Как увеличить мощность сварочного инвертора: Модернизация инвертора. Есть ли способ повысить мощность? — Ремонт и модернизация
Как увеличить мощность аппарата дуговой сварки
Мощность оборудования для сварки не является абсолютно постоянным значением и зависит от различных факторов. На КПД сварочных установок влияет стабильность питающей сети и конкретика производственных реалий, точности настроек, умения сварщика и даже погодных условий. Мощность вообще и сварочную в частности принято считать очевидным критерием производительности – чем выше этот параметр, тем больше метров линейных швов или площадь свариваемых сечений способна обработать единица оборудования. Но самый лучший сварочный аппарат, инвертор или его предшественник, затруднительно оценить в точных цифрах мощностных характеристик. Сварка возможна в очень разнообразных условиях: с присадкой или сплавлением основным металлом; со сложной разделкой кромок или без таковой; под флюсовым слоем, защитным пузырем инертного газа или на атмосферном воздухе. Один и тот же инвертор может работать с обязательным применением специализированной оснастки, перемещения деталей и технологических операций, либо обходиться без дополнительных сложностей. Производительность при этом будет значительно варьироваться, хотя оборудование используется то же самое.
Производительность при этом будет значительно варьироваться, хотя оборудование используется то же самое.
Универсальных методов увеличить мощность своего аппарата не так много, но они довольно действенны для различных случаев «сварочной жизнедеятельности». Применительно к инверторным установкам они включают:
- Увеличение сварочного тока при настройке аппарата, обычно при обратной полярности подключенного оборудования. Большой ток сварки приводит к увеличению массы расплава в единицу времени. Важно выяснить, сколько энергии уходит на глубину проплавления, а сколько приводит к растеканию металла и росту ширины швов. При малой толщине деталей необдуманный рост IСВ приводит к прожогам и подрезам, для толстых заготовок возможен непровар и другие дефекты в виде лакун и пор. Следует учитывать рекомендованную скорость проплавления при увеличении IСВ.
- Рост напряжения на дуговом факеле за счет уменьшения падения потенциала в анодной и катодной области столба.
 За счет увеличения напряжения в рабочей области дугового столба возрастает интенсивность плавления электродов (проволоки), что автоматически повышает производительность.
За счет увеличения напряжения в рабочей области дугового столба возрастает интенсивность плавления электродов (проволоки), что автоматически повышает производительность. - Улучшение фокусировки посредством насадок, ограничителей, сопел и т.п. Каким бы не был опытным сварщик, дрожание факела на свариваемой поверхности неизбежно – при грамотном выборе фокусирующих устройств неэффективное рассеивание тепловой энергии удается существенно уменьшить.
- Дополнительная подготовка. Чистота и оптимальный состав инертного газа, качество и толщина флюсового слоя, прогрев свариваемых деталей, ответственное хранение и та же термическая подготовка для электродов – в р
 За счет увеличения напряжения в рабочей области дугового столба возрастает интенсивность плавления электродов (проволоки), что автоматически повышает производительность.
За счет увеличения напряжения в рабочей области дугового столба возрастает интенсивность плавления электродов (проволоки), что автоматически повышает производительность.Доработка до ума сварочного аппарата
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
Доработка сварочного инвертора: рекомендации
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать.
Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации
Схема работы сварочного инвертора.
Сварочный инвертор – это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас. Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих. Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор. Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков. Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.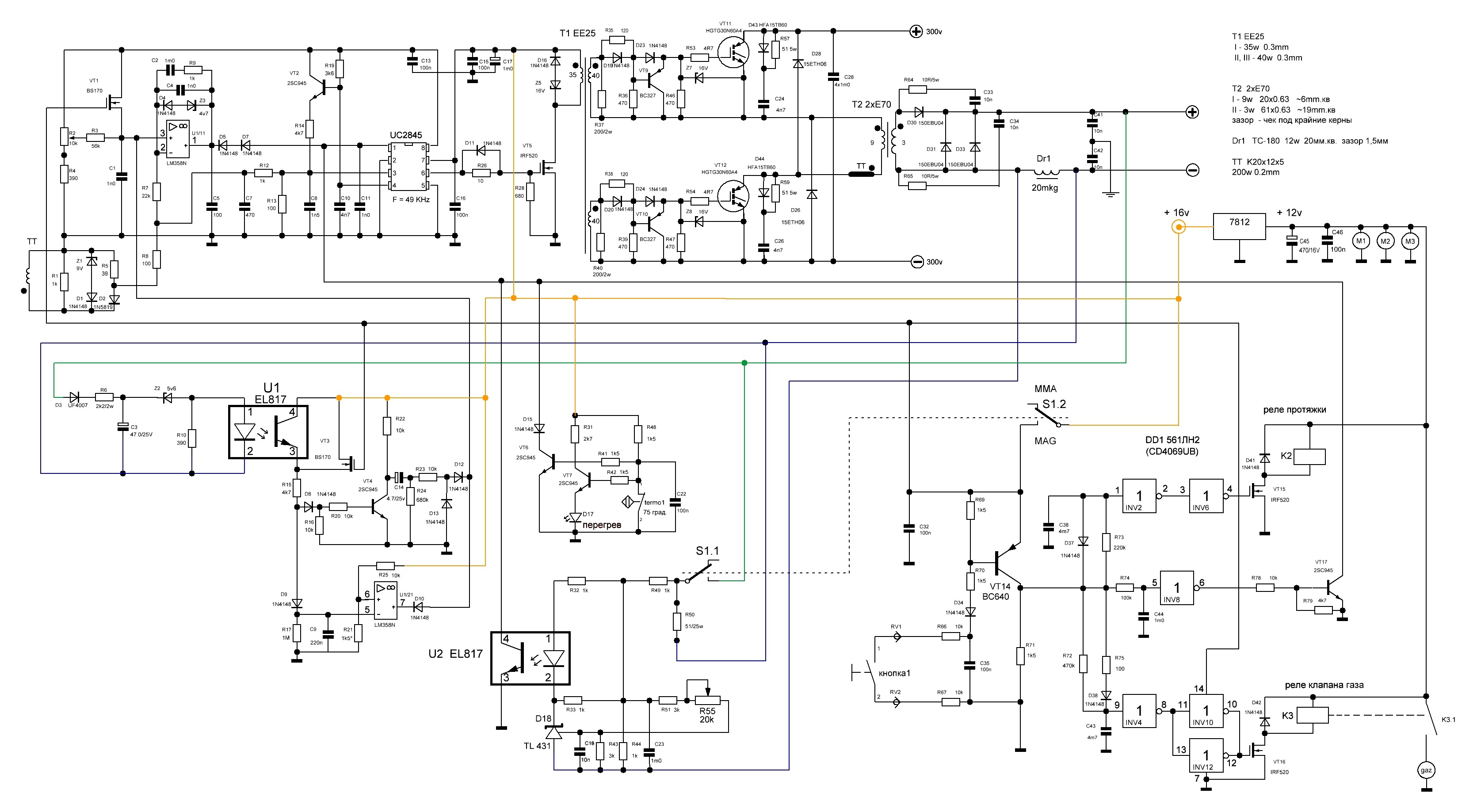
Нужно сделать плавным входящее напряжение, то есть у него полностью должны отсутствовать какие-либо скачки. Для этого используются, разумеется, конденсаторы. В подобной ситуации достаточно одного мощного устройства, которое будет сделано из бумаги. Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ. На это и стоит ориентироваться.
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.
Что делать если Не хватает напряжения в сети для Сварки
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
- износом распределительных проводов, что приводит к выгоранию ноля и перекосу напряжения по фазам;
- наличием трансформаторной подстанции малой мощности, которая не может справиться с возросшей нагрузкой или увеличением числа потребителей;
- несбалансированностью фаз на трансформаторе и другими.
Решить эти проблемы иногда можно обращением организацию, поставляющую электроэнергию, с просьбой переключить вас на другую фазу или провести их регулировку, но далеко не всегда это возможно. Добиться же замены трансформатора и разводящих проводов на более мощные очень сложно. Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен?
Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен?
Из сложившегося положения есть несколько вариантов выхода. Во-первых, можно приобрести бензиновый или дизельный генератор, к которому подключить сварочный инвертор, для которого не хватает напряжения. Этот вариант довольно дорогостоящий, ведь генератор нужен очень большой мощности, которой должно хватить для сварки. В противном случае, есть большой риск вывести из строя дорогостоящий генератор, при постоянной пиковой его нагрузке.
Во-вторых, можно приобрести стабилизатор напряжения для сварочного инвертора. Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Популярное среди «народных умельцев» решение по установке одного лишь трансформатора без стабилизатора категорически не рекомендуется. Это связано с тем, что падение напряжения в сети может быть временным явлением, а после исправления неполадок оно может внезапно вернуться к нормальному. В этом случае, трансформатор все равно будет повышать напряжение, в результате чего оно может достигнуть даже 300 В. Это приводит не только к повреждению бытовых приборов, но и выгоранию тонкой старой проводки, возникновению пожаров и пр. Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком.
Поэтому стоит задуматься о покупке не только стабилизатора напряжения для сварочного инвертора, но и большого стабилизатора для установки на всю бытовую сеть. Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
Как выбрать генератор для сварочного аппарата?
Содержание
1. Что может пойти не так? Как выявить несовместимость генератора и инвертора
1.1 Проблемы со сварочным инвертором при несовместимости с генератором
1.2 Неисправности генератора при несовместимости со сварочным аппаратом
2. Какой мощности генератор для сварочного аппарата подобрать – верные расчеты
3. Рекомендации покупателям по подбору оборудования
3.1 Требования к инвертору
«Как правильно выбрать генератор для сварочного аппарата?» — такой вопрос возникает и у профессионалов и у частных мастеров, которые предполагают выполнять сварочные работы в отсутствии или значительном удалении от централизованного энергоснабжения.
 Казалось бы, что вопросы подбора генератора давно раскрыты, однако при подборе генератора для сварки необходимо учесть ряд важных моментов.
Казалось бы, что вопросы подбора генератора давно раскрыты, однако при подборе генератора для сварки необходимо учесть ряд важных моментов.
Сразу предупредим, что для работы с электрогенератором рекомендованы только инверторные сварочные источники. При неправильном выборе генератора и сварочного инвертора проблемы могут возникнуть, как со стороны одного, так и со стороны другого.
Давайте разберемся, что может привести к таким последствиям? А после рассмотрим – как рассчитать мощность генератора для сварочного аппарата и дадим общие рекомендации по подбору оборудования.
Проблемы со сварочным инвертором при несовместимости с генератором
Наиболее часто встречающиеся проблемы со стороны сварочного инвертора:
- Не включается источник (загорается красный индикатор)
-
Сгорает либо блок питания, либо силовая плата
Давайте подробнее разберем возможные неисправности. Если при подключении к генератору на сварочном аппарате вместо зеленого загорается красный индикатор, даже при выставленном минимальном сварочном токе, то это связано, в первую очередь, со схемотехникой сварочного инвертора. Сварочному аппарату в этом случае требуется большая мощность, как правило, максимальная мощность, которая указана в технических характеристиках.
Если при подключении к генератору на сварочном аппарате вместо зеленого загорается красный индикатор, даже при выставленном минимальном сварочном токе, то это связано, в первую очередь, со схемотехникой сварочного инвертора. Сварочному аппарату в этом случае требуется большая мощность, как правило, максимальная мощность, которая указана в технических характеристиках.
Чтобы исключить эту проблему, необходимо протестировать подключение сварочного инвертора к электрогенератору.
Лучше, если сварочный инвертор, который эксплуатируется с генератором, будет оснащен функцией PFC (Power Factor Correction). Функция PFC за счет компенсации реактивной мощности, уменьшает энергопотребление сварочного источника. Поэтому для сварки потребуется менее мощный генератор.
В чем кроется причина, если сгорел блок питания или силовая плата? Чаще всего это связано также с особенностями схемотехники, блока питания сварочного источника и, как следствие, определенными требованиями к питающей сети, такими как:- Стабильность напряжения, В
- Стабильность частоты переменного тока, Гц
-
Качественный уровень синусоиды тока по напряжению
Решение этой проблемы связано с применением, либо инверторного генератора c высоким качеством электрических параметров, либо традиционного бензинового или дизельного, но с необходимым запасом по мощности. Подробнее этот вопрос разберем в следующем разделе.
Подробнее этот вопрос разберем в следующем разделе.
Неисправности генератора при несовместимости со сварочным аппаратом
Какие возможные неисправности и поломки могут встречаться со стороны генератора, к которому подключен сварочный аппарат?
Этих возможных неисправностей и некорректной работы генератора несколько:- Глохнет ДВС
- Срабатывает автомат защиты
- Сгорает инверторный блок на цифровых электростанциях или AVR на традиционных
Любой инверторный сварочный аппарат может работать в определенном расширенном диапазоне напряжения питающей сети. Однако, при работе от генератора, при поджиге сварочной дуги, возникают провалы по напряжению. Такой режим работы, с постоянно изменяющимся напряжением генератора может негативно сказаться на сварочном инверторе и может привести даже к его выходу из строя.
Такой режим работы, с постоянно изменяющимся напряжением генератора может негативно сказаться на сварочном инверторе и может привести даже к его выходу из строя.
Если, принимая решение какой электрогенератор выбрать для сварки, куплена модель без соответствующего запаса по мощности, то и происходит, либо остановка двигателя, либо срабатывает электрическая защита.
Генератор с дизельным ДВС, даже при той же мощности, как у бензинового, имеет лучшие характеристики по крутящему моменту, поэтому лучше справляется с пусковыми нагрузками.
Инверторный цифровой генератор в большей мере применим для подключения электроники, измерительной техники и омических потребителей. Для работы с индуктивно-нагруженными потребителями, такими как сварка, инверторные электростанции не рекомендованы.
Очень часто в обзорах, статьях, видеосюжетах рассказывают и показывают работу сварочного источника при подключении к генератору на предельных режимах, и на удивление, генератор работает, но со значительной перегрузкой. И это продвигают, как идею и возможность сэкономить на покупке, не переплачивая за дополнительный запас по мощности генератора. Если, это разовая и непродолжительная работа, то можно и согласиться. Для регулярной и интенсивной по времени работы запас по мощности просто необходим. Статистика сервисных служб говорит о том, что работа без запаса по мощности, как раз и приводит в скором времени, к выходу из строя AVR.
И это продвигают, как идею и возможность сэкономить на покупке, не переплачивая за дополнительный запас по мощности генератора. Если, это разовая и непродолжительная работа, то можно и согласиться. Для регулярной и интенсивной по времени работы запас по мощности просто необходим. Статистика сервисных служб говорит о том, что работа без запаса по мощности, как раз и приводит в скором времени, к выходу из строя AVR.
Какой мощности генератор для сварочного аппарата подобрать – верные расчеты
Перед тем, как окончательно принять решение какой купить генератор для сварки, необходимо определиться с режимами эксплуатации, видами работ и сварочными материалами.Особенностью эксплуатации сварочного аппарата является то, что энергопотребление меняется в зависимости от установленного сварочного тока. Чем больше ток, тем больше энергопотребление. Этот фактор учитывают при подборе режимных параметров работы сварочного источника.
Для оптимизации стоимости подбираемого генератора, ограничивают диаметры применяемых электродов (от ∅2 мм до ∅3,2 мм) и соответственно рабочий сварочный ток:
- ∅2 мм – 50…70А
- ∅2,5 мм – 60…80А
- ∅3 мм – 80…100А
- ∅3,2 мм – 90…110А
- ∅4 мм – 130…160А
Для сварки большинства стальных профилей толщиной 2…4 мм наиболее применимы электроды диаметром 2…3 мм. Для расчета энергопотребления сварочного инвертора используется следующая формула:
Ри=IхU/КПД- I – сварочный ток, А
- U – напряжение сварочной дуги, В
-
КПД – коэффициент полезного действия инвертора. Иногда в технических характеристиках обозначают, как коэффициент мощности или Cosφ
Проведем ориентировочный расчет потребляемой мощности для однофазного инвертора ММА-сварки с наиболее распространенными электродами, чтобы узнать какой генератор подходит для сварки.
- Электрод ∅2 мм:
- Электрод ∅3 мм:
- Электрод ∅4 мм:
Следует отметить, что полученные значения энергопотребления рассчитаны для установившегося режима работы сварки. При поджиге сварочной дуги энергопотребление увеличивается, поэтому для стабильной и корректной работы параметры генераторов для сварочных аппаратов должны быть с запасом 50…75% по мощности.
Итак, рекомендуемая номинальная (длительная) мощность генератора СОР, кВт с учетом запаса по мощности для работы со сварочным инвертором проведена в таблице 1.Таблица 1. Подбор генератора для ММА-сварки
|
Диаметр электрода, мм |
Мощность генератора СОР, кВт |
Генератор FUBAG |
|
2 мм |
~ 3 кВт и выше |
BS 3300/ BS 3300 ES/ BS 3500 DUPLEX |
|
3 мм |
~ 4,5 кВт и выше |
BS 5500/ BS 5500 A ES |
|
4 мм |
~ 7 кВт и выше |
BS 7500/ BS 7500 A ES |
Интенсивность использования сварки, также влияет на выбор генератора. При планировании использования сварочных технологий в высокоинтенсивном режиме рекомендуется выбирать сварочный генератор, который лучше обеспечит высокие эксплуатационные и режимные характеристики.
Рекомендации пользователям по подбору оборудования
При подборе оборудования для «полевого» использования обращайте внимание, как на характеристики сварочного инвертора, так и генератора.
Требования к сварочному инвертору MMA-сварки:
- Для работы электродами ∅2..3 мм лучше подойдет инвертор с max сварочным током 160А
- Лучше, если сварочный инвертор будет иметь режим работы при пониженном напряжении питающей сети и функцию PFC (Power Factor Correction), особенно, если сварочный аппарат будет подключаться через удлинитель
- Лучше, если КПД (коэффициент полезного действия) или коэффициент мощности (Cosφ) инвертора будет выше 0,7
Рекомендация! Перед тем, как совершить покупку, узнав какой генератор выбрать для сварочного инвертора подойдет лучше всего, обязательно проверьте совместную работу оборудования на рабочих токах!
Какой мощности генератор нужен для инверторной сварки? Подробно
Время чтения: 7 минут
Для инверторной сварки нет ничего невозможного в быту и в гараже. Необходимо починить калитку? Сварить ворота? Собрать теплицу? Заварить арматуру при строительстве дома? Без проблем. Инвертор справится со всеми задачами. Он компактный и простой в применении, его может использовать как новичок, так и мастер старой закалки, привыкший к громоздким трансформаторным аппаратам.
Естественно, любой инвертор нуждается в питании. Для этого достаточно включить аппарат в розетку с помощью сетевого кабеля. Ничего сложного. Но что делать, если у вас на участке отключили электричество или его нет вовсе? В таких ситуациях нужен генератор для сварочного инвертора. Ранее мы уже рассказывали вам о том, что такое сварочный генератор и чем он отличается от обычного генератора. Сегодня мы расскажем, какой генератор нужен для сварочного инвертора или как выбрать генератор для сварочного аппарата, чтобы не прогадать.
Содержание статьи
Как выбрать генератор?
Как подобрать генератор? На самом деле, здесь нет ничего сложного. Вам нужно учесть всего несколько параметров: потребляемую мощность генератора, максимальную силу тока вашего инвертора, диаметр электродов, которые вы будете использовать, и совместимость генератора с аппаратом.
Первый и второй критерий взаимосвязаны, об этом мы поговорим далее. А вот что касается совместимости, то здесь нужно обратить особое внимание на тип генератора. Существует синхронный генератор, инверторный и асинхронный . Также существуют гибриды, которые могут работать и синхронно, и асинхронно.
Сейчас многие новички наверняка скажут, что здесь и думать нечего, нужно брать инверторный. И в этом кроется самая большая ошибка. Потому что для питания аппарата необходимо выбирать либо синхронный генератор, либо гибрид. У них достаточная мощность и они рассчитаны на высокие пусковые нагрузки.
Также мы рекомендуем приобретать бензиновый генератор, а не дизельный. Он не такой экономичный, но при относительно невысокой мощности работает в разы лучше, чем генератор на дизельном топливе. К тому же, выбор бензиновых генераторов намного больше.
Если вы подбираете генератор для профессионального оборудования (например, для дорогих сварочных полуавтоматов) то учтите, что их работа от генератора не всегда проходит гладко. Некоторые производители в инструкции прямо об этом говорят. Поэтому в любом случае проконсультируйтесь со специалистом в магазине.
Читайте также: Что такое бензиновый сварочный генератор?
Как подобрать мощность?
Какой мощности нужен генератор для сварочного аппарата? Давайте разбираться.
Прежде всего, мощность генератора для сварки должна быть на 20-30% больше, чем мощность вашего сварочного инвертора. Это необходимо не только для стабильного поджига дуги, но и для правильного использования ресурсов генератора. Не рекомендуется использовать генератор на пределе его мощности. Поэтому, если вы купите генератор чуть мощнее, то сможете выставлять более щадящий режим для сварки. Так вы продлите срок службы устройства, а дуга будет гореть стабильнее.
Приведем простой пример. Если у вас есть инвертор, способный выдавать до 180 Ампер тока, то мы рекомендуем приобрести генератор 6-6.5 кВт с учетом запаса по мощности. Отталкиваясь от этой информации, вы сможете самостоятельно подобрать мощность генератора для сварочного инвертора, если у него другие технические характеристики.
Лучшие недорогие генераторы
Чтобы вам было проще подобрать генератор для сварочного аппарата, мы дополнительно расскажем о четырех качественных моделях для дома и гаража. Это не рейтинг, а скорее список отличных генераторов, которые хорошо зарекомендовали себя при работе в различных условиях.
Huter DY6500L
Генератор Huter DY6500L — это отличный помощник в хозяйстве. Его мощность составляет 5 кВт, этого достаточно для питания маломощного инвертора, выдающего до 150 Ампер. Это синхронный генератор, работающий на бензиновом топливе. Для полноценной работы рекомендуется использовать бензин марки не ниже АИ-92. Также эта модель может работать на пропане. Бак емкостью 22 литра.
Huter DY6500L запускается с помощью ручного стартера. Есть встроенная система принудительного охлаждения, она воздушного типа. Вес генератора около 80 кг, что немало. Но два или три человека смогут перенести его в нужное место без особых проблем.
BRIMA LT 8000 B
Также для сварки инвертором мы рекомендуем модель LT 8000 B от известного немецкого бренда BRIMA. Его мощность чуть больше, чем у предыдущего генератора — 6 кВт. Но это его номинальная мощность. А максимальная составляет все 6.5 кВт. Однако, помните, что мы не рекомендуем постоянно использовать генератор а пределе его возможностей. Модель LT 8000 B пригодится тем, у кого аппарат выдает до 180 Ампер сварочного тока.
Это так же бензиновый генератор. Емкость бака — 25 литров. Работает от надежного двигателя типа 190F. Он четырехтактный, оснащен принудительным воздушным охлаждением. Запуск осуществляется с помощью встроенной электроники. Генератор способен без перерыва проработать до 8 часов, затем ему необходим перерыв, чтобы избежать перегрева.
Габариты генератора стандартные для этого класса и стоимости, а вот вес составляет 83 килограмма. Для удобства перемещения он оснащен удобными прочными колесами.
ERGOMAX ER 5400
Этот маломощный генератор, выдающий до 4.5 кВт, подойдет для мастеров, у которых в арсенале есть простенькие аппараты мощностью до 140 ампер. Он так же работает на бензиновом топливе. Производитель рекомендует использовать бензин марки АИ-92 и выше. Чем выше марка, тем качественнее и дольше проработает генератор. Средний расход топлива — 2 литра в час, что довольно экономично.
Запускается вручную, электростарт здесь не предусмотрен (в отличие от предыдущего генератора). Это самая компактная модель из всех, что представлены в этой статье. Ее вес не превышает 70 килограмм, а внешние габариты составляют 82х54х58 см. Устройство защищено от мелких дождевых капель и пыли. Может храниться в неотапливаемом помещении.
Endress ESE 606 HS-GT
Последний генератор в нашем списке — Endress ESE 606 HS-GT. Это крепкий «середнячок», который подойдет для большинства не слишком мощных инверторов. Генератор синхронный, работает на бензиновом топливе. Здесь рекомендации те же. Используйте марку бензина не ниже АИ-92, и ваш генератор проработает долгие годы. Бак не очень большой, всего 18 литров. Но этого достаточно для пары часов работы. Кстати, аппарат работает без перерыва 5 часов. Затем нуждается в отдыхе. Мощность устройства — 6.4 кВт.
Этот генератор запускается с помощью системы реверсивного старта. Он же ручной старт, когда необходимо несколько раз дернуть за ручку у специального троса. Габариты средние, как и вес — 7 килограмм. Есть удобные ручки для переноски. Двое без особых усилий перетащат этот генератор в нужное место.
Вместо заключения
Сейчас в продаже представлены десятки генераторов для любых нужд. И чтобы понять, какой генератор потянет инверторный сварочный аппарат, вы должны определиться с его мощностью. Для этого учтите максимальную силу тока, который выдает ваш инвертор, и диаметр электродов, которыми варите чаще всего. Также убедитесь, что ваш аппарат совместим с выбранной моделью генератора.
В этой статье мы рассказали вам о четырех отличных генераторах, которые подойдут как для дачи, так и для стройплощадки. С их помощью можно запитать не только инвертор, но и любой другой электроинструмент или компрессор. Воистину универсальное устройство, которое рано или поздно пригодится в хозяйстве. Но заранее предупреждаем, что такие генераторы не подходят для электроснабжения дома. Если у вас часто отключают электричество, то приобретите специальный бытовой генератор. Желаем удачи в работе!
Как увеличить скорость вашей роботизированной сварочной системы
«Металлургический бизнес»
Выбрать категорию меню Формовка металлов и изготовление Системы аддитивного производства Автоматизация / Робототехника Программное обеспечение CAD / CAM Оборудование для обработки рулонов Линии резки по длине Станки для снятия заусенцев Термическая обработка Металлургические станки Системы лазерной резки Системы кислородной резки Системы плазменной резки Листогибочные прессы, панелегибы Пробивные прессы Пильные системы Ножницы Штамповочные прессы Изготовление труб и труб Револьверные прессы Гидроабразивные сварочные аппараты Автоматизация сварки / Робототехника Сварочные аппараты с приводом от двигателя Наполнители Металлы / электроды Инверторные сварочные аппараты Сварочные аппараты MIG Плазменные резаки Источники энергии Сварочные аппараты Сварочные аппараты TIG Сварочные перчатки Сварочные пистолеты / Горелки Сварочные шлемы Устройства подачи проволокиПрограммное обеспечение для автоматизированной обработки / Робототехника CAD / CAM Зуборезные станки Шлифовальные станки Хонинговальные станки Горизонтальные обрабатывающие центры Токарные станки для лазерной резки Органы управления Фрезерные станки Многозадачные станки Ram EDM Machines Программное обеспечение Токарные центры Вертикальные обрабатывающие центры Проволочные электроэрозионные станки Инструмент и зажимные патроны Цанговые патроны Режущие инструменты Буровые инструменты Системы крепления Абразивы, ремни, щетки, шлифовальные круги Позиционеры Пуансоны и плашки Пильные полотна Инструменты для нарезания резьбы Тиски и тиски Губки Измерение и проверка Системы шариковых стержней Калибровочные калибры Координатно-измерительные машины Циферблатные индикаторы Измерительные приборы Лазерные сканеры Неразрушающий контроль Другие датчики и контрольно-измерительное оборудование Программное обеспечение Шероховатость поверхности / отделка Техническое обслуживание Сжатый воздух Компьютеризированные системы управления техническим обслуживанием Фильтры Ручные инструменты Качество воздуха в помещении Промышленная очистка / удаление отходов Смазочные материалы, охлаждающие жидкости, машины для обработки жидкостей для металлообработки Ремонт и восстановление инструмента Программное обеспечение крышных систем Ремонт и восстановление шпинделя Регулируемые защитные ограждения Защита тела Защита глаз и лица Фиксированная Охранники Защита ног и ног Защита рук и рук Защита головы Защита органов слуха Заблокированные ограждения Подвижные ограждения и ворота Устройства обнаружения присутствия Отводы / ограничения Соответствие нормативным требованиям Защитные коврики Устройства безопасности срабатывания Саморегулирующиеся ограждения Двуручное управление Конвейеры для транспортировки материалов Общие подъемники Ручные подъемники Другое погрузочно-разгрузочное оборудование Стеллажи и складское оборудование
Инверторные источники сварочного токапомогают решать проблемы технического обслуживания и сокращают время простоя
Инверторные источники сварочного тока помогают решать проблемы технического обслуживания и сокращают время простоя Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры предосторожности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Поддержка
- Пункты обслуживания
- Инструкции и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Свяжитесь с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Наша компания
- Карьера
- Стипендии
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты
- Свяжитесь с нами
- События
- Роуд-шоу
- Фирменные товары
- Специальные предложения
- новые продукты
- Войти в систему
- Где купить
- Поиск
Поиск
Поиск
- Оборудование
Сварщики
- МИГ (GMAW)
- TIG (GTAW)
- Палка (SMAW)
- С приводом от двигателя
Источник питания инвертора
У инверторных сварочных аппаратов много преимуществ перед традиционными трансформаторно-выпрямительными устройствами.Инверторы более портативны и имеют меньший вес, что облегчает их маневрирование на рабочей площадке. Кроме того, инверторы предлагают возможности высококачественной многопроцессорной сварки, так что одна машина может обрабатывать Stick, MIG, TIG, FCAW, строжку дугой и даже импульсную. И что еще более важно, инверторы используют технологию Lincoln Waveform Control Technology ™, чтобы обеспечить больший контроль переменных дуги и автоматически настраивать дугу для создания наилучшего возможного сварного шва, контролируя такие проблемы, как прожог.Но знаете ли вы, что использование инвертора может также сэкономить деньги на расходах на электроэнергию по сравнению с источником питания традиционного типа? Ежегодно в США потребляется электроэнергии на сумму около 15 миллионов долларов, а во всем мире на сварку. Чтобы повысить эффективность и сократить расходы, которые ваша компания тратит на электроэнергию, связанную со сваркой, инвертор является привлекательным вариантом. Фактически, благодаря своей эффективности эти машины могут обеспечить существенную экономию коммунальных расходов.
Но как переход на инвертор может снизить потребление энергии? В конструкции инверторных сварочных аппаратов, таких как Lincoln Invertec® V350 Pro, сердечники трансформатора, обмотки трансформатора и компоненты силовой электронной коммутации тщательно выбираются для минимизации рабочих потерь.Вот еще несколько причин, по которым инверторы экономят электроэнергию:
Повышенный КПД трансформатора достигается за счет использования ферритовых сердечников в силовом трансформаторе инвертора. Это снижает потери тока, что приводит к более низким токам холостого хода в питающих проводниках
Катушки инверторного трансформатора физически меньше обычных трансформаторов. Меньшая катушка означает меньшее наматывание проволоки вокруг сердечника — меньшее количество проволоки
означает меньшие потери и большую эффективностьСиловые электронные компоненты инвертора были тщательно спроектированы для снижения потерь и увеличения срока службы
Во многих инверторах, таких как Lincoln Invertec V350 Pro, используется медный провод.Медь имеет более высокую теплопроводность и электрическую проводимость по сравнению с алюминием
, что минимизирует потери и максимизирует эффективностьИнверторы, работающие на более высоких частотах, чем обычные сварочные аппараты, требуют меньшей выходной индуктивности для плавной работы. Энергия, необходимая для сварки штангой или сварки шаровидным переносом, хранится в конденсаторах, что позволяет использовать дроссели меньшей мощности
Компактная конструкция и относительно небольшой физический размер инверторного сварочного аппарата означает более короткие провода и кабели (или даже прямые соединения) между компонентами power
.Более короткие пути тока приводят к меньшему сопротивлению и повышению эффективностиПоскольку инвертор изначально спроектирован с низкими потерями, требуются меньшие охлаждающие вентиляторы. Это означает, что для движения охлаждающего воздуха требуется меньше энергии и, опять же, большая эффективность
Меньший размер компонентов внутри инверторной машины приводит к меньшему рассеиванию тепла и, опять же, к большей эффективности
Как вы можете рассчитать, насколько инвертор может сэкономить ваши деньги по сравнению с традиционным трансформатором-выпрямителем и какой инвертор лучше всего подходит для повышения энергоэффективности? Используйте таблицу ниже, чтобы сделать эту оценку.
Шаг №1 — Расчет выходной мощности
Сначала посмотрите на свою машину, чтобы определить выходное напряжение (Vout), которое на вашей машине выражается в вольтах. В нашем примере это 32 В. Затем умножьте это на выходной ток (Iout), измеренный на вашей машине, в амперах. В этом случае амперы указаны как 300.
Vout x Iout = Выходная мощность (Wout) в ваттах
32 В x 300 А = 9600 Вт ИЛИ 9,6 кВт (1000 Вт = 1 кВт)
Шаг 2 — Расчет входной мощности
Теперь возьмите выходную мощность сверху (KWout) и разделите на эффективность (Eff).Эффективность указывается производителем машины. Вычислив это, вы получите входную мощность в киловаттах.
KWout ÷ Eff = Входная мощность в киловаттах (KWin)
9,6 KW ÷ 88,2% (или 0,882) = 10,88 кВт
Шаг № 3 — Расчет эксплуатационных расходов во время сварки
A) Затем вы вычислите количество киловатт-часов, использованных за один день (кВт · ч2 / день), умножив входную мощность, рассчитанную на этапе № 2 (кВт · ч), на количество часов в день работы машины (в нашем примере предположим, что сварка выполняется четыре часа в день.)
кВт / ч / день = киловатт-часы, использованные за один день (кВт-ч2 / день)
10,88 кВт x 4 часа. = 43,52 кВтч / сутки
B) Теперь умножьте рассчитанную потребляемую мощность (кВт · ч) на количество часов в день, в течение которых машина работает, умноженное на цену за кВт · ч электроэнергии. Примечание: цена на мощность рассчитана в 0,12578 доллара, что является средним по отрасли.
кВтч x количество часов / день x цена за кВтч ($ / кВтч) = ежедневные эксплуатационные расходы на сварку
10,88 x 4 x 0 долл. США.12578 = 5,47 доллара США
Шаг № 4 — Расчет эксплуатационных расходов во время простоя
A) Теперь вы рассчитаете потребление простоя в день (кВт · ч3). Для этого умножьте входную мощность (KWIdle) на количество часов простоя в день. (Мы предполагаем, что в восьмичасовой рабочий день, если сварка выполняется четыре часа, время простоя также будет четыре.)
KWIdle x Idle Hrs. = Потребление в режиме простоя в день (кВт · ч3)
0,4 кВт x 4 часа. = 1,6 кВт · ч
B) Теперь возьмите входную мощность на холостом ходу (KWIdle), которая указана на силовом трансформаторе в ваттах — в данном случае 400 Вт (или 0.4 кВт) — умноженное на количество часов простоя, умноженное на цену за киловатт-час электроэнергии.
KWidle x IdleHrs x Цена за кВт-час = Суточные эксплуатационные расходы в режиме ожидания
0,4 кВт x 4 часа. x 0,12578 доллара США = 0,20 доллара США
Шаг № 5 — Рассчитайте общие эксплуатационные расходы
Теперь возьмите ежедневные эксплуатационные расходы на сварку, рассчитанные на Шаге № 3, и добавьте ежедневные эксплуатационные расходы на холостом ходу из Шага № 4 выше, чтобы получить ежедневные эксплуатационные расходы в долларах.
Ежедневные эксплуатационные расходы + Ежедневные эксплуатационные расходы в режиме ожидания = Ежедневные эксплуатационные расходы (всего $ / день)
$ 5.47 + 0,20 доллара = 5,67 доллара
Сравнивая это число с традиционным трансформатором-выпрямителем или другим конкурирующим инвертором, вы можете легко определить, какая машина обеспечит экономию затрат.
Источник питания инвертора
У инверторных сварочных аппаратов много преимуществ перед традиционными трансформаторно-выпрямительными устройствами. Инверторы более портативны и имеют меньший вес, что облегчает их маневрирование на рабочей площадке. Кроме того, инверторы предлагают возможности высококачественной многопроцессорной сварки, так что одна машина может обрабатывать Stick, MIG, TIG, FCAW, строжку дугой и даже импульсную.И что еще более важно, инверторы используют технологию Lincoln Waveform Control Technology ™, чтобы обеспечить больший контроль переменных дуги и автоматически настраивать дугу для создания наилучшего возможного сварного шва, контролируя такие проблемы, как прожог.Но знаете ли вы, что использование инвертора может также сэкономить деньги на расходах на электроэнергию по сравнению с источником питания традиционного типа? Ежегодно в США потребляется электроэнергии на сумму около 15 миллионов долларов, а во всем мире на сварку. Чтобы повысить эффективность и сократить расходы, которые ваша компания тратит на электроэнергию, связанную со сваркой, инвертор является привлекательным вариантом.Фактически, благодаря своей эффективности эти машины могут обеспечить существенную экономию коммунальных расходов.
Но как переход на инвертор может снизить потребление энергии? В конструкции инверторных сварочных аппаратов, таких как Lincoln Invertec® V350 Pro, сердечники трансформатора, обмотки трансформатора и компоненты силовой электронной коммутации тщательно выбираются для минимизации рабочих потерь. Вот еще несколько причин, по которым инверторы экономят электроэнергию:
Повышенный КПД трансформатора достигается за счет использования ферритовых сердечников в силовом трансформаторе инвертора.Это снижает потери тока, что приводит к более низким токам холостого хода в питающих проводниках
Катушки инверторного трансформатора физически меньше обычных трансформаторов. Меньшая катушка означает меньшее наматывание проволоки вокруг сердечника — меньшее количество проволоки
означает меньшие потери и большую эффективностьСиловые электронные компоненты инвертора были тщательно спроектированы для снижения потерь и увеличения срока службы
Во многих инверторах, таких как Lincoln Invertec V350 Pro, используется медный провод.Медь имеет более высокую теплопроводность и электрическую проводимость по сравнению с алюминием
, что минимизирует потери и максимизирует эффективностьИнверторы, работающие на более высоких частотах, чем обычные сварочные аппараты, требуют меньшей выходной индуктивности для плавной работы. Энергия, необходимая для сварки штангой или сварки шаровидным переносом, хранится в конденсаторах, что позволяет использовать дроссели меньшей мощности
Компактная конструкция и относительно небольшой физический размер инверторного сварочного аппарата означает более короткие провода и кабели (или даже прямые соединения) между компонентами power
.Более короткие пути тока приводят к меньшему сопротивлению и повышению эффективностиПоскольку инвертор изначально спроектирован с низкими потерями, требуются меньшие охлаждающие вентиляторы. Это означает, что для движения охлаждающего воздуха требуется меньше энергии и, опять же, большая эффективность
Меньший размер компонентов внутри инверторной машины приводит к меньшему рассеиванию тепла и, опять же, к большей эффективности
Как вы можете рассчитать, насколько инвертор может сэкономить ваши деньги по сравнению с традиционным трансформатором-выпрямителем и какой инвертор лучше всего подходит для повышения энергоэффективности? Используйте таблицу ниже, чтобы сделать эту оценку.
Шаг №1 — Расчет выходной мощности
Сначала посмотрите на свою машину, чтобы определить выходное напряжение (Vout), которое на вашей машине выражается в вольтах. В нашем примере это 32 В. Затем умножьте это на выходной ток (Iout), измеренный на вашей машине, в амперах. В этом случае амперы указаны как 300.
Vout x Iout = Выходная мощность (Wout) в ваттах
32 В x 300 А = 9600 Вт ИЛИ 9,6 кВт (1000 Вт = 1 кВт)
Шаг 2 — Расчет входной мощности
Теперь возьмите выходную мощность сверху (KWout) и разделите на эффективность (Eff).Эффективность указывается производителем машины. Вычислив это, вы получите входную мощность в киловаттах.
KWout ÷ Eff = Входная мощность в киловаттах (KWin)
9,6 KW ÷ 88,2% (или 0,882) = 10,88 кВт
Шаг № 3 — Расчет эксплуатационных расходов во время сварки
A) Затем вы вычислите количество киловатт-часов, использованных за один день (кВт · ч2 / день), умножив входную мощность, рассчитанную на этапе № 2 (кВт · ч), на количество часов в день работы машины (в нашем примере предположим, что сварка выполняется четыре часа в день.)
кВт / ч / день = киловатт-часы, использованные за один день (кВт-ч2 / день)
10,88 кВт x 4 часа. = 43,52 кВтч / сутки
B) Теперь умножьте рассчитанную потребляемую мощность (кВт · ч) на количество часов в день, в течение которых машина работает, умноженное на цену за кВт · ч электроэнергии. Примечание: цена на мощность рассчитана в 0,12578 доллара, что является средним по отрасли.
кВтч x количество часов / день x цена за кВтч ($ / кВтч) = ежедневные эксплуатационные расходы на сварку
10,88 x 4 x 0 долл. США.12578 = 5,47 доллара США
Шаг № 4 — Расчет эксплуатационных расходов во время простоя
A) Теперь вы рассчитаете потребление простоя в день (кВт · ч3). Для этого умножьте входную мощность (KWIdle) на количество часов простоя в день. (Мы предполагаем, что в восьмичасовой рабочий день, если сварка выполняется четыре часа, время простоя также будет четыре.)
KWIdle x Idle Hrs. = Потребление в режиме простоя в день (кВт · ч3)
0,4 кВт x 4 часа. = 1,6 кВт · ч
B) Теперь возьмите входную мощность на холостом ходу (KWIdle), которая указана на силовом трансформаторе в ваттах — в данном случае 400 Вт (или 0.4 кВт) — умноженное на количество часов простоя, умноженное на цену за киловатт-час электроэнергии.
KWidle x IdleHrs x Цена за кВт-час = Суточные эксплуатационные расходы в режиме ожидания
0,4 кВт x 4 часа. x 0,12578 доллара США = 0,20 доллара США
Шаг № 5 — Рассчитайте общие эксплуатационные расходы
Теперь возьмите ежедневные эксплуатационные расходы на сварку, рассчитанные на Шаге № 3, и добавьте ежедневные эксплуатационные расходы на холостом ходу из Шага № 4 выше, чтобы получить ежедневные эксплуатационные расходы в долларах.
Ежедневные эксплуатационные расходы + Ежедневные эксплуатационные расходы в режиме ожидания = Ежедневные эксплуатационные расходы (всего $ / день)
$ 5.47 + 0,20 доллара = 5,67 доллара
Сравнивая это число с традиционным трансформатором-выпрямителем или другим конкурирующим инвертором, вы можете легко определить, какая машина обеспечит экономию затрат.
Инвертор с прейскурантной ценой 3200 долларов и КПД 87 процентов по сравнению с традиционным трансформаторным выпрямителем, который имеет прейскурантную цену 2800 долларов и КПД 67 процентов, позволит сэкономить примерно 300 долларов на коммунальных расходах в год. Тогда окупаемость разницы в цене составит от одного до полутора лет.
Источники питания на базе инвертора
Мир меняется. Это не удивительно для тех, кто хоть отдаленно осознает свое окружение. Тем не менее, есть соблазн взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время технологические разработки практически отсутствуют. Однако человек, придерживавшийся этой точки зрения, ошибался. Фактически, конструкция и возможности источников питания для сварки изменились и продолжают быстро меняться.Одна из технологий, способствующих этому изменению, — это разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов. Что нового?
В прошлом источники питания для сварки основывались на трансформаторах. Блок питания потреблял 60 Гц 230, 460 или 575 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении.Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход постоянного тока (DC). Управление этим выходом обычно осуществлялось относительно медленными магнитными усилителями.
Сварочные аппараты TIG на трансформаторе обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха.Большинство таких источников питания для сварки весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется 60 Гц, управляющие сигналы ограничиваются выдачей не более 120 в секунду, поэтому невозможно подавать импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется такая же входящая мощность 60 Гц. Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 60 Гц постоянного тока.Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 20 000 Гц. Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества предлагает эта новая конструкция с инверторным управлением? Во-первых, главный силовой трансформатор, который работает на 20 000 Гц, намного более эффективен, чем трансформаторы 60 Гц, а это значит, что он может быть намного меньше. Помните, что машины на основе трансформаторов обычно весят более 400 фунтов и имеют размер 32 дюйма. На прилагаемой фотографии показана линейка источников питания Lincoln для инверторных источников питания для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта, имеет ширину 9 дюймов, глубину 19 дюймов и высоту 15 дюймов.Две другие машины представляют собой инверторы только постоянного тока, они еще легче и меньше. Таким образом, машины на базе инвертора имеют огромное преимущество в весе и портативности.
Еще одно преимущество инверторных блоков питания — стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребляемый ток при 205 ампер для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазной сети 230 В при сварке на аналогичных токах.Хотя экономия затрат при переходе на инверторы часто переоценивается, при нормальных обстоятельствах можно с уверенностью сказать, что годовая экономия электроэнергии составляет примерно 10% от закупочной цены источника питания.
Другое существенное преимущество инверторных источников питания состоит в том, что за счет столь точного «измельчения» входящего переменного тока мы получаем очень стабильный постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только преобразователи постоянного тока.В течение нескольких лет это было все, что было доступно. Инверторов, которые питали выход переменного тока, просто не существовало. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус. Путем их работы с разной полярностью и попеременного включения и выключения генерировался псевдо-переменный ток. Некоторые инверторы все еще генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе создание переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — вот что действительно делает инвертор блестящим для сварки алюминия с использованием GTAW. Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности. Фактически, Lincoln V205 не имеет возможности использовать постоянную высокую частоту. Он автоматически погаснет, как только возникнет дуга. Устранение непрерывных высоких частот резко снижает количество радиочастотных помех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы на частоте 20 килогерц, означает, что мы можем изменять частоту выходного сварочного сигнала переменного тока. Старые машины имели выход переменного тока только 60 Гц. V205 может выдавать переменный ток с частотой 20 и 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов сужаются, что приводит к более глубокому проплавлению.
Много лет назад было понято, что при GTAW проплавление шва происходит за счет отрицательной части цикла переменного тока электрода.Во время части цикла, когда электрод положительный, проплавление уменьшается, и в вольфрамовый электрод уходит больше тепла. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе. Очень первые источники питания GTAW обеспечивали простой выход синусоидальной волны, при котором генерировалось равное количество положительного и отрицательного электрода.Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода.Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление сварного шва и снижает количество тепла, попадающего в вольфрамовый электрод, что означает, что можно использовать заостренные электроды меньшего диаметра. Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные источники питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln — Invertec® V350 Pro.Этот источник питания в первую очередь разработан как инверторный аппарат для газовой дуговой сварки (GMAW). Он содержит большое количество различных программ для установившегося режима, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW. Большое количество импульсных программ GMAW, в которых параметры импульса оптимизированы для конкретных присадочных материалов и размеров проволоки. Однако благодаря программному обеспечению он также готов к использованию в качестве источника питания для дуговой сварки в защитном металлическом корпусе или дуговой сварки вольфрамовым электродом в среде защитного газа.Его также можно перепрограммировать в полевых условиях за короткое время. Вместе со всем этим, блок питания весит 79 фунтов и может выдавать до 425 ампер.
Будущее здесь.
ответов от экспертов по инверторам мощности — FAQ
Есть вопросы? Спросите Power Pete!
Помощь уже в пути! Власть Пит здесь, чтобы решить все ваши вопросы по инверторам мощности! Независимо от того, насколько велик он или мал, нет вопроса, с которым Пауэр Пит не справится! Когда Пит не «вынюхивает» выгодные предложения для всех наших клиентов, он занят поиском ответов на все ваши вопросы!
Просто нажмите Power Pete, и он обещает ответить в течение 24 часов или меньше, часто намного быстрее! Power Pete является примером того, какой сервис Inverters R Us известен под названием: SUPER! С ним также можно связаться по адресу [email protected]
Если вы предпочитаете позвонить и поговорить с одним из наших представителей по обслуживанию клиентов, позвоните по телефону 866-419-2616 M-F 8-5 PST
Как работает силовой инвертор?
Инвертор питания преобразует мощность постоянного тока в обычную мощность переменного тока, что позволяет использовать ваши любимые устройства, когда розетка переменного тока недоступна. Просто подключите инвертор к источнику батареи, подключите устройство к инвертору, и все готово!
Как мне узнать, какой купить?
Для правильной и эффективной работы различных устройств требуется определенная мощность.Воспользуйтесь этой простой формулой, чтобы определить модель правильного размера:
AMPS x 120 = Ватт
Пример: блок охлаждения на 15 ампер X 120 = 1800 Вт
Пожалуйста, обратитесь к нашей странице расчетной мощности , чтобы помочь вам найти инвертор, который подходит именно вам.
Как далеко я могу убрать инвертор от батарей?
Кабели между инвертором и батареями должны быть как можно короче. Это поможет вашим батареям работать наилучшим образом и сохранить чистый сигнал устройства.Кабели, поставляемые с инвертором, рассчитаны на длину до шести футов или рассчитаны на длину до шести футов. Если вы планируете проехать более шести футов, используйте кабель большего диаметра. Пожалуйста, позвоните нам, если вы все еще не уверены. Это довольно важный момент, который нельзя упускать из виду. Если кабели между аккумулятором и инвертором нагреваются при большой нагрузке, вам следует использовать более тяжелые кабели.
Могу ли я использовать удлинитель с моим инвертором?
Да, без проблем. Если необходимо проложить кабели, лучше всего держать устройство как можно ближе к батареям.Используйте удлинители на стороне выхода (выход переменного тока) вместо удлинения кабелей постоянного тока. Совет: подрядчикам часто необходимо устанавливать инвертор в кузове грузовиков. В таком случае лучше всего установить вторичную батарею рядом с инвертором и подключить ее к первичной батарее грузовика. Удлинители переменного тока не должны превышать 200 футов, иначе будет потеря сигнала
Как долго я могу рассчитывать на работу своих устройств?
Время работы зависит исключительно от количества и размера
(емкости) ваших батарей.
ФОРМУЛА:
- Суммируйте токи на ваших батареях и разделите на 12.
Возьмите это число и отложите его, мы скоро вернемся к
. - Подсчитайте токи на устройствах, которые вы будете использовать с инвертором
, добавьте еще 1/2 ампера для самого инвертора. - Возьмите эту сумму и разделите на первое полученное вами число
. - Результатом будет ваше время работы в часах. Чем больше батарей
вы подключите параллельно, тем дольше вы можете рассчитывать на время работы
.
При инверторе, установленном на грузовике, может ли двигатель работать на холостом ходу для поддержания заряда аккумуляторов, чтобы компенсировать
утечку из-за интенсивного использования электроинструмента?
Да, большинство наших клиентов оставляют автомобиль включенным во время использования устройства. Мы рекомендуем использовать только инверторы мощностью 2500 Вт и ниже на вашем грузовике или крупногабаритном автомобиле. Посоветуйтесь с производителем вашего автомобиля или механиком, чтобы убедиться, что ваш генератор не отстает от используемого тока.
Что такое аварийный сигнал и отключение по низкому напряжению?
Аварийный сигнал низкого напряжения раздастся, когда источник постоянного тока упадет ниже 10 вольт, и автоматическое отключение отключит инвертор.Это сделано для экономии заряда аккумулятора, чтобы вы могли перезапустить автомобиль.
Вентиляторы моего инвертора не включаются
Хорошо! Почти на всех наших инверторах мощностью более 1000 Вт вентиляторы подключены к термовыключателю, который позволяет вентиляторам включаться только при достижении определенной температуры. Это помогает батареям дольше сохранять заряд, а также делает его ТИХИМ! Ура!
Защищен ли мой инвертор от атмосферных воздействий?
Нет. Обращайтесь с инвертором, как с телевизором.Вы не будете ставить телевизор на улицу под дождем, пожалуйста, не оставляйте там и инвертор. Помните о грозах. В случае удара ваш инвертор перейдет в состояние постоянной перегрузки и может даже задымить его. Если вы используете его в морской среде, постарайтесь спрятать его под ним в сушилке.
Какой тип батарей вы рекомендуете?
Большинство наших клиентов предпочитают использовать морские батареи глубокого разряда со своими инверторами. Несколько преимуществ:
- Обеспечивает более высокий пиковый ток быстрее, чем обычные батареи
- Обеспечивает вдвое больший срок службы по сравнению с обычными батареями
- Более стабильное напряжение на кривой разряда
- Превосходные характеристики в холодную и жаркую погоду по сравнению собычные батареи
Мы предлагаем аккумуляторы Lifeline глубокого разряда, они отлично работают с инверторами питания.
Следующие три абзаца взяты из OPTIMA Batteries:
Соединение батарей вместе параллельно
Если ваша аккумуляторная батарея требует большей пусковой мощности или резервной емкости, вы можете установить несколько батарей вместе параллельно, соединив одинаковые клеммы вместе (положительный к положительному / отрицательный к отрицательному).Каждый раз, когда вы добавляете батарею параллельно, вы увеличиваете CCA и резервную емкость, напряжение остается на уровне 12 вольт. Например, два параллельно подключенных OPTIMA® 34/78 обеспечат 1600 CCA и 208 минут резерва. Три параллельно обеспечивают 2400 CCA и 312 минут резерва. Если у вас есть какие-либо вопросы об установке нескольких аккумуляторов, обратитесь в соответствующий автомобильный сервисный центр.
Рекомендации по параллельному подключению батарей
- Используйте батареи одинаковой марки, модели и возраста.
- Убедитесь, что калибр кабеля достаточен для пропускания более высокого тока.
- Не допускайте короткого замыкания кабелей (не допускайте их соприкосновения с кузовом автомобиля).
- Используйте только качественные разъемы, очистите все контакты перед установкой.
- Периодически проверяйте все соединения на герметичность.
- Если вы не уверены в этой процедуре, обратитесь в сервисный центр.
Советы по установке аккумулятора
- Убедитесь, что аккумулятор должным образом закреплен в транспортном средстве или оборудовании, чтобы предотвратить его движение или вибрационный износ.
- Не перетягивайте прижимной кронштейн
- Подключайте аксессуары с высоким током, например лебедку, только к верхним клеммам. НЕ используйте боковые клеммы.
- Замените все кабели и разъемы с коррозией, ржавчиной или другими повреждениями.
- Не устанавливайте батареи в непроветриваемом или герметичном отсеке.
- Не поднимайте и не трогайте батареи за клеммы.
- Не перетягивайте клеммные болты
В чем разница между модифицированным синусоидальным и чистым синусоидальным инвертором?
Модифицированные синусоидальные силовые инверторы более портативны, чем чисто синусоидальные силовые инверторы, легче и дешевле.Если ваше устройство будет справляться с колебаниями напряжения, следует рассмотреть возможность использования модифицированного синусоидального инвертора. Большинство устройств, которые люди обычно хотят использовать, будут нормально работать с модифицированным синусоидальным инвертором, в качестве меры предосторожности, пожалуйста, свяжитесь с производителем вашего устройства, чтобы определить, работает ли он. совместим.
позволяют двигателям работать меньше, работать дольше и обеспечивать очень чистую энергию, как если бы вы получали их от энергетической компании. Такие устройства, как лазерные принтеры, цифровые часы и большинство медицинского оборудования
, требуют для правильной работы синусоидального инвертора.Как отмечалось выше, в качестве меры предосторожности обратитесь к производителю вашего устройства, чтобы определить, требуется ли мощность чистой синусоидальной волны.
Вот видео, которое поможет объяснить разницу от наших хороших друзей из Go Power! Карманах:
Нужен ли мне безобрывный переключатель?
Может быть. Никогда не оставляйте инвертор подключенным к линии, где на инвертор может подаваться другая мощность (береговая, бытовая и т. Д. Переменного тока). Неважно, включен или выключен инвертор, вы, скорее всего, закурите свой инвертор.Нужен переключатель передачи? НАЖМИТЕ ЗДЕСЬ!
Что это за герц?
Здесь, в США, все работает с частотой 60 Гц, в Европе и большинстве других мест по всему миру все работает с частотой 50 Гц. Скорее всего, вам потребуется инвертор на 60 Гц, если вы используете устройство, предназначенное для работы в США.
Нам очень нравится ходить в походы и путешествовать. Моя супруга пользуется аппаратом CPAP, подойдут ли ваши модели?
Да, многие наши клиенты используют свои инверторы именно по этой причине.Мы все же рекомендуем синусоидальный инвертор, но, как всегда, пожалуйста, проверьте свое руководство или свяжитесь с производителем вашего устройства.