых проблем, гарантируя качественный вертикальный срез без скосов.
Используется такое оборудование на предприятиях, занятых изготовлением водосточных систем, профилированных листов, разнообразных профильных изделий, элементов кровли и фасада, вентиляционных систем.
Широко применяется гильотина и для выполнения разнообразных работ в сфере судостроения, строительства, машиностроения.
В целом использовать ее можно для выполнения раскроя любого металла и изделий из него тогда, когда не требуется вырезать отверстия и формы сложного типа.
На сегодня потребителям предлагаются машины для рубки металлических листов и изделий трех основных видов:
- гидравлические;
- с электромеханическим приводом;
- ручные.
Самой простой является, понятное дело, ручная гильотина. Она годится для обработки материалов, чья толщина не превышает 1 миллиметра. Большие объемы металла агрегат обработать не сможет, зато с маленькими партиями изделий справится без проблем. Именно поэтому ручные машины обычно предназначены для небольших фирм.
В разы более мощными являются агрегаты, оснащенные механическим приводом. Они разрезают без каких-либо проблем толстые горячекатаные листы стали (до 16 мм толщиной), характеризуются наличием нескольких специальных систем, существенно упрощающих и ускоряющих процесс рубки:
- контроль за гидроприжимами;
- комплекс поддержки;
- конвейер автоматического принципа действия, предназначенный для приема обработанной металлической продукции.
А на многих крупных предприятиях на гильотины дополнительно монтируются контроллеры числового программного управления станком, которые обеспечивают простоту эксплуатации агрегата и полную безопасность его применения.
Самыми же распространенными признаются установки для рубки металла с гидравлическим приводом. Они имеют ряд достоинств:
- медленное изнашивание элементов гильотины;
- высокая мощность и скорость выполнения операций;
- гарантия защиты оборудования от перегрузок;
- малый уровень вибрации и шума при работе агрегата;
- простота обслуживания (ремонт гильотины для рубки металла может не требоваться годами, если проводить необходимые профилактические работы и замену режущего инструмента на такой установке в рекомендованные сроки).
Также стоит отметить минимальную вероятность (практически нулевую) получения брака при использовании гильотинных ножниц, так как они обеспечивают точное соблюдение заданных пропорций.
После гильотины изделия получаются именно с такими геометрическими размерами, которые были заданы, и с ровными краями.
При этом в процессе рубки не отмечается образование металлической стружки, а значит, операцию можно смело называть экономически выгодной.
Исходя из сказанного выше, рекомендуется применять гидравлическое либо электромеханическое оборудование тем предприятиям, которые регулярно изготавливают крупные партии продукции из металла. Подобные гильотины требуют малых трудозатрат и гарантируют качественный рез.
Станок оборудуется двумя ножами. Один из них является неподвижным, другой совершает круговые движения. В место рубки установки металлические изделия и листы поступают с рольгангов. После этого оператор агрегата включает массивный нож гильотины, который под давлением опускается на металл в обозначенном месте и разрубает его на требуемые по техническому заданию части.
Высокое качество кромки и уникальная точность геометрических параметров процесса обеспечивается за счет применения программируемого оборудования.
Если по условиям обработки требуется получить готовую продукцию с минимальным уровнем деформации, желательно подключать к гильотине контроллер ЧПУ.
Он, действуя в кооперации со штатными узлами станка, дает возможность быстро и четко производить большое количество операций резки металла за короткое время.
Прижимной механизм агрегата отвечает за точность рубки. Причем процесс резки на гильотинных установках может выполняться поперечно и продольно по отношению к металл
Alfa Metal Machinery — Выбор по технологии — Ножницы | NC SHEARS-GUILLOTINES
Alfa Metal Machinery — Выбор по технологии — Сдвиг | NC НОЖНИЦЫ-ГИЛЬОТИНЫ | СЕРИЯ LGS — обтекаемая конструкция, высокоточные гидравлические гильотинные ножницы с 3-точечными направляющими роликами
— ESTUN E10 точно отображает задний упор
— угол резания можно регулировать с помощью электродвигателя
— Задний упор приводится в действие электродвигателем переменного тока для быстрого и точного позиционирования
| Параметр | Единица |
| Толщина рабочего стола | мм |
| Макс.длина реза | мм |
| Макс.угол сдвига | ° |
| Зажимы | |
| Диапазон заднего упора | мм |
| Мощность двигателя | кВт |
| Объем резервуара | л |
| Габаритные размеры (ДхШхВ) | мм |
| Вес | кг |
ЛГС-20×2500 ЛГС-20х3050 ЛГС-20х4050 20 2500 0.5-3 13 10-1000 30 450 3450x2350x2500 16000 20 3050 0.5-2,5 16 10-1000 30 550 4000x2350x2350 19000 20 4050 0.5-2,5 20 10-1000 37 800 5000x2450x2700 26000 ЛГС-20×6100 20 6100 0.5-2,5 26 10-1000 55 1100 7100x2600x3050 53000
Стандартные аксессуары
— ESTUN E10 цифровой монитор для отображения положения заднего упора
— REXROTH , гидросистема Германии
— SUMITOMO , японский масляный насос с японскими вставными соединениями труб
— B манометр перемещается с помощью T- винтовой вал, управляемый штоком-валом и приводимый в движение электродвигателем переменного тока
— M ручная регулировка зазора между ножами и угла среза
— O ne набор стандартных ножей (верхних и нижних) материалов: 6CrW2Si
— T hree шт. опоры для листов длиной 1000 мм
— O Часто используемый шестигранный ключ для регулировки лезвий
Дополнительные аксессуары
— DELEM DAC360 , Нидерланды Контроллер ЧПУ
— ELGO P50 , Германия Контроллер ЧПУ
— B калибр с шарико-винтовой передачей, управляемый стержневым валом, приводимый серводвигателем переменного тока
— A автоматический угол резания и лезвие зазор
— A угломер
— F передние опорные рычаги
— 6 лезвие CrW2Si заменено на лезвие Cr12MoV (для резки нержавеющей стали)
Другие машины
Катана серии X
Детали
QC12Y серии
Детали
ножницы, ножницы с ЧПУ, ножницы с ЧПУ, гильотины с ЧПУ, ножницы гильотины, ножницы с ЧПУ, гильотины, слесарь, многофункциональные станки по металлу, резка ножницами, yawei, бывшее в употреблении оборудование, оборудование для листового металла, листогибочные валки, гильотинные ножницы, ножницы, гидравлические ножницы, гильотины для листового металла производитель ножниц, станок для резки, гидравлические ножницы, высокопроизводительные ножницы, поставщик гильотинных ножниц, гильотинные ножницы с ЧПУ, гидравлические гильотинные ножницы, стальной лист, гильотинные ножницы с ЧПУ, листовой металл, поставка гидравлических гильотинных ножниц, гильотинные ножницы информация о продукте, гильотинные ножницы поставщики,
Раскрой листового металла
Резка листового металла — основная классификация для многих различных видов штамповки операции.Операции резки предполагают разделение металла листа на определенные области. Это разделение вызвано за счет срезающих сил, действующих на металл через края пуансона и матрицы. Обработка листового металла в целом, термин «обработка листового металла», включает обработку листа между двумя штампами. При штамповке верхний штамп называется удар. Лист и плита обычно относятся к металлопрокату с большой площадью поверхности. к соотношению объема. Разница в том, что листовой металл толщиной менее 1/4 дюйма (6 мм), в то время как металлическая пластина толще.Большая часть листового металла обсуждаемые процессы резки могут быть выполнены как на листовом, так и на листовом металле, хотя для многих операций с листовым металлом возникнут трудности с увеличение толщины пластины. Обычно «лист» и «листовой металл» также ссылаются на тарелка.
| Рисунок: 245 |
Один из простейших видов операций прессования — раскрой листового металла. процесс называется прямой отсечкой. Пуансон разделяет заготовку по прямой линии.Промышленный листовой металл такие операции резки обычно наклоняют пуансон, чтобы уменьшить максимальное усилие, необходимое для распределения необходимой силы по ходу резания. Угол наклона пуансона варьируется от 4 до 15 градусов, однако Чем больше угол, тем больше величина горизонтальной составляющей силы действует, чтобы вытеснить работу. По этой причине углы обычно не превышают 9 градусов. Металлический лист пропускается после каждого отрезания, и процесс можно повторить. очень быстро.
| Рисунок: 246 |
Обрезка и отрезка листового металла
Отрезки и отрезки — важные основные процессы резки листового металла. выполняется в обрабатывающей промышленности. Обрезки не обязательно должны быть прямыми, они могут проходить через несколько линий и / или кривые. Проборы аналогичны тем, что из листа или полосы вырезается дискретная деталь. металл по желаемой геометрической траектории. Разница между отсечкой и отрезка заключается в том, что отрезок может идеально ложиться на листовой металл благодаря его геометрии.С помощью обрезки резка листового металла может выполняться по одной траектории за раз и практически нет отходов материала. С проборами форма не может точно прижаться. Разделение подразумевает одновременную резку листового металла по двум направлениям. Расставания определенное количество материала, которое может быть значительным.
| Рисунок: 247 |
Пробивка отверстий и прорезание
Пробивка — это также основной процесс резки листового металла, который имеет много различные формы и применения в штамповочном производстве.Пробивка предполагает вырезание части материала из металлического листа. Удаляемый материал может быть круглой или другой формы. Этот лишний металл, после перфорации называется заготовкой и обычно выбрасывается как металлолом. Прорези это тип операции штамповки. Прорезание относится конкретно к перфорации прямоугольных или удлиненных отверстий.
Заготовка листового металла
Заготовка — вырезка детали из листового металла по замкнутому контуру. за один шаг. Вырезанная деталь называется заготовкой и может быть обработанный.Многие заготовки часто непрерывно вырезаются из листа или полоса. Вырубка приведет к потере определенного количества материала. При проектировании процесс вырубки листового металла, геометрия заготовок должна быть совмещена максимально эффективно, чтобы минимизировать отходы материала. Различие должно быть выполняется между двумя процессами резки листового металла: вырубкой и штамповкой, поскольку по сути это один и тот же процесс. При штамповке вырезанный кусок является ненужным. При вырубке вырезанная часть остается работой.
| Рисунок: 248 |
Резка листового металла
Продольная резка — это процесс резки, при котором листовой металл разрезается на две части. противостоящие дисковые лезвия, как консервный нож. Нарезка может производиться в по прямой или по кривой пути. Фрезы для круглого листового металла могут быть приводными или работу можно протянуть через неработающие фрезы. При продольной резке обычно образуется заусенец это должно быть удалено.
| Рисунок: 249 |
Продольная резка часто является важным процессом резки листового металла, выполняемым на ранней стадии обработки. изготовленных деталей.Для штамповочных станков и штампа может потребоваться полоса определенного ширина. Листовой металл обычно поступает на завод в рулонах, (см. металлопрокат). Эти листы обычно намного шире, чем нужно, и разрезаются на полосы желаемой ширины. Простынь металлическую катушку можно разрезать сразу на несколько полос, несколькими одновременными разрезами операции. Эти полосы обеспечивают заготовку листового металла для дальнейшей штамповки. процессы.
| Рисунок: 250 |
Перфорация листового металла
Иногда желательно пробить много отверстий в листе металла, часто по определенному шаблону.Эти отверстия могут быть круглыми или другой формы. Перфорирование листового металла позволит пропускать легкий или жидкий материал через лист. Часто может служить для вентиляции и фильтрации жидкости. вещества. Перфорированный листовой металл также используется в конструкции и станках. конструкция, чтобы уменьшить вес и улучшить внешний вид. Специальное оборудование используется, чтобы пробивать сразу много отверстий с высокой скоростью. В На практике промышленного производства размер этих отверстий обычно составляет от.От 04 дюймов до 3 дюймов, (1-75 мм). Максимальная скорость, с которой некоторые специальные перфорационные машины могут пробивка отверстий составляет от 100 000 до 300 000 в минуту.
| Рисунок: 251 |
Надрез и зарубка
Надрез — это процесс резки листового металла, который включает удаление материала. от заготовки, начиная по краю и режущий внутрь. Целью надрезания является создание листового металла. расстаться с желаемым профилем.Надрез часто выполняется как прогрессивный процесс, каждая операция удаляет еще одну деталь, чтобы получился правильный контур. Семинотчинг это удаление листового металла, который не находится на краю работы. Семинотчинг практически идентичен штамповке. Разница в том, что семенные боли является частью прогрессивной операции резки при создании определенного профиля.
Прогрессивная обработка в листе Металлургия
Прогрессивная обработка, используемая при производстве продукции, выполнение серии последовательных операций каждый из которых постепенно способствует созданию готовой детали.Часто важен порядок, в котором выполняются операции. Производство листового металла является хорошим примером отрасли, в которой используется большое количество прогрессивных обработка. Вырубка, как уже говорилось, обычно является прогрессивным процессом в создании. профиля. Многие другие операции по резке листового металла могут выполняться в более крупном прогрессивном процессе. Полный процесс может также включать гибку и / или вытяжку, как показано в последние страницы. Прогрессивная обработка листового металла также обсуждается далее в секцию режущих форм (см. рисунок 261).
Откусывание
Пуансоны для вырезания отверстий и профилей в листовом металле могут поставляться в много разных форм и размеров. Машина, называемая высечкой, использует небольшой прямой пуансон для создавать такое же геометрическое удаление листового металла, как и более крупное сложный удар. Он делает это, быстро пробивая множество перекрывающихся отверстий. чтобы сделать профиль среза большего размера. Откусывание полезно при выполнении сложных разрезов. с простой техникой. Откусывание может занять больше времени, чем удары руками. предназначен для определенного кроя, однако может быть эффективной альтернативой для небольших производственные тиражи.
Механика резки листового металла
При проектировании необходимо понимать механику резки листового металла. штамповочный производственный процесс. Заготовка при раскрое листового металла работа закреплена на нижнем штампе, в то время как движение верхнего штампа (называемого пуансоном), принимает резку. Края пуансона и матрицы не совпадают точно из-за зазор или зазор между ними. Пробойник предназначен для ввода соответствующее отверстие в нижней матрице и всегда хотя бы немного меньше.Оформление размер при резке листового металла будет варьироваться в зависимости от различных факторов процесса и его выбора повлияет на качество изготавливаемой детали.
| Рисунок: 252 |
Когда начинается процесс резки, сила, действующая через пуансон, заставляет его двигаться к работе. Листовой металл прикреплен к нижнему аппарату, он не двигаться при контакте с перфоратором. Вместо этого давление увеличивается между дырокол и лист.Происходит пластическая деформация поверхностного металла. Это случилось на верхней и нижней поверхностях, так как нижняя режущая матрица продвигается вверх с тем же сила, которую толкает пуансон. В производственной практике пластическая деформация на поверхности листового металла на данном этапе операции резки называется опрокидыванием.
| Рисунок: 253 |
Затем происходит проникновение, начинается фактическая резка листового металла, поскольку сила вызывает пуансон и матрица погружаются в рабочий материал.Это создает зону проникновения, известная как полированная или полированная область. Эта полированная область обычно может занимать от 30% до 60% общей толщины Лист. Фактическая толщина этой прямой гладкой поверхности зависит от по нескольким факторам. Чем пластичнее металл, тем больше толщина полировка относительно общей толщины листа. Увеличение зазора или общего листа толщина уменьшит процент области полировки. Зоны полировки на отверстие в листе металла происходит вверху.На снятом металле (пули или заготовке), зона полировки появится внизу. Обеспокоенность качеством кромки металлический разрез или отверстие зависит от того, является ли разрезанный материал заготовкой или заготовкой.
| Рисунок: 254 |
В какой-то момент во время операции резки листового металла, когда определенная глубина пробивки достигается проплавление, формирование области полировки заканчивается распространением трещины. Это происходит от краев пуансона, сверху и от края матрицы внизу.
| рисунок: 255 |
В хорошо спроектированном процессе резки листового металла трещины должны встречаться друг с другом и образуют непрерывный перерыв. Этот разрыв создаст область перелома. Перелом область начинается в конце полированной области и занимает большую часть остальной части толщина пропила, за исключением заусенцев. Больше клиренс, больше толщина листа и меньшая пластичность металла увеличивают долю площадь излома относительно общей толщины листа.
| Рисунок: 256 |
Заусенец представляет собой тонкий выступ материала, который образуется из-за удлинения металла. при окончательном разделении листа. Более пластичные металлы имеют тенденцию к образованию более крупных заусенцев. В производственная практика, острые инструменты могут уменьшить заусенцы. Осмотр кромочных поверхностей реза листовой металл будет отображать различия между полированной областью и областью излома. Зона полировки прямая и имеет гладкую поверхность, а зона излома ровная. угловой и имеет шероховатую поверхность.
Все участки поверхности листового металла расположены на листе в порядке, обратном на бланке или слаге. Например, заусенец образуется на нижнем крае прорезанного отверстия, а он образует верхний край заготовки. Качество кромки нарезанного листового металла очень хорошее. важно в штамповочном производстве. Одним из соображений является количество холодная обработка металла на разных участках вокруг режущей поверхности. Это может измениться и быть результатом деформации материала. что произошло во время операции.Углы, шероховатость и особенности поверхность края также будет рассмотрена. Факторы сокращения во многом связаны с кромки листового металла, например, большая полированная зона будет свидетельствовать о лучшей кромке качество поверхности. Большой выбор операций по удалению заусенцев, снятия фаски, гибки и другой вторичной обработки. могут использоваться операции обработки производить изделия из листового металла с кромками нужной геометрии и качества.
| Рисунок: 257 |
Зазор в процессе резки
Зазор — важный фактор при проектировании процесса резки листового металла.В качестве обсуждалось ранее, режущий зазор — это прямая линия, боковое расстояние между краями пуансона и край отверстия матрицы. То, как металл отделяется, а значит и разрез, будет в значительной степени определяется клиренс. Оптимизация зазоров при резке в зависимости от конкретного процесса факторов, обеспечит качественный срез. При правильном использовании зазоров Механика резки листового металла должна происходить, как описано в предыдущем разделе.
Неправильные значения могут нарушить процесс резки.Клиренс больше, чем required заставляет листовой металл зажиматься между режущими кромками. Происходит перелом неправильно и получающийся край обычно нежелателен.
| Рисунок: 258 |
Если обеспечивается недостаточный зазор резания, линии излома, идущие от удар и смерть не совпадают. Непрерывные линии излома в листовом металле, обычно приводит к вторичному срезанию и деформации краевой поверхности.
| Рисунок: 259 |
Чем больше толщина листового металла, тем больше должен быть зазор. В в обрабатывающей промышленности существует ряд оптимальных значений для конкретных процессов, зазоры могут составлять от 1% до 30% толщины листа. Обычно типовые значения пролет от 3% до 8% толщины листа. Важным фактором является тип рабочего материала. и его характер. Лист из алюминиевого сплава может иметь оптимальное значение зазора 4%, лист латуни 6% и лист твердой стали 7.5%. Если размер отверстия небольшой относительный до общей толщины листа может потребоваться дополнительный зазор.
Значение зазора при резке листового металла может быть добавлено либо к пуансону, либо к матрице, в зависимости от того, вырубка это или перфорация. В основном, учитывая определенный размер, Должно ли быть отверстие такого размера или важно, чтобы такого размера была заготовка. Для бланка определенного размера отверстие в матрице должно быть правильного размера, поэтому вычтите зазор от перфоратора.При вырубке пуансон будет меньше желаемого. пустой размер. При пробивке отверстия определенного размера пробойник должен быть правильный размер. В этом случае зазор добавляется к отверстию в матрице, делая его больше желаемого размера отверстия.
Рекомендации по резке
Смазка — важный фактор при обслуживании форм для резки листового металла. Операции по раскрою листов выполняются в основном механическими прессами, Кривошипный пресс часто используется (см. прессы).Нижняя матрица прямая около вершины отверстия, тогда угловой зазор предоставляется, чтобы учесть расширение заготовку или пулю после того, как она вытеснена из отверстия. Еще одно соображение относительно заготовка или пуля — это его склонность к деформации из-за сил, задействованных во время процесс резки.
| рисунок: 260 |
Пресс-формы для резки листового металла
Форма для резки листового металла состоит из пуансона и матрицы, как уже говорилось.Материал пуансона и матрицы обычно представляет собой инструментальную сталь или иногда карбиды. Некоторые формы позволит выполнять сразу несколько операций одним движением. Их называют составной головкой. Часто заготовка подвергается серии операции на разных штампах. Работа переносится с одного штампа на другой после завершения каждой операции. Эти передаточные матрицы упорядочены и выровнены вместе таким образом, чтобы составить более крупный процесс.
Прогрессивный штамп для множества различных последовательных операций, которые могут выполняться на нескольких станции, выполняемые на одном штампе.Операции выстраиваются линейно, по направлению подачи. При каждом гребке каждая операция выполняется один раз. Работа увеличивается на шаг вперед, каждый шаг является постоянным расстоянием. На каждом этапе каждая секция листового металла подвергается следующей операции в очереди. Операции гибки или волочения также могут быть включены вместе с врезкой. более крупный прогрессивный процесс. Секции из листового металла остаются прикрепленными к исходную полосу во время выполнения этих операций. Все операции будут происходить один раз по каждому отдельному разделу.Последняя операция вырезает отрезок из полосы. Каждая секция, если ее удалить, состоит из отдельной части.
| Рисунок: 261 |
Усилие резания листового металла Производство
Необходимое усилие резания является решающим фактором при выборе оборудования, во время проектирования процесса листового металла. Максимально необходимое количество силы будет Убедитесь, что мощность машины соответствует производственному процессу.Часто мощность оборудования намного превышает силу, необходимую для конкретной операции. Во многих случаях грубое приближение максимальной требуемой силы для Операция по резке листового металла может определить достаточность имеющегося оборудования. Без учета зазора или трения максимальная сила, необходимая для листа Операцию по резке металла можно оценить по: Сила макс. = (длина реза) (толщина) (предельная прочность на сдвиг). Сила макс. — это максимальное усилие, необходимое для работы.Длина of cut — длина периметра области удаляемого листового металла. Толщина — это толщина листа. Максимальная прочность на сдвиг работы на материал можно ссылаться и обычно составляет около 70% -80% от конечного предел прочности.
В обрабатывающей промышленности есть решения для случаев недостаточная вместимость. Пуансоны или матрицы для резки листового металла могут быть со скошенной кромкой, уменьшая силу за счет распределения разреза по длине хода.Детали могут быть изменены для производства или другого используемого рабочего материала. Более крупные разрезы можно разделить на несколько меньших разрезов, требующих меньшего усилия, но в конечном итоге удаляющих одинаковые материал. Другой альтернативой является использование оборудования большей мощности.
Бритье
Краевые поверхности листового металла обычно не гладкие и прямые. Даже в правильно разрезанном металле зона излома будет угловатой и шероховатой. В резка листового металла, чем ниже значение зазора, тем выше кромка качество.Бритье — это вторичный процесс, который можно использовать для улучшения краев. разрезов, которые уже были сделаны. Во время бритья требуется очень мало места для сделайте прямой, гладкий и аккуратный пропил только до конца края. Бритье — это процесс удаления стружки, и его не следует использовать для стрижки. большое количество материала.
| Рисунок: 262 |
Чистовая вырубка листового металла
Можно использовать чистовую вырубку для многих операций по резке листового металла, особенно те, которые предполагают меньшую общую толщину листа.Чистое гашение высокоточный процесс штамповки, позволяющий создавать надрезы с строгие допуски и ровные гладкие края, без стружки и прочего вторичные процессы.
Пресс прижимает прижимную подушку к листу, удерживая работу плотно между нижней матрицей и прижимной подушкой. Рядом, снаружи и по всему краю выреза, V-образное кольцо выступает из нижней части прижимная пластина ударяется о обрабатываемую деталь. Это дополнительно защищает работу от движение и ограничивает поток металла.Режущий пуансон для этой операции имеет очень маленький зазор с нижним штампом, обычно 1%. Поскольку давление применяется к При работе пуансон медленно прорезает металл. Одновременно еще один пуансон применяет силу к другой стороне листа в противоположном направлении. В вторичный пуансон обеспечивает меньшую силу, чем режущий пуансон. Его цель — помочь с разрезом и предотвратить коробление банка, частую проблему в операции по вырубке листового металла. Силы поддержки пуансона меньше и в направлении, противоположном режущему пуансону, поэтому суммирование обоих векторов указывает, что общая сила (и, следовательно, движение) будет в направление определяется режущим пуансоном.Чистовая вырубка листового металла будет используйте пресс тройного действия. Эти прессы обычно гидравлические, и каждый действие можно контролировать индивидуально.
| Рисунок: 263 |
Прочие процессы резки листового металла
В обрабатывающей промышленности для резки листового металла также используются другие методы, (и тарелку). В частности, в процессе первичной резки первичного листа раздеться. Пламенная резка популярна и позволяет резать толстые пластины.Распиловка, например ленточной пилой — это процесс обработки, при котором также можно резать толстые листы. Пиление, вроде другие операции механической обработки — это процесс удаления материала. Лазерная резка использует лазеры для резки листового металла. Резка лазерным лучом может управляться компьютером и производить очень точные разрезы. При резке металла также применяется водоструйная обработка. В водоструйная обработка, мощная концентрированная струя воды обеспечивает силу для операция резки.
ТОП
Как резать листовой металл — SheetMetal.Мне
Процесс «вырубки» или вырезания развертки из листового металла может быть осуществлен различными способами. В этой публикации мы рассмотрим некоторые из наиболее распространенных видов резки листового металла. При определении того, какой метод резки листового металла вам подходит, следует учитывать такие факторы, как гибкость, скорость, точность, качество обработки, стоимость и автоматизация. Когда дело доходит до материала, который вы режете, есть определенные соображения, поэтому мы добавили специальный пост о том, как резать алюминий.
Ручной инструмент
Стоимость: 20 — 100 долларов
Гибкость: низкая
Скорость: очень низкая
Точность: очень низкая
Поверхность: плохая
Автоматизация: нет
Долото и молот
Использование долота и молотка — это самый простой способ резки листового металла. Просто выровняйте долото по линии, которую вы собираетесь разрезать, и ударьте по нему молотком.Если вы ударите по нему достаточно сильно, долото порежет листовой металл, если он достаточно тонкий. Подложка из мягкой древесины облегчит прохождение долота, обеспечивая опору для металла. Этот процесс резки очень медленный и трудоемкий. Это может быть уместно, если вы работаете над небольшим проектом в своем гараже и у вас есть время, чтобы очистить острые деформированные края, когда вы закончите резку. Точность пропила будет зависеть от того, насколько вы терпеливы при выравнивании долота.Вы также будете ограничены калибром, с которым можете работать, я не верю, что вы будете резать холоднокатаную сталь толще 16 калибра этим методом.
Ножницы
Авиационные ножницы и ножницы для олова — распространенный метод резки тонкого листового металла для любителей. Эти инструменты подходят для резки мягких листовых металлов, таких как олово, алюминий и латунь. Вы, вероятно, не найдете ножницы, которые способны резать низкоуглеродистую сталь калибра более 18.Для справки о толщине датчика см. Нашу таблицу размеров. Эти ножницы могут пригодиться при работе с изогнутыми деталями на небольшом проекте. Авиационные ножницы — это термин, применяемый к высокопроизводительной форме этого инструмента для резки листового металла, который бывает трех основных разновидностей, позволяющих выполнять прямые, изогнутые влево и вправо разрезы. Для большинства приложений необходимо подпилить и очистить края, оставленные ножницей. При использовании этих инструментов рекомендуется держать верхнее лезвие на металле, в то время как вы «тянете» нижнее лезвие на себя.Полностью откройте ножницы в начале пропила и вставьте листовой металл как можно глубже в проем, это обеспечит вам максимальное усилие. Для вырезания отверстий в листовом металле необходимо начинать со стартового отверстия, которое можно сформировать, используя метод молотка и долота, чтобы пробить металл. Как только у вас будет стартовое отверстие, продвигайтесь к желаемому радиусу, используя правильный красный или зеленый нож.
Ножовка по металлу
Ножовки или ювелирные пилы — еще один простой ручной инструмент, который можно использовать для резки листового металла.Вы ограничены в радиусе поворота и глубине из-за геометрии ножовки. Ножовка подходит для более мягких металлов, потому что более твердые, такие как нержавеющая сталь, имеют тенденцию разъедать лезвия, поэтому, опять же, эти инструменты подходят для любителей или небольших магазинов по производству листового металла. Правильный выбор лезвия для материала, который вы режете, имеет важное значение для успеха этого метода. Обычно вы выбираете «волнистый» тип установки зуба, который предназначен для выполнения чистых резов в тонком твердом материале, таком как листовой металл.Добавление режущих составов или просто воска может продлить срок службы вашего лезвия и качество резки. Наклеивание полосы малярной ленты на переднюю и заднюю стороны листового металла может помочь улучшить рез за счет уменьшения количества сколов, но, в конечном итоге, точность и качество обработки зависят от оператора.
Ручные ножницы
Дисковые ножницы — это европейский инструмент, который представляет собой консервный нож с открытым отверстием. Подходит для узких углов, но оставляет желобчатый край, который, возможно, необходимо очистить.Может вручную резать низкоуглеродистую сталь толщиной до 16.
Слесарные инструменты
Стоимость: 100 — 1000 долларов
Гибкость: средняя — низкая
Скорость: низкая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Прямые ножницы
Эти настольные ножницы превращают усилие в компактные ножницы, способные резать листовой металл средней толщины.Это в первую очередь ограничит ваши стрижки прямыми линиями. Эти типы ножниц подходят для любителей и мастеров листового металла, выполняющих индивидуальные или ремонтные работы. Они прочные и прослужат всю жизнь, если содержать их в чистоте и остроте.
Ножницы без горла Beverly
Известные по названию производителя, эти ножницы широко используются в небольших цехах по производству листового металла из-за их универсальности при резке листового металла различных толщин и форм. Другие бесщеточные ножницы доступны от других производителей и имеют те же основные характеристики и ограничения.При некоторой точной настройке расстояния между лезвиями край, оставленный этим типом ножниц, значительно улучшается по сравнению с ручными ножницами, потому что он не искажает край и фактически немного закругляет верхний край. Доступны три размера: B1, B2 и B3, в зависимости от размера и требуемой мощности.
Ленточная пила
Когда дело доходит до резки листового металла, с ленточными пилами можно справиться неоднозначно. Они ограничены конструкцией станины с точки зрения того, какой размер листа вы можете разрезать, поэтому убедитесь, что вы понимаете ограничения своей пилы, прежде чем выкладывать развертку.Подходит для более мягких материалов, поскольку лезвия могут быть полезны в некоторых случаях. Край, оставленный ими, часто требует некоторой очистки.
Стационарные высечные ножницы
Эти станки представляют собой пробивной пресс с C-образной рамой, который можно использовать для удаления стружки с листового металла. Они отрезают от металла широкий пропил и оставляют зубчатый край, который почти всегда требует вторичной обработки. Во время резки они также выбрасывают маленькие капли в форме полумесяца, которые необходимо собирать и обрабатывать осторожно.
Электроинструменты
Стоимость: 75 — 300 долларов
Гибкость: средняя
Скорость: средняя
Точность: низкая
Поверхность: смешанная
Автоматизация: нет
Угловые шлифовальные машины
Угловая шлифовальная машина, также известная как Makita в честь обычного производителя, является универсальным инструментом, используемым во многих цехах по производству листового металла. По сравнению с ручными и настольными инструментами, он способен резать относительно тяжелые калибры, а также обладает дополнительным преимуществом в том, что его можно держать в руке и переносить.
Механические ножницы
Электрические ножницы и двойные ножницы — еще одно распространенное место в цехах по обработке листового металла, которые выполняют небольшие виды резки. Эти ручные инструменты представляют собой портативные микроножницы, которые грызут металл, когда вы перемещаете режущее лезвие по намеченной траектории. Конструкция без горла позволяет разрезать лист, не беспокоясь о тыльной стороне инструмента. Их основные недостатки — это шум, вибрация и качество кромок.Им требуется сильная рука, чтобы точно управлять режущими лезвиями, и они будут трясти лист, если его не удерживать должным образом. Поскольку механические ножницы делают большое количество мелких надрезов в листовом металле, они могут оставлять опасные зубчатые края, которые необходимо очистить перед безопасным обращением.
Электролобзик
Ручные лобзики — это очень сложная задача, когда дело касается резки листового металла. Правильная комбинация высококачественной пилы и высококачественного полотна может привести к хорошей равномерной резке и приличному радиусу поворота.Неверное полотно для материала и дешевая пила создадут утомительную и опасную среду для резки. Поскольку лобзики по своей конструкции не имеют горловины, они обладают большей универсальностью в магазине.
Нубблер
Станок, аналогичный механическим ножницам, эти станки вырубают часть материала, когда они движутся, по существу, откусывая металл, когда оператор направляет их. Их не часто любят в магазинах из-за их широкого пропила и острых кусков серповидной формы, которые они выбрасывают при резке листового металла.
Тепловая резка
Стоимость: 200 — 900 долларов
Гибкость: средняя
Скорость: средняя — высокая
Точность: низкая
Отделка: плохая
Автоматизация: нет
Кислородно-ацетиленовая горелка
Подобные газовые горелки хорошо работают со сталью, потому что их температура горения ниже, чем температура плавления. Тепло от горелки в сочетании с постоянным потоком кислорода быстро окисляет листовой металл и сдувает ослабленный металл.Это создает много тепла и искр, но может разрезать толстую сталь и двигаться с относительно высокой скоростью. Резак не требует какой-либо поддержки и является портативным, что делает его идеальным для работы в труднодоступных местах. При расчете цен на эти машины необходимо учитывать стоимость газа. Кроме того, доступны специальные насадки для резки листового металла для определенных металлов и толщин. Эти горелки также могут использоваться для отжига металла, что имеет свои преимущества в специализированной мастерской.
Плазменная горелка
Плазменная горелка работает аналогично кислородно-ацетиленовой горелке, однако вместо окисления металла плазма ионизирует его с помощью сильного электромагнитного поля. Помимо тепла от горелки, это ослабляет металлический лист под горелкой и позволяет сдувать его воздухом под высоким давлением. Плазменный резак очень универсален в том, что касается типа материала, который он может резать, и, как кислородно-ацетиленовый резак, он легко маневрирует вдоль листа и в труднодоступных местах.Это делает его обычным выбором для мастерских по изготовлению листового металла. Недостатками являются количество искр, которое он производит, расстояние, на которое он выбрасывает искры, и край, который он оставляет. Работайте с этой горелкой только в месте, где вы знаете направление искры и где нет ничего легковоспламеняющегося. Кромку после обрезки обязательно придется чистить.
Промышленная резка
Стоимость: 10 000 — 5 000 000 долларов США +
Гибкость: очень высокая
Скорость: очень высокая
Точность: очень высокая
Отделка: отличная
Автоматизация: множество опций
Плазма
Плазменный стол с ЧПУ — это, по сути, самый дешевый вариант промышленной резки.Более медленный, чем его аналоги, это просто плазменный резак, установленный на автоматизированном портале. Несмотря на разнообразие материалов и толщины, главное преимущество — цена.
Струя воды
Водоструйные машины направляют очень тонкую струю воды, смешанную с абразивом, под необычайным давлением и очень высокой скоростью в листовой металл. Это разъедает металл и оставляет очень чистый и гладкий край. Водяные форсунки на удивление способны с очень высокой точностью резать листы очень большой толщины, до нескольких дюймов.Их главные достоинства — это чистота кромок, разнообразие материалов и точность. Слегка закругленный край с гладкими поверхностями позволяет безопасно работать сразу с машиной. Поскольку нет химического, электрического или теплового взаимодействия с металлом, водяные струи могут разрезать практически любой металл, пластик, сплав или материал с той же точностью и отделкой.
Пробивной пресс
Пробивные прессы используют профилированные инструменты для выбивания геометрии в листовом металле. Более крупные прессы могут быть загружены десятками различных типов инструментов для специальной резки и формовки.Обычно они не такие быстрые, как лазеры, но они позволяют штамповать, катать и формировать металл во время резки. Это позволяет формировать жалюзи, выступы, выступы и оттиски, которые лазеры не могут сформировать. Кроме того, они обычно дешевле по сравнению с лазерами, однако их техническое обслуживание связано с расходами на оборудование.
Лазеры
Лазеры высокой мощности обеспечивают самый быстрый и точный способ резки листового металла. Современные лазеры перемещают режущую головку по листам на очень высоких скоростях с невероятной точностью.Несмотря на то, что они ограничены 2D-резкой, их точность и скорость не имеют себе равных. При правильной настройке и настройке лазера можно получить чистый безопасный край. Несмотря на то, что они очень дорогие, они просто необходимы в современном магазине листового металла.
Режущий инструмент для листового металла от Sasha
Водорез
Хочу!
Забудьте о лазерах и прочем. Если вам нужен инструмент, который действительно работает как световой меч по стали, это водорез.
Водорезы — это тяжелый промышленный инструмент. Вы не захотите владеть им. Но если у вас есть инженерный магазин поблизости, в котором есть один, вы можете найти жизнеспособную идею принести свой листы из нержавеющей стали и ваши выкройки и запрограммируйте их на стол для резки профилей (этот инструмент работает только на каком-либо профильном станке. Вы не можете использовать его в руке). Водяной резак будет прыгать, издавая невероятное количество поистине ужасного шума и за очень короткое время создать лист, полный идеально вырезанных узоров с идеальными краями которые не нуждаются в округлении, без теплового искажения или изменения цвета.
Водорезы работают за счет невероятно сфокусированной струи воды, содержащей взвешенные абразивные частицы. Режут в основном частицы. Вода просто движущая сила. Эти вещи могут отрезать что угодно. Дерево, пластик, любой металл … думайте об этом как об идеальной ленточной пиле, которая не тупит.
Вместимость. Разрежет сталь примерно до 1 дюйма в размере, который используется в большинстве машин среднего размера. магазины будут.Большой блок в Японии может разрезать 5-дюймовую пластину.
Стоимость. К тому моменту, когда добавят аппаратуру управления и шумоизолированное здание, около миллиона. Вот почему вы можете захотеть найти специализированный магазин и заставить их делать массовую резку за вас.
Лазерный резак
Нарезает, нарезает кубиками, нарезает жульеном морковь!
Нет, вероятно, вам тоже не по карману этот инструмент.
Лазерные резаки также лучше всего работают, когда они зацеплены за профильный резак, но некоторые из них могут быть ручная работа и выглядит как головоломка на стероидах.
Лазерный резак — это снова коммерческий инструмент для инженерной мастерской, который может стоить вашего времени. отработать как этап строительства. Я отправил лазерную резку нескольких десятков головок топоров из углеродистой стали для меня и был очень доволен результатами.
Лазеры также могут использоваться для «гравировки» и резьбы по металлу рисунков.В в целом, то, что написано о водной резке выше, относится также и к лазерной резке (Laser при резке также используется воздушный компрессор для удаления пропила аналогично плазменным резакам)
Прецизионные гильотинные ножницы, нагрузка 457 мм (18 дюймов) — Fortex Engineering Ltd
Прецизионная гильотина для резки печатных плат FORTEX тип 45, модель GU-0457-01, емкость 18 дюймов (457 мм), представляет собой настольное ручное устройство с ручным управлением, предназначенное для резки до трех печатных плат с гладким покрытием и ламинированной медью.175 мм (1/8 ″) бумаги на связующей смоле и стекла с эпоксидной смолой. Прецизионные ножницы также могут разрезать листы бумаги, латуни, картона, пластика и алюминия (1,6 мм) и латуни. Эти ножницы очень популярны в школах, колледжах и образовательных учреждениях, поскольку они оснащены полной защитой и дополнительным устройством Padlock, предотвращающим несанкционированное / неконтролируемое. использовать.
Гильотинные ножницы для печатных плат GUI-18 имеют прочную стальную и алюминиевую конструкцию с прозрачным защитным кожухом PETG перед грунтом и лезвиями из закаленной инструментальной стали GFS01.Лезвия ножниц для печатных плат регулируются. Прозрачный защитный кожух обеспечивает видимость режущих лезвий во время резки, обеспечивая точное выравнивание. Литая алюминиевая основа покрыта эпоксидной порошковой эмалью для печи и обеспечивает размер загрузочного лотка 457 мм x 320 мм.
Когда рабочая рукоятка тянется вниз, срабатывает подпружиненный зажим, который надежно удерживает разрезаемый материал во время резки, обеспечивая точность, точность и повторяемость. Операции резки способствует механическое соединение, позволяющее разрезать доски с минимальными усилиями.Каретка ножницы оснащена долговечными бронзовыми подшипниками Phospor.
Гильотинные ножницы для печатных плат поставляются в комплекте с дюймовой и метрической боковой шкалой, прикрепленной к прочному литому алюминиевому основанию, что обеспечивает точное и квадратное измерение. Также имеется полностью регулируемый упор для пакетной работы, который можно использовать эфиром на передней или задней части гильотинных ножниц, чтобы обеспечить легкую, быструю и точную повторяющуюся резку заготовок.
Наборы сменных ножей для резки печатных плат GUI-18 можно заказать отдельно.Поставляются полные инструкции по эксплуатации, включая настройку лезвия и замену.
| Спецификация | |
Настольные ножницы для печатных плат, 18 дюймов | |
| Макс. ширина реза | 18 дюймов (457 мм) |
| Габаритные размеры (со сложенной ручкой) | 26 дюймов x 16 дюймов x 15 дюймов (660 x 440 x 350 мм) |
| Рабочая зона | 18 дюймов x 12 дюймов (457 x 320 мм) |
| Масса | 20 кг |
| Габаритные размеры в упаковке | 660 мм x 448 мм x 362 мм |
Гильотинные ножницы для резки листового металла с роликом (editar agora): фото 1425499409
Você está usando um navegador mais antigo, que pode prejudicar sua Experência.Faça a atualização. Saiba mais. ImagensPágina Inicial де imagensColeções especiaisFotosVetoresImagens сделать OffsetCategoriasAbstratoAnimais / Вид SelvagemArtesFundos / TexturasBeleza / ModaPrédios / Marcos históricosNegócios / FinançasCelebridadesEditorialEducaçãoAlimentos е bebidasSaúde / MedicinaDatas е festividadesIlustrações / Clip-ArtIndustrialInterioresDiversosNaturezaObjetosParques / Ar livrePessoasReligiãoCiênciasSinais / SímbolosEsportes / LazerTecnologiaMeios де transporteVetoresVintageTodas как categoriasVídeosPágina Inicial де vídeosColeções especiaisShutterstock SelectShutterstock ElementsCategoriasAnimais / Вид SelvagemPrédios / Marcos históricosFundos / TexturasNegócios / FinançasEducaçãoAlimentos е bebidasCuidados ком SaúdeDatas е festividadesObjetosIndustrialArteNaturezaPessoasReligiãoCiênciasTecnologiaSinais / SímbolosEsportes / LazerMeios де transporteEditorialTodas как categoriasEditorialPágina Inicial делать EditorialEntretenimentoNotíciasRealezaEsportesMúsicasPágina Inicial де MúsicaPremiumBeatFerramentasShutterstock EditorAplicati Вос móveisPluginsRedimensionador де imagensConversor де arquivosCriador де colagensEsquemas де coresBlogPágina Inicial сделать BlogDesignVídeoColaboradorNotíciasБлог PremiumBeatCorporativoPreços
Entrar
Inscreva-с
Меню
тода в imagens- тода в imagens
- Fotos
- Vetores
- Ilustrações
- Редакционных
- Vídeos
- Músicas
- Pesquisar por imagem
Pesquisar imagens
SalvarExperimentarCompartilhar