Начинающий сварщик самоучитель: как научиться варить с нуля + основы дуговой сварки
Ручная сварка для начинающих — самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.

- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.

ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т.
 п.
п.Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
 youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Теория сварки. Советы для начинающих сварщиков
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка
— процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) — сварка в среде углекислого газа, аргонно-дуговая сварка.
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)

Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Иногда это ещё сопровождается дополнительной подачей защитного газа.
уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.

Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
 youtube.com/embed/km9_7RINGfc» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/km9_7RINGfc» allowfullscreen=»allowfullscreen»/>Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
Пособие сварщика | Техническая литература
Иллюстрированное пособие сварщика.

Составители В. А. Лосев и др. «Иллюстрированное пособие сварщика» СОУЭЛО, 2001 год, 60 стр. (15,1 мб pdf)
Иллюстрированный учебник сварщика предназначен, чтобы показать практические приемы и дать советы для начинающих, электросварщиков. Книга создавалась при помощи и под началом профессиональных сварщиков, материалы которого подготовлены ссылаясь на опыт и умения профессионалов в сварочном производстве. Возьмите себе этот учебник в картинках, что бы визуально и эффективно изучать сварочное дело.
Пособие отличает от других подобных — наглядность, все процессы проходящие при сваривании деталей, приемы эффективной работы, инструмент и оборудование сварщика, все это демонстрируется наглядными таблицами, рисунками и графиками. Иллюстрированный учебник сварщика — эго девиз, «лучше увидеть, чем прочитать». ISBN: 5-93709-001-2
Links
PDF (RU) pdf (ru)
Пособие по сварке
Похожая литература
400
https://www. htbook.ru/mashinostroenie/pajka_svarka/posobie-svarshikaПособие сварщикаhttps://www.htbook.ru/wp-content/uploads/2014/12/mashina-30.jpghttps://www.htbook.ru/wp-content/uploads/2014/12/mashina-30.jpgПайка, сваркасварка,учебник,Учебное пособиеИллюстрированное пособие сварщика.
Составители В. А. Лосев и др. ‘Иллюстрированное пособие сварщика’ СОУЭЛО, 2001 год, 60 стр. (15,1 мб pdf)
Иллюстрированный учебник сварщика предназначен, чтобы показать практические приемы и дать советы для начинающих, электросварщиков. Книга создавалась при помощи и под началом профессиональных сварщиков, материалы которого подготовлены ссылаясь на опыт и умения…YakovLukich
[email protected]Техническая литература Как сваривать электросваркой 🚩 самоучитель по сварочным работам 🚩 Хобби и развлечения 🚩 Другое
Вам понадобится
- — электросварочный аппарат,
- — электроды,
- — маска сварщика.
Инструкция
Чтобы разрезать металл болгаркой мастеру потребуется всего лишь смекалка – «разобраться» с ней у большинства умельцев не составит огромного труда. А вот при производстве сварочных работ придется немного попотеть. Потому без навыка в электросварке выполнение подобных работ весьма проблематично. Основная ошибка большинства начинающих мастеров заключается в неправильном выборе режима сварки. Во время подготовки к проведению огневых работ необходимо определить и установить силу тока, вырабатываемого сварочным аппаратом.Определить силу тока можно визуально, путем наложения небольшого сварочного шва на любой поверхности металла.
Если во время контрольной сварки, металл расплавленного электрода интенсивно разбрызгивается во все стороны, а по краям шва видны углубления, то силу сварочного тока лучше понизить.
В том случае, когда во время наложения контрольного шва, металл расплавленного электрода ложится горкой, не растекаясь по шву, то силу тока требуется увеличить.
Представьте небольшое углубление, заполненное водой — именно так и выглядит идеальный сварочный шов, выполненный профессионалом.
Итак, силу сварочного тока отрегулировали, пора приступить непосредственно к сварке металлических деталей.
В домашних условиях при электросварке деталей наиболее часто применяется наложение горизонтального шва. Предварительно заготовки раскладываются на ровной поверхности, и к одной из них присоединяется кабель «массы», надев рукавицы и маску, вооружившись «держаком» с электродом, делаем несколько прихваток между деталями. Прихватки – это коротенькие швы, как правило, длиной не более полутора сантиметров. Первая прихватка делается всегда по центру длины стыкуемых заготовок, затем прихватываются края.
Сняв маску, проверяем точность расположения свариваемых деталей, после чего, очистив прихватки от шлака, приступаем к наложению шва «лодочкой». То есть, в начале процесса зажигаем электрическую дугу между электродом и поверхностью свариваемой детали и, разогрев деталь, кладем каплю расплавленного металла с электрода на стык заготовок. Не прерывая дуги, перемещаем электрод от одного края шва – к противоположному. Подобная техника напоминает раскачивание лодки на волнах.
Не прерывая дуги, перемещаем электрод от одного края шва – к противоположному. Подобная техника напоминает раскачивание лодки на волнах.
Начинаем сваривать заготовки сверху, и заканчиваем накладывать шов внизу.
После сваривания заготовок на готовом изделии при помощи шлифмашинки зачищаются от шлака сварочные швы, и ее поверхность подготавливается к окрашиванию.
Руководство по ручной дуговой сварке для начинающих » LITMY.RU
Руководство по ручной дуговой сварке для начинающих
Название: Руководство по ручной дуговой сварке для начинающих
Автор: коллектив
Издательство: Тиберис
Год: 2011
Страниц: 25
Формат: PDF
Размер: 13.4 Мб
Язык: русский
Руководство по ручной дуговой сварке для начинающих составленное специалистами интернет-гипермаркета сварочного оборудования Тиберис. Руководство написано на «доступном» языке для тех, кто только начинает постигать азы сварочного дела. В материале описаны общие вопросы, возникающие при нехватки опыта, в проведении сварочных работ, а так же затронуты аспекты техники безопасности.
Оглавление
1. Выбор режима ручной дуговой сварки
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра
электрода)
1.2 Напряжение дуги (длина сварочной дуги)
1.3 Скорость сварки
1.4 Род и полярность тока
1.5 Зажигание (возбуждение) сварочной дуги
1.6 Положение электрода при сварке
2. Сварка в нижнем положении
2.1 Сварка стыкового соединения
2.2 Сварка углового соединения
2.З Сварка углового соединения (таврового типа)
2.4 Сварка углового соединения (нахлесточного типа)
3. Сварка вертикальных швов
4. Сварка горизонтальных швов на вертикальной стене
5. Сварка в потолочном положении
6. Основные типы и размеры сварных соединений
7. Обрыв дуги в конце сварного шва, заварка кратера
8. Дефекты сварочных швов и соединений
9. 3ачистка сварочных швов
3ачистка сварочных швов
10. Техника безопасности при сварочных работах
10.1 Основные сварочные опасности и методы их профилактики
11. Как выбрать сварочный инвертор
Скачать Руководство по ручной дуговой сварке для начинающих
НЕ РАБОТАЕТTURBOBIT.NET? ЕСТЬ РЕШЕНИЕ, ЖМИ СЮДА!
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Сказка начинающего сварщика
Моя цель вести блог каждую неделю не заставила себя долго ждать, но хорошо то, что я был занят работой над большим количеством тестов и изучением.Было много теоретической работы, связанной с практической стороной, и набор всего одной страницы заметок может занять у меня часы, когда я отвлекаюсь на поиск более подробных сведений.
Практическая работа продвигалась в хорошем темпе, и теперь я выполнил 4 контрольных задания, которые все прошли, только еще один ученик тоже так далеко, а также один или два недалеко от нас.
Это вырезанные сбоку виды трех тестовых образцов, которые я прошел в этом месяце.
Многопроходное скругление — это всего 3 прохода, но все они выполняются с удержанием электрода под другим углом. Затем вырезается средняя 50-миллиметровая секция и проверяется, ломая ее. Разбив его, вы можете определить, правильно ли приварен сварной шов к двум частям 10-миллиметровой пластины, и на нем будут обнаружены включения шлака между прогонами.
Завершение закрытого V-образного стыка заняло больше всего времени, мне пришлось отшлифовать много циклов, чтобы удалить шлак и сгладить сварные швы, чтобы предотвратить включения шлака при следующем запуске.После завершения верхней стороны его переворачивают и снова шлифуют для первого запуска и испытывают с помощью пенетранта красителя, который покажет, есть ли какие-либо дефекты, такие как трещины.
 После прохождения этого теста он заполняется последним запуском. Средние 20 мм вырезаются из детали и испытываются посредством испытания на изгиб весом около 6 тонн, сварной шов должен выдерживать вес без трещин и разрывов.
После прохождения этого теста он заполняется последним запуском. Средние 20 мм вырезаются из детали и испытываются посредством испытания на изгиб весом около 6 тонн, сварной шов должен выдерживать вес без трещин и разрывов. Открытый угол сложно настроить, а при первом заходе еще сложнее сделать правильно. Поскольку между двумя частями пластины есть промежуток, вы должны изучить новую технику, называемую «вырезание ключей».Средняя 50-миллиметровая секция вырезается для испытания на разрыв так же, как и многопроходное галтели.
Я постараюсь не забыть сделать несколько снимков моих тестовых образцов в следующий раз, когда буду в мастерской. Мы должны хранить их в наших шкафчиках, потому что некоторые студенты крали работы других людей, и даже были случаи вандализма незаконченных работ. Лично я считаю, что вам нужно пройти какой-то тест на зрелость, прежде чем вас допустят в мастерскую.
Сейчас половина семестра, так что я больше не буду заниматься сваркой в течение почти двух недель, так что я думаю, что буду наверстывать упущенное на некоторых телешоу и почитать.
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим сварщикам. Он был изготовлен при большой помощи и под руководством профессиональных сварщиков. время которых финансировалось участниками форума и сторонниками. Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице перед переходя к следующему.
Дуговая сварка (сокращенно от ручной дуговой сварки металлов (MMA), также известной как Stick и SMAW) — это очень сложная тема, и мы освещаем ее только для того, чтобы вы разгоняться, набирать скорость.Есть много книг по этой теме и более подробная информация можно найти в другом месте в Интернете. Также у нас есть очень дружелюбный форум, который может помочь.
Как и при любом другом процессе электросварки, кожа и глаза должны быть
должным образом защищен от УФ-излучения. Поражение электрическим током, пары, ожоги и
пожар — другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается при кратковременном прикосновении электрода к перед подъемом электрода завершите электрическую цепь установить дугу.
«Пуск метчиком» и «пуск с нуля» — два распространенных метода запуск дуги. Какой из них использовать — это личное предпочтение, и можно зависит от типа прутка и сварщика. Оба метода проиллюстрированы с видео на этой странице.
На этой странице описаны основы дуговой сварки с практической укладкой. бусины в плоском положении.
Показаны угол поворота стержня, длина дуги, скорость перемещения и сварочное движение. с фотографиями и видео, а видео показывает эффект изменения длина дуги.
Изучая новый процесс, вы, скорее всего, начнете что-то делать
неправильно. Сравниваются профили и участки сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
с хорошими сварными швами на этой странице.
К числу неисправностей относятся неправильная скорость движения, неправильная длина дуги, и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. объединений легко избежать.Это позволяет работать с более толстым материалом. с использованием нескольких проходов сварного шва.
На этой странице описана подготовка суставов и методы, используемые в нескольких проход дуговой сварки.
Потратив время на получение корневого шва прямо на предыдущей странице вы найдете угловую сварку легким ветерком.
Многопроходные соединения также часто используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока — лучший тип дуговой сварки. за. У них много преимуществ перед старыми типами, но они могут упасть
по затратам на ремонт и долговечности.
за. У них много преимуществ перед старыми типами, но они могут упасть
по затратам на ремонт и долговечности.
На этой странице описано, что нужно искать в инверторных сварочных аппаратах и других устройствах. дуговой сварки.
Дуговая сварка существует уже давно, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах, и новыми.
На этой странице обсуждаются плюсы и минусы различных типов дуговой сварки.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны сварочные процедуры и расходные материалы, которые
может использоваться для сварки наиболее широко используемых типов стали, включая
Мягкая сталь, Corten,
Weldox, Hardox, нержавеющая сталь
Сталь, хромомолибден, EN19,
EN24 / EN24T, EN8, литой
Стали чугунные, литые и марганцевые, кованые
Железо и наплавка. А также есть
страница, объясняющая водородное охрупчивание.
А также есть
страница, объясняющая водородное охрупчивание.
Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница, посвященная выбору стержней. и сварка различных марок стали уже в пути. А пока есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить этот учебник. Особенно, Snowcat за выполнение большинства сварных швов и отличный совет по нескольким сеансы сварки и письма, TechnicAl для страницы о выборе стержней для различных типов стали, Мэтт из Lorch, который одолжил мне h280, когда моя микроволновая печь собрал вещи, и Weldequip, который пожертвовал много снаряжения и расходных материалов для поддержки учебник.
Как выполнять сварку TIG — базовая техника
Новички в сварке TIG должны начинать со стали толщиной 2 или 3 мм. Сварочная ванна
больше и легче контролируется на толстой стали, что облегчает
развивайте технику — пытаться учиться на более тонком материале будет труднее.
Для этого урока мы использовали сталь толщиной 2 мм. Сварщик был настроен на 50 ампер, и
вольфрам и присадочный стержень были 1,6 мм.
Наладка станка, шлифовка и вылет вольфрама описаны на страницу настройки TIG.Консультации по настройке мощности для разной толщины стали можно найти на TIG Таблица усилителей.
Найдите устойчивое положение
При сварке TIG необходимо контролировать расстояние между вольфрам и работа с точностью до 1 мм. Это возможно только с хорошей сварочной позицией. На фотографиях сварщик использовал несколько трюков:
- Чтобы вас запутать, мы сфотографировали сварщика-левши.Если вы правша держите фонарь в правой руке.
- Сварщик сидит и работает на скамейке. Его верхняя часть тела
вес не поддерживается скамьей — скамья используется только для
позиционирование.
- На фото гибкая головка резака (очень удобная) используется для держите резак под углом, слегка касаясь рукой скамейка. Рука должна опираться на кусок дерева для правильного угол со стандартной горелкой.
- Проволока резака обернута вокруг его руки. Это берет вес провода от резака и снижает вероятность заедание в процессе сварки.
- Головка расположена сбоку, что обеспечивает хороший обзор сварочной ванны. Новички очень часто прячут сварной шов за газовый кожух.
- Освещение сбоку, а также над головой — позволяет сварщику видеть положение вольфрама перед начало сварного шва.
- Факел будет двигаться в направлении красной стрелки на фотографии. (на самом деле это не уловка, но о нем стоит упомянуть, пока фото здесь).
Расслабленные мышцы помогают контролировать горелку — старайтесь не выполнять сварку TIG
непосредственно после удара молотком или другой физической активности, и убедитесь, что
в мастерской комфортная температура.
Красная точка на фотографии чуть ниже фонарика показывает область, сварщик будет смотреть во время сварки.Это крошечная территория, поэтому для для хорошего обзора глаза должны быть близко к сварному шву. Это очень распространено для Когда люди впервые приступают к сварке TIG, обнаруживают, что им нужны очки.
Угол и движение горелки
Видео демонстрирует угол, положение и движение резака. Превыше всего он показывает, насколько сложен процесс TIG. Движение факела устойчивое в видео и ненадолго останавливается, пока добавляется наполнитель.
Горелка удерживается под углом примерно 20 градусов от вертикали и наклонена так, чтобы вольфрам указывает в направлении сварного шва. Наклон способствует сварочная ванна формируется перед горелкой, что упрощает добавление наполнителя стержень.
Зазор между вольфрамом и деталью должен быть
1x и 1,5 диаметра вольфрама. Мы используем вольфрам 1,6 мм
Таким образом, зазор составляет около 2 мм.
Мы используем вольфрам 1,6 мм
Таким образом, зазор составляет около 2 мм.
Хорошей практикой является перемещение резака по заготовке на холостом ходу. перед сваркой убедитесь, что угол наклона горелки и расстояние до места работы можно поддерживать естественным путем, и что нет ничего, что затруднять движение.
Обучение сварке TIG
Начните с зажигания дуги на стали. Почувствуйте дугу и сварной шов лужа.
Затем попробуйте приварить поверхность листа без присадки. стержень.Это поможет вам почувствовать, как движется лужа, и потренироваться в поддержании плотной длины дуги. Наконец, переходим к добавлению наполнителя провод как на видео ниже.
Мы использовали присадочный пруток 1,6 мм, но было бы намного проще подайте в бассейн присадочный стержень 1,0 мм.
На что стоит обратить внимание в видео:
Вольфрам расположен примерно в 2 мм от
сталь. положение можно проверить, нажав на вольфрамовый
против работы перед началом сварки. Есть короткая предварительная подача
газа, а затем дуга запускается с использованием HF (высокочастотный запуск).
положение можно проверить, нажав на вольфрамовый
против работы перед началом сварки. Есть короткая предварительная подача
газа, а затем дуга запускается с использованием HF (высокочастотный запуск).
Горелка остается неподвижной в течение нескольких секунд, чтобы обеспечить сварку. бассейн для формирования. Размер исходной сварочной ванны определяет ширину сварного шва. Большой бассейн, как правило, приводит к широкому сварному шву с большой провар и небольшая лужа в более узком шве с меньшее проникновение.
Вы можете увидеть кончик отраженного вольфрама в сварочной ванне. О длине дуги можно судить по расстоянию между концом вольфрама и отражением в бассейне. Чем ближе вы познакомитесь с TIG, тем легче будет судить длина дуги на ширину и высоту самой дуги.
Присадочный стержень добавляется в самую переднюю часть сварочной ванны. — сварочная ванна плавит присадочный стержень, а не дуга.Добавление
присадочный пруток охладит сварочную ванну.
Запорный стержень находится низко — слишком высоко и дуга вернет его обратно. Если длина дуги слишком велика, присадочная проволока будет иметь тенденцию плавиться, прежде чем достигнет лужи.
Заправочный стержень все время находится под газовым кожухом. Этот держит его близко к дуге, чтобы согреться и облегчить плавится, а также предотвращает его окисление.
По окончании сварки горелка немного занесено и выключено. Факел проводится в положение, пока не прекратится подача газа после продувки. Постпоток защищает вольфрам и конец сварочной ванны.
С первой попытки ничего не выйдет — их так много
вещи, происходящие в то же время, на которых вы, как правило, сосредотачиваетесь, пока
другие сбиваются с пути. Лучше всего начать с настройки дугового зазора.
После некоторой практики это станет естественным, и вы сможете сосредоточиться на
сварочная ванна и добавление присадочного стержня. Как только это там, посмотрите, насколько широким
сварочную ванну и отрегулируйте скорость движения, чтобы контролировать проплавление.
Только когда все это будет сделано, вы начнете добиваться аккуратного
сварка, на которую способна TIG.
Длина дуги
Длина дуги определяет количество тепла в сварном шве.TIG — это постоянная текущий процесс (усилители, которые вы установили на машине, — это усилители, которые вы получите), но увеличение длины дуги увеличивает напряжение, которое, в свою очередь, нагревает сварной шов.
Новички, как правило, имеют слишком большую длину дуги, опасаясь загрязнения.
вольфрам. Его следует поддерживать в пределах от 1 до 1,5 раз больше
диаметр вольфрама (длина дуги от 1,6 мм до 2,4 мм
для 1.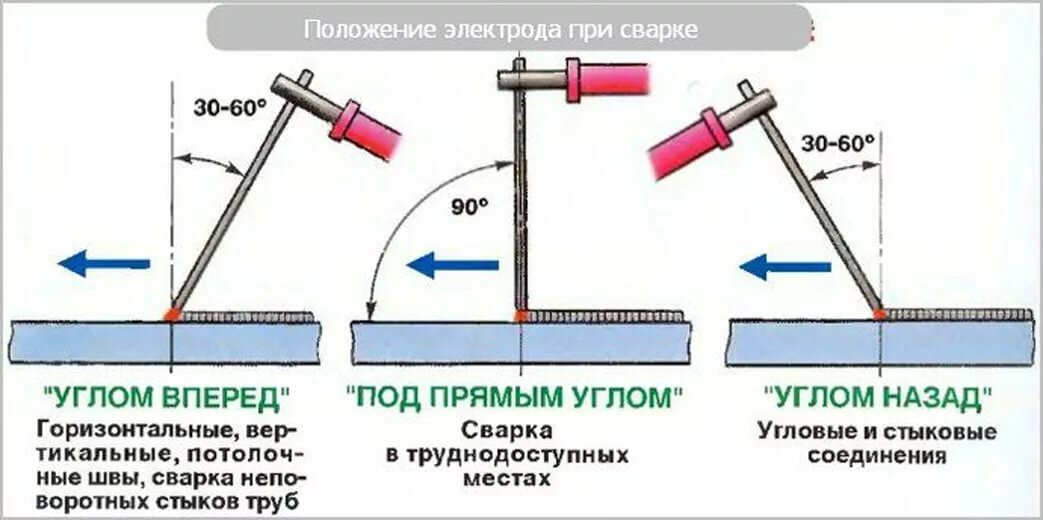 6мм вольфрам мы используем).
6мм вольфрам мы используем).
Чрезмерная длина дуги затрудняет управление дугой, и также сильно нагреет вольфрам, поэтому, если вы все-таки коснетесь в сварочную ванну вольфрам впитает изрядное количество стали. Это что случилось с вольфрамом на фото и это большое разочарование для начинающих. Благодаря плотной дуге вольфрам остается холодным и трогательным. вниз почти не снимает острие с вольфрама.
Размер и скорость
Видео и фото не дают ощущения масштаба. Сварной шов в ширина видео составляет всего 4 мм, что примерно вдвое меньше ширины MIG или Arc валик для материала той же толщины.
Скорость перемещения составляла около 1 мм в секунду, что опять же намного меньше, чем у MIG.
или Arc, но быстрее, чем вы можете себе представить, пока вас отвлекает
все остальное, что необходимо для обучения сварке TIG.
Сварной шов довольно плоский — менее 0,5 мм в высоту. Идеал для сустава будет иметь армирующую толщину сварного шва над работой около 10% толщины материала.
Наш сварной шов не прошел через нижнюю часть 2 мм листа. Здесь мы не стремимся к проникновению, а просто попрактикуемся в укладке бусы.
Если ваша бусина проходит через заднюю часть стали до того, как вы получите умение укладывать красивый шарик вполне вероятно, что ваша скорость передвижения слишком медленно.
О скорости движения можно судить по ширине зоны термического влияния вокруг сварного шва (обесцвеченная часть). На фотографии это вполне узкие, может быть, 15 мм от края до края.
Если сварка была выполнена при меньшем токе и меньшей скорости
Компенсировать зону термического влияния было бы намного шире. Так низко
скорость движения фактически нагревает сварной шов больше, так как тепло отводится
от сварочной ванны до того, как сварочная ванна будет создана.
Подача присадочных стержней для сварки TIG
В сварке TIG происходит так много всего, что это, наверное, лучший вариант. не протягивать проволоку для первых нескольких тренировочных бусин. Просто держись проволоку и перестаньте добавлять ее, пока не обгорели пальцы.
Когда все остальное в порядке, происходит подача присадочного стержня естественно. Проволоку можно подавать любым удобным для а вот видео простого способа.
Вам нужно только подать проволоку, чтобы сохранить расстояние между пальцами и дугой — скорость подачи намного ниже, чем показано на видео.
Приставные стержни довольно длинные. С ними намного легче работать, если вы разрезаете их пополам.
Проблемы?
Вы же начали со стали толщиной 2 или 3 мм, не так ли? Это действительно много легче, чем тонкий материал.
Два сварных шва на фото справа были выполнены начинающим TIG
сварщик. На первом фото сварщик изо всех сил пытался контролировать
сварочная ванна, и возникли проблемы с добавлением присадочного стержня.
На первом фото сварщик изо всех сил пытался контролировать
сварочная ванна, и возникли проблемы с добавлением присадочного стержня.
Второй сварной шов был сделан сразу после этого без дополнительной подготовки. Единственная разница — это толщина стали (и отрегулированный ток в соответствии с). Увеличенная толщина означает, что сварочная ванна больше и легче контролировать, что значительно упрощает добавление присадочного стержня.
Пластина на втором фото не подготовлена должным образом — стальная должен быть полностью блестящим, без ржавчины или прокатной окалины, иначе сварной шов выплюнет сталь обратно на вольфрам и сразу же загрязнит его как только вы начнете сварку.
Простота сварки более толстых материалов облегчает понимание
и развиваем технику. Также это дает большой прирост уверенности.
Как только вы освоите технику, ее легко перенести на более тонкий материал.
Следующий шаг
Надоело укладывать бусинки на тарелку. Когда вы освоите базовую технику попробуйте несколько стыковых швов. Они дадут гораздо лучшая обратная связь по скорости движения и количеству присадочного стержня Добавить. После этого попробуйте несколько угловых швов. — именно то, что я понял, заставило меня щелкнуть сваркой TIG.
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Старых плат:
Примечание: я больше не создаю упрощенные доски.У меня не осталось досок. Так что не спрашивайте.200A Аппарат для дуговой, MIG- и TIG-сварки
Посетить Сварщики DIY Yahoo Group
Оригинальная цифровая плата для сварки MIG, TIG и Arc (Stick). Хорошо зарекомендовал себя как испытательный стенд. Хорошо зарекомендовал себя как испытательный стенд. |
: 2 марта 2015 г. Наконец-то есть прогресс!
Бился с вариантами нового дизайна. В Оригинальная цифровая плата была сложной и дорогой. Несколько из сложности:
- Изолированный датчик напряжения
- Изолированное измерение тока
- Изолированный выход, до 200 В
- Импульсный источник питания с 3 изолированными выходами.
- Много аналогов для управления в реальном времени
- 150 деталей
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядного устройства.
- Механически сложный.
- Текущее ощущение было трудно откалибровать.
Это сработало, но я никогда не хотел строить. Много дорогих деталей, например, линейных оптоизоляторов. Эта сложность должен был использоваться в 3-х конфигурациях:
- Сварщик постоянного тока с автомобильным генератором
- Дополнительный модуль TIG и MIG на переменном / постоянном токе для стандартных сварочных аппаратов с приводом от двигателя
(Я. e Pipeliner, SA-250)
- Дополнение для сварщиков трансформаторов, таких как Airco, Miller DDR / 3, Dialarc и другие, использующие трансформаторы насыщения.
 e Pipeliner, SA-250)
e Pipeliner, SA-250)Упрощенная плата предназначалась только для генератора переменного тока. Это сработало ну но как только я начал строить, переключатели пошли с От 1,49 до почти 6 долларов каждый. Это было слишком упрощенно: это только повышал напряжение возбуждения, работал исправно и не поддерживайте TIG безопасно.
Stick (SMAW), TIG и MIG — цели новой платы.Если все, что вам нужно, это сварка стержнем, неэлектронный Версия будет всем, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции; все относилось к отрицательному выходу генератора. TIG на постоянном токе — электрод отрицательный. Итак, вы подключаете положительный провод к работе. Это ставит генератор, плату и весь сварщик металл на OCV сварщика, обычно 60V. Небезопасная ситуация.
Я обдумывал идеи сделать это относительно недорого.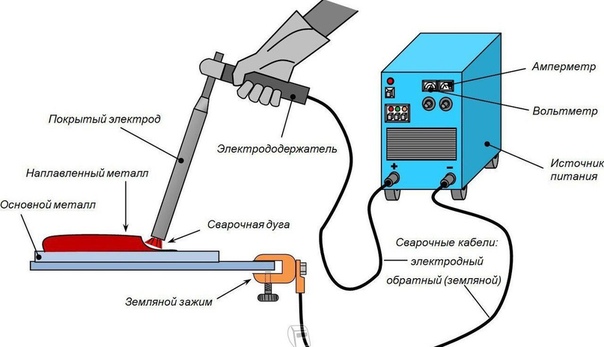 Первое изменение заключается в использовании современного процессора, такого как Microchip PIC32.
Это переместит все управление напряжением, током и выходом из
множество аналоговых частей к программному обеспечению. Это облегчает изменение
и добавить такие функции, как горячий запуск, запуск подъемника, средства управления двигателем.
Наличие встроенного дисплея избавляет пользователя от необходимости
добавить счетчики или дисплеи.
Первое изменение заключается в использовании современного процессора, такого как Microchip PIC32.
Это переместит все управление напряжением, током и выходом из
множество аналоговых частей к программному обеспечению. Это облегчает изменение
и добавить такие функции, как горячий запуск, запуск подъемника, средства управления двигателем.
Наличие встроенного дисплея избавляет пользователя от необходимости
добавить счетчики или дисплеи.
У меня почти готово схематическое изображение. Это не так уж и плохо по сложности по схеме или механически. Все равно не дешево, как хотелось бы, но разумно. На данный момент функций:
- 4-значный светодиодный дисплей с 10 светодиодами состояния.
- Пользовательский ввод с помощью 3-х переключателей. Вверх / Вниз, Дисплей и переключатель режима / дистанционного управления. Все переключатели трехпозиционные (ВКЛ / ВЫКЛ / ВКЛ) мгновенно.
- Изолированный датчик напряжения — обеспечивает более безопасную сварку TIG.
- Управляющий выход до 8 А для поддержки двух генераторов переменного тока. Возможность сборки до 200В (сварщики двигателей).
- Режимы Stick, TIG, MIG и зарядки аккумулятора.
- Измерение тока через ток возбуждения — неточно, но достаточно хорошо. Мой опыт работы с разными сварщиками — текущий установка в любом случае приблизительная.120А на одной машине действует по разному чем 120А по другому.
- ЦП с разъемом PIC32. Позволяет обновлять программное обеспечение. я бы хотел чтобы иметь возможность загружать новый код, но с добавлением USB или последовательных интерфейсов это будет редко использоваться и просто увеличивает стоимость.
- Разрешить сохранение и загрузку конфигураций.
- Опора для соленоида холостого хода двигателя.
- Старт подъема ВИГ, запуск при минимальном токе до образования дуги.
- Пусковая выходная мощность для внешней высокочастотной пусковой цепи.
- Выход внешнего контактора (полезно для лучшего запуска MIG.)
- Дистанционное управление напряжением / током.
- Одноплатная плата размером 5×3 дюйма. Это можно было бы установить на 4×6 красная панель из оргстекла. Надеюсь, что панели будут шелкографии со всем текстом и этикетками.
- Винтовые клеммы для соединений.
- Опция для внешней платы для измерения истинного тока (полезно для сварщиков двигателей.)
Общая информация на сайте.
Вы можете построить сварочный аппарат с модифицированным генератором, несколько резисторов и несколько сварочных кабелей. Может работать от газа или электродвигатель. Есть несколько таких плавающих вокруг как «сварщики». Они в основном работают, но имеют небольшой контроль вывода. Они также, вероятно, взорвут выпрямитель. мост так как нет защиты от разбегания выхода и нет стабилизатора для лучшей дуги. Обычно они работают примерно при 20В; это будет работать, но сложно поддерживать дугу.Идея состоит в том, чтобы иметь общую панель управления, позволяющую любой источник питания с контролем тока / напряжения, который будет использоваться для дуги, Сварка MIG и TIG. Он имеет программируемый наклон и OCV просто как у больших сварщиков. Также он поддерживает как постоянное напряжение (CV) и режимы постоянного тока (CC), поэтому TIG, ARC и MIG могут быть сделанный. Его также можно использовать как быстрое зарядное устройство. Это можно использовать для самодельного сварочного аппарата, который можно сделано относительно недорого (второй прототип показан выше). Плата управления с подходящим двигателем (газовым или электрическим), генератора, ремня и шкивов, и у вас будет очень способный Сварочный аппарат постоянного тока.10 л.с. электрического или 12 л.с. газа должно быть достаточно для Использование DIY. Добавьте газ и механизм подачи проволоки, и у вас будет MIG. Добавить горелку TIG и газовый соленоид, и вы можете начать TIG с нуля. На плате есть руководство с объяснением всех подключений. Наиболее работы механический. Поддерживается сварка TIG на постоянном токе с нуля. Планируется ВЧ старт В меню вверху показаны параметры простого аппарата для дуговой сварки. к многопроцессорной установке. Также есть примеры моих двух прототипов конструкции .. Вопросы или комментарии, не стесняйтесь обращаться ко мне по адресу Все веб-страницы, изображения и текст Copyright (c) 2009-2015 SHDesigns.13 главных вещей, которым следует научить своих начинающих сварщиков (часть 1) ~ Сварщик во Вьетнаме
Научиться сварке непросто. Чтобы учиться, как и солдату, нужен стойкий дух, терпение. Это также требует практики и прочного фундамента знаний. Ниже приведены 13 важных вещей, которым компании могут научить своих начинающих сварщиков. Убедитесь, что они усвоили эти вещи для повышения квалификации, обретения уверенности, необходимой для повышения квалификации, и для того, чтобы оставаться в безопасности в процессе. См. Также:
13 основных вещей, которым следует научить начинающих сварщиков (часть 2)
1.Безопасность превыше всего
| Обучить сварщиков пользоваться надлежащими средствами индивидуальной защиты |
Помимо СИЗ, сварщики, что важно, используют достаточное количество местной вытяжной вентиляции, вентиляцию дуги или и то, и другое, чтобы поддерживать уровень газов и дыма ниже порогового значения (ПДК) / допустимого предела воздействия (PEL) / пределов воздействия на рабочем месте (OEL) в общей зоне. и их зона дыхания.
Обучайте начинающих сварщиков защищать голову от дыма.
Кроме того, объясните начинающим сварщикам, насколько это важно для чтения и понимания инструкций производителя к оборудованию, правил техники безопасности на рабочем месте, инструкций по безопасности на этикетке, паспортов безопасности материалов для используемых присадочных металлов.В целом, напомните новым сварщикам обо всех необходимых мерах предосторожности для их собственной защиты и защиты окружающих.
Время от времени проверяйте, стоит ли стоять на сухом резиновом коврике (в помещении) или на сухой доске (на улице), а также проверьте заземление. Это также может снизить вероятность поражения электрическим током, дополнительно защищая сварщиков.
2. Правильно установите расходные детали
Одним из важных факторов достижения хорошего качества сварки является хорошая проводимость (а также способность электрического тока проходить по сварочной цепи).Новые сварочные аппараты должны всегда устанавливать свои расходные детали, такие как сопла, диффузоры, контактные наконечники и т. Д., В соответствии с рекомендациями производителя, обеспечивая надежную затяжку каждого компонента. Например, при газовой дуговой сварке (GMAW) при надежном соединении шейки горелки GMAW и диффузора утечки защитного газа могут быть предотвращены. Не все такие надежные соединения выделяют площадь поверхности, необходимую для прохождения электрического тока через пистолет GMAW и создания стабильной дуги.Они также помогают ограничить дефекты сварных швов, помогают поддерживать стабильную производительность и снижают риск преждевременного выхода из строя расходных деталей, связанного с перегревом.
3. Чистота важна
| Обучить сварщиков правильной процедуре очистки для конкретного свариваемого основного материала |
Безусловно, важно очищать основной материал перед сваркой и, при необходимости, между сварочными проходами. Масло, смазка, грязь и другой мусор могут попасть в сварочную ванну, что приведет к загрязнению.Это приведет к плохому качеству сварки и дорогостоящей доработке. Новые сварщики должны быть обучены надлежащей процедуре очистки для конкретного свариваемого материала.
В некоторых случаях достаточно протереть основной материал сухой чистой тканью. Тем не менее, например, при сварке алюминия необходимо соблюдать дополнительные меры предосторожности. Сварщику потребуется проволочная щетка из нержавеющей стали, предназначенная для алюминия, чтобы стереть стык перед сваркой. Таким образом вы избавитесь от грязи и оксидов, оставшихся на поверхности алюминия.
Независимо от материала, очень важно правильно проинструктировать сварщиков о чистке перед началом сварки.
4. Всегда соблюдайте правила сварки
| Следуйте процедурам сварки |
Подобно рецепту приготовления еды, сварки процедур необходимы для получения однородных сварных швов. Не только начинающим сварщикам, но и опытным сварщикам необходимо осознавать важность этих процедур и всегда им следовать.
Процедуры для определенного приложения были тщательно определены и квалифицированы экспертами, чтобы гарантировать, что рекомендуемые параметры могут дать желаемые результаты.
Процедуры сварки включают такие детали, как предполагаемый расход газа, смесь защитного газа, диапазоны напряжения и тока. Эти процедуры также предоставляют информацию о типе и диаметре применяемого присадочного металла, а также о соответствующей скорости подачи проволоки в случае применения GMAW или дуговой сварки порошковой проволокой (FCAW).
5. Оцените важность присадочного металла
| |
Присадочные металлы считаются особенно важным, но иногда сбивающим с толку компонентом сварочной системы . Для начинающих сварщиков будет хорошо, если они ознакомятся с характеристиками различных типов проволоки, включая порошковую проволоку и порошковую проволоку, а также с соответствующими методами сварки. Например, эти сварщики должны узнать, требует ли их присадочный металл техники «толкать» или «тянуть».Могут помочь такие старые пословицы, как «Если есть шлак, тащи»; он показывает, что с порошковыми проволоками, образующими шлак, следует обращаться с методом «вытягивания». Кроме того, новые сварщики должны выработать привычку обращаться к спецификациям производителя для получения дополнительных рекомендаций по эксплуатации.
Кроме того, для начинающих сварщиков важно научиться правильно обращаться с присадочными металлами и хранить их. Им следует надевать чистые перчатки при работе с присадочными металлами, а если они отвечают за их хранение, они должны делать это в чистой и сухой среде.
6. Будьте удобны
Сохранение прохлады и комфорта во время процесса сварки может помочь сварщикам уменьшить травмы и повторяющиеся движения, а также снизить общую усталость. Если возможно, им следует научиться сводить к минимуму свои общие силовые движения или постоянные движения. Кроме того, сварщики должны использовать горелку GTAW или пистолет GMAW с удобной ручкой и кабелем, потому что эти факторы определяют маневренность и вес оборудования.
Кроме того, новых сварщиков следует мотивировать на повышение эффективности их сварочного рабочего места.Обычно, чем больше сварщик заинтересован в своей работе, тем больше он будет доволен. Кроме того, такое участие может помочь гарантировать лучшее соблюдение правил техники безопасности и снизить затраты сварщиков на компенсацию травм.Как выбрать лучшего сварщика с механизмом подачи проволоки? (с фотографиями)
Собираясь купить сварочный аппарат с механизмом подачи проволоки, обязательно исследуйте его, чтобы убедиться, что вы покупаете лучший из возможных. Эти сварочные аппараты бывают нескольких разных типов, каждый из которых предназначен для определенного использования.Они варьируются от профессиональных моделей, которые работают от 230 вольт, до домашних моделей, которые работают от 110 вольт. При покупке нового сварочного аппарата с механизмом подачи проволоки обязательно выберите тот, в котором используется как защитный газ, так и проволока с флюсовым сердечником. Эти варианты обеспечат лучшего сварщика за свои деньги.
Сварочные очки.Сварочные аппараты с механизмом подачи проволоки обычно считаются намного более простыми в использовании, чем аппараты для ручной дуговой сварки старого образца. Большинство новых операторов могут выполнять сварку удовлетворительно с минимальным количеством практики и инструктажа. Самый распространенный сварщик в среде инертного газа (MIG) использует газовый баллон, заполненный смесью углекислого газа и аргона. Этот газ защищает сварочный валик от загрязнений и оставляет валик, который не требует дополнительных действий.
Профессиональные сварочные аппараты с механизмом подачи проволоки обычно работают от напряжения 230 В.Однако оператор может отказаться от газа и использовать проволоку с флюсовым сердечником, которую можно купить в любом хорошем магазине сварочных материалов. Эта проволока позволяет оператору выполнять сварку без газа. Однако шлак необходимо удалить из сварного шва, а валик обработать проволочной щеткой так же, как сварной шов, полученный с помощью аппарата для ручной сварки.
Сварочный аппарат с механизмом подачи проволоки рассчитан на силу тока, в которой он работает. Чем выше сила тока, тем толще сталь сваривается. Выбирая новый сварочный аппарат с механизмом подачи проволоки, всегда покупайте сварочный аппарат с максимальной номинальной силой тока. Для использования в домашних условиях сварочный аппарат на 140–160 А подойдет большинству пользователей.
Газовые баллоны продаются отдельно и обычно не входят в комплект поставки сварочного аппарата с механизмом подачи проволоки. Их можно найти в большинстве магазинов сварочных материалов, и, хотя их можно купить, многие потребители предпочитают арендовать резервуары. Цистерны предназначены для использования и должны быть отремонтированы или уничтожены в конце срока их службы.Аренда резервуаров гарантирует, что у владельца никогда не будет устаревшего резервуара, который больше нельзя будет пополнять.
Наличие сварочного аппарата с механизмом подачи проволоки позволяет новичку отремонтировать многие сломанные детали, которые в противном случае пришлось бы отдавать профессионалу. Это также позволяет ремонтировать сломанные предметы его друзей и соседей.Эти устройства обычно относительно доступны по цене и просты в эксплуатации.
.