Как правильно варить сваркой электродами типы швов видео: Сварочные швы как правильно варить видео
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.


Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1. Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II).
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.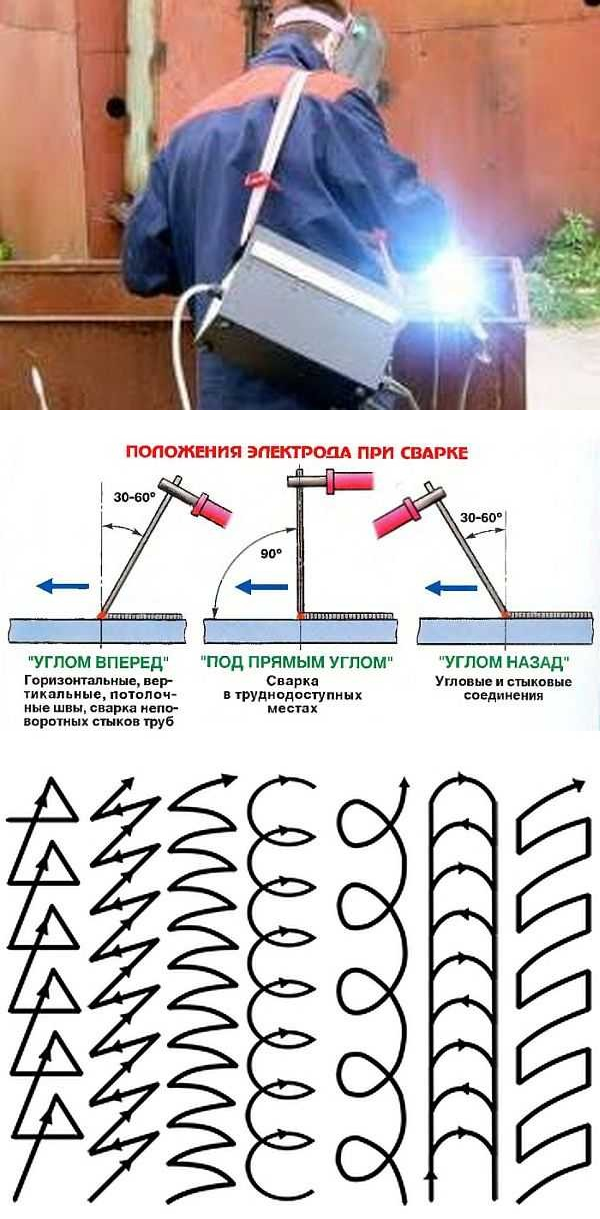
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе.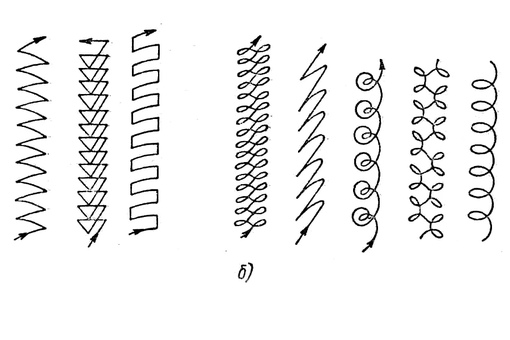 Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют..jpg)
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Похожие статьи:
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.

При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.
Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис.выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Какие электроды лучше для инвертора
Содержание
- Кратко об инверторах
- На что обратить внимание при выборе расходников для инвертора
- Популярные марки расходных материалов для инверторной сварки
- Что влияет на качество работы инвертором
- Рекомендации начинающим сварщикам
- Заключение
Кратко об инверторах
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении. У нас есть отдельная большая статья о видах покрытия сварочных электродов, их плюсов и минусов.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
|
Настройка силы тока |
||||||
|
Диаметр электрода (мм) |
2 |
2,5 | 3 | 4 | 5 | 6 |
|
Сила тока (А) |
40-64 | 65-80 | 70-130 | 130-160 | 180-210 |
200-350 |
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов. В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Электросварка для начинающих обучение видео. Как правильно варить электросваркой
- Какие бывают электроды?
- Какой диаметр выбрать?
- Просушка обмазки
В одном небольшом рассказе невозможно описать все нюансы этого увлекательного дела, так как умелых сварщиков готовят не один месяц, а настоящее мастерство приходит к ним через опыт. Делать искусные швы сварщик научится лишь через несколько лет. Тем не менее стоит дать несколько рекомендаций, которые помогут домашним мастерам научиться сварке хотя бы на начальном уровне. Зная некоторые правила обращения с электродами и сварочным аппаратом, самодеятельные сварщики смогут уже сделать забор, навес, калитку или ворота.
Какие бывают электроды?
Научившись премудростям профессии, специалисты могут определить тип электрода, лишь мельком взглянув на него. Непрофессионалам эти знания в перспективе, возможно, не помешали бы, но пока им нужно дать предварительную информацию о применяемых для сплавления металла электродов. Их всего около 10-ти типов:
Положение электрода при сварке деталей.
- Стержни для сварки низколегированной стали и стали с высоким содержанием углерода.
- Электроды для соединения высоколегированных сталей.
- Электроды для сварки термоустойчивых металлов.
- Стержни для сварки чугунных изделий.
- Электроды для наплавки (эта операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые созданы специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды устроены одинаково. Их стержень обволакивает защитное покрытие, которое поддерживает горение сварочной дуги и создает в районе шва зону, свободную от окисления. Обмазка закрывает стержень не полностью. Один торец оголен, чтобы обеспечить создание дуги при контакте с поверхностью, другая сторона очищена от покрытия на несколько сантиметров, чтобы крепить электрод к держателю. Стержни изготавливаются из разных марок стали и даже полимеров, а их обмазка производится из фтористо-кальциевых, руднокислых и рутиловых составов.
Вернуться к оглавлению
Какой диаметр выбрать?
Схемы движения электродов при сварке.
Чтобы не прожечь свариваемый металл, нужно уметь правильно подбирать электроды. Их сечение должно быть прямо пропорционально толщине соединяемых кромок.
- 2-миллиметровые листы или изделия со стенками до 2 мм сплавляются стержнями сечением от 1,5 до 2 мм.
- Для толщины металла в 3 мм подходят 2,5- или 3-миллиметровые пруты.
- Толщина 4-5 мм – сечение составляет 3 или 4 мм.
- Листы от 6-ти до 8-ми мм сплавляются электродами в 4 мм.
- 9-12 мм – диаметр 4 и 5 мм.
- 13-15 мм – сечение прута составляет 5 мм.
К слову, толщина электрода определяется именно по сечению стального прута.
Вернуться к оглавлению
Как отрегулировать ток сварки?
Ошибка, которую допускают начинающие сварщики, заключается в том, что они не могут правильно подобрать для сварки силу тока. Она напрямую зависит от того, какой электродный стержень применяется и какая операция со сталью будет выполняться. Ниже будут приведены диапазоны силы тока, соответствующие нормальной работе электродами разной толщины.
Стоит добавить, что максимальные значения показывают ток резки металла, а минимальные – ток его сварки. На практике они могут несколько отличаться, но отклонения (небольшие) вызваны особенностями отдельных сварочных аппаратов. Оптимальный диапазон выбирается в пределах указанных значений. Если сила тока будет ниже необходимого минимума, то варить не получится, так как электродный стержень при соприкосновении со свариваемой поверхностью будет высекать только искры. При токе, превышающем допустимый максимум, сталь будет оплавляться и прожигаться.
Вот таблица соответствия сечения и тока:
- 1,5 мм – 30-60 А;
- 2 мм – 30-80 А;
- 2,5 мм – 50-110 А;
- 3 мм – 70-130 А;
- 4 мм – 110-170 А;
- 5 мм – 150-220 А.
В быту в основном применяются электроды сечением от 2 до 4 мм, поэтому выбор сварочных аппаратов нужно делать с учетом этого фактора.
Вернуться к оглавлению
Как держать и вести электродный стержень
Качественно сваривать металл – это не только правильно подобрать силу тока и сечение прута. Еще необходимо уметь правильно вести прут вдоль шва, держать его под необходимым углом и не допускать перегрева стыков или преждевременного затухания дуги. Первоначальное прикосновение стержня к свариваемым кромкам должно быть похоже на легкое постукивание или высекание огня спичкой. После образования дуги электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его кончиком и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать нужный зазор, чтобы стержень не лип и дуга не гасла.
Рука сварщика должна быть расслаблена. Это позволит вести электрод не по прямой линии, а легкими волнообразными движениями (подобно тому, как кондитер выкладывает крем на торт), тогда соседние поверхности будут не просто раскалены докрасна, а надежно сплавлены друг с другом. Потренируйтесь вести стержень без включения аппарата. Прикоснитесь им к стали, слегка отдерните руку, проведите электродом вдоль воображаемого шва. Держите электрод в плоскости, перпендикулярной стальному листу, но относительно шва прут должен быть отклонен от перпендикуляра на 10-15 градусов.
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.Если применяется электродуговая сварка, то электроды при постоянном токе двигаются в одном направлении, которое определяется в соответствии с полярностью.
Существует несколько аппаратов для сварки:
- Трансформатор . При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель . Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор . Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Сварочные инверторы нового поколения превосходят по точности, ранее применяемые для сварки трансформаторы, генераторы и выпрямители, на них полярность допускается устанавливать самостоятельно. Новичкам рекомендуются осваивать сварку с инверторов.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Электроды для сварки металла выполняются из сварочной проволоки. А вот для чугуна используется присадочная проволока с графитовым стержнем. Чугун в отличие от стали очень хрупкий материал, и его сварка должна проводиться холодным методом. При выполнении сварки нужно постоянно контролировать разогрев его поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а урывками с обязательной проковкой.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.
После такой тренировки можно будет переходить к свариванию 2 частей металла.
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.
На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Главным условием получения красивых поворотных швов является применение подходящего метода сварки и расположение дуги.
После покупки необходимого инструмента и правильного выполнения подготовительных работ можно самостоятельно выполнять приведенные в статье швы. А правильность их создания можно контролировать сравнением с представленными примерами в видео-уроках от профессионалов сварочного дела.
В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих . Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование . Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа . Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги , формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов , благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании. Также следует уделить внимание и небольшим остаткам использованных электродов , которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу . Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону . Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод , убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм , то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается . При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков , без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
Моментов, когда требуется варить сваркой, существует неимоверное количество, причем это может потребоваться дома, на даче, в квартире, в гараже, в любом высотном здании, в частности, в таких сферах деятельности, как строительство или ремонт в домашних условиях, а также в сантехническом обслуживании, прокладывании водоснабжения и водоотведения и не только. Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
Чтобы сваривать полотна или трубы из металла, потребуется ознакомиться с техникой безопасности, изучить процесс работы, тщательно следовать технологии или нанять такого сварщика, как трубач.
Многие думают, что вполне достаточно узнать, как пользоваться электродами и то, как заварить швы, однако нужно знать все тонкости работы, особенно относительно соединения 2 разных металлов и того, какие нужны электроды.
Теория – это одно, однако требуется курс практики, чтобы начать самостоятельно сваривать различные конструкции без оплошностей и вероятности возникновения протечек. К примеру, перед проведением сварки, должен быть зафиксирован каждый элемент при помощи стяжки, струбцин и других элементов.
Необходимо знать:
- Какие могут возникать проблемы;
- Как избежать дефектов;
- Какова технология сварки конкретного вида элементов.
Помимо этого, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых держит соединение стыков, и желательно устанавливать их на расстоянии в 10 см друг от друга.
Варианты сварочных швов
Существуют различные типы швов, которые могут отличаться между собой по различным факторам, в частности по тому, как проводится соединение металлических изделий. Именно это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Встык;
- Внахлест;
- Тавровый.
Профессия электросварщика очень сложная и требует порой слишком больших вложений по силам и энергии, так как сваривание металлических изделий может проводиться даже под потолком. Классификация шва может быть по тому, где они расположены в пространстве, и выделяют вертикальный, горизонтальные, потолочный типы.
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
- Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
- Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
- Нужно правильно подходить к выбору электродов и сварочной проволоки.
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и непосредственно сам сварочный аппарат.
Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Делать красивые швы, у которых идеальный вид, не так просто, так как даже специалист с большим опытом работы не всегда может осуществить процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и грамотно ли выбран угол наклона электрода, но и еще от множества моментов.
Стоит заметить, что любое обучающее пособие имеет данные о дефектах, ознакомиться с которыми нужно обязательно.
Есть критичные, а есть не критичные, то есть те, которые допустимо оставить без дополнительной обработки. Учимся тому, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар – это дефект, при котором осуществилось недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком большая скорость, с которой проводится движение электрода. После того как скорректирован ток и дугу сократили по длине, дефект должен устраниться.
- Подрез. Данный дефект свидетельствует о наличии канавки, идущей вдоль шва. Причиной может стать снова слишком длинная дуга, за счет чего шов не просто плохой, а широкий. Это приводит к неполному прогреванию металла, за счет чего края начинают быстро твердеть. Чтобы устранить проблему, стоит уменьшить длину дуги и повысить силу тока.
- Прожоги – это сквозные отверстия на стыках. Причиной становится высокий ток, если медленно вести электрод, и слишком большие зазоры между торцами деталей. Дефект можно устранить за счет коррекции режима сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине стыка, то это происходит из-за наличия сквозняка в помещении, за счет чего происходит сдувание газового облака с зоны работы или же, если металл покрыт ржавчиной.
Есть и другие дефекты в виде трещин, или попросту лопается шов, это возникает сразу после того, как металл остынет. Они могут быть продольные и поперечные. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Предосторожности перед тем, как варить сваркой электродами
Независимо от того, где применяется ручная электродуговая кемпинговая сварка своими руками, должна соблюдаться техника безопасности, что отображает каждый учебник по сварочным работам.
Предосторожности:
- Категорически запрещено пользоваться дуговой сваркой на морозе и в помещении с повышенной влажностью.
- Обязательно должна присутствовать маска и защитный щиток, что позволит уберечь глаза от ожога.
- Одежда должна быть со специальной пропиткой, с которой будут скатываться искры и капли раскаленного металла.
Руки нужно покрыть замшевыми перчатками или специальными брезентовыми варежками. В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
Нюансы для начинающих в сварке
По делу сварки есть множество советов и даже свои секреты у каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно проводить работы и класть швы практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансы:
- Обязательно нужно помнить о заземлении, а именно, есть специальный зажим, который нужно плотно наложить на деталь.
- Обязательно проверяется изоляция кабеля и то, насколько тщательно он заправлен в деталь.
- Как только подключена массы, выбирается сила тока, это зависит от вида электродов и от материала.
- Прежде чем зажигать дугу, нужно установить электрод относительно материала под углом в 60ᵒ.
Принцип действия сварки и схема проведения работы не слишком сложные. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы она возникла, электрод нужно держать так, чтобы пространство между ним и полотном составляло 5 мм.
В ходе работы будет происходить выгорание электрода, но не нужно спешить его двигать.
То, с какой скоростью нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. При залипании электрода, достаточно просто отвести или наклонить его в сторону. Прием простой, но эффективный. Стоит заметить, что есть такой термин, как сварочная ванна, и у нее могут быть различные размеры. Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Формат зависит от:
- Места расположения – в помещении или в пространстве;
- Сварочного режима;
- Конфигурации каждой соединяемой детали;
- Размера и формы кромки;
- Скорости перемещения дуги.
Приемы из сварки можно использовать, чтобы сделать котел для отопления или же для соединения водопроводных труб. Мест применения сварочного оборудования просто множество, так как с его помощью ставят заборы, изготавливают детские площадки, собирают металлоконструкции высотных зданий, монтируют системы водоотведения, устанавливают перила и не только.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, можно обустраивать свой дом или участок всеми необходимыми сооружениями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как правильно варить электросваркой (видео-уроки)
Очень просто отличить новичка от профессионала, так как он будет не слишком торопливым и придется переваривать швы далеко не один раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным осуществить все на высшем уровне и при этом предоставить гарантию качества.
- Основы электросварки
- Процесс электросварки
- Подготовительный этап
- Образование дуги
- Формирование сварочного шва
- Как сваривать после остановки?
- Техника безопасности
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Вернуться к оглавлению
Формирование сварочного шва
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
- Самый простой – ниточный шов, получается только при продольном направлении движения. Ширина такого шва составляет 2-3 мм. Такой шов обладает невысоким качеством и может использоваться только в неответственных деталях.
- Более качественным, но также не гарантирующим надежность является шов, образованный движением электрода в двух направлениях, продольном и поперечном. Ширина такого шва – до 15 мм. Проекция движения электрода представляет собой зигзаг или синусоиду. В этом случае электрод медленно продвигают вдоль линии сварки и одновременно двигают поперечно из стороны в сторону на ширину 10-15 мм.
- Надежный сварочный шов образуется при движении электрода в трех направлениях. Сохраняется продольное и поперечное движение, но при достижении крайних положений по обе стороны от линии сварки электрод сдвигают назад на 10-20 мм. Так обеспечивается возвратно-поступательное движение, которое позволяет вторично обработать шов. Шаг до следующего сдвига составляет 30-50 мм. В проекции такое движение в трех направлениях представляет собой винтообразную линию или орнамент.
При формировании сварного шва электрод направляется под углом 75-80º к поверхности заготовки в направлении линии сварки и строго под углом 90º по направлению в сторону от линии сварки.
Как правильно варить металл: основы, технология, рекомендации
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
Как правильно варитьИ если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
- Газовая горелка
- Как правильно паять электрической дугой
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
- Непровар
- Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
ДУГОВАЯ СВАРКА [электроды, видео уроки, советы]
[Дуговая сварка] – это такой прием сварки, при котором детали изделия нагреваются до температуры плавления путем воздействия электрического дугового импульса.
Вариантов проведения сварки масса, это сварка под флюсом, дуговая сварка в защитных газах, ручная сварка.
Методы электросварки
Дуговую сварку вручную проводят посредством переменного или постоянного тока в электродах, покрытых особой обмазкой.
Тот, кто руководит ходом сварки, своими руками переносит дугу вдоль краев металла, контролируя ход плавления и поднося электрод к обрабатываемому участку.
Для сваривания вручную чугуна можно смело пользоваться чугунным электродом. В диаметре он может составлять 6-15 мм. Лучшее решение – электроды малого диаметра и низкие токи.
Также для сварки чугуна вручную подходят электроды на медной или никелевой основе.
Если электрод содержит и никель, и медь, то он может использоваться для сварки чугуна уже без предварительного подогрева.
Для сварки чугуна, если края сварочного шва потом будут обрабатываться, не советуют использовать стальной электрод.
Сваривание под флюсом – способ механизированный. Он проводится посредством оголенной электродной проволоки.
Свариваемый участок предохраняется от взаимодействия с воздухом флюсом.
Это вещество вступает в реакцию с расплавленной поверхностью металла и изменяет его структуру, улучшая химические характеристики.
Флюсом называют сыпучий крупчатый состав. По назначению он может применяться при сварке разных типов стали, цветного металла и сплава. А по технологии производства он бывает плавленым и не плавленым.
В промышленных масштабах популярна автоматическая дуговая сварка под флюсом.
Автоматическая дуговая сварка отличается тем, что проволоку на участок дуги, перемещаемой вдоль кромок изделия, подает автомат.
Когда сварка под флюсом не полностью автоматическая, действует полуавтомат, то есть проволока подается автоматически, но своими руками переносится дуга.
На большой скорости производится многодуговая сварка. Существует сваривание, которое выполняется в три фазы, и сварка под флюсом посредством расщепленного электрода.
Чтобы восстановить изношенные элементы изделия, можно варить их под флюсом в оси.
Сварочный аппарат, которым необходимо варить под флюсом, бывает разной серии. Полуавтомат выпускается под сериями ПШ-5 и ПШ-54, а автомат – ТС-17М и АДС-1000.
Видео:
Почти ничем не отличается от сварки под флюсом плавка металла порошковой проволокой с помощью углекислого газа, поскольку металлический элемент приобретает те же свойства.
А дуговая сварка в защитных газах предполагает то, что участок дуги защищен от влияния воздуха специальным газом.
Это может быть газ вроде аргона или гелия или активный газ, например, реагирующий со структурой металла азот.
Чистый аргон активно используется как защитный газ, когда идет сварка по алюминию.
Во время сваривания по алюминию нужна регулировка частоты тока. Такую функцию как раз и имеют аргонодуговые аппараты.
Сложный процесс – сварка в аргоне чугуна. Большое содержание углерода делает его очень хрупким материалом, который трудно сварить.
При сварке аргоном чугуна применяют никелевые или бронзовые присадочные прутки.
Сварочный процесс под защитой газов ведется с помощью неплавящегося или плавящегося электрода.
Варить под аргоном предпочтительнее цветной металл, нержавеющую сталь или сплав.
Когда необходимо лишь слегка окислить в зоне дуги углеродистую или легированную сталь, то используют сварку под углекислым газом.
Если металл тонкий, то есть его толщина менее 3 мм, целесообразнее варить с помощью неплавящегося вольфрамового электрода.
Графитовый или угольный неплавящийся электрод необходим при сварке тонкого изделия толщиной полтора-два мм.
Действуя неплавящимся электродом, можно проводить сварку тонкого изделия своими руками.
Когда материал толстый, применяют сварку плавящимся электродом. Эти виды сварки подходят для стали толщиной более 0,8 мм, он гарантирует образование прочного и качественного соединения.
Использование плавящегося электрода требует полной автоматизации, или хотя бы понадобится сварочный аппарат-полуавтомат.
Широко используется импульсно дуговая сварка. Такое сваривание рекомендовано для тонкого металла, очень подходит алюминию.
Им легко варить потолочный или вертикальный шов, так как почти ничего не разбрызгивается и обеспечивается высокое качество сварки.
В отличие от стандартной процедуры сварки, данные виды сварки не приводит к деформации изделия. Здесь понадобится обычный аппарат и специальный агрегат для подачи импульсов.
Азы электросварки
Чтобы постичь основы дуговой сварки, надо иметь на руках аппарат для сварки и электроды.
В период обучения их понадобится много, какие-то просто испортятся, пока будут предприниматься попытки произвести сварку своими руками.
Самые подходящие электроды для дуговой сварки в период обучения составляют в диаметре 3 мм.
Электроды должны быть именно такой толщины, поскольку более тонкими выполняют сварку тонкого материала, что могут сделать только сварщики с опытом.
Также не стоит брать электроды более 3 мм толщиной, поскольку они могут дать большую нагрузку на сеть.
Сварка дугой для начинающих потребует терпения, но научиться правильно приваривать металлические детали и изделия из чугуна вполне реально.
Главное правило для начинающих — больше практики!
Видео:
Но чтобы начать уроки по свариванию с уверенностью, начинающим рекомендуется посмотреть обучающие видео по сварке, предложенные в нашей статье. Также необходимо усвоить советы по технике безопасности сварки.
Чтобы разобраться в специфике сваривания чугуна и разных металлических предметов, пройдите уроки на примере ненужного металлического куска.
Вблизи приготовьте ведро с водой. Не пробуйте варить электродом на деревянном предмете — техникой безопасности это запрещено!
Будьте бдительны, поскольку крошечные остатки примененного для сваривания электрода способны привести к возгоранию. Эти правила диктует техника безопасности при сварке.
В первую очередь, уроки, обучающие как правильно варить металлические конструкции, указывают, что обрабатываемая деталь в целях безопасности должна быть крепко зафиксирована зажимом «заземления».
А кабель, как говорит техника безопасности, нужно тщательно спрятать и убрать в электрододержатель.
Этот инструмент обеспечивает быструю смену электродов. Электрододержатель должен выдерживать повышенные нагрузки, элементарно собираться — это тоже диктуется правилами безопасности.
Главное условие — электрододержатель должен быть удобным в работе.
Простую конструкцию имеет электрододержатель винтового вида, при этом он весьма практичен. Максимальный показатель тока – 500А. Вес инструмента – 300-750 гр.
Электрододержатель можно соорудить и своими руками, соблюдая технику безопасности.
Потребуется кусок трубы из меди 25 см длиной. К ней с одного конца приваривается металлическая пластина в форме половины кольца, ее край должен быть загнут.
Видео:
На другом боку трубу нужно сплющить и просверлить небольшую дыру. Туда крепится наконечник кабеля, а потом на эту часть трубы устанавливают отрезок дюритового шланга.
Электрододержатель нельзя перегружать в течение работы по правилам техники безопасности, то есть нужно делать небольшие перерывы.
Когда электрододержатель зафиксировал электрод, включают сварочный аппарат, выставляя на нем коэффициент силы тока. Этот показатель должен быть равен цифре диаметра электрода.
После того как электрододержатель и сварочный аппарат подготовлены, можно испытать себя, то есть зажечь дугу своими руками и начать варить, соблюдая правила техники безопасности.
Электрод необходимо установить под определенным углом к металлическому предмету, по правилам этот угол обычно составляет примерно 60 градусов.
Теперь нужно не спеша провести электродом по металлу. Появились искры – пора затронуть металл электродом и немного поднять его, оставляя пятимиллиметровый зазор.
Дуга обязательно зажжется, если процедура проделана правильно. Не нужно забывать, что промежуток в 5 мм поддерживается в течение всей работы. Электрод постепенно выгорает, его передвигают неторопливо.
Если электрод стал прилипать, то его резким движением просто отклоняют в сторону. Когда дуга расстоянием в 2 или 3 мм не зажигается, добавляют мощность электрического тока.
Видео:
Необходимо попытаться сделать стабильную дугу, длина которой составляет от 3 до 5 мм между обрабатываемым элементом и краем электрода.
Если эти первые уроки для начинающих пройдены успешно, то можно попытаться правильно наплавить валик.
Дугу зажигают и медленно передвигают в горизонтальном направлении, совершая волнообразные движения. Плавящийся металл нужно как бы сдвигать к середине дуги.
В идеале появится ровный шов, на котором будут выступать небольшие волны материала наплавления.
Технология ручной дуговой сварки
Дугу правильно зажигают путем прямого отрыва электрода, когда произошло короткое замыкание, или скольжением по поверхности его края.
Технология сварки любого материла, в том числе чугуна, требует, чтобы электрод перемещался по трем направлениям.
Первый прием – постепенное движение по самой оси электрода. Это направление поддерживает стабильную длину дуги.
Длина дуги во время сваривания своими руками должна колебаться между двумя величинами – 0, 5 и 1, 2 диаметра электрода.
Если дуга будет чересчур маленькая, то шов сформируется плохо, и может возникнуть короткое замыкание.
Видео:
Если дуга будет слишком длинная, то снизится глубина провара, и сварочный шов будет хуже по механическим характеристикам.
Второй прием – движение электрода по длине оси валика, чтобы образовался шов. С какой быстротой совершается это перемещение, зависит от мощности электротока, размера электрода и времени его плавления.
Если не совершаются поперечные движения электрода, то шов будет тонкий, то есть его ширина составит 1,5 диаметра электрода. Такой шов предпочтительнее варить на поверхности тонкого листа.
Последний прием – техника движения электрода по ширине самого шва. Это необходимо, чтобы шов соответствовал необходимой ширине и глубине плавления.
Если по шву прошлись правильно, то его ширина будет составлять 1,5-5 диаметров электрода.
Сварка дугой также выполняется исходя из того, в каком пространственном положении расположен сварочный шов.
В нижнем положении важно, чтобы сечения проплавлялись полностью и не образовывались прожоги.
Если идет сваривание угловых швов, то нужно повернуть изделие на 45 градусов или пользоваться наклонным электродом.
Если сваривание выполняется своими руками в вертикальном положении, то на создание шва влияет стекание расплавленного материала.
Оттого швы по вертикали делают на подъем, тем самым обеспечивая нужную степень провара.
Правда эти виды сварки выполняются медленно и годятся только для тонкого изделия, что объясняется малой глубиной проплавления.
Чтобы правильно сделать потолочный или вертикальный шов, придется постараться. Чтобы расплавленный материал не вытекал из сварочной ванны, когда делаешь вертикальный или потолочный шов — его удерживают поверхностным натяжением.
Размеры сварочной ванны лучше уменьшить, выполнять сварку непродолжительными замыканиями так, чтобы потолочный рубец успевал немного подвергнуться кристаллизации.
Проделывать потолочный или вертикальный шов своими руками не всегда целесообразно, если необходимо сваривать тонкие металлические конструкции, вроде кузова автомобиля.
Для сваривания тонкого изделия лучше применить сварочный аппарат полуавтомат, имеющий ряд преимуществ.
Сварочный полуавтомат отличает малая площадь нагревания, не надо тщательно подгонять свариваемые детали. Полуавтомат требует использования углекислого газа, а он дешевле ацетилена.
К тому же, сварочный аппарат полуавтомат работает в 2 раза лучше, чем при работе сваркой своими руками.
Видео:
Аппарат полуавтомат для сваривания чугуна, железа или алюминия состоит из сварочного трансформатора и выпрямителя, кабелей, переносного блока, баллона с газом и редуктора.
Также полуавтомат оснащен держателем с кнопкой пуска. Отечественные виды – это оборудование марок А-537 и А-537У.
Аппарат полуавтомат потребляет много энергии, поэтому в целях безопасности перед работой с ним нужно проверить, до упора ли закручены сварочные кабели.
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Содержание статьи
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маскаВиды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инвертореПрямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назадБывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродамиКак сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от другаПотому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
Дуга защищена слоем гранулированного плавкого материала на рабочем месте.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с рабочим циклом 60 процентов, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью.Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но питание переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко расположен пистолет над изделием.
Бункерный пистолет может включать пусковой переключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю механизма подачи проволоки и включает наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как толкатели для швов, ткацкие станки и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основными преимуществами процесса сварки под флюсом или под флюсом являются:
- высококачественный металлический шов.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- нет дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- Простая автоматизация для высокого оператора.
- в норме, манипулятивные навыки не задействованы.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- Профили конструкционные
- Продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для давления и хранения использовать
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Применяется также для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке SAW флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением сварки под флюсом (SAW) является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут стать проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения для рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть сведены к тому моменту, когда следует рассмотреть дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсомТепло дуги плавит поверхность основного металла и конец электрода. Металл, выплавленный из электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс, близкий к дуге, плавится и смешивается с расплавленным металлом сварного шва, помогая очищать и укреплять его.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленная часть флюса может быть использована повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самым популярным методом нанесения SAW является машинный метод, при котором оператор контролирует сварочную операцию.
Вторым по популярности является автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно сваривать в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удержания флюса, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Металлы свариваемые и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. Благодаря подготовке кромок сварные швы можно выполнять за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратной канавкой толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, так как расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов, чтобы обеспечить полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного тока более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 1/8 дюйма (3,2 мм) и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен при использовании системы постоянного тока, поскольку он требует использования реверсивной системы для зажигания дуги, отвода и последующего поддержания заданного напряжения дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки отдельных электродов показана на рисунке 10-62. Скорость наплавки при дуговой сварке под флюсом определяется как минимум четырьмя факторами: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. Как правило, размер сварного шва за проход намного больше при дуговой сварке под флюсом, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть несколько проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет направлена на одну сторону сварного соединения, а не на основание. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Еще одна проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет достаточно сдерживания и собрано достаточно примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если пластины основного металла расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Его следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно основываются на механических свойствах, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы с одинаковым размером стыка можно выполнять за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать в зависимости от размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут быть перенесены в наплавленный слой, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в нижней части глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на глубину проникновения. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию поднутрений и пористости, поскольку сварной шов быстрее застывает. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, когда детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию течь. Это означает, что на наружных диаметрах электрод должен располагаться впереди крайнего верха или положения на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью основания, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные подкладки используются при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл сварного шва на месте, пока он не затвердеет. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, которые дают дополнительные возможности для сварки под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой — с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандемный
Двухпроводный тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует переменный ток на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным и минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство колебания магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла сварного шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу сварного шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов, чтобы ввести специальные сплавы в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды высокого давления, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приварки фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл сварного шва. Когда этот расплавленный флюс охлаждается до стекловидного шлака, он образует покрытие, защищающее поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюсы предназначены для конкретных применений и для определенных типов наплавок.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов заключается в наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами для обеспечения желаемого анализа наплавленного металла шва.
Ссылки для SAW
Процесс дуговой сварки под флюсом
Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке. Я пишу это, чтобы познакомить таких людей, как она, со сваркой. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком. Я в основном самоучка. Я знаю «Обучающее пособие» Тима Андерсона: «Дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать. Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Абзац «Определения», который следует за ним. Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими аппаратами для ручной сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их. Многие вещи, которые необходимо сделать, чтобы получить хороший сварной шов с помощью аппарата для ручной сварки, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то, и другое одновременно. время, когда это возможно. Упомяну немного о сварке ацетилен (газ).Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем , сварка с подачей проволоки с флюсовым сердечником. У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой. У меня нет опыта сварки TIG , и я не буду это обсуждать.
Определения :
Stick Сварочные аппараты получили это название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую вы можете подобрать с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики в сварочном аппарате, приводимые в движение двигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Пенетрация означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу с одной стороны стыка на другую, чтобы гарантировать, что сварной шов проникает в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей.При ткачестве, особенно с помощью сварочного аппарата с механизмом подачи проволоки, важно «удерживать углы». То есть, когда дуга находится с одной стороны сустава, либо с другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и с этой стороны. Расплавленный сварочный материал тянется к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Провисание — это расплавленный металл, который вытекает из стыка при сварке под действием силы тяжести. Это может быть проблемой, когда сварной шов выполняется вертикально, над головой или горизонтально вдоль стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для контроля сварного шва и противодействия провисанию.
В аппаратах для кислородно-ацетиленовой сварки используются два резервуара, один из которых заполнен кислородом, а другой — ацетиленом.Оба газа проходят через шланги под контролируемым давлением, чтобы смешаться и гореть очень горячим острым пламенем в горелке. №
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Flux core Сварщики используют электрод из тонкой проволоки, в центре которого находится химический порошок. Этот порошок плавится и стекает по сварному шву, защищая свежий сварной шов от кислорода.Это затвердевшее покрытие называется шлак . После того, как сварной шов остынет, отколите его или удалите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педального управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW — дуговая сварка в защитном металлическом корпусе — ручная сварка
FCAW — дуговая сварка порошковой проволокой
GMAW — газовая дуговая сварка металлическим электродом — Сварка MIG
GTAW — Сварка вольфрамом в среде инертного газа — Сварка TIG
(Фотография взята из Bing Images.)
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке с сердечником(FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между сплошным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы. Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитная FCAW (без защитного газа) и газовая защита FCAW (с защитным газом). Различие между ними связано с использованием различных флюсов в расходных материалах, которые обеспечивают различные преимущества для пользователя.Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсы в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но и для защиты сварочной ванны и металлических капель от атмосферы.
Флюс в газозащитной FCAW обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении.Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы порошковой самозащитной сварки
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва. Это процесс дуговой сварки, в котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса, содержащегося внутри трубчатой электродной проволоки, или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов. Закрывающий шов в виде тонкой линии — единственное видимое различие между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродомможно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для обеспечения дополнительной защиты.
- Только сердечник из флюса может обеспечить весь защитный газ и шлаковые материалы.
Экран из углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты. Хотя дуговая сварка порошковой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги.Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется в машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Сварщик постоянно контролирует сварку и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сваркиСварочные насадки
- Не используйте гладкие приводные ролики для проволоки, используйте приводные ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет проволоки от 1/2 ″ до 3/4 ″
- Перетащите пистолет (сварка с обратной стороны)
- Для плоского шва приваривайте под углом 90 градусов и назад на 10 градусов.Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов, уменьшите параметры сварки на аппарате примерно на 10–15%.
- Для вертикального шва (можно использовать верхний или нижний шов, вертикальный нижний лучше подходит для более тонких металлов, вертикальный верхний для 1/4 дюйма и выше, также уменьшите параметры на 10-15% на машине.
- Для потолочных работ старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищать шлак после каждого прохода
FCAW против GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя можно использовать дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему различные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых требуются высокие скорости наплавки. При высоких сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим газом большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего диаметра могут быть выполнены за один проход электродами большего диаметра, тогда как GMAW и SMAW потребуются несколько проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить производительность применения и привести к возможным нарушениям сплошности включения шлака. В случае FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может быть вызвано необходимостью в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, поскольку для него требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1 фаза, 30–225 переменного тока, 10–325 постоянного тока Тип: (KOHLER). Поддерживает сварку Stick (SMAW), MIG (GMAW, Flux Cored (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), воздушно-угольную дуговую резку и строжку)Оборудование, используемое для сварки сердечником флюса: аналогично тому, что используется для газовой дуговой сварки.
В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между электродами с газовой защитой и самозащитными электродами заключается в том, что для проводов с газовой защитой также требуется система защиты от газа.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели для швов и устройства перемещения.
Схема полуавтомата для дуговой сварки порошковым напылениемИсточник питания
Источник питания или сварочный аппарат подает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного тока с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, относятся к источникам постоянного тока с постоянным напряжением.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, для которой иногда требуется более мощный источник питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода обеспечивает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, созданный DCEN, шире и мельче, чем сварной шов, произведенный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника из флюса, могут приводиться в действие электрическим ротором для использования в цехах или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с моторным приводом вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание для подачи электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания требуемой длины дуги за счет изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAWСварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект.Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пушки для флюсового сердечника с водяным охлаждением обеспечивают более эффективное охлаждение пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочных токах более 600 ампер и предпочтительны для многих приложений, использующих токи 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от области применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления.Исключением является углекислый газ. При помещении в баллоны высокого давления он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа — защита дуги и сварочной ванны от загрязняющих воздействий атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой могут использоваться как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, наличия, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва.Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт при кальцинировании в печах для обжига извести, при производстве аммиака и ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ доступен пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливного газа углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, при этом жидкий диоксид углерода занимает примерно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.Когда диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания составляет 25 куб. Футов в час (рекомендуется 12 литров в минуту при сварке с использованием одного цилиндра.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода — наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и невысокая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку диоксид углерода является окисляющим газом, в сердечник электродной проволоки добавляются раскисляющие элементы для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от двуокиси углерода будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критически важных систем коррозии. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь производит мелкодисперсный шаровидный перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Смеси аргон-кислородные
Смеси аргона с кислородом, содержащие 1-2 процента кислорода, используются для некоторых применений. Смеси аргона и кислорода имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей — сварка нержавеющей стали, где диоксид углерода может вызвать проблемы с коррозией.
Электроды
Поперечное сечение флюсовой проволоки — рисунок 10-58Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и защиту дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердцевину из флюсовых и / или легирующих смесей, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат преимущественно флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащищенные электроды содержат больше флюсующих соединений, чем электроды с газовой защитой.
Составы, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Предоставление раскислителей и поглотителей, которые помогают очищать и производить прочный металл сварного шва.
- Для создания стабилизаторов дуги, которые обеспечивают плавную сварочную дугу и сводят к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на квадратный дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . Буква «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» обозначает производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к характеристикам и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, потому что проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали — Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
- «Т» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
а.Единичные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит 0,30 — 0,75 процента меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником под флюсом, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.
Сварочные кабели
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству.Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, по которому проходит электродная проволока. При машинной или автоматической сварке вывод электрода обычно отдельный.Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие выводы обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки сердечником флюса, рабочего цикла аппарата и расстояния между сварочным аппаратом и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
В Таблице 10-20 показаны рекомендуемые сечения кабелей для использования с различными сварочными токами и длинами кабелей.Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов — Таблица 10-20Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Качественный
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном состоянии Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая производительность наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, поскольку легирующие агенты находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Порошковая сварка идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из низкоуглеродистой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Имеется меньшая пористость и большее проплавление сварного шва с защитой от углекислого газа. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником флюсом меньше разбрызгивания, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость наплавки, и часто используются более высокие скорости движения. Используя электродную проволоку небольшого диаметра, можно выполнять сварку во всех положениях. Некоторые порошковые проволоки не нуждаются во внешней подаче защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Выпадает более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником под флюсом:
- Шлак необходимо удалить
- Больше дыма и дыма, чем у GMAW и SAW
- Брызги
- Провод FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство низколегированных или низколегированных сталей порошковых электродов более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эту чувствительность, называемую допуском по напряжению, можно уменьшить, если использовать защитный газ или увеличить шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неисправностей
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с инструкциями производителя (находящимися на панели оборудования) для следующего (подробно описано ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние между контактным наконечником и рабочим местом
- Полярность фидера
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком мала, вы не получите полного покрытия, узкий проход и много брызг.
FCAW Видео по устранению неполадок
Сварка FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW привела к тому, что шлаки трудно удалить, и появилось много брызг. Если скорость проволоки слишком высока, проволока будет продолжать загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость провода.
Сварной шов FCAW создан при высокой скорости подачи проволокиСлишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью перемещенияСкорость перемещения выше рекомендованной : в результате получается узкий выпуклый сварной шов.Сравните со слишком высокой скоростью движения потока вверху и со скоростью вытесняющей лужи внизу.
Сварка FCAW с высокой скоростью перемещенияРасстояние между наконечником и рабочей поверхностью : Проверьте правильность расстояния для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, что делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя для правильного расстояния (обычно от 1/2 ″ до 5/8 ″)Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины.Проверьте, как питатель подключен к сварочному оборудованию. Убедитесь, что он подключен к правильным полюсам. Обзорная диаграмма внутри панели оборудованияУглы электродов : Для сердечника из флюса помните, что вы перетаскиваете шлак. Убедитесь, что вы перетаскиваете электрод, чтобы шлак мог образоваться за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если нажать на нее, в сварном шве могут появиться включения шлака.
Проверьте рабочий угол и угол хода : При сварке на плоской поверхности угол может составлять 90 градусов.Для соединения внахлест или Т-образного соединения вы хотите, чтобы угол поворота был 45 градусов, а сопротивление — 5-10 градусов.
Welding — SteelConstruction.info
Сварка — это основная деятельность на заводе-изготовителе, которую осуществляют квалифицированные специалисты, работающие в системе управления качеством сварки под контролем ответственного координатора сварки. Он используется для подготовки стыков к подключению в магазине и на месте, а также для крепления других приспособлений и фурнитуры. На заводе-изготовителе для различных видов деятельности используются разные методы сварки.
По сути, в процессе сварки используется электрическая дуга для выработки тепла для плавления основного материала в соединении. Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. По мере продвижения сварки вдоль стыка сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Welding
(Изображение любезно предоставлено William Haley Engineering Ltd.)
[вверх] Принципы дуговой сварки металлом
Терминология области сварного шва
Сварка — это сложное взаимодействие физических и химических наук. Правильное определение металлургических требований и разумное практическое применение являются предпосылкой для успешной сварки плавлением.
В процессе дуговой сварки металлическим электродом используется электрическая дуга для выработки тепла для плавления основного материала в соединении.Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела. Защита достигается либо за счет использования защитного газа, за счет покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий.
В процессах с защитным газом поступает газ из удаленного источника, который подается на сварочную дугу через горелку или горелку.Газ окружает дугу и эффективно исключает атмосферу. Точный контроль необходим для поддержания подачи газа с соответствующей скоростью потока, так как слишком большое количество может вызвать турбулентность и всасывание воздуха, а может быть настолько же вредным, насколько и слишком маленьким.
В некоторых процессах используется флюс, который плавится в дуге для образования шлакового покрытия, которое, в свою очередь, покрывает сварочную ванну и защищает ее во время замерзания. Шлак также затвердевает и самораспускается или легко удаляется легким сколом. Действие плавления флюса также создает газовый экран для защиты.
По мере того, как сварка продолжается вдоль стыка, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Тепло от сварки вызывает металлургические изменения в основном материале, непосредственно примыкающем к границе или линии плавления. Эта область изменения известна как зона термического влияния (HAZ). Общая терминология, используемая в области сварного шва, проиллюстрирована справа вверху.
Сварочные операции требуют надлежащего технологического контроля со стороны компетентных сварщиков, чтобы гарантировать достижение проектных характеристик, минимизировать риск дефектных соединений, вызванных плохим качеством сварки, и предотвратить образование склонных к образованию трещин микроструктур в ЗТВ.
[вверх] Типы сварных соединений
Большинство конструкционных сварных соединений выполняется на заводе-изготовителе и описывается как стыковые или угловые швы. Сварка на месте также возможна, и руководство по вопросам сварки на месте доступно в GN 7.01.
[вверх] Стыковые швы
Макрос клиновидного стыкового шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Стыковые сварные швы обычно представляют собой стыковые соединения в прокатных профилях или стыковые соединения листов на стенках и фланцах, чтобы приспособиться к изменению толщины или восполнить доступный материал по длине. Положения этих стыковых швов допускаются при проектировании, хотя ограничения доступности материалов или схема монтажа могут потребовать согласования различных или дополнительных сварных швов.Тройники, приваренные встык, могут потребоваться, если при поперечных соединениях возникают значительные нагрузки или усталость.
Стыковые швы — это сварные швы с полным или частичным проплавлением, выполняемые между материалами со скошенными или скошенными кромками. Стыковые швы с полным проплавлением предназначены для передачи всей прочности сечения. Как правило, эти соединения можно сваривать с одной стороны, но по мере увеличения толщины материала желательна сварка с обеих сторон, чтобы уравновесить эффекты деформации, с операцией обратной строжки и / или обратной шлифовки в процессе для обеспечения целостности корень шва.Односторонние стыковые сварные швы с подкладными полосами из керамической или прочной стали обычно используются для соединения больших площадей пластин (например, стальных пластин настила) и там, где есть закрытые коробчатые секции, трубы или ребра жесткости, к которым можно получить доступ для сварки только с одного боковая сторона. Расчетная толщина горловины определяет глубину проплавления, необходимую для швов с частичным проплавлением. Обратите внимание, что соображения усталости могут ограничивать использование сварных швов с частичным проплавлением, особенно на мостах. Руководство по подготовке к сварке доступно в GN 5.01.
Следует приложить все усилия, чтобы избежать стыковой сварки приспособлений из-за затрат, связанных с подготовкой, временем сварки, более высоким уровнем квалификации сварщика и более строгими и трудоемкими требованиями к испытаниям. Кроме того, стыковые швы имеют тенденцию иметь большие объемы наплавленного металла шва; это увеличивает эффект усадки сварного шва и приводит к более высокому уровню остаточных напряжений в соединении. Чтобы уравновесить усадку и распределить остаточное напряжение, минимизируя таким образом деформацию, необходима тщательная последовательность сварочных операций.
Иногда бывает необходимо обработать стыковые сварные швы заподлицо по причинам усталости, или для улучшения дренажа стальных балок, устойчивых к атмосферным воздействиям, или для улучшения режима испытаний. Следует избегать зачистки заподлицо только по эстетическим соображениям, потому что трудно обработать поверхность так, чтобы она соответствовала смежной поверхности после прокатки, и результат часто более визуально заметен, чем исходный сварной шов. Кроме того, шлифование представляет собой дополнительную опасность для здоровья и безопасности, которую следует избегать по мере возможности.Правка стыковых швов до гладкой поверхности обычно не требуется для строительных стальных конструкций, поскольку обычно они не подвержены усталости.
- Пример обработанного стыкового шва с гладкой поверхностью и сливными пластинами
(изображения любезно предоставлены Mabey Bridge Ltd.)
[вверх] Угловые швы
Макрос однопроходного углового сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
В большинстве сварных соединений в зданиях и мостах используются угловые швы, обычно в форме тройника. Обычно они включают в себя концевую пластину, ребро жесткости, подшипники и соединения распорок с прокатными секциями или плоскими балками, а также соединения стенки с фланцами на самих пластинчатых балках. Их относительно просто подготовить, сварить и испытать в обычных конфигурациях, при этом главным соображением является сборка стыков.
В S275 полная прочность стали также развивается в угловых сварных швах и сварных швах с частичным проплавом с вышележащими угловыми швами при условии, что такие сварные швы симметричны, выполнены с использованием правильных расходных материалов и сумма сварных швов равна толщине элемента, который сварные швы стыкуются.
Размеры сварных швов должны быть указаны на чертежах проекта вместе с любыми специальными требованиями классификации усталости. BS EN ISO 22553 [1] предписывает правила использования символов для детализации сварных соединений на чертежах.
Обращается внимание на тот факт, что в традиционной британской практике для определения размера углового сварного шва обычно используется длина ветви, но это не универсально: в европейской практике используется толщина горловины, а в стандарте BS EN 1993-1-8 [2] дает требования относительно размера горла, а не длины ноги.Проектировщик должен быть осторожен, чтобы убедиться, что ясно, какой размер указан, и что все стороны должны знать, что было указано.
[вверх] Процессы
Важными факторами, которые подрядчик по изготовлению металлоконструкций следует учитывать при выборе процесса сварки, являются способность выполнять проектные требования и, с точки зрения производительности, скорость наплавки, которая может быть достигнута, а также рабочий цикл или эффективность процесса. (Эффективность — это отношение фактического времени сварки или дуги к общему времени, в течение которого сварщик или оператор занят выполнением сварочной задачи.Общее время включает настройку оборудования, очистку и проверку выполненного шва.)
Ниже описаны четыре основных процесса сварки, которые регулярно используются при производстве стальных конструкций в Великобритании. Номера процессов определены в BS EN ISO 4063 [3] . Различные варианты этих процессов были разработаны для соответствия методикам и возможностям отдельных производителей, и другие процессы также имеют место для конкретных приложений, но выходят за рамки данной статьи.
[вверх] Металлоактивная газовая сварка (MAG), процесс 135
Сварка MAG
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
MAG-сварка сплошным проволочным электродом — это наиболее широко используемый процесс с ручным управлением для заводских производственных работ; иногда это называют полуавтоматической сваркой или сваркой CO 2 . Сплошной проволочный электрод из сплошной проволоки пропускается через устройство подачи проволоки к «пистолету», который обычно удерживает и управляет оператором. Питание подается от источника выпрямителя или инвертора по соединительным кабелям к устройству подачи проволоки и кабелю горелки; электрическое подключение к проводу осуществляется через контактный наконечник на конце пистолета.Дуга защищена защитным газом, который направляется в зону сварки через кожух или сопло, окружающее контактный наконечник. Защитные газы обычно представляют собой смесь аргона, диоксида углерода и, возможно, кислорода или гелия.
Хорошая производительность наплавки и рабочий цикл можно ожидать от процесса, который также можно механизировать с помощью простых моторизованных кареток. Газовая защита может быть сдувана сквозняками, что может вызвать пористость и возможные вредные металлургические изменения в металле сварного шва.Таким образом, этот процесс лучше подходит для заводского производства, хотя он используется на месте, где могут быть предусмотрены эффективные укрытия. Он также более эффективен в плоском и горизонтальном положениях; Сварные швы в других положениях наплавляются с более низкими параметрами напряжения и силы тока и более подвержены дефектам плавления.
Металлоактивная газовая сварка (МАГ), процесс 135
Металлоактивная газовая сварка (MAG), процесс 135
MAG-сварка электродом с флюсовой сердцевиной, процесс 136 представляет собой разновидность, в которой используется то же оборудование, что и MAG-сварка, за исключением того, что плавящийся проволочный электрод имеет форму трубки малого диаметра, заполненной флюсом.Преимущество использования этих проволок состоит в том, что можно использовать более высокие скорости наплавки, особенно при сварке в вертикальном положении (между двумя вертикальными поверхностями) или в верхнем положении. Наличие тонкого шлака помогает преодолевать силу тяжести и позволяет наносить сварные швы в местах с относительно высокими током и напряжением, тем самым снижая вероятность дефектов плавления. Добавки флюса также влияют на химию сварного шва и, таким образом, улучшают механические свойства соединения.
[вверху] Ручная дуговая сварка металлом (MMA), процесс 111
Этот процесс остается наиболее универсальным из всех сварочных процессов, но его использование в современной мастерской ограничено.Трансформаторы переменного тока, выпрямители постоянного тока или инверторы подают электроэнергию по кабелю на электрододержатель или клещи. Проволочный электрод с флюсовым покрытием (или «стержень») вставляется в держатель, и сварочная дуга возникает на кончике электрода, когда он ударяется о заготовку. На острие электрода плавится, образуя ванну расплава, которая сплавляется с основным материалом, образуя сварной шов. Флюс также плавится, образуя защитный шлак и создавая газовый экран, предотвращающий загрязнение сварочной ванны по мере ее затвердевания.Добавки флюса и сердечник электрода используются для влияния на химический состав и механические свойства сварного шва.
Обычно используются электроды с основным покрытием, контролируемым водородом. Эти электроды необходимо хранить и обращаться с ними в соответствии с рекомендациями производителя расходных материалов, чтобы сохранить их низкие водородные характеристики. Это достигается либо путем использования сушильных шкафов и подогреваемых колчанов для хранения и обработки продукта, либо путем приобретения электродов в герметичных упаковках, специально разработанных для поддержания низкого уровня водорода.
Недостатками процесса являются относительно низкая скорость осаждения и высокий уровень отходов, связанных с непригодными для использования концевыми штырями электродов. Тем не менее, он остается основным процессом для сварки на стройплощадке и для труднодоступных мест, где громоздкое оборудование не подходит.
Ручная дуговая сварка металлом (MMA), процесс 111
Ручная дуговая сварка металлом (MMA), процесс 111
[вверх] Дуговая сварка под флюсом (SAW), процесс 121
Оперативная сварка под флюсом
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Это, вероятно, наиболее широко используемый процесс для сварки угловых швов перемычки между стенкой и фланцем и стыковых стыковых швов на толстой пластине для получения отрезков фланца и стенки. В процессе процесса непрерывный провод подается через контактный наконечник, где он обеспечивает электрический контакт с мощностью от выпрямителя, в зону сварки, где он изгибается и образует ванну расплава. Сварочная ванна заполняется флюсом, подаваемым из бункера. Флюс, непосредственно покрывающий расплавленную сварочную ванну, плавится, образуя шлак и защищая сварной шов во время затвердевания; излишки флюса собираются и повторно используются.По мере остывания шва шлак замерзает и отслаивается, оставляя высококачественные профильные швы.
Этот процесс по своей природе более безопасен, чем другие процессы, так как дуга полностью покрывается во время сварки, отсюда и термин дуга под флюсом. Это также означает, что требования к личной защите меньше. Высокая производительность наплавки — особенность процесса, поскольку он обычно механизируется на портальных установках, тракторах или другом специализированном оборудовании. Это позволяет контролировать параметры и дает рекомендации по точному размещению сварных швов.
Сварка под флюсом (SAW), процесс 121
Сварка под флюсом (SAW), процесс 121
[вверху] Приварка шпилек методом вытяжной дуги 783
Композитные мосты требуют приваривания соединителей со срезными шпильками к верхнему фланцу пластинчатых или коробчатых балок и в других местах, где требуется композитное воздействие стали на бетон, например.грамм. на интегральных абатментах. В зданиях композитные балки требуют приварки соединителей срезных шпилек к элементам либо непосредственно к верхнему фланцу, либо чаще через постоянный настил из оцинкованной стали на композитных полах, где верхний фланец балки остается неокрашенным.
Приварка шпильки к балке моста
(Изображение любезно предоставлено Mabey Bridge Ltd.)Приварка шпилек через настил
(Изображение любезно предоставлено Structural Metal Decks Ltd.)
Метод приварки шпилек известен как процесс с натянутой дугой, и требуется специальное оборудование в виде мощного выпрямителя и специального пистолета. Шпильки загружаются в пистолет, и при электрическом контакте с изделием концы с наконечниками изгибаются и плавятся. Продолжительность дуги рассчитана так, чтобы между концом стержня и основным материалом установилось расплавленное состояние. В нужный момент пистолет погружает шпильку в сварочную ванну.Керамическая манжета окружает шпильку для защиты и поддержки сварочной ванны, стабилизации дуги и формовки смещенной сварочной ванны для формирования сварной манжеты. Когда сварной шов затвердевает, обойма отслаивается. У удовлетворительных сварных швов обычно есть ровная, яркая и чистая буртика, полностью охватывающая шпильку.
Приварка шпилек методом вытяжной дуги 783
[вверху] Спецификации процедуры сварки
Чертежи детализируют конструктивную форму, выбор материала и указывают сварные соединения.Подрядчик по изготовлению металлоконструкций выбирает методы сварки каждой конфигурации стыка, обеспечивающие требуемые характеристики. Прочность, вязкость разрушения, пластичность и усталость являются важными металлургическими и механическими свойствами, которые необходимо учитывать. Тип соединения, положение сварки, производительность и требования к ресурсам влияют на выбор подходящего процесса сварки.
Выбранный метод представлен в спецификации процедуры сварки (WPS), в которой подробно описывается информация, необходимая для инструктирования и руководства сварщиками, чтобы обеспечить повторяемость характеристик для каждой конфигурации соединения.Пример формата WPS показан в Приложении A стандарта BS EN ISO 15609-1 [4] . Подрядчики по изготовлению металлоконструкций могут иметь свой собственный корпоративный шаблон, но все они включают важную информацию, позволяющую передать сварщику надлежащие инструкции.
Необходимо подкрепить WPS свидетельством удовлетворительных испытаний процедуры в виде протокола аттестации процедуры сварки (WPQR), подготовленного в соответствии с BS EN ISO 15614-1 [5] . Введение этого стандарта гласит, что испытания процедуры сварки, проведенные в соответствии с прежними национальными стандартами и спецификациями, не аннулируются при условии их технической эквивалентности; Для этого могут потребоваться дополнительные тесты.Основные подрядчики по изготовлению металлоконструкций в Великобритании прошли предварительную квалификацию сварочных работ, позволяющих производить удовлетворительные сварные швы в большинстве конфигураций стыков, которые могут встретиться в сталелитейном строительстве и мостовой промышленности.
В случаях, когда данные предыдущих испытаний не имеют отношения к делу, необходимо провести испытание процедуры сварки, чтобы установить и подтвердить пригодность предлагаемого WPS.
Руководство по стандартным спецификациям процедуры сварки для стальных конструкций доступно в публикации BCSA No.58/18.
[вверх] Процедура испытаний
BS EN ISO 15614-1 [5] описывает условия проведения испытаний процедуры сварки и пределы применимости в пределах квалификационных диапазонов, указанных в стандарте. Координатор сварки подготавливает предварительную спецификацию процедуры сварки (pWPS), которая является первоначальным предложением для проведения испытания процедуры. Для каждой конфигурации стыка, будь то стыковой или угловой сварной шов, учитывается марка и толщина материала, а также ожидаемые допуски посадки, которые могут быть достигнуты на практике.Выбор процесса определяется методом сборки, положением сварки и тем, является ли механизация жизнеспособным предложением для повышения производительности и обеспечения постоянного качества сварки. Размеры подготовки швов зависят от выбора процесса, любых ограничений доступа и толщины материала.
Расходные материалы выбираются из соображений совместимости с марками материалов и достижения указанных механических свойств, в первую очередь с точки зрения прочности и ударной вязкости. Для сталей марки S355 и выше используются продукты с водородным контролем.
Риск водородного растрескивания, пластинчатого разрыва, растрескивания при затвердевании или любой другой потенциальной проблемы оценивается не только с целью проведения испытания, но и для предполагаемого применения процедуры сварки в проекте. Соответствующие меры, такие как предварительный или последующий нагрев, включены в pWPS.
Контроль искажений обеспечивается правильной последовательностью сварки. При необходимости вводятся обратная строжка и / или обратное шлифование для достижения целостности корневого шва.
Приведены диапазоны сварочного напряжения, тока и скорости для определения оптимальных условий сварки.
Допустимые диапазоны групп материалов, толщины и типа соединения в пределах спецификации тщательно рассматриваются, чтобы максимально использовать pWPS. Подготавливают испытательные пластины достаточного размера для извлечения образцов для механических испытаний, включая образцы для любых дополнительных испытаний, указанных или необходимых для повышения применимости процедуры.
Пластины и pWPS предъявляются сварщику; испытание проводится в присутствии экзаменатора (обычно из независимого экзаменационного органа), и ведется запись фактических параметров сварки вместе с любыми необходимыми изменениями процедуры.
Завершенные испытания передаются независимому эксперту для визуального осмотра и неразрушающего контроля в соответствии с таблицей 1 Стандарта. Удовлетворительные испытательные пластины затем отправляются на разрушающий контроль, опять же в соответствии с таблицей 1. Неразрушающие методы контроля, как правило, включают ультразвуковой контроль для объемного контроля и контроль магнитных частиц для выявления дефектов поверхности.
Пример испытательного образца процедуры сварки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Существует ряд дополнительных стандартов, детализирующих подготовку, обработку и испытания всех типов образцов для разрушающих испытаний. Обычно специализированные лаборатории организуют подготовку образцов для испытаний и проводят фактические механические испытания и составление отчетов. Типичные образцы для стыкового сварного шва пластины включают испытания на поперечное растяжение, испытания на поперечный изгиб, испытания на удар и образец для макроэкспертизы, на котором проводится испытание на твердость.Для испытаний на удар минимальные требования к поглощению энергии и температура испытания обычно такие же, как и для основного материала в соединении. Целесообразно проверить все сварочные процедуры до предела возможного применения, чтобы избежать повторения подобных испытаний в будущем.
Завершенные результаты испытаний заносятся в протокол аттестации процедуры сварки (WPQR), утверждаемый экспертом. Типичный формат показан в Приложении B стандарта BS EN ISO 15614-1 [5] .
Существует дополнительное общее требование, касающееся испытаний процедуры сварки, согласно которому, если грунтовки для краски должны быть нанесены на работу до изготовления, они должны наноситься на образец материала, используемого для испытаний. На практике требуется тщательный контроль толщины краски, чтобы избежать дефектов сварки.
BS EN ISO 14555 [6] описывает метод процедуры тестирования соединителей с резьбой, приваренных дуговой сваркой. Стандарт включает требования к испытаниям, необходимым для подтверждения целостности сварных швов шпилек, а также устанавливает требования к производственным испытаниям для контроля приварки шпилек в процессе.Допускается также квалификация, основанная на предыдущем опыте, и большинство подрядчиков по изготовлению стальных конструкций могут предоставить доказательства, подтверждающие это.
Дополнительное руководство по испытаниям процедуры сварки доступно в GN 4.02.
[вверх] Водородный крекинг
Растрескивание может привести к хрупкому разрушению соединения с потенциально катастрофическими последствиями. Водородное (или холодное) растрескивание может происходить в области основного металла, прилегающей к границе плавления сварного шва, известной как зона термического влияния (HAZ).Разрушение металла сварного шва также может быть вызвано определенными условиями. Механизмы, вызывающие отказ, сложны и подробно описаны в специальных текстах.
Рекомендуемые методы предотвращения растрескивания водородом / HAZ описаны в BS EN 1011-2 [7] , приложение C. Эти методы определяют уровень предварительного нагрева для изменения скорости охлаждения, что дает время водороду для миграции на поверхность. и ускользнуть (особенно если поддерживается в виде пост-нагревания после завершения соединения) вместо того, чтобы застревать в жестких, напряженных зонах.Предварительный нагрев не препятствует образованию микроструктур, подверженных образованию трещин; он просто снижает один из факторов, водород, так что растрескивания не происходит. Предварительный нагрев также снижает термический шок.
Подставки для предварительного нагрева
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Одним из параметров, необходимых для расчета предварительного нагрева, является погонная энергия. Заметным изменением в стандарте является отказ от термина «энергия дуги» в пользу тепловложения для описания энергии, вводимой в сварной шов на единицу длины прогона.Расчет подводимого тепла основан на сварочном напряжении, токе и скорости движения и включает коэффициент теплового КПД; формула подробно описана в BS EN 1011-1 [8] .
Высокая устойчивость и повышенные значения углеродного эквивалента, связанные с более толстыми листами и более высокими марками стали, могут потребовать более строгого контроля за процедурами. Опытные подрядчики по изготовлению металлоконструкций могут выполнить эту дополнительную операцию и соответственно учесть ее.
BS EN 1011-2 [7] подтверждает, что наиболее эффективной гарантией предотвращения водородного растрескивания является снижение поступления водорода в металл шва из сварочных материалов.Процессы с изначально низким водородным потенциалом эффективны как часть стратегии, так же как и принятие строгих процедур хранения и обращения с электродами с водородным контролем. Данные и рекомендации поставщиков расходных материалов служат руководством для обеспечения минимально возможных уровней водорода для типа продукта, выбранного в процедуре.
Дополнительные информативные приложения к BS EN 1011-2 [7] описывают влияние условий сварки на ударную вязкость и твердость в ЗТВ и дают полезные советы по предотвращению растрескивания при затвердевании и разрыва пластин.
Дополнительное руководство по крекингу водородом / HAZ доступно в GN 6.04.
[вверх] Квалификация сварщика
Квалифицированный сварщик
(Изображение любезно предоставлено Mabey Bridge Ltd.)
BS EN 1090-2 [9] требует, чтобы сварщики имели квалификацию в соответствии с BS EN ISO 9606-1 [10] . Этот стандарт предписывает испытания для аттестации сварщиков в зависимости от процесса, расходных материалов, типа соединения, положения сварки и материала.Сварщики, прошедшие успешные испытания процедуры, автоматически получают одобрение в пределах квалификационных диапазонов, установленных стандартом. Сварщики должны быть одобрены в соответствии с BS EN ISO 14732 [11] , когда сварка полностью механизирована или автоматизирована. В этом стандарте особое внимание уделяется проверке способности оператора настраивать и настраивать оборудование до и во время сварки.
Квалификация сварщика ограничена по времени и требует подтверждения действительности в зависимости от продолжительности работы, участия в работе соответствующего технического характера и удовлетворительной работы.Продление квалификации сварщика зависит от зарегистрированных подтверждающих свидетельств, демонстрирующих продолжающуюся удовлетворительную работу в пределах исходного диапазона испытаний, и доказательства должны включать либо объемные разрушающие испытания, либо разрушающие испытания. Успех всех сварочных операций зависит от персонала, имеющего соответствующее обучение и регулярного контроля компетентности посредством инспекций и испытаний.
[вверх] Инспекция и испытания
BS EN 1090-2 [9] устанавливает объем проверки до, во время и после сварки и дает критерии приемки, связанные с классом исполнения.Большинство испытаний являются неразрушающими; Разрушающие испытания проводятся только на отводных плитах.
[вверх] Неразрушающий контроль
Магнитный контроль частиц (MPI) сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Неразрушающий контроль проводится в соответствии с принципами BS EN ISO 17635 [12] . Для стальных конструкций основными методами являются визуальный контроль после сварки (см. GN 6.06), магнитопорошковый контроль (обычно сокращенно MPI или MT) для поверхностного контроля сварных швов (см. GN 6.02) и ультразвуковой контроль (UT) для подповерхностного контроля сварных швов (см. GN 6.03). Радиографические испытания также упоминаются в BS EN 1090-2 [9] . Радиография требует строгого контроля за здоровьем и безопасностью; это относительно медленно и требует специального оборудования. Использование этого метода в стальных конструкциях снизилось по сравнению с более безопасным и портативным оборудованием, связанным с UT.Безопасные запретные зоны требуются на работах и на месте во время проведения рентгенографии. Однако рентгенографию можно использовать для уточнения природы, размеров или степени множественных внутренних дефектов, обнаруженных ультразвуком.
Технические специалисты с признанной подготовкой и квалификацией в соответствии с BS EN ISO 9712 [13] требуются для всех методов неразрушающего контроля.
BS EN 1090-2 [9] требует, чтобы все сварные швы подвергались визуальному контролю по всей их длине.С практической точки зрения сварные швы следует визуально осматривать сразу после сварки, чтобы гарантировать своевременное устранение очевидных дефектов поверхности.
Дальнейшие требования к неразрушающему контролю основаны на эксплуатационных методах и требуют более строгого исследования первых пяти соединений новых технических требований к процедуре сварки, чтобы установить, что эта процедура способна производить сварные швы соответствующего качества при внедрении в производство. Затем указываются дополнительные неразрушающие испытания, основанные на типах соединений, а не на конкретных критических соединениях.Намерение состоит в том, чтобы отобрать образцы различных сварных швов в зависимости от типа соединения, марки материала, сварочного оборудования и работы сварщиков и, таким образом, поддерживать общий мониторинг производительности.
Если указано частичное или процентное обследование, руководство по выбору продолжительности испытания дано в BS EN ISO 17635 [12] ; при обнаружении недопустимых разрывов площадь исследования соответственно увеличивается.
BS EN 1090-2 [9] также включает в таблицу минимальное время выдержки перед дополнительным неразрушающим контролем в зависимости от размера сварного шва, подводимой теплоты и марки материала.
Признавая, что там, где требования к усталостной прочности более обременительны и требуется более строгая проверка, BS EN 1090-2 [9] действительно предусматривает спецификацию выполнения проекта для определения конкретных соединений для более высокого уровня проверки вместе с объемом и метод тестирования.
Для класса EXC3 критерием приемлемости дефектов сварного шва является уровень качества B согласно BS EN ISO 5817 [14] . Там, где необходимо достичь повышенного уровня качества для удовлетворения конкретных требований к усталостной прочности, BS EN 1090-2 [9] дает дополнительные критерии приемлемости с точки зрения категории деталей в BS EN 1993-1-9 [15] для расположения сварного шва.
Как правило, дополнительные критерии приемки практически не достижимы при обычном производстве. Стандартные испытания процедуры сварки и квалификационные испытания сварщика не оцениваются по требованиям этого уровня. Там, где необходимо достичь такого уровня качества, требования должны быть сосредоточены на соответствующих деталях соединения, чтобы подрядчик имел возможность подготовить спецификации процедуры сварки, квалифицировать сварщиков и разработать соответствующие методы контроля и испытаний.
Неразрушающий контроль
[вверх] Разрушающий контроль
В стандарте BS EN 1090-2 [9] нет требований о проведении разрушающих испытаний поперечных соединений на растянутых фланцах. Тем не менее, объем для определения конкретных соединений для проверки позволит в спецификации проекта испытать, например, образцы от «стекающих» пластин, прикрепленных к встроенным стыковым сварным швам. Дополнительно производственные испытания могут быть указаны для: марок стали выше S460; угловые швы, в которых используются характеристики глубокого проплавления сварочного процесса; для мостовидных ортотропных настилов, где требуется макросъемка для проверки проплавления сварного шва; и на соединениях ребра жесткости с соединительными пластинами.
[вверх] Производственные испытания приварки шпилек
Испытание на изгиб приварной шпильки
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Сварные шпильки для соединителей, работающих на сдвиг, исследуются и испытываются в соответствии с BS EN ISO 14555 [6] . В стандарте подчеркивается необходимость контроля процесса до, во время и после сварки. Предпроизводственные испытания используются для подтверждения процедуры сварки и, в зависимости от области применения, включают испытания на изгиб, испытания на растяжение, испытания на крутящий момент, макросъемку и радиографическое обследование.
Производственные испытания сварных швов также требуются для швов, приваренных дугой с вытяжкой. Они должны выполняться производителем до начала сварочных работ на конструкции или группе аналогичных конструкций и / или после определенного количества сварных швов. Каждое испытание должно состоять как минимум из 10 сварных шпилек и быть испытано / оценено в соответствии с требованиями BS EN ISO 14555 [6] . Количество необходимых тестов должно быть указано в спецификации контракта.
[вверх] Качество сварки
Влияние дефектов на характеристики сварных соединений зависит от приложенной нагрузки и свойств материала.Эффект также может зависеть от точного расположения и ориентации дефекта, а также от таких факторов, как рабочая среда и температура. Основное влияние дефектов сварного шва на эксплуатационные характеристики стальных конструкций заключается в повышении риска разрушения из-за усталости или хрупкого разрушения.
Типы дефектов сварки можно разделить на одну из нескольких общих рубрик:
- Трещины.
- Плоские дефекты, кроме трещин, например непробиваемость, отсутствие плавления.
- Включения шлака.
- Пористость, поры.
- Поднутрения или дефекты профиля.
Трещины или плоские дефекты, проникающие через поверхность, потенциально являются наиболее серьезными. Включения вкрапленного шлака и пористость вряд ли станут причиной разрушения, если только они не будут чрезмерными. Подрезание обычно не является серьезной проблемой, если не существует значительных растягивающих напряжений поперек стыка.
При выборе класса исполнения в BS EN 1090-2 [9] устанавливаются критерии приемки, при превышении которых дефект считается дефектом.
Если дефекты обнаружены в результате осмотра и испытаний во время производства, вероятно, потребуется обработка после сварки (см. GN 5.02) или другие меры по исправлению положения, хотя во многих случаях конкретный дефект может быть оценен по концепции « пригодность по назначению ». Такое принятие зависит от фактических уровней напряжения и значимости усталости на месте. Это вопрос для быстрой консультации между подрядчиком по изготовлению металлоконструкций и проектировщиком, поскольку, если это приемлемо, можно избежать дорогостоящего ремонта (и возможности появления дополнительных дефектов или деформации).
Руководство по контролю качества сварных швов и контролю сварных швов доступно в BCSA № 54/12 и GN 6.01.
[вверх] Список литературы
- ↑ BS EN ISO 22553: 2019, Сварка и родственные процессы. Символическое изображение на чертежах. Сварные соединения. BSI.
- ↑ BS EN 1993-1-8: 2005, Еврокод 3. Проектирование стальных конструкций. Дизайн стыков, BSI
- ↑ BS EN ISO 4063: 2010, Сварка и родственные процессы. Номенклатура процессов и ссылочные номера, BSI
- ↑ BS EN ISO 15609-1: 2019, Технические требования и квалификация процедур сварки металлических материалов.Спецификация процедуры сварки. Дуговая сварка, BSI
- ↑ 5,0 5,1 5,2 BS EN ISO 15614-1: 2017 + A1: 2019, Технические требования и квалификация процедур сварки металлических материалов. Испытание процедуры сварки. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов, BSI
- ↑ 6,0 6,1 6,2 BS EN ISO 14555: 2017, Сварка. Дуговая сварка металлических материалов, BSI
- ↑ 7.0 7,1 7,2 BS EN 1011-2: 2001, Сварка. Рекомендации по сварке металлических материалов. Дуговая сварка ферритных сталей, BSI
- ↑ BS EN 1011-1: 2009, Сварка. Рекомендации по сварке металлических материалов. Общее руководство по дуговой сварке, BSI
- ↑ 9,0 9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8 BS EN 1090-2: 2018, Изготовление металлоконструкций и алюминиевых конструкций.Технические требования к стальным конструкциям, BSI
- ↑ BS EN ISO 9606-1: 2017 Квалификационные испытания сварщиков. Сварка плавлением. Стали, BSI
- ↑ BS EN ISO 14732: 2013. Сварочный персонал. Квалификационные испытания сварщиков и наладчиков для механизированной и автоматической сварки металлических материалов BSI
- ↑ 12,0 12,1 BS EN ISO 17635: 2016, Неразрушающий контроль сварных швов. Общие правила для металлических материалов, BSI
- ↑ BS EN ISO 9712: 2012.Неразрушающий контроль. Квалификация и аттестация персонала по неразрушающему контролю, BSI
- ↑ BS EN ISO 5817: 2014, Сварка. Соединения, сваренные плавлением из стали, никеля, титана и их сплавов (за исключением лучевой сварки). Уровни качества для выявления недостатков, BSI
- ↑ BS EN 1993-1-9: 2005, Еврокод 3. Проектирование стальных конструкций. Усталость, BSI
[вверх] Ресурсы
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Национальные технические условия на стальные конструкции (7-е издание), 2020 г. (Публикация № 62/20), BCSA
- Типовые спецификации процедуры сварки для стальных конструкций — Второе издание, 2018 г. (Публикация № 58/18), BCSA
- Высокопрочные стали для применения в конструкциях: Руководство по изготовлению и сварке, 2020 г. (Публикация № 62/20), BCSA
- Руководство по контролю сварных швов металлоконструкций, 2012 г. (Публикация № 54/12), BCSA
- Хенди, К.Р.; Ильес, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[вверх] Дополнительная литература
- Руководство проектировщика металлоконструкций (7-е издание), 2011 г., глава 26 — Сварные швы и проектирование для сварки, Институт стальных конструкций.
[вверху] См. Также
Часто задаваемые вопросы о сварке стержнем
Советы по сварке палкой для начинающих
Моллюски могут сделать вас лучшим сварщиком.Просто подумайте о CLAMS: настройка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость движения. Если вы только изучаете процесс сварки, технически называемый дуговой сваркой в защитном металлическом корпусе (SMAW), запоминание этих пяти пунктов улучшит вашу технику сварки.
Перед тем, как перейти к информации о сварке, представленной далее в этой статье, уделите минуту и ознакомьтесь со следующими советами по сварке штангой, особенно если вы никогда не зажигали дугу или все еще обсуждаете, какой аппарат купить.
Q: Какой тип сварочного аппарата лучше всего подходит для универсального использования?
A: Сварочный аппарат с выходом переменного / постоянного тока, будь то электродуговая машина, такая как Miller® Thunderbolt®, или газовый двигатель, такой как сварочная машина / генератор Bobcat ™.
Сваркапостоянным током имеет преимущества перед переменным током для большинства применений, в том числе: более легкий запуск; меньше дуговых отключений и заеданий; меньше брызг / лучше выглядящие сварные швы; более легкая сварка в вертикальном положении и над головой; легче учиться; и более плавная дуга. Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10 процентов больший провар при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности (отрицательный электрод) лучше сваривает более тонкие металлы.
Q: Есть ли у выхода переменного тока какие-либо преимущества?
A: Да, это хороший вариант, если вам нужно сваривать материал, который намагничивается из-за трения, например, когда сено, корм или вода постоянно трутся о стальную деталь. Выход постоянного тока не будет работать из-за дуги, когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны. Поскольку выход переменного тока имеет переменную полярность, он позволяет сваривать намагниченные детали.
Q: Какого размера мне нужна машина?
A: Станок с током от 225 до 300 А справляется практически со всем, с чем может столкнуться средний человек, поскольку для большинства процедур сварки штангой требуется 200 А или меньше.Чтобы сварить материал толщиной более 3/8 дюйма, просто сделайте несколько проходов — это то, что делают профессионалы, даже при сварке 1-дюймовой конструкционной стали.
В. Я вижу слово «рабочий цикл» в спецификациях продукта? Что это обозначает?
A: Рабочий цикл — это количество минут из 10-минутного цикла, которое может выполнить сварщик. Например, Thunderbolt создает выход постоянного тока на 200 ампер при рабочем цикле 20 процентов. Он может непрерывно сваривать при 200 А в течение двух минут, а затем должен остывать в течение восьми минут, чтобы предотвратить перегрев.
Рабочий цикл и сила тока обратно пропорциональны. Thunderbolt работает при 90 А и имеет 100-процентный рабочий цикл, что означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности справедливо для всех машин Miller, но не распространяется на все машины, произведенные другими компаниями.
Q: Какой тип стержня я должен использовать для наплавки?
A: Стержни для наплавки могут обеспечивать ударопрочность, стойкость к истиранию или и то, и другое в зависимости от области применения. Поскольку тип требуемого стержня зависит от типа почвы или заполнителя в вашем районе, обратитесь к местному дистрибьютору сварочных материалов и спросите его мнение.Если вы не знаете дистрибьютора, позвоните по номеру 1-800-426-4553, и оператор автоматически соединит вас с ближайшим дистрибьютором Miller. Вы также можете найти дистрибьюторов на сайте http://www.millerwelds.com/wheretobuy/.
В. Какой тип прутка следует использовать для обычной сварки стали?
A: Обычные электроды, используемые для общих работ, включают 6010, 6011, 6013, 7018 и 7024, каждый из которых имеет определенные свойства: 6010 электродов проникают глубоко, а 6013 электродов проникают меньше.Для улучшения внешнего вида борта и работы с более прочными сталями (например, для сцепки) используйте стержень 7018. Для лучшего проплавления толстого материала отшлифуйте соединение до скоса под углом 30 градусов (оставьте площадку шириной никель на дне канавки) и сделайте несколько проходов. Как вариант, сделайте первый проход с помощью стержня 6010, затем сделайте проход с крышкой с помощью 7018. Удилище 7024, пожалуй, является самым простым в использовании. Толстый флюс этого электрода, также известный как тяговый стержень, автоматически поддерживает правильную длину дуги, что позволяет вам протаскивать стержень прямо вдоль заготовки.
В. Нужно ли удалять ржавчину или масло перед сваркой?
A: Сварка палкой более щадящая в нечистых условиях, но никогда не помешает очистить детали проволочной щеткой или стереть излишки ржавчины. Если вы хорошо подготовитесь и обладаете средними сварочными способностями, вы сможете сделать качественный шов. Однако даже хорошее сварочное мастерство не может преодолеть плохую подготовку, так как это может привести к растрескиванию, неплавлению и включению шлака.
Помните РАКОВИНЫ
Теперь, когда вы готовы к сварке, вспомните о МОЛОЧКАХ.Может показаться, что нужно много думать о том, чтобы объединить все эти моменты в один момент сварки, но с практикой это становится второй натурой, так что не расстраивайтесь! Сварка палкой получила свое название не потому, что электрод похож на палку, а потому, что каждый прилепляет стержень к заготовке, когда учится сваривать.
Текущая настройка
Правильная установка тока или силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Например, пруток 6010 диаметром 1/8 дюйма хорошо работает от 75 до 125 ампер, а пруток 7018 диаметром 5/32 дюйма сваривает при токах до 220 ампер.Сторона коробки электродов обычно указывает рабочие диапазоны. Выбирайте силу тока в зависимости от толщины материала, положения сварки (примерно на 15% меньше тепла для работы над головой по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом. Большинство новых сварочных аппаратов имеют постоянную этикетку, на которой рекомендуются значения силы тока для различных электродов и различных толщин материалов.
Длина дуги
Правильная длина дуги зависит от электрода и приложения. В качестве хорошей отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода.Слишком плотное удерживание электрода снижает сварочное напряжение. Это создает неустойчивую дугу, которая может погаснуть сама по себе или привести к замерзанию стержня, а также дает сварной шов с высоким гребнем. Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой скорости наплавки, поднутрениям и иногда пористости.
Многие новички сваривают со слишком длинной дугой, поэтому у них получается шероховатый валик с большим количеством брызг. Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения
При сварке палкой в плоском, горизонтальном и потолочном положениях используется метод сварки волочением или обратной стороной. Удерживая стержень перпендикулярно стыку, наклоните верхнюю часть электрода в направлении движения примерно на 5-15 градусов. Для сварки вертикально вверх используйте технику толкания или переда и наклоните верх стержня на 15 градусов от направления движения.
Манипуляции
Каждый сварщик манипулирует или плетет электрод в уникальном стиле.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который приносит вам хорошие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение стержня обычно дает бусину шире, чем необходимо. Во многих случаях обычное прямое движение работает нормально.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов или в Z-образной, полукруглой или ступенчатой форме.Ограничьте поперечное движение до двух с половиной диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или бусинок.
При сварке вертикально вверх сосредоточьтесь на сварке сторон стыка, а середина сама позаботится о себе. Сделайте небольшую паузу сбоку, чтобы дать возможность дальней стороне валика остыть, а сварочная лужа наверстать упущенное и обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость передвижения
При правильной скорости движения получается сварной шов желаемого контура (или гребня), ширины и внешнего вида. Отрегулируйте скорость движения так, чтобы дуга оставалась в пределах одной трети сварочной ванны. На малых скоростях движения получается широкий выпуклый борт с неглубоким проникновением. Чрезмерно высокие скорости движения также уменьшают проникновение, создают более узкий и / или сильно выпуклый борт и, возможно, поднутрения.
Несколько последних советов. Всегда помните, что вам нужен хороший обзор сварочной ванны.В противном случае вы не сможете обеспечить сварку в стыке, сохраняя дугу на переднем крае лужи и используя нужное количество тепла (на самом деле вы можете увидеть лужу со слишком большим тепловым выходом из стыка). Для лучшего обзора держите голову в стороне от дыма, чтобы вы могли легко видеть лужу.
Также помните, что вы учитесь на ошибках. Нет ничего постыдного в шлифовании плохих сварных швов. Фактически, профессиональные сварщики создают идеальные сварные швы, распознавая дефекты, шлифуя их и повторно сваривая.
Сварка стержневым электродом — EWM AG
Общая информация
Сварка стержневым электродом (номер процесса 111) — это процедура сварки плавлением. Точнее, это процедура дуговой сварки металла. ISO 857-1 (издание 1998 г.) объясняет сварочные процессы в этой группе.
Дуговая сварка металла: процесс дуговой сварки с использованием плавящегося электрода. Дуговая сварка металлическим электродом без газовой защиты: процесс дуговой сварки металлическим электродом без подачи защитного газа извне и ручная дуговая сварка металлическим электродом: выполняемая вручную дуговая сварка металлическим электродом с использованием покрытого электрода.
В Германии последний метод известен как ручная дуговая сварка ( Lichtbogenhandschweissen ), сварка стержневым электродом ( E-Hand-Schweissen ) или электродная сварка ( Elektrodeschweissen ). В англоязычных странах широко используются аббревиатуры MMA или MMAW (ручная дуговая сварка металла). Он характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Не требует внешней защиты; все защитные эффекты от атмосферы исходят от самого электрода.Электрод служит проводником дуги и сварочным материалом. Покрытие образует шлак и / или защитный газ, который (среди прочего) защищает переносимые капли и сварочную ванну от проникновения кислорода, азота и водорода из атмосферных газов.
Текущий вид
Вообще говоря, для дуговой сварки (сварка стержневыми электродами) можно использовать как постоянный, так и переменный ток, но не все типы покрытия основного электрода можно сваривать синусоидальным переменным током, например.грамм. чисто основные электроды использовать нельзя. У большинства типов электродов при сварке постоянным током отрицательный полюс соединяется с электродом, а положительный полюс — с заготовкой. И здесь основные электроды являются исключением. Их лучше подключить к положительному полюсу. То же самое и с электродами из целлюлозы некоторых производителей. Более подробная информация доступна в разделе «Типы электродов». Электрод — это инструмент сварщика. Сварщик направляет дугу, горящую на электроде, в сварочную канавку, тем самым расплавляя кромки канавки; см. рисунок 2.В зависимости от типа строжки и толщины основного металла требуются различные токи. Поскольку токонесущая способность электродов ограничена их диаметром и длиной, стержневые электроды доступны в различных диаметрах и длинах. В таблице 1 показаны размеры, которые стандартизированы в DIN EN 759. При увеличении диаметра стержня могут применяться более высокие сварочные токи.
Типы электродов
Электродыдоступны с покрытиями, состоящими из различных компонентов.Структура покрытия определяет характеристики наплавки электрода, его сварочные свойства и качество наплавленного металла (см. Раздел «Выбор электрода, подходящего для ваших целей». Согласно DIN EN 499, стержневые электроды для сварки нелегированных сталей могут иметь различные характеристики. типы покрытия. При этом важно различать общие типы и смешанные типы. Буквы, используемые для обозначения типов, взяты из первой буквы типа электрода. C = целлюлоза, A = кислота, R = рутил и B = основной .В Германии преобладает тип рутила. Электроды-стержни могут иметь тонкое, среднее или толстое покрытие. По этой причине рутиловые электроды с толстым покрытием, которые являются общими для всех трех типов покрытий, обозначены как RR, чтобы избежать путаницы. Легированные и высоколегированные стержневые электроды не имеют такого разнообразия типов покрытия. Штанговые электроды для сварки нержавеющей стали (стандартизованы в DIN EN 1600), различаются только рутиловыми электродами и основными типами, как и штучные электроды для сварки жаропрочной стали (DIN EN 1599), хотя рутиловые электроды доступны как рутилово-основные электроды. типы без специального обозначения.Это верно, например, для электродов, которые обладают лучшими сварочными свойствами при позиционной сварке. Электроды для сварки высокопрочной стали (DIN EN 757) доступны только с основным покрытием.
Характеристики типов покрытий
Состав и толщина покрытия особенно сильно влияют на сварочные характеристики. Это связано как со стабильностью дуги, так и с переносом материала во время сварки, а также с вязкостью шлака и сварочной ванны.Размер капель, переносимых в дуге, имеет особое значение.
На изображении схематично показан капельный перенос четырех основных типов покрытий. Целлюлоза (а), рутил (б), кислота (в) и основание (г).
Покрытие состоит в основном из органических компонентов, которые горят в дуге и, таким образом, образуют защитный газ, защищающий место сварки. Помимо целлюлозы и других органических веществ, покрытие содержит лишь небольшое количество веществ, стабилизирующих дугу, поэтому шлак практически не образуется.Типы целлюлозы особенно хорошо подходят для сварки вертикально вниз, поскольку включение шлака не является проблемой.
Покрытие кислотного типа (A) состоит в основном из железной руды и марганцевой руды и обеспечивает большие объемы кислорода для атмосферы дуги. Кислород также поглощается металлом сварного шва, снижая его поверхностное натяжение. Это приводит к очень тонкому распылению материала и получению металла сварного шва с низкой вязкостью. Из-за этого электроды этого типа не подходят для позиционной сварки.Кроме того, дуга очень «горячая», что позволяет выполнять сварку на высоких скоростях, но имеет тенденцию к образованию поднутрений. Из-за этих недостатков стержневые электроды чисто кислотного типа редко используются в Германии.
Вместо этого используется электрод с рутиловой кислотой (RA), представляющий собой смесь кислотных и рутиловых электродов. Электрод также обладает соответствующими сварочными свойствами. Покрытие рутилового типа (R / RR) состоит в основном из диоксида титана в форме минералов рутила (TiO2) или ильменита (TiO2. FeO) или синтетического диоксида титана.Электроды этого типа характеризуются переносом материала с мелкими и средними каплями, устойчивым плавлением с малым разбрызгиванием, очень мелким образованием шва, хорошей удаляемостью шлака и хорошими воспламеняющими свойствами. Последнее наблюдается в таком виде только с рутиловыми электродами с высокой долей TiO2 в покрытии. В результате электроды, которые уже были однажды расплавлены, могут быть повторно воспламенены, не удаляя кратер покрытия. Если содержание TiO2 достаточно велико, пленка шлака, которая образуется в кратере, имеет проводимость, почти такую же высокую, как у полупроводника, поэтому, когда край кратера устанавливается на заготовку, протекает так много тока, что дуга может загореться без стержень сердечника контактирует с заготовкой.Такое самовозгорание важно, когда сварочный процесс часто прерывается, например когда есть короткие швы.
Помимо электродов с чистым рутилом, в этой группе электродов есть несколько смешанных типов. В рутилово-целлюлозном типе (RC) часть рутила заменяется целлюлозой. Поскольку при сварке целлюлоза горит, образуется меньше шлака. Таким образом, этот тип можно сваривать вертикальным швом вниз (поз. PG), однако он также имеет хорошие сварочные свойства в большинстве других положений.
Рутилово-основной (RB) тип — еще один смешанный тип. У него несколько более тонкое покрытие, чем у типа RR. Эти и особые характеристики шлака делают его особенно подходящим для сварки в вертикальном положении вверх (PF). Остается основной тип (B). В этом случае покрытие состоит в основном из основных оксидов кальция (CaO) и магния (MgO), которые добавляются как фторид кальция (CaF2), разжижающий шлак. На более высоких уровнях фторид кальция снижает возможности сварки на переменном токе.Поэтому электроды с чисто основным покрытием нельзя сваривать на синусоидальном переменном токе, хотя есть смешанные типы с меньшим содержанием фторида кальция в покрытии, которые могут использоваться с этим типом тока. Основные электроды демонстрируют перенос материала от средней до крупной, а сварочная ванна вязкая. Электрод хорошо сваривается во всех положениях. Однако получающиеся в результате участки имеют несколько сводчатый и крупный взъерошенный вид из-за более высокой вязкости металла сварного шва. Наплавленный металл имеет очень хорошие характеристики ударной вязкости.
Базовые покрытия гигроскопичны. Поэтому важно тщательно поддерживать условия хранения электродов в сухом состоянии. Если электроды контактируют с влагой, их необходимо просушить. Но если электроды сварены всухую, металл шва будет иметь очень низкое содержание водорода. Помимо стержневых электродов с нормальным извлечением металла (<105%), существуют также электроды с более высоким извлечением металла (обычно> 160%) из-за порошка железа, добавляемого через покрытие. Эти электроды известны как электроды из порошкового железа или электроды с высокими рабочими характеристиками.Из-за их высокой скорости наплавки они более экономичны, чем обычные электроды во многих областях применения, хотя обычно ограничиваются горизонтальным (PA) и горизонтальным (PB) положениями.
Правильная сварка стержневыми электродами
Сварщик должен быть должным образом обучен не только как мастер, но и в соответствующих технических аспектах, чтобы избежать ошибок. Образовательные рекомендации Немецкой ассоциации сварки и родственных методов ( DVS ) признаны во всем мире и приняты Международным институтом сварки (IIW).Перед началом сварки заготовки обычно прихватывают. Места прихватывания должны быть достаточно длинными и толстыми, чтобы детали не могли слишком сильно сжиматься во время сварки и нарушать прихваты.
- Заготовка
- Сварной шов
- Шлак
- Арка
- Электрод с покрытием
- Электрододержатель
- Источник питания
Зажигание дуги
При ручной дуговой сварке процесс сварки запускается касанием.Чтобы установить токовую цепь, сварщик должен сначала создать короткое замыкание между электродом и заготовкой, а затем немедленно слегка приподнять электрод, в результате чего дуга загорится. Процесс воспламенения никогда не должен происходить за пределами области канавки, а только в тех местах, которые будут снова плавиться сразу после возгорания дуги. Если возгорание произойдет где-либо еще, внезапное нагревание может вызвать трещины, особенно при работе с чувствительными материалами. При использовании основных электродов, которые имеют тенденцию к начальной пористости, воспламенение должно произойти значительно раньше, чем фактическое начало сварки.Затем сварщик направляет дугу обратно к начальной точке шва, и по мере продолжения сварки первоначально осажденные капли (в основном пористые) переплавляются.
Направляющий электрод
Электрод располагается вертикально или под небольшим углом по отношению к поверхности металлической панели. Он немного наклонен в сторону сварки. Таким образом, видимая длина дуги, то есть расстояние между краем кратера и поверхностью заготовки, должна быть примерно такой же, как диаметр стержня сердечника.Основные электроды должны свариваться очень короткой дугой (расстояние = 0,5 диаметра стержня сердечника). Для этого их необходимо направлять под более крутым углом, чем рутиловые электроды. В большинстве положений сварщик создает бортик стрингера или слегка переплетается с шириной канавки, которая увеличивается по мере продвижения вверх. Бусины плетения протягиваются по всей ширине канавки только в положении PF. Сварка обычно представляет собой волочащееся движение; электрод вставляется только в положение PF.
- Сварка фасок
- Электрод стержневой
- Жидкий сварочный металл
- Жидкий шлак
- Охлажденный шлак
Магнитная дуга
Под дуговым разрядом понимается явление, при котором дуга отклоняется от ее центральной оси и расширяется, издавая шипящий шум.Это отклонение может привести к неоднородностям. Проникновение может стать недостаточным, и — в случае шлакообразующих сварочных процессов — протекание шлака может привести к включению шлака в шов. Отклонение вызывается силами, возникающими из окружающего магнитного поля. Как и все токоведущие проводники, электроды и дуги окружены кольцевым магнитным полем. Это поле отклоняется в области дуги при переходе к основному металлу. В результате силовые линии магнитного поля сжимаются с внутренней стороны и расширяются с внешней стороны.Дуга отклоняется в области меньшей плотности линии потока. При этом он расширяется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает отталкивающее действие на дугу. Создается другое магнитное поле, потому что магнитное поле может расширяться в ферромагнитном материале лучше, чем в воздухе. В результате дуга притягивается к большим кускам железа. Это можно увидеть, например, когда он направлен к вам на концах панели при сварке намагничивающегося материала.Отклонению дуги можно противодействовать, удерживая электрод под углом. Поскольку возникновение дуги особенно велико при сварке на постоянном токе, этого явления можно избежать или, по крайней мере, значительно уменьшить с помощью сварки на переменном токе. При сварке корневых проходов дуга может быть особенно сильной из-за окружающих масс железа. В этой ситуации может быть полезно поддержание магнитного потока с помощью точек крепления, расположенных близко друг к другу, но не слишком коротких.
Параметры сварки
Во время ручной дуговой сварки регулируется только ток.Напряжение дуги определяется длиной дуги, которую сварщик должен поддерживать. При настройке тока необходимо учитывать допустимую нагрузку по току диаметра электрода. Как правило, нижние пределы применяются к сварке корневых проходов и для положения PF, в то время как верхние пределы применяются к другим положениям, присадочным проходам и заключительным проходам. По мере увеличения тока скорость наплавки и связанная с этим скорость сварки также увеличиваются. Проникновение также увеличивается с увеличением тока. Указанные токи применимы только к нелегированным и низколегированным сталям.При работе с высоколегированными сталями и сплавами на основе никеля следует выбирать более низкие значения из-за более высокого электрического сопротивления.
Ток в зависимости от диаметра электрода
Всегда соблюдайте следующие практические правила для расчета отдельных токов в А:
20-40 x Ø
- При диаметре 2,0 мм сила тока должна быть от 40 до 80 А.
- При диаметре 2,5 мм сила тока должна быть от 50 до 100 А.
30-50 x Ø
- При диаметре 3,2 мм сила тока должна быть от 90 до 150 А.
- При диаметре 4,0 мм сила тока должна быть от 120 до 200 А.
- При диаметре 5,0 мм сила тока должна быть от 180 до 200 А.
35-60 x Ø
- При диаметре 6,0 мм сила тока должна быть от 220 до 360 А.
Для успешной сварки стержневыми электродами вам понадобится следующее оборудование:
Для получения дополнительной информации о сварке MIG / MAG см. Наш словарь по сварке.
Сварка чугуна: практическое руководство
Чугун.Он хрупкий, дешевый, и ремонтировать его — заноза в заднице … но мы используем его везде, от мастерской до кухни.
Если вы обнаружили трещину, порез или щель в чугунной детали и вам пригодится сварщик, есть большая вероятность, что вы сможете ее отремонтировать. Вам просто понадобится терпение и немного ноу-хау, эта статья даст именно это, изложив всю информацию, которая вам понадобится при ремонте этой чугунной детали.
Можно ли сваривать чугун?
Когда дело доходит до сварки чугуна, важно понимать сложность работы.Скорее всего, у вас будет больше трещин в детали, чем вначале, а вероятность успеха в этой работе составляет около 50%.
Почему?
Чугун состоит из ряда различных материалов (обычно железа, углерода и стали) в разных пропорциях, поэтому трудно оценить, насколько прочен металл, с которым вы работаете, и сколько тепла он может выдержать до образования трещин. .
Как сваривать чугун:
Являясь хрупким по своей природе, углерод, содержащийся в смеси, вызывает усадку металла и растрескивание при нагревании выше определенной температуры.По этой причине, помимо прочего, перед сваркой чугунных деталей требуется много внимания и осторожности. При сварке чугуна важно учитывать:
- Подготовка к предварительному и последующему нагреву
- Управление теплом при сварке
- Выбор стержня
Для начала сварка чугуна требует 1. Сглаживания излома и 2. разогрева материала. Как описано в статье «Полное руководство по стыковым соединениям», канавки, скосы или буквы «V» создаются на детали с помощью специального станка для снятия фаски или резака.Это сделано для обеспечения более прочного сварного шва.
Чугун до и после нагрева перед сваркой
Чугун очень темпераментен, предварительный и последующий нагрев являются обязательными при работе с чугуном. Если температура металла переходит от комнатной температуры к температуре сварки слишком быстро, деталь будет испытывать слишком большие напряжения и растрескаться. То же самое происходит после завершения сварки: если дать остыть слишком быстро, сварной шов также подвергнется напряжению и может сломаться.
Предварительный нагрев можно выполнить, просто используя паяльную лампу для нагрева материала, некоторые сварщики, работающие своими руками, даже используют для этой работы автомобильный двигатель.Идеальная температура предварительного нагрева для большинства чугунных изделий должна составлять 260-650 градусов по Цельсию, все, что выше 780 градусов, приведет к перегреву материала.
При последующем нагревании материала идеальным вариантом является обертывание объекта изолированной оберткой-заглушкой; Тем не менее, сварщик своими руками может также использовать барбекю на древесном угле и положить кусок в ведро с песком или положить кусок на дровяную печь, чтобы дать остыть, пока огонь гаснет.
Сварка для ремонта чугуна
При сварке чугуна Низкий и Медленный — практическое правило, которому следуют многие сварщики.
Таким образом, при работе с чугуном операторы должны применять слабый ток и медленное движение (как сшивание). Работайте с шагом примерно 2,5 см за раз, сваривая в разных точках, и старайтесь выдерживать 45 секунд между сегментами, чтобы избежать как перегрева, так и накопления остаточных напряжений. Управление нагревом — самая важная часть этого процесса, также полезно прихватывать сварные швы перед началом.
После получения удовлетворительного сварного шва проверьте, нет ли трещин или шлаков.Если рядом со сварным швом есть небольшие трещины, утечку можно устранить с помощью герметика или даже закрыть ржавчину после продолжительного использования.
Если вы на свободе, ударьте этого плохого мальчика щеткой для шлака и измельчите излишки шлака до однородной массы.
Теперь следует применить ваш метод последующего нагрева, позволяющий постепенно остывать изделие.
Что лучше для сварки чугуна: MIG, TIG или дуговая сварка?
Существует бесконечный список способов сваривания чугуна. В этой статье мы остановимся на основах; MIG, TIG и Arc.При любом из этих методов важно помнить об управлении теплом и технике сварки, описанных ранее, чтобы добиться хорошего сварного шва.
Сварка чугуна MIG
Хотя ни один профессионал не рекомендовал бы MIG по сравнению с другими формами, сварка чугуна очень возможна с помощью сварочного аппарата MIG. Вот несколько советов по сварке чугуна методом MIG:
- Лучшим выбором для проволоки MIG будет специальная никелевая проволока, но это самый дорогой вариант, также можно использовать проволоку MIG из нержавеющей стали.
- Газ 80/20 (80% аргона, 20% углекислого газа) отлично работает в большинстве ситуаций, однако единственным недостатком этого варианта является то, что сварной шов со временем ржавеет. Хотя, будучи чугунным, этот материал естественно подвержен ржавчине.
- Использование проволоки для припоя возможно для скрепления отливки, но это непрочный сварной шов, и он не рекомендуется для металлов, которые будут подвергаться ударам или нагрузке.
- Шпильки можно использовать для придания сварному шву механической прочности, но это зависит от выполняемой работы.
Сварка чугуна TIG
При сварке TIG чугуном никелевая проволока — единственный реальный вариант, доступный для этой работы.Это может быть дорого, но процесс TIG может обеспечить прочный и чистый сварной шов на большинстве работ с чугунным покрытием.
Также можно сваривать чугун в холодном состоянии (пропустить этап предварительного и последующего нагрева) с помощью TIG, если вы используете правильный газ, проволоку и настройки. Этот процесс заслуживает отдельной статьи, но вот короткое видео с описанием этого процесса.
Дуговая сварка чугуна
Дуговая или электродная сварка часто является предпочтительным методом для многих сварщиков. Это просто, и имеется широкий выбор электродов для различных работ, многие аппараты для дуговой сварки доступны как для коммерческих, так и для бытовых целей по разумным ценам.
Как правило, большинство структурных ремонтов можно успешно отремонтировать с помощью пайки с использованием неизолированного бронзового стержня, ацетиленовой горелки и флюса. Хотя в любой сварочной ситуации выбор правильного электрода часто сводится к: стоимости, машинным возможностям и тому, является ли сварка однопроходной или многопроходной.
Какой пруток лучше всего подходит для сварки чугуна?
ПРУТКИ НИКЕЛЯ 99%
Электроды на основе никеля часто дороги и считаются премиальными. Прутки с содержанием 99% никеля позволяют получать сварные швы, которые поддаются обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора.
ПАТКИ НИКЕЛЯ 55%
Более дешевый вариант, стержни 55% никеля экономичны. Они также обрабатываются и часто используются при ремонте толстых секций. Он также имеет более низкий коэффициент расширения, чем 99% стержень, что означает меньшее количество трещин на линии плавления.
ШТАНГИ СТАЛЬНЫЕ
Самый дешевый вариант, стальные электроды, лучше всего использовать для несложного ремонта и заливки. Они не поддаются механической обработке и дают твердые сварные швы, требующие дополнительной шлифовки для завершения обработки. Однако преимуществом является то, что этот стержень намного удобнее в использовании при дуговой сварке и может выдерживать отливки, которые не были полностью чистыми перед сваркой.
Советы для сварки чугуна с мягкой сталью
Если работа требует сваривания чугуна с низкоуглеродистой сталью, сварка электродом — отличный способ сделать это. Несколько прихваток и несколько ударов щеткой для шлака делают эту работу легкой. Работа при 95 А на DCEP (положительный электрод постоянного тока) даст отличные результаты.
Как НЕ сваривать чугун
Наконец, они говорят, что обучение лучше всего проводить после ошибки.