Как загнуть профильную трубу: Как согнуть профильную трубу без трубогиба: методы и инструкции
Как согнуть профильную трубу в домашних условиях без трубогиба: видео
Создание изгиба профильной трубы профессиональным строителем или обычным хозяином часто может встретиться в процессе стройки или ремонта любого загородного дома и коттеджа. Решившись выполнить сгибание профильной трубы собственными руками в бытовых условиях, хозяин всегда озадачивается о том, как правильно и надежно устроить тепличную конструкцию, крытую террасу или курилку.
При создании таких конструкций используют именно профильные изделия, так как они намного популярнее перед трубами с традиционной круглой формы.
Трубы, имеющие обыкновенное сечение в виде круга сгибаются с помощью обычного гидравлического трубогиба со специальными башмаками и роликами для круглых заготовок. При этом изогнуть профильные детали на таком станке не представляется возможным, так как его исполнительные устройства для круглых форм просто-напросто испортят профиль – заготовка растрескается, поломается, или совсем раздавится.
Способы сгиба профильных элементов
Профильную трубу можно без всяких дефектов изогнуть и своими руками. Для изготовления таких гнутых профильных деталей существует много приемов. Одним из распространенных вариантов является сгибание профильной заготовки с помощью специальных устройств – так называемых профилегибов. Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
как согнуть профильную трубу без трубогибаВ случае редкой необходимости изготовления гнутых профилей в бытовых условиях предлагается приобрести на рынке специальные трубогибы для ручной работы, используемые как для труб с круглым сечением, так и для профильных заготовок. Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
При одноразовой необходимости выполнения сгибов на заготовках покупать даже ручные механизмы нерационально. В этом случае рекомендуется приобрести на рынке уже изготовленный элемент или можно сделать заказ в мастерской либо на соответствующем предприятии, где за сравнительно невысокую плату смогут изготовить любую деталь из собственного профильного материала.
При таком решении задачи можно не только снизить стоимость работ и не потратить личное время и силы, но и достичь необходимого результата – получить деталь с качественным и правильным сгибом определенного диаметра или формы.
В каждом строительном и не только деле всегда существуют народные методы. Изгиб профильных заготовок собственными руками – не исключение. Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.
При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения. Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки.
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.
Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.

- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.
Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой.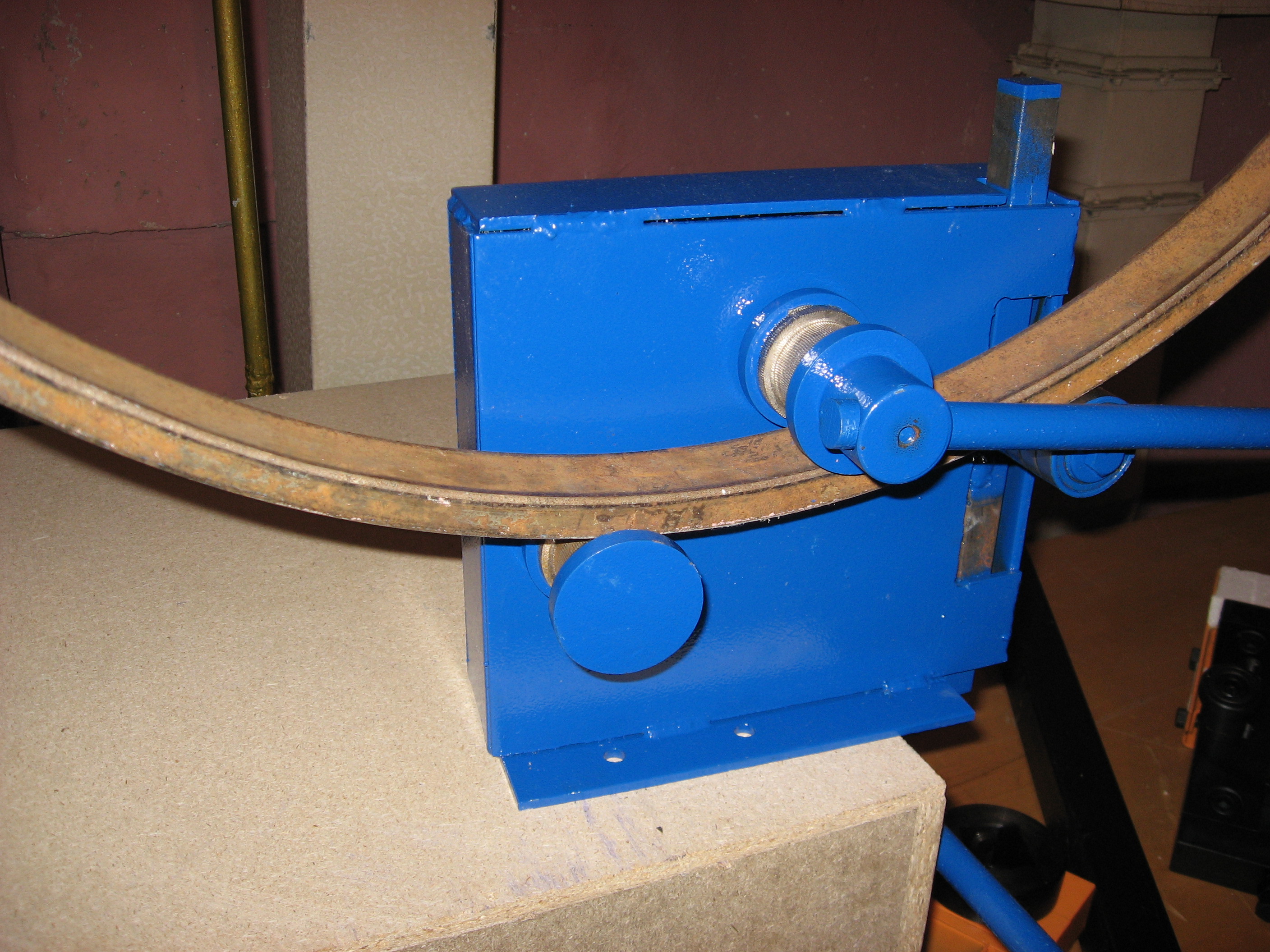 После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Сгибаем без трубогиба
Сделать изгиб прямоугольной заготовки без трубогиба можно еще посредством хорошо высушенного и тщательно просеянного песка. Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
При слишком резких изгибах – когда радиус небольшой, участок сгибания рекомендуется разогреть посредством горелочного устройства. Благодаря набитому до краев в трубу песку сохранится форма сечения изделия.
После выполнения сгибания необходимо выжечь одну из пробок, высыпать песок изнутри и вырвать вторую пробку.
Как согнуть трубу своими руками в домашних условиях без трубогиба
В домашнем хозяйстве многие умельцы своими руками делают парники, беседки, навесы для машин, самостоятельно монтируют отопительные, водопроводные и газопроводные магистрали. При этом им приходится иметь дело с трубами разных материалов, сечений и часто решать задачу – как согнуть трубу без трубогиба.
При этом им приходится иметь дело с трубами разных материалов, сечений и часто решать задачу – как согнуть трубу без трубогиба.
И дело не в экономии финансовых средств (простое ручное приспособление стоит недорого) – стандартный заводской трубогиб не может обеспечить весь широкий диапазон работ с различными длинами, радиусами и материалами, которые используются в бытовом хозяйстве. Поэтому методы сгибания, которые можно применять без использования заводских приспособлений, актуальны и полезны для изучения любым домашним мастером.
Особенности и способы гибки труб в домашних условиях
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр.
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
Использование нагрева
Большинство металлов и сплавов, нагретых до высокой температуры, становятся более пластичным и легче поддаются пластической деформации. К таким материалам относятся: сталь, медь, алюминий, латунь, дюралюминий, алюминиево-железистая бронза.
При термообработке становятся хрупкими цинковые сплавы, серый чугун, оловянистая бронза. При этом, чем выше температура нагрева, тем больше пластичность – для стали нагретой до 700ºС. усилие при деформации требуется в 4,5 раза больше, чем для изделий с температурой 1200ºС.
Также все нагретые металлы становится в 25 – 30 раз менее прочными, чем в холодном состоянии – это позволяет легко изгибать заготовки без сильного внутреннего противодействия, получая при этом наименьший радиус изгиба.
При температурном воздействии на металл основной опасностью является пережог – в этом случае при нагреве происходит оплавление металла, в его структуру проникает кислород и образуется хрупкие разрушаемые окислы.
Эффект пережога необратим и является браком, поэтому для исключения данного явления при нагреве следует применять приспособления с известной температурой струи или выдерживать определенное время нахождения нагреваемого участка в пламени.
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Наполним трубы песком или водой
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Нам помогут шаблоны
При необходимости прогиба в нескольких плоскостях либо под разным радиусом для сверки используют шаблон. Его изготавливают из проволоки. В качестве рисунка можно использовать саморезы. Их применяют для криволинейных перегибов. Саморезы вкручивают в жесткое основание, придавая нужную конфигурацию.
Выгибание выполняют постепенно, прикладывая изделие к шаблону для сверки. Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
90⁰ — 6 диаметров;
60⁰ — 4 диаметра;
45⁰ — 3 диаметра.
Участок прогиба рекомендуется отметить на поверхности мелом. При подогреве следует контролировать участки на качество прогрева. При недостаточной температуре при прогибе возникают складки. Оптимальная температура накала металлических деталей – появление окалины. Если поверхность перегрелась, ее осторожно остуживают водой.
Применение валков
С помощью валков можно сделать самодельный ручной трубогиб рычажного типа, ничем не уступающий заводским образцам, при работе приспособления под воздействием рычага происходит огибание сферической поверхности валка деталью.
Наибольшей популярностью в бытовом хозяйстве пользуются трубогибочные вальцы, аналогичные промышленным агрегатам. Они состоят из двух вращающихся роликов, между которыми располагается третий на некотором расстоянии от их оси.
При работе заготовка помещается на два крайних ролика и к ней подводится центральной валок, создающий давление на поверхность – в результате происходит изгиб детали. С помощью данного приспособления можно получить достаточно большой равномерный радиус закругления на большом расстоянии, устройство особенно эффективно при создании арочных профилей для различного вида навесов и строительных конструкций.
На устройстве можно изгибать заготовки круглого и прямоугольного сечения, стальные уголки и пластины при конструкции валков с ручьями другого профильного сечения. Устройство способно работать с материалами большого сечения, его максимальный радиус закругления не превышает 3 – 4 трубных диаметров.
Использование пружин
Метод хорошо зарекомендовал себя для деталей с квадратным сечением, но пригоден он и на трубах другой конфигурации. Необходима пружина такой же формы, как и сам профиль.
Необходима пружина такой же формы, как и сам профиль.
Пружинный механизм можно изготовить из твердой стальной проволоки. Диаметр прутка зависит от толщины стенок. Пружину подбирают в соответствии с сечением детали, свободно входить внутрь и выниматься. Перед выгибанием металл прогревают, затем прогибают, удерживая клещами.
Подойдет для этой цели и пучок проволоки, состоящий из отдельных отрезков, которые по одному заталкивают вовнутрь до места будущего сгиба. После завершения операции отрезки также по одному извлекают. Вручную можно согнуть нержавеющую трубу сечением до 4 см и толщине стенки 0,3 см.
Важно! Откорректировать радиус прогиба можно болванкой.
Простые способы или как согнуть трубу без трубогиба
Приведенные выше методы эффективно применяют в домашнем хозяйстве как самостоятельно, так и в сочетании с другими способами. При этом для работы с различного вида материалами, формой и сечения профиля, углами изгиба, следует применять различные технологии, обеспечивающие наилучшее качество и производительность. Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Работаем с профильной трубой
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. Гибкой профильных труб в частном хозяйстве занимаются чаще всего при изготовлении каркасов для хозблоков и арочных теплиц, весьма популярных среди дачников. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.
Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профильных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.

Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
Есть еще один способ, которым сгибают профильные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
Как управится с черными стальными и нержавеющими трубами
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку.
Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку.
Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали. Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию.
Особенности изгиба алюминиевых труб
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе. Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Радиус сгибания трубы лучше заранее рассчитать и сделать шаблон согласно расчетам из картона. Для многоразового использования шаблон желательно сделать из фанеры.
Набитую песком алюминиевую тонкую трубу гнут вручную, периодически сверяясь с шаблоном. Если нужно будет сделать несколько заготовок или согнуть толстостенную трубу, лучше использовать трубогиб.
Тонкости работы с медью и латунью
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Гнем полипропиленовую трубу
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали. Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе.
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева. Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно.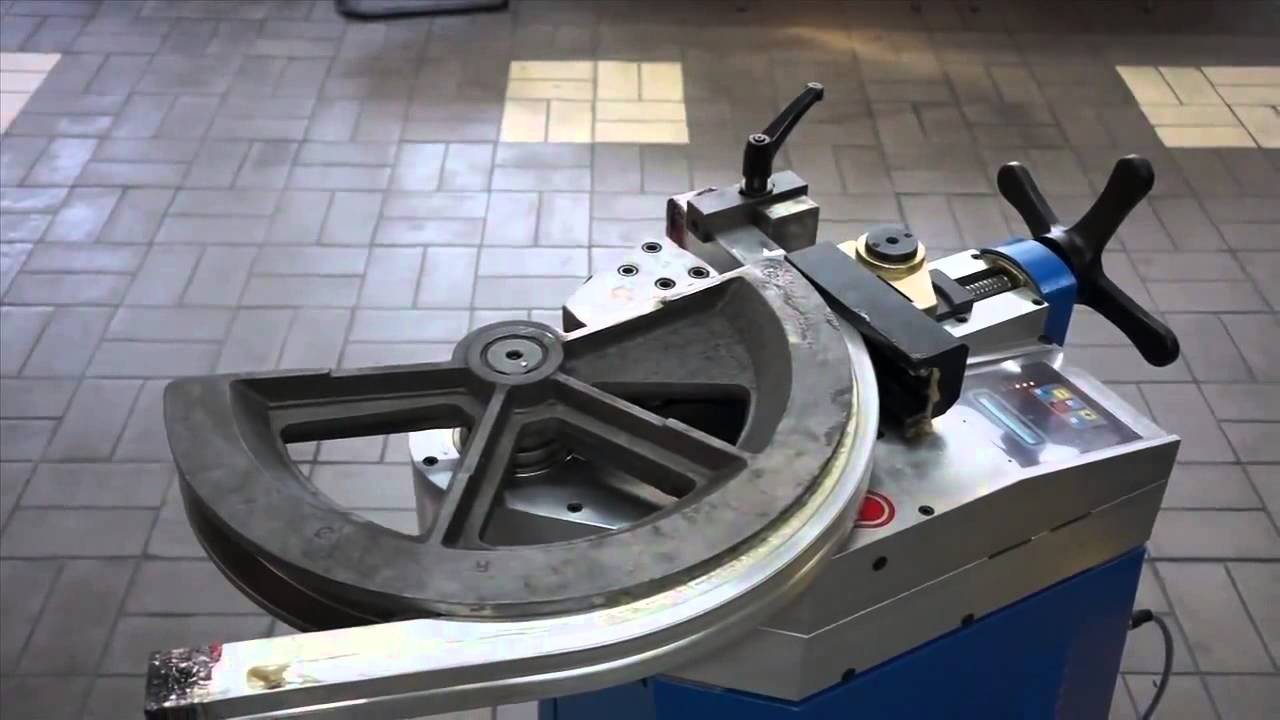 Для толстостенных изделий лучше взять трубогиб.
Для толстостенных изделий лучше взять трубогиб.
Изгиб металлопластиковых труб
Металлопластиковая труба любого размера и профильного сечения легко гнется даже руками, если установить большие пальцы рук во внутренний радиус в форме закругления. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см. Основным методом для качественного изгиба металлопластика является использование пружин, которые можно приобрести в торговой сети или изготовить самостоятельно.
Главное действие, которое при этом выполняется – вставка пружины внутрь или снаружи заготовки и ее ручная деформация до получения нужной конфигурации изгиба. Для получения сложной формы лучше использовать внутреннюю пружину (наружная будет скользить по поверхности и деталь может проворачиваться) или шаблоны по направлению, обозначенному вкрученными в лист ДСП или ДВП шурупами.
Подведем итоги
Основными помощниками при сгибании тонкостенных труб из любых материалов в домашнем хозяйстве является наружные и внутренние пружины, или наполнители из песка, позволяющие равномерно распределить прилагаемое усилие. Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
В быту при желании каждый домовладелец может гнуть трубы из различных материалов без применения заводских трубогибов – для этого используются простые пружинные детали или несложные самодельные устройства. Чтобы сделать ручной трубогиб, понадобится сварочный аппарат и некоторые навыки сварщика, во многих случаях незаменимым помощником в проведении работ является паяльная лампа.
Поделитесь с друьями!
Как согнуть трубу — простые и практичные советы по изгибу труб из различных материалов в домашних условиях
В современном мире люди все чаще стремятся сделать что-нибудь своими руками. На это может быть достаточно много причин: от обычного любопытства, до экономии финансов.
На это может быть достаточно много причин: от обычного любопытства, до экономии финансов.
Можно долго рассуждать на тему того, что лучше, делать что-то своими руками, или нанимать профессионала своего дела, но сегодня речь пойдет совершенно не об этом.
Сегодня мы поговорим о том, как согнуть трубу в домашних условиях. Итак, не будем медлить, давайте начнем!
Содержимое обзора:
Как согнуть трубу из металлопластика
Итак, давайте начнем с того, что разберем, как сгибать металлопластиковые трубы. Обычно при установке подобных труб на них нужно сделать достаточно много плавных изгибов. Это поможет максимально тщательно использовать все возможности такого изделия.
Как сделать изгиб предельно плавным и ровным? Все достаточно просто, нужно лишь прочитать приведенные ниже варианты:
Итак, первый, и наиболее легкий вариант – плавное ручное сгибание трубы. Если Вы решили изгибать трубу таким способом, обязательно помните о том, что изгиб на каждые 2 сантиметра должен парировать в районе 20 градусов, или хотя бы в их пределах. Именно так можно сделать все необходимые на изделии изгибы.
Именно так можно сделать все необходимые на изделии изгибы.
Следующий способ посложнее, но при этом он не менее эффективен. Для того, чтобы согнуть трубу таким образом, нужно заготовить несколько кусочков проволоки достаточно маленького размера, с помощью которых нужно до упора заполнить все внутреннее пространство трубы. За счет полного заполнения трубы проволокой изгибы получатся максимально ровными и плавными.
Это два самых простых и наиболее распространенных способа, если Вам интересны более сложные варианты, обратитесь в интернет. Там, к счастью, различных способов достаточно.
Совет! Если Вам кажется, что у Вас не получится согнуть изделие максимально качественно и без изъянов, лучше обратитесь к профессионалам своего дела. Таким образом Вы сэкономите не только свое время, но и изделие. Более того, подобная работа стоит относительно недорого.
Как согнуть полипропиленовую трубу
Теперь давайте разберем, как же сгибаются полипропиленовые трубы. Хоть изготовители таких конструкций и не рекомендуют изгибать изделия самостоятельно, бывают ситуации, когда нет возможности поехать к профессионалам лишь для сгибания небольшого изделия.
Хоть изготовители таких конструкций и не рекомендуют изгибать изделия самостоятельно, бывают ситуации, когда нет возможности поехать к профессионалам лишь для сгибания небольшого изделия.
Поэтому, опять же, существует способ, благодаря которому можно согнуть трубу:
Для изгибания первым способом Вам понадобится специальный строительный фен. С помощью него нужно нагреть трубу до температуры, равной примерно 145-155 градусов.
После окончательного прогревания нужно вручную согнуть трубу. Конечно же нужно пытаться сделать это без перчаток, потому что это очень плохо закончится.
При сгибании полипропиленовой трубы таким способом нужно придерживаться одного правила: более толстая стенка изделия абсолютно всегда должна находиться на наружной части изогнутого угла.
Рекомендация! Для того, чтобы еще больше вникнуть в курс дела, советуем Вам полазить по интернету в поисках еще большей информации, которая способна улучшить качество Вашей работы.
Более того, в интернете есть достаточно много различных фото, как согнуть трубу. Следуя этому совету Вы согнете трубу максимально качественно.
Как сгибать трубы из металла
Для того, чтобы изгибать металлические трубы, нужно следовать небольшим инструкциям, приведенным ниже:
Вообще при сгибании труб из металла они могут уменьшиться в диаметре или просто разломаться на две части.
Для того, чтобы избежать всех возможных изгибов и деформаций, нужно заполнить внутреннее пространство трубы отсеянным песком, а концы трубы закрыть специальными заглушками
Если речь идет о работе в домашних условиях, то можно просто вбить специальные заглушки из дерева, но при этом нужно следить, чтобы их можно было в любое время с легкостью достать.
Также эти деревянные заглушки не должны как-либо деформировать трубу. После того, как все вышеописанные шаги выполнены, можно смело сгибать изделие.
Если материал, с которым Вы работаете, достаточно мягок, то такая процедура выполняется очень просто своими руками. Более того, для этого можно использовать, к примеру, закрепленную в земле трубу с большим диаметром.
Более того, для этого можно использовать, к примеру, закрепленную в земле трубу с большим диаметром.
Достаточно делать изгиб методом рычага. Если Вы работаете зимой, то внутреннее пространство можно заполнять не песком, а водой.
Достаточно лишь подождать некоторое время, когда вода застынет. После этого нагреть трубу, растопив лед обратно в воду.
Если речь идет о работе с алюминиевыми трубами, то тут все тоже достаточно легко. Вам понадобится только горелка, работающая на газу.
Перед началом работы, опять же, необходимо заполнить внутреннее пространство трубы песком и максимально надежно закрепить один из концов изделия.
После этого нужно предельно равномерно прогреть участок, где в ближайшем будущем будет расположен изгиб.
Если Вам нужно проверить, достаточно ли нагрета труба, сделать это достаточно просто. Для этого Вам понадобится лишь небольшой листик бумаги. Поднести его к нагретому месту.
Если он начнет гореть и задымится, то труба достаточно нагрета. Если ничего не произойдет, то нужно нагревать дальше. Чтобы максимально обезопасить себя нужно обязательно использовать перчатки.
Рекомендация! Заранее приготовьте абсолютно все приборы и материалы, которые могут понадобиться Вам в ходе работы. Если во время работы постоянно будете бегать в магазин за той или иной вещью, это достаточно плохо отразится на качестве изогнутого изделия.
Напоминание! Никогда не нагревайте для сгибания трубы с оцинкованной поверхностью. Это закончится достаточно плохо.
Прибор для сгибания труб
Трубогиб для гибки труб позволяет сделать все изгибы максимально качественно и быстро. Такая вещь имеет большое количество разновидностей по методу изгибания:
Арбалетная. Принцип работы такой конструкции основан на применении определенной формы, которая нужна для труб, имеющих определенный диаметр
Пружинная. В ее основе используется специальная пружинная конструкция, выполненная из стали. Она помогает избежать деформации и сгибать трубы из пластика своими руками.
В ее основе используется специальная пружинная конструкция, выполненная из стали. Она помогает избежать деформации и сгибать трубы из пластика своими руками.
Дорновая. Такая конструкция позволит сгибать трубы, имеющие предельно тонкие стенки.
Сегментовая. Принцип работы данного прибора основан на специальном сегменте, который способен растянуть изделие вокруг себя.
Вывод
Если Вы всерьез задумались над сгибом трубы в домашних условиях, обязательно следуйте некоторым советам и рекомендациям.
Gостарайтесь поискать в интернете какую-нибудь полезную информацию, чтобы максимально тщательно вникнуть в курс дела. Более подробно изучите все разновидности трубогибов. Ведь не всегда все получается сделать своими руками.
Если Вы качественно изучите все варианты, Вы сможете выбрать наиболее подходящий Вам прибор. Это, опять же, позволит максимально качественно и без деформаций согнуть трубу.
Также можете посмотреть в интернете другую информацию, к примеру, о том, как согнуть профильную трубу.
Более того, нужно максимально точно понимать, с каким вариантом изделия Вы имеете дело, потому что иногда человек даже не знает, из чего сделана его труба. Ну а мы желаем Вам удачи и успехов при сгибании трубы!
Фото советы как согнуть трубу
0 0 голос
Рейтинг статьи
Пожалуйста, сделайте репостПросмотров: 815
Как согнуть выхлопные трубы
Майк Агилар
Stockbyte / Stockbyte / Getty Images
Недорогая альтернатива покупке предварительно согнутых труб, гибка выхлопных труб самостоятельно позволяет быстро и эффективно заменить протекающую или ржавую трубу. Сгибание собственных выхлопных труб обеспечивает наилучшую возможную посадку, поскольку вы регулируете изгибы по мере необходимости, создавая необходимую индивидуальную посадку. Неправильный изгиб выхлопных труб, особенно при более крутых изгибах, может повредить трубу из-за того, что она сморщится в месте изгиба.Есть два способа предотвратить образование складок, изгиб оправки и изгиб трубы с наполнителем. Сгибать заполненные трубы проще всего с более короткими трубами.
Сгибание собственных выхлопных труб обеспечивает наилучшую возможную посадку, поскольку вы регулируете изгибы по мере необходимости, создавая необходимую индивидуальную посадку. Неправильный изгиб выхлопных труб, особенно при более крутых изгибах, может повредить трубу из-за того, что она сморщится в месте изгиба.Есть два способа предотвратить образование складок, изгиб оправки и изгиб трубы с наполнителем. Сгибать заполненные трубы проще всего с более короткими трубами.
Изгиб на оправке
Шаг 1
Измерьте длину трубы до изгиба. На 90-градусных изгибах измерьте это как расстояние от конца предыдущей трубы до того места, где вы хотите видеть дальнюю стенку трубы после изгиба. Для небольших поворотов именно здесь должно начинаться изменение направления. Добавьте два-три дюйма для перекрытия трубного соединения в месте соединения трубного хомута.Отметьте это расстояние на трубе, предназначенной для гибки.
Step 2
Найдите отметку в виде ромба или треугольника на оправке гибочного станка и совместите точку этой отметки с отметкой, которую вы измерили и сделали на трубе.
Шаг 3
Согните трубу до желаемого угла изгиба. Снимите трубу с оправки.
Удерживайте трубу на месте, чтобы проверить правильность посадки, и при необходимости отрегулируйте, чтобы обеспечить желаемую индивидуальную посадку.
Гибка заполненной трубы
Шаг 1
Выполните те же измерения и маркировку, что и на Шаге 1 для гибки оправки.
Шаг 2
Плотно набейте трубу песком и закройте оба конца трубы. В трубе должно быть достаточное давление, чтобы стенки трубы не разрушились при изгибе. Наденьте сварочные перчатки.
Шаг 3
Плотно зажмите выхлопную трубу в тисках, чтобы отметка, сделанная на шаге 1, была видна на тисках. Зажгите фонарик, следуя инструкциям, прилагаемым к нему, нагрейте трубу в месте изгиба до гибкости и потяните трубу на себя, чтобы сделать изгиб.
Шаг 4
Снимите трубу с тисков и удерживайте ее на месте, чтобы проверить ее посадку и при необходимости отрегулировать изгиб.
Снимите заглушки с трубы и промойте трубу водой.
Определение изгиба по Merriam-Webster
\ ˈbend \ bent \ ˈbent \; bendingпереходный глагол
1 : ограничивать или деформировать растяжение путем изгиба согнуть лук
2a : для поворота или принудительного изменения положения из прямого или даже в изогнутую или угловую согните трубу
b : , чтобы усилие придать ей правильную форму Заднее колесо ее велосипеда погнулось на при аварии.
c : для возврата к исходному прямому или ровному состоянию согнуть трос
3 : закрепить согнуть парус к его двору 4a : чтобы вызвать поворот с прямого курса : отклонить согнуть луч света с помощью зеркала b : чтобы направить или повернуть к : направляет… делает быстрые шаги в направлении штаб-квартиры… — О. Генри c : наклоняется, склоняется, склоняя свой разум к буддийской концепции вечности — Кристофер Рэнд d : приспосабливается к своей цели : искажать отклонять правила 5 : направлять усиленно или с интересом : применять изогнутый сам к задаче 6 : , чтобы заставить подчиняться
Генри c : наклоняется, склоняется, склоняя свой разум к буддийской концепции вечности — Кристофер Рэнд d : приспосабливается к своей цели : искажать отклонять правила 5 : направлять усиленно или с интересом : применять изогнутый сам к задаче 6 : , чтобы заставить подчиняться непереходный глагол
1 : для выхода из прямой линии или положения Дорога поворачивает налево.ветви дерева сгибаются под тяжестью снега сгибаются вниз, чтобы поднять лист бумаги сгибаются вдвое с болью, особенно : наклонять тело в знак подчинения сгибаться к королеве
2 : применять энергично склонность к своей работе
4 : компромиссное чувство 2 отказ сгибаться под давлением, чтобы изменить склонность к воле богатых сторонников сгибать ухо: , чтобы поговорить с кем-то на расстоянии
наклониться назад или наклониться назад: прилагать максимальные усилия нужно было наклониться назад , чтобы получить эти билеты
1 : акт или процесс сгибания выполнение сгибаний в коленях : состояние сгибания изящные изгибы готических окон2 : то, что изгибается: например,
a : изогнутая часть пути (как ручей или дорога)
Их дом находится внизу по дороге, сразу за поворотом.
DW 63NC Ручная трубогибочная машина для нержавеющей стали | гибочная машина | трубогибочная машина ручная труба
DW-63NC Ручной трубогибочный станок для гибки нержавеющей стали
Характеристики
1.Использование микрокомпьютера , автоматическая гибка
2. Безопасность: кнопка аварийного останова на гибочном рычаге
3. Диалог, простой для изучения и понимания
4. Скорость гипотезы разделения, высокая точность гибки труб до ± 0,15 °
Скорость гипотезы разделения, высокая точность гибки труб до ± 0,15 °
5. 16 групп хранения информации о гибке труб, все углы работы образуют единое целое.
6. Оправка автоматически выдвигается и выдвигается, экономя много времени.
7. Подходит для гибки стальной трубы , трубы из нержавеющей стали, медной трубы, алюминиевой трубы и т. Д.
8. Можно установить вспомогательную нажимную матрицу, низкую функцию возврата сердечника, можно сгибать тонкие трубы.
9. Специальное приспособление: специальная форма, доска против морщин, вспомогательная нажимная установка и т. Д. стандартизированные продукты, такие как вентиляционная труба, сиденье, бампер и все виды стальной мебели и т.д. способность изгиба
мм
Φ38 × 2
- Минимальный диаметр гибки в зависимости от диаметра трубы.
- Максимальный диаметр изгиба может по требованию заказчика.
- Максимальная длина оправки может по требованию заказчика.

Максимальный радиус изгиба
мм
R260
Мин. Радиус изгиба
мм
градуса
190
Максимальное эффективное расстояние
На оправке
мм
1600
 Пожалуйста, предложите продавцу размер вашей трубы и требования, если вы выберете неправильную машину без связи с продавцом, продавец не будет нести ответственность за потерю.
Пожалуйста, предложите продавцу размер вашей трубы и требования, если вы выберете неправильную машину без связи с продавцом, продавец не будет нести ответственность за потерю. 
 102 м
102 м 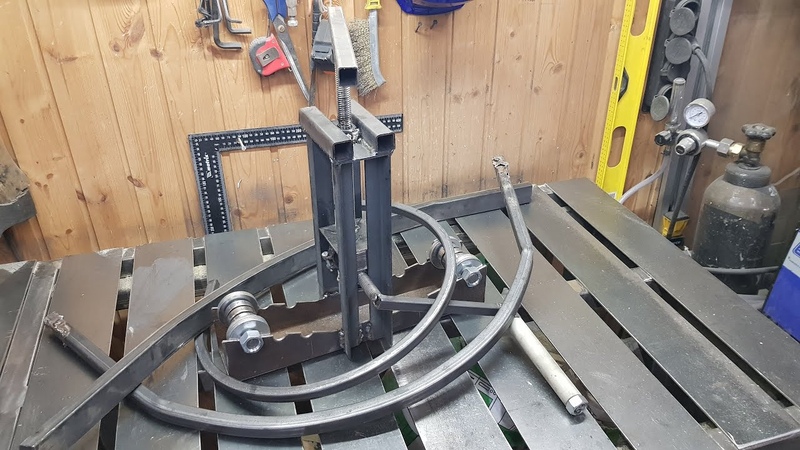
 102 м
102 м 
 Однако в конструктивных проектах трубы жесткие.
Однако в конструктивных проектах трубы жесткие.