Чем нарезают резьбу на трубах: Как нарезать резьбу вручную плашкой и метчиком
Как нарезать резьбу вручную плашкой и метчиком
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.


Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Как нарезать резьбу на трубе
Почти ежедневно, монтажникам трубопроводов, приходится использовать инструмент: лерка в леркодержателе (плашка),
Лерка в леркодержателе (плашка)
либо альтернатива ей: клупп.
Клупп
При помощи этих нехитрых приспособлений нарезается резьба, вручную, и лишь в случае невозможности их использования прибегают к помощи сварщика. Отнюдь не из-за того, что это проще и легче, нет.
Просто сварщика на объект снарядить и доставить сложнее. Эти габаритные газовый и ацетиленовый баллоны, шланги, открытый огонь опять же.. Не буду здесь вдаваться в подробности, сегодня статья не об этом.
Имеем следующую ситуацию: необходимо вырезать стальную трубу, и смонтировать, скажем, разводку водопровода по квартире, из современного материала (неважно полипропилен это, металлопласт, или медь). Для герметичности применяем резьбовое соединение, посредством соответствующего фитинга.
В принципе, нарезать резьбу на трубе задача, как уже сказал почитай повседневная, но хочу довести до вашего внимания десяток не маловажных моментов. Не соблюдая которые, уже без сварки не обойтись.
10 советов по нарезке резьбы на трубе:
Отнеситесь к каждому из них со вниманием, всё нижеперечисленное: залог беспроблемной опрессовки, достижения наилучшего результата и упрощения работы. Дабы не отнимать много у вас времени, добавлю, лишь короткие пояснения.
1. Участок трубы для нарезки должен иметь форму круга на срезе (не эллипсоидную, без вмятин)
Установить это можете элементарно ощупью. В противном случае вас ожидает, как минимум протечка по месту соединения, а как максимум — невозможность нарезки, соответственно незапланированный вызов сварщика.
2. Выберите участок наименее подверженный коррозии
Внимательно осмотрите прежде, чем осуществить рез, ощупайте, при необходимости воспользуйтесь зеркальцем.
3. Срез произвести под прямым углом оси трубы
Иначе резьбонарезным не осуществишь надлежащего зацепа по всей плоскости. Инструмент будет срываться.
4. Произведите срез, как можно ближе к врезке в стояк
Внутри вычистите налёт, часто там отверстие для прохода воды толщиной со спичку. Вычищайте аккуратно, так что-бы не затрамбовать ржу внутрь.
5. Если используете лерку(плашку) в леркодержателе, на срезе снимите фаску под 30-45 градусов, по всей окружности
Это обеспечит лёгкий заход для первого витка, снимается она при помощи болгарки с заточным диском.
6. Если используете клупп, в противоположность выше написанному пункту, фаску не снимать
Так как клупп имеет конусный заход, им проще зацепиться на ровном срезе трубы.
7. Перед нарезкой обработайте трубу и режущий инструмент смазочным материалом
Используйте для этого моторное масло, спецсмазку, либо кусочек сала. Будет легче нарезать, и меньше износ резьбонарезного инструмента.
Будет легче нарезать, и меньше износ резьбонарезного инструмента.
8. Не ленитесь периодически «сбрасывать» стружку
Нарезка резьбы производится по часовой стрелке. Пройдя один-два витка сбрасывайте стружку производя вращение против часовой стрелки. Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
9. При необходимости удерживайте трубу газовым ключом
Дабы избежать слома, сминания. Актуально для «рыхлой» трубы, или «рыхлого»-же места врезки.
10. Надёжная резьба имеет пять ниток(витков)
К достижению этого всегда стремимся, но не всегда предоставляется возможным достичь. По опыту знаю, что и три нитки(витка) дают герметичное соединение.
Вот собственно и все тонкости, соблюдая которые, получите положительный результат.
Видеоролик: Клупп. Как нарезать резьбу на трубе.
Возможно вам будут полезны и эти статьи:
Чем я нарезаю резьбу.
Как подмотать резьбу герметично.
Достоинства и недостатки материалов для водопровода.
Есть чем дополнить, или вопросы — в графу комментарии. А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая для меня награда от вас.
Поделиться с друзьями в сети:
1
Как нарезать резьбу плашкой — нарезание резьбы на трубе, таблица резьб.
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
 Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Как нарезать резьбу на трубе леркой?
Сейчас под леркой понимается инструмент, с помощью которого с легкостью можно создать витки на водопроводной трубе или других видах подобных изделий.
Лерка для нарезки резьбыРезьбонарезной инструмент для создания витков представлен в виде изготовленной из прочного металла гайки, в отверстии которой имеются режущие зубья и кромки. Как правильно нарезать резьбу с его помощью – разберемся ниже.
Как правильно нарезать резьбу с его помощью – разберемся ниже.
Cодержание статьи
Описание конструкции
Зубья располагаются под такими углами, что при вращении лерки формируется витки. Режущая кромка инструмента имеет форму конуса, при толщине лерки в 8-10 витков (зубьев).
В большинстве случаев ручная нарезка резьбы на трубе производится с помощью цельной круглой лерки.
Приспособление для формирования витков крепится в специальном держателе, а его поверхность может иметь до пяти пазов.
Лерка с набором плашекЭти пазы и составляют рабочую часть, которая стоит из трех зон. В верхней и нижней части имеются конические участки – режущие зоны, с помощью которых и производится нарезка.
Устройство для изготовления витков круглой формы может применяться для нарезки трубной, метрической или дюймовой резьбы.
Такие инструменты имеют одну преимущественную особенность – при формировании работают все три кромки рабочего участка, это позволяет создать резьбу на трубе за одно прохождение.
Виды и отличия
Резьбонарезной инструмент может быть:
- цельным;
- разрезным;
- раздвижным;
- круглым;
- квадратным;
- шестигранным;
- призматическим.
Набор для нарезания резьбы классифицируется с учетом не только формы, но и конструкции корпуса.
Лерки для нарезания трубной резьбыФормирование витков круглого типа производится с применением инструмента с ГОСТом 13536–68, нарезание резьбы цилиндрической формы на трубах выполняется инструментом соответствующем ГОСТу 9740–71.
Коническая нарезка на трубах используется инструментом, изготовленным по ГОСТу 6211–81. Рекомендуется выполнять витки с помощью наиболее распространенной круглой лерки.
Этот резьбонарезной инструмент позволяет формировать витки, отличающуюся крупным шагом с метрическим измерением, или трубную резьбу с мелким шагом в дюймовом измерении.
Однако если резьба на трубе требует особой точности, то круглая лерка не пойдет. Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
Еще одна особенность – это зависимость размера нарезаемой резьбы от наружного диаметра инструмента. Чем больше будет диаметр отверстия лерки, тем лучше будет выполняться отвод стружки и тем качественней будет выполнена резьба на трубе.
Цельная и раздвижная лерка
Резьбонарезной инструмент цельного типа позволяет добиться хорошего качествавитков на трубе. С помощью цельной лерки можно сформировать как метрическую, так и дюймовую резьбу.
Нарезание резьбы с помощью цельной лерки происходит достаточно быстро, а хороший результат достигается за счет высоких показателей жесткости металла, из которого инструмент изготавливается.
Единственный существенный недостаток резьбонарезной цельной лерки – это невысокий уровень износоустойчивости.
Такие модели можно использовать в тех случаях, когда к резьбе не предъявляется особых требований, связанных с точностью.
Резьбонарезной инструмент в процессе работы может немного пружинить, что приведет к незначительным изменениям диаметра резьбы.
Разница может составлять 0,1-0,3 мм. Еще один недостаток цельной лерки – это ее невысокая степень жесткости, из-за которой нарезание резьбы получается не всегда чистым и точным.
Процесс нарезкиИнструмент раздвижного типа снабжен специальными направляющими, которые существенно облегчают нарезание резьбы.
Такая модель состоит из двух частей, которые крепятся в рамке с помощью специальных винтов. Винты помогают с высокой точностью регулировать параметры витков, нарезаемых на трубе.
Для наиболее эффективной работы рекомендуется обзавестись целым набором плашек – это позволит создавать нарезку нужного диаметра без особых усилий и сложностей. Перед тем, как нарезать резьбу на трубе важно закрепить раздвижную лерку стопорными винтами.
Также для этого могут применяться резьбонарезные патроны, для крепления которых используются углубления с конической формой и специальные пазы углового типа. Пазы отлично помогают регулировать точность будущего соединения.
Пазы отлично помогают регулировать точность будущего соединения.
Специальные лерки
Кроме обычных лерок для нарезания резьбы на трубах могут использоваться специальные инструменты. Они могут быть:
- метрическими;
- левыми;
- трубными;
- трубными коническими.
Перед тем, как нарезать резьбу на трубе, необходимо обратить внимание на особенности маркировки изделия.
Процесс нарезки леркойТак, например, метрический инструмент делает витки в миллиметрах, и может обозначаться как М8, М10 и так далее. Соответственно такой леркой можно нарезать на трубе резьбу с диаметром в 8 или 10 мм.
Кроме того, нарезка этим инструментом нарезается пошагово, и каждый отдельный шаг соответствует расстоянию между новыми витками.
Метрическая лерка может обладать не только основным, но и дополнительным шагом витка. Такие инструменты для нарезания резьбы могут обозначаться маркировкой М 12-1,5, М 12-0,75 или М 12-0,5. Расстояние между витками будет уменьшаться пропорционально уменьшению шага.
Особенно стоит выделить лерку с левой резьбой. Уже по названию понятно, что представленный инструмент обеспечивает нарезку левой резьбы.
Такая разновидность встречается не так часто, как традиционная, но для их выполнения потребуется специальный резьбонрезной инструмент.
Как правило, устройство такого типа примен
Труба с резьбой
Труба с резьбой представляет собой трубу с резьбовыми концами для сборки.
Коническая резьба
Резьбовые трубы, используемые в некоторых сантехнических установках для подачи газов или жидкостей под давлением, имеют слегка коническую резьбу (в отличие от цилиндрической части, обычно встречающейся на болтах и силовых винтах). Это называется «коническая резьба». Уплотнение, обеспечиваемое резьбовым соединением труб, зависит от лабиринтного уплотнения, создаваемого резьбой; при положительном уплотнении между резьбами, создаваемом деформацией резьбы при их затяжке с надлежащим крутящим моментом; а иногда и наличие герметизирующего покрытия, такого как тефлоновая лента, жидкого или пастообразного герметика для труб. . Соединения с конической резьбой обычно не включают прокладку.
. Соединения с конической резьбой обычно не включают прокладку.
Особо точная резьба известна как «сухая посадка» или «сухое уплотнение», что означает, что для газонепроницаемого уплотнения герметик не требуется. Такая резьба необходима там, где герметик может загрязнять или реагировать со средой внутри трубопровода, например, в кислородной среде.
Из-за конуса (конуса) резьбы, когда коническая резьба нарезается метчиком или штампом, количество нарезаемого материала увеличивается по мере увеличения длины резьбы, и, следовательно, усилие, необходимое для нарезания резьбы увеличивается.Поэтому при нарезании конической резьбы на трубах диаметром более одного дюйма обычно используют электроинструменты.
Фитинги с конической резьбой иногда используются на пластиковых трубах. Из-за заклинивающего эффекта конической резьбы необходимо проявлять особую осторожность, чтобы избежать чрезмерного напряжения охватывающего компонента соединения. Такие фитинги могут расщепляться через дни, недели или даже годы после первоначальной установки, и поэтому многие правила городского водопровода ограничивают использование резьбовых фитингов для пластиковых труб.
Прямая резьба
Трубы также могут иметь резьбу с цилиндрическими резьбовыми секциями, и в этом случае резьба сама по себе не обеспечивает никакой функции уплотнения, кроме некоторого эффекта лабиринтного уплотнения, которого может быть недостаточно для удовлетворения функциональных или нормативных требований. В этих случаях уплотнение может быть обеспечено уплотнительным кольцом, установленным между заплечиком охватываемой секции трубы и внутренней поверхностью охватывающей части.
ee также
* Труба (материал)
* Водопровод
* Ниппель (водопровод)
* Резьба AN
* Трубная резьба по британскому стандарту (BSP)
* Национальная трубная резьба (NPT)
* Уплотнительное кольцо втулки
* RIDGID, известный производитель резьбонарезных станков для труб
* Метчики и плашки
* Форма контрольной резьбы
Внешние ссылки
* [ http: // www.cut-tool-supply. com/TechTips/Tapping/NPTvsNPTF/NPTVsNPTF.htm NPT Vs. Коническая трубная резьба NPTF ]
com/TechTips/Tapping/NPTvsNPTF/NPTVsNPTF.htm NPT Vs. Коническая трубная резьба NPTF ]
Фонд Викимедиа. 2010.
Python и конвейеры, часть 6: несколько подпроцессов и конвейеров
В предыдущем раздел мы исследовали запуск подпроцесса и управление его вводом и выводом через трубы. В этом разделе мы сделаем то же самое, но на этот раз для двух подпроцессов. Использование для этого, и первоначальная причина, по которой я впервые разработал это, было для тестирования клиент и сервер.По сути, я хотел, чтобы программа запускала клиента и сервер, чтобы предоставить каждому набор заранее написанных команд, чтобы получить их в определенное состояние, а затем способ предоставления моих собственных команд для выполнения некоторых интерактивное тестирование.
В итоге мы хотим получить программу, запускающую два подпроцесса.
назовите их A и B и подключаетесь к двум именованным каналам в файловой системе. Из
эти две трубы
Из
эти две трубы A, и B будут считывать соответствующие входные данные.Выход из обоих
процессов будут напечатаны на stdout , но чтобы мы могли различать
какой результат поступает из какого процесса мы добавим результат процесса A с A: и из процесса B с B: .
Два подпроцесса
В качестве иллюстрации того, что может быть достигнуто, два подпроцесса, которые мы будет очень просто, не будет ничего, кроме печати приглашение, чтение строки ввода, повторение ее и запрос на ввод дополнительных данных:
# proc_a.ру
import sys
напечатайте "что должен сказать proc A?"
для имени в iter (sys.stdin.readline, ''):
name = name [: - 1]
если name == "exit":
перемена
print "Proc A говорит: \" {0} \ "". format (name)
напечатайте "что должен сказать proc A?"
# proc_b.py import sys напечатайте "что должен сказать proc B?" для имени в iter (sys.
 stdin.readline, ''):
name = name [: - 1]
если name == "exit":
перемена
print "Proc B говорит: \" {0} \ "". format (name)
напечатайте "что должен сказать proc B?"
stdin.readline, ''):
name = name [: - 1]
если name == "exit":
перемена
print "Proc B говорит: \" {0} \ "". format (name)
напечатайте "что должен сказать proc B?"
Программа для запуска обоих этих подпроцессов и запуска их до тех пор, пока либо из них, либо материнский процесс завершается, выглядит очень похоже к тому, что мы делали с подпроцессами в предыдущем разделе: все, что нам нужно сделать, это запустить два подпроцесса, а не один, и сделать конечно, мы опрашиваем и проверяем два кода возврата, а не один:
# two_subprocesses.ру
подпроцесс импорта
# запускаем `proc_a.py` и` proc_b.py`
proc_a = subprocess.Popen (["stdbuf", "-o0", "python2", "proc_a.py"], stdin = subprocess.PIPE,
stdout = subprocess.PIPE)
proc_b = subprocess.Popen (["stdbuf", "-o0", "python2", "proc_b.py"], stdin = subprocess.PIPE,
stdout = subprocess.PIPE)
в то время как True:
# проверяем, завершился ли любой из подпроцессов
proc_a.poll ()
proc_b. poll ()
если proc_a.returncode не  poll ()
если proc_a.returncode не
poll ()
если proc_a.returncode не Класс трубы и спецификации труб — должен знать Pipe для инженера
Чтобы полностью понять класс трубы и спецификацию труб, вы должны знать основы трубопровода.
Труба покрывает очень большую часть любого технологического предприятия. Если вы посмотрите на платформу разведки нефти, нефтеперерабатывающий завод и нефтехимический комплекс, обратите внимание на сложную сеть трубопроводов. Трубопроводы используются для транспортировки различных технологических материалов от одного оборудования к другому. Но почему?
Технологический завод — это место, где выполняется ряд действий, в частности, для преобразования сырья в полезный продукт. Соединенные трубы и компоненты труб используются для транспортировки сырья, промежуточного продукта и конечного продукта в желаемое место
Что такое труба?
Труба представляет собой прямую герметичную цилиндрическую полость, используемую в системе трубопроводов для транспортировки жидкости, газа, а иногда и твердых тел.
Классификация труб (типы труб, используемых в нефти и газе)
Различные типы труб, используемые в различных расчетных условиях, с учетом технических и коммерческих параметров. Для малых и средних размеров более популярны бесшовные трубы, тогда как сварные трубы большего диаметра более экономичны.
В зависимости от способа изготовления трубы трубы в основном подразделяются на две категории: бесшовные и сварные. Сварные трубы далее классифицируются по способу сварки.Есть два способа сваривания трубы: 1-й — с присадочным металлом, 2-й — без присадочного металла.
Дуговая сварка под флюсом — это сварка присадочного металла, тогда как сварка сваркой под флюсом и сварка с применением сварочного шва и HFW не используются для сварки труб. Трубы SAW подразделяются на трубы с прямым и спиральным швом. Трубы с прямым швом также известны как трубы L-SAW или трубы с длинным швом SAW. Прямая труба среднего диаметра имеет одинарный шов, тогда как труба большого диаметра имеет двухсварной шов.
Проверьте изображение ниже для облегчения понимания.
Классификация трубЧто такое класс труб?
Класс трубопровода или Класс трубы — это документ, в котором указываются типы компонентов, такие как тип трубы, спецификация, материал, номинальные характеристики фланцев, типы ответвлений, типы клапанов и материал трима клапана, прокладки и все другие специфические требования к компонентам. для использования с разными жидкостями в разных условиях эксплуатации на заводе.
Класс труб разработан с учетом рабочего давления, температуры и агрессивной среды.Различные спецификации материалов выделены в отдельный «Класс трубопроводов». Класс трубы является частью спецификации трубопровода.
Короткий код используется для закрытия всей информации, относящейся к данному классу труб. Этот класс трубы также указывается в номере строки, чтобы инженер-строитель мог легко определить требуемый материал.
Посмотрите по ссылке пример спецификации класса трубопровода.
Вы можете посмотреть это видео, где я подробно объяснил вышеуказанный класс Pipe.
Каковы характеристики трубопроводов?
Piping Specifications — это технические документы, которые создаются частными компаниями для удовлетворения дополнительных требований, применимых к конкретному продукту или применению.
Спецификации трубопроводасодержат особые / дополнительные требования к материалам, компонентам или услугам, выходящие за рамки требований норм и стандартов. Например, если вам нужна труба A106 Gr B с максимальным содержанием углерода 0,23% при стандартных требованиях 0.3% Max, это требование должно быть указано в спецификации покупки.
Почему требуется спецификация?
- Это позволяет покупателю включать особые требования в соответствии с конструкцией и условиями эксплуатации.
- Он также позволяет настраивать продукт.
- Обратите внимание, что требование в спецификации — Должен соответствовать требованиям.

Обычно нефтегазовые предприятия создают свои собственные спецификации на этапе FEED, которые представляют собой предварительное проектирование и проектирование, или иногда используют легко доступные спецификации от известных компаний, таких как Shell, Bechtel, EIL и chevron.
Что такое компоненты трубопроводов?
Компоненты трубопроводов — это механические элементы, подходящие для соединения или сборки в герметичную систему трубопроводов, содержащую жидкость. Компоненты включают трубы, трубки, фитинги, фланцы, прокладки, болты-гайки, клапаны, компенсаторы, шланговые трубы, ловушки, сетчатые фильтры, сепараторы, регулирующие клапаны, предохранительные клапаны, глухие фланцы, защитные шторки, капельные кольца и т. Д.
Что такое система трубопроводов?
Трубопроводная система может определять, когда компоненты трубопровода соединяются вместе для выполнения некоторых конкретных действий, таких как транспортировка, распределение, смешивание, разделение, выпуск, измерение, управление или остановка потоков жидкости, известная как система трубопроводов.
Если вы хотите стать экспертом по компонентам трубопроводов, вы можете купить мой полный курс, который охватывает все детали, связанные с компонентами трубопроводов.
Размер трубы
Размеры трубы указаны в размерах и в таблицах. Для определения размера труб обычно используются три разных термина.
- NPS — Номинальный размер трубы
- NB — Номинальное отверстие
- DN — Номинальный диаметр
Вы можете проверить полное руководство по размеру и графику трубы (нажмите на ссылку) для более глубокого понимания .
Размеры труб указаны в следующем стандарте
- ASME B36.10 — Сварные и бесшовные трубы из кованой стали (углеродистая и легированная сталь)
- ASME B36.19 — Трубы из нержавеющей стали
Что такое трубы с малым диаметром и Труба большого диаметра?
В проекте вы встретите такие термины, как труба с малым и большим диаметром или труба с большим диаметром.
Труба с малым диаметром
Труба диаметром до 2 дюймов считается трубой с малым диаметром. Однако некоторые компании считают, что до 2.Труба 5 ″ как малокалиберная.
Труба с большим отверстием (труба с большим диаметром отверстия)
Труба размером более 2 дюймов считается трубой с большим или большим отверстием
Длина трубы
Длина трубы указывается в метрах или футах. Во время производства трубы не производятся с одинаковой длиной, и во время строительства технологических установок вам потребовались трубы различной длины. Чтобы решить эту проблему, в стандарте длины труб определены в категориях с произвольным и двойным случайным образом.
Одиночные случайные трубы
Одиночные случайные трубы имеют длину от 4,8 м до 6,7 м с длиной 5%
нарезание резьбы — Параллелизм на основе резьбы — документация Python 3.9.1rc1
Исходный код: Lib / threading.py
Этот модуль конструирует высокоуровневые поточные интерфейсы поверх нижнего
уровень _thread модуль.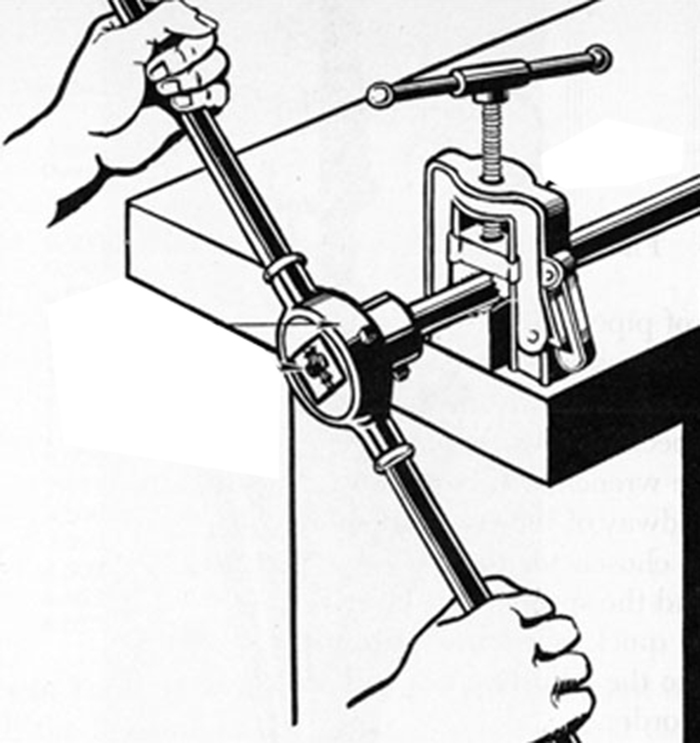 См. Также модуль
См. Также модуль очереди .
Изменено в версии 3.7: раньше этот модуль был необязательным, теперь он всегда доступен.
Примечание
Хотя они не перечислены ниже, имена camelCase , используемые для некоторых
методы и функции этого модуля в серии Python 2.x по-прежнему
поддерживается этим модулем.
Этот модуль определяет следующие функции:
-
нарезание резьбы.active_count() Возвращает количество активных объектов потока
Thread. Вернувшийся count равно длине списка, возвращаемого функциейenumerate ().
-
нарезание резьбы.current_thread() Вернуть текущий объект
Thread, соответствующий потоку вызывающего контроля. Если поток управления вызывающего абонента не был создан черезthreading Модуль, фиктивный объект потока с ограниченной функциональностью вернулся.

-
нарезание резьбы.за исключением крючка( аргументов , /) Обрабатывать неперехваченное исключение, вызванное потоком
.запустить ().Аргумент args имеет следующие атрибуты:
exc_type : тип исключения.
exc_value : значение исключения, может быть
Нет.exc_traceback : Отслеживание исключения, может быть
Нет.поток : поток, вызвавший исключение, может быть
Нет.
Если exc_type —
SystemExit, исключение автоматически игнорируется.В противном случае исключение распечатывается наsys.stderr.Если эта функция вызывает исключение, вызывается
sys.excepthook ()для справиться.threading.excepthook ()можно переопределить, чтобы контролировать, насколько неперехваченным обрабатываются исключения, вызванныеThread.. run () Сохранение exc_value с использованием настраиваемого обработчика может создать ссылочный цикл. Это должен быть очищен явно, чтобы прервать эталонный цикл, когда исключение больше не нужно.
Сохранение нити с использованием настраиваемого крючка может воскресить его, если он установлен на объект, который дорабатывается. Избегайте хранения нити после пользовательской крючок завершается, чтобы избежать воскрешения объектов.
 run ()
run () -
нарезание резьбы.get_ident() Вернуть «идентификатор потока» текущего потока. Это ненулевой целое число. Его значение не имеет прямого значения; он задуман как волшебное печенье быть
Трубы Общие — Типы Длина и концы труб
Типы, длины и концы труб
Производство труб — это процесс изготовления отдельных частей трубы на трубном заводе; это не относится к тому, как части соединяются в поле, чтобы сформировать непрерывный трубопровод. Каждый кусок трубы, произведенный на трубном заводе, называется стыком или отрезком (независимо от его измеренной длины). В некоторых случаях труба доставляется на строительную площадку трубопровода в виде «двойных стыков», когда два куска трубы предварительно свариваются друг с другом для экономии времени. Большая часть труб, используемых для нефте- и газопроводов, является бесшовной или прямошовной, хотя спирально-сварные трубы обычно используются для труб большего диаметра.
Каждый кусок трубы, произведенный на трубном заводе, называется стыком или отрезком (независимо от его измеренной длины). В некоторых случаях труба доставляется на строительную площадку трубопровода в виде «двойных стыков», когда два куска трубы предварительно свариваются друг с другом для экономии времени. Большая часть труб, используемых для нефте- и газопроводов, является бесшовной или прямошовной, хотя спирально-сварные трубы обычно используются для труб большего диаметра.
Трубы стальные выпускаются в 4-х вариантах
- Пила прямошовная
- Спирально-сварной
- Электросварка сопротивлением (ВПВ)
- Бесшовные
Труба сварная
Сварная труба (труба, изготовленная сварным швом) — это трубчатое изделие, изготовленное из плоских пластин, известных как скелп, которые формуются, сгибаются и подготавливаются к сварке.Самый популярный процесс для труб большого диаметра — это сварка продольным швом.
Спирально-сварная труба — это альтернативный процесс. Спиральная сварная конструкция позволяет изготавливать трубы большого диаметра из более узких пластин или скелпа. Дефекты, которые возникают в спирально сварной трубе, в основном связаны со сварным швом под флюсом и аналогичны по своей природе дефектам для трубы с продольной сваркой под флюсом.
Труба, сваренная сопротивлением (ВПВ) и сваркой с помощью высокочастотной индукции (ВЧИ), первоначально этот тип трубы, которая имеет твердофазный стыковой шов, была произведена с использованием нагрева сопротивлением для изготовления продольного шва (ВПВ).Но большинство трубных заводов теперь используют высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности. Однако этот продукт по-прежнему часто называют трубой для ВПВ, даже если сварной шов мог быть произведен с помощью процесса HFI.
Производство бесшовных трубных пробок
Этот процесс используется для изготовления бесшовных труб больших размеров, обычно диаметром от 6 до 16 дюймов (от 150 до 400 мм). Стальной слиток весом до двух тонн нагревается до 2370 ° F (1300 ° C) и протыкается. Отверстие в полой оболочке увеличивается на роторном удлинителе, в результате получается короткая толстостенная трубка, известная как блюм.
Стальной слиток весом до двух тонн нагревается до 2370 ° F (1300 ° C) и протыкается. Отверстие в полой оболочке увеличивается на роторном удлинителе, в результате получается короткая толстостенная трубка, известная как блюм.
Затем через блюм проталкивается внутренняя пробка примерно того же диаметра, что и конечный диаметр трубы. Затем блюм, содержащий пробку, пропускают между валками пробковой мельницы. Вращение валков уменьшает толщину стенки. Трубка поворачивается на 90 ° при каждом проходе через пробковую фрезу для обеспечения круглости. Затем труба проходит через намоточный стан и редукционный стан для выравнивания толщины стенки и получения готовых размеров. Затем труба разрезается на необходимую длину перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.
Производство бесшовных труб на оправке
Этот процесс используется для изготовления бесшовных труб меньшего размера, обычно диаметром от 1 до 6 дюймов (от 25 до 150 мм). Слиток стали нагревают до 2370 ° F (1300 ° C) и протыкают. Оправка вставляется в трубу, и сборка пропускается через прокатный (оправочный) стан. В отличие от пробкового стана, оправочный стан непрерывно уменьшает толщину стенок с помощью серии пар изогнутых роликов, установленных под углом 90 ° друг к другу. После повторного нагрева труба пропускается через многоклетьевой редукционный стан для уменьшения диаметра до конечного диаметра.Затем труба разрезается на необходимую длину перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.
Слиток стали нагревают до 2370 ° F (1300 ° C) и протыкают. Оправка вставляется в трубу, и сборка пропускается через прокатный (оправочный) стан. В отличие от пробкового стана, оправочный стан непрерывно уменьшает толщину стенок с помощью серии пар изогнутых роликов, установленных под углом 90 ° друг к другу. После повторного нагрева труба пропускается через многоклетьевой редукционный стан для уменьшения диаметра до конечного диаметра.Затем труба разрезается на необходимую длину перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.
Процесс экструзии бесшовных труб
Этот процесс используется только для труб малого диаметра. Пруток разрезается по длине и нагревается до 2280 ° F (1250 ° C) перед калибровкой и удалением окалины. Затем заготовку экструдируют через стальную головку. После экструзии конечные размеры трубы и качество поверхности достигаются на многорядном редукционном стане.
Труба, сваренная сопротивлением (ERW) и высокочастотной индукционной сваркой (HFI),
Первоначально этот тип трубы, который содержит твердофазный стыковой шов, производился с использованием нагрева сопротивлением для изготовления продольного шва (ERW), но на большинстве трубных заводов теперь используется высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности. Однако этот продукт по-прежнему часто называют трубой для ВПВ, даже если сварной шов мог быть произведен с помощью процесса HFI.
Однако этот продукт по-прежнему часто называют трубой для ВПВ, даже если сварной шов мог быть произведен с помощью процесса HFI.
Дефекты, которые могут возникать в трубах ERW / HFI, связаны с производством полосы, например, расслоение и дефекты на узкой линии сварки. Недостаток плавления из-за недостаточного нагрева и давления является основным дефектом, хотя трещины в виде крючков также могут образовываться из-за переориентации неметаллических включений на границе сварного шва. Поскольку линия сварки не видна после обрезки, а также характер процесса твердофазной сварки, могут быть получены значительные длины сварного шва с плохим сплавлением, если параметры сварки выходят за установленные пределы.Кроме того, первая труба ERW подвергалась реверсированию давления, что приводило к отказу в эксплуатации при более низком напряжении, чем наблюдаемое при испытании под давлением до начала эксплуатации. Эта проблема вызвана ростом трещины во время периода выдержки при испытании под давлением, что в случае ранних труб с ВПВ было связано с сочетанием низкой ударной вязкости линии сварного шва и отсутствия дефектов плавления.
Примечание об отсутствии проплавления в шве ВПВ
В результате этих ранних проблем труба ERW обычно рассматривалась как труба второго сорта, подходящая только для применений с низким давлением.Однако из-за нехватки бесшовных труб и более низкой стоимости труб из ВПВ поставщики и конечные пользователи в 1980-х годах приложили значительные усилия для улучшения качества трубного завода. В частности, было обнаружено, что точное отслеживание линии сварки оборудованием для автоматического ультразвукового контроля имеет решающее значение, поскольку линия сварки может слегка поворачиваться, когда труба покидает сварочную станцию. Кроме того, было обнаружено, что стандарт термообработки линии сварного шва, который необходим для обеспечения хорошей ударной вязкости, является важным, и некоторые спецификации требуют локальной термообработки линии сварного шва с использованием индукционных катушек с последующей нормализацией всего тела всей трубы в печь.В результате этих усовершенствований современные трубы ERW / HFI имеют гораздо лучшие характеристики, чем традиционный продукт, и были приняты рядом операторов для транспортировки газа под высоким давлением.
Текст о типах сварных и бесшовных труб для этой страницы взят из: General Electric Company
Длина труб
Трубопроводы с заводской длиной не отрезаны точно по длине, но обычно поставляются как:
- Одна случайная длина имеет длину около 5-7 метров
- Двойная произвольная длина имеет длину около 11-13 метров
Доступны более короткие и более длинные длины, но для расчетов целесообразно использовать эти стандартные длины; другие размеры, вероятно, дороже.
Концы труб
Для концов труб доступны 3 стандартные версии.
- Плоские концы (PE)
- Концы с резьбой (TE)
- Концы со скошенной кромкой (BE)
Трубы PE обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для сварки внахлест.
Реализация TE говорит сама за себя, эта производительность обычно используется для трубопроводных систем малого диаметра, а соединения будут выполняться с помощью фланцев с резьбой и резьбовых фитингов.
Реализация BE применяется ко всем диаметрам сварных встык фланцев или фитингов под сварку и приваривается напрямую (с небольшим зазором 3-4 мм) друг к другу или к трубе. Концы в большинстве случаев имеют фаску под углом 30 ° (+ 5 ° / -0 °) с поверхностью основания 1,6 мм (± 0,8 мм).
труб и цистерн | Проблемы с решениями
Q.1. Трубы M и N, соединенные вместе, могут заполнить цистерну за 6 минут. Если M требуется на 5 минут меньше, чем N, чтобы заполнить цистерну, то время, за которое только N может заполнить цистерну, будета) 15 мин
б) 10 мин
в) 30 мин
г) 25 мин
Ответ и объяснение
Sol: опция A
Пояснение: Пусть труба M заполнит бачок за x минут.
Таким образом, труба N заполнит цистерну за (x + 5) минут.
Теперь 1 / x + 1 / (x + 5) = 1/6 → x = 10
Таким образом, труба M может заполниться за 10 минут, поэтому N может заполниться за 10 + 5 = 15 минут.
а) 20 часов
б) 24 часа
в) 30 часов
d) Ни один из этих
Ответ и объяснение
Sol: опция C
Пояснение: Поскольку цистерна заполнена за 10 часов, следовательно, через 1 час, заполненная часть → 1/10
Теперь, из-за выпускной трубы, заполненная часть за 1 час = 1/15 часть
бачка опорожнено из-за утечки за 1 час = 1/10 — 1/15 = 1/30
Таким образом, утечка опустошит полный бачок за 30 часов.
а) 120 часов
б) 100 часов
c) 115 часов
г) 112 часов
Ответ и объяснение
Sol: опция A
Пояснение: Цистерна заполнена обеими трубами за один час = 1/12 + 1/20 = 2/15-е
Таким образом, обе трубы заполнили резервуар за 15/2 часа.
Теперь из-за утечки обе трубы заполнили цистерну за 15/2 + 30/60 = 8 часов.
Следовательно, из-за утечки, заполненная часть за один час = 1/8
Следовательно, часть цистерны опорожнена из-за утечки за один час = 2 / 15-1 / 8 = 1/120-я
∴ Через 120 часов утечка опустеет цистерна.
а) 6 мин
б) 16 мин
в) 10 мин
г) 12 мин
Ответ и объяснение
Sol: опция B
Пояснение: P может заполнить цистерну за 36 минут, поэтому за 1 минуту P может заполнить цистерну = 1/36 часть
За 24 минуты P может заполнить цистерну = 24 / 36 = 2/3.Оставшаяся часть = 1- 2/3 = 1/3-я
Поскольку Q может заполнить полную цистерну за 48 минут, так он заполнит
1/3-ю часть за 16 минут.
а) 18 1/3 часа
б) 20 часов
c) 10 часов
г) 12 1/4 часа
Ответ и объяснение
Sol: Option CПояснение: Пусть требуемое время будет x часов, затем
⇒ x / 16 + 3x / 80 = 1⇒ x = 11 = 10 часов.
Обязательно прочтите статьи о трубах и цистернах
Q.6. Два крана M и N могут наполнять цистерну по отдельности за 30 и 20 минут соответственно. Они начали наполнять цистерну вместе, но кран A отключается через несколько минут, а кран B заполняет остальную часть цистерны за 5 минут. Через сколько минут кран M был выключен?а) 9 мин
б) 10 мин
в) 12 миль
d) Ни один из этих
Ответ и объяснение
Sol: Опция A
Пояснение: Пусть M был выключен через x мин. Затем цистерна, заполненная M в x min + цистерна
Затем цистерна, заполненная M в x min + цистерна
, заполненная N в (x + 5) min = 1 ⇒ x / 30 + (x + 5) / 20 = 1 ⇒ 5x + 15 = 60 ⇒ x = 9 min.
a) 3 21/47 мин
б) 4 1/2 мин
c) 3 9 15/16 мин
d) Ни один из этих
Ответ и объяснение
Sol: Опция A
Пояснение: Пусть бачок будет заполнен через x мин.Затем часть, заполненная буквой A в x min + часть, заполненная буквой C в (x-2) min + часть, заполненная буквой C в (x-4) min = 1
⇒ x / 12 + (x-2) / 16 + ( x-4) / 20 = 1 ⇒ 47x — 78 = 240⇒ x = 162/47 = 321/47 мин
 Труба C в два раза быстрее, чем B, и B в три раза быстрее, чем A. Сколько времени потребуется одной только трубке A, чтобы заполнить резервуар?
Труба C в два раза быстрее, чем B, и B в три раза быстрее, чем A. Сколько времени потребуется одной только трубке A, чтобы заполнить резервуар?а) 200 часов
б) 205 часов
c) 352 часа
г) Не может быть определено
Ответ и объяснение
Sol: опция A
Пояснение: Предположим, что для заполнения бака одной только трубой A требуется x часов.
Тогда для заполнения резервуара по трубам B и C потребуется x / 3 и x / 6 часов соответственно.
Следовательно, 1 / x + 3 / x + 6 / x = 1/20 ⇒ 10 / x = 1/20 ⇒ x = 200 часов
а) 6 часов
б) 6.5 часов
c) 7 часов
г) 7,5 часов
Ответ и объяснение
Sol: опция C
Пояснение: 1 час работы (P + Q) = (1/10 + 1/20) = 3/20
(A + C) 1 час работы = (1/10 + 1/30) = 2/15
Часть заполнена за 2 часа = (3/20 + 2/15) = 17/60
Часть заполнена за 6 часов = (3 × 17/60) = 17 / 20
Оставшаяся часть = (1-17 / 20) = 3/20
Теперь очередь P и Q, и часть 3/20 заполняется P и Q за 1 час.
Следовательно, Общее время, необходимое для заполнения бака = (6 + 1) часов = 7 часов
а) 648 литров
б) 1440 литров
c) 1200 литров
г) 1800 литров
Ответ и объяснение
Sol: Option B
Пояснение: Пусть скорость велосипеда будет x км / час.Пусть скорость электромобиля будет y км / час
∴ 200 / x + 600 / y = 10 ∴ 300 / x + 500 / y = 11
Заполненная часть за 1 час
= (1 / 10-1 / 12) = 1/60
Время, затраченное на наполнение бака = 60 часов
Заполнение воды за 60 часов = 4 * 60 * 60 = 1440 литров












 Корзина (0)
Корзина (0)  Список желаний
Список желаний  Войти
МЕНЮ
Войти
МЕНЮ 




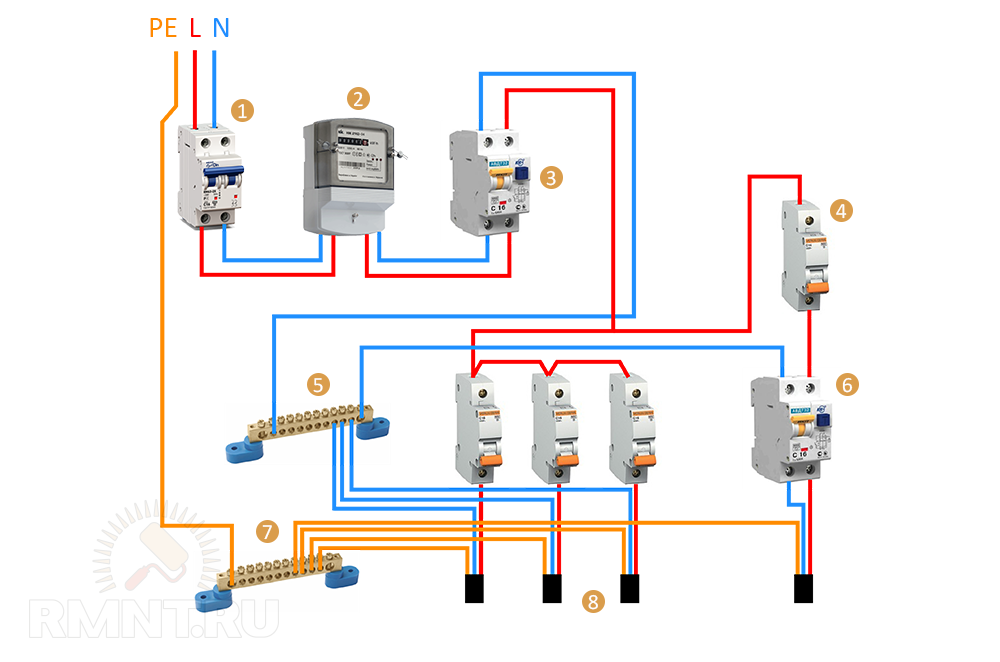
 Первый отключает питание линии при возникновении в ней короткого замыкания, а второй обесточивает сеть при появлении нагрузки, превышающей расчетную. АВ в дифавтоматах могут иметь 2 или 4 полюса, в зависимости от того, какую сеть они защищают – однофазную или трёхфазную.
Первый отключает питание линии при возникновении в ней короткого замыкания, а второй обесточивает сеть при появлении нагрузки, превышающей расчетную. АВ в дифавтоматах могут иметь 2 или 4 полюса, в зависимости от того, какую сеть они защищают – однофазную или трёхфазную. Это позволит удостовериться в исправности устройства. Если при тестовом испытании аппарат не отключился, пользоваться им нельзя.
Это позволит удостовериться в исправности устройства. Если при тестовом испытании аппарат не отключился, пользоваться им нельзя.

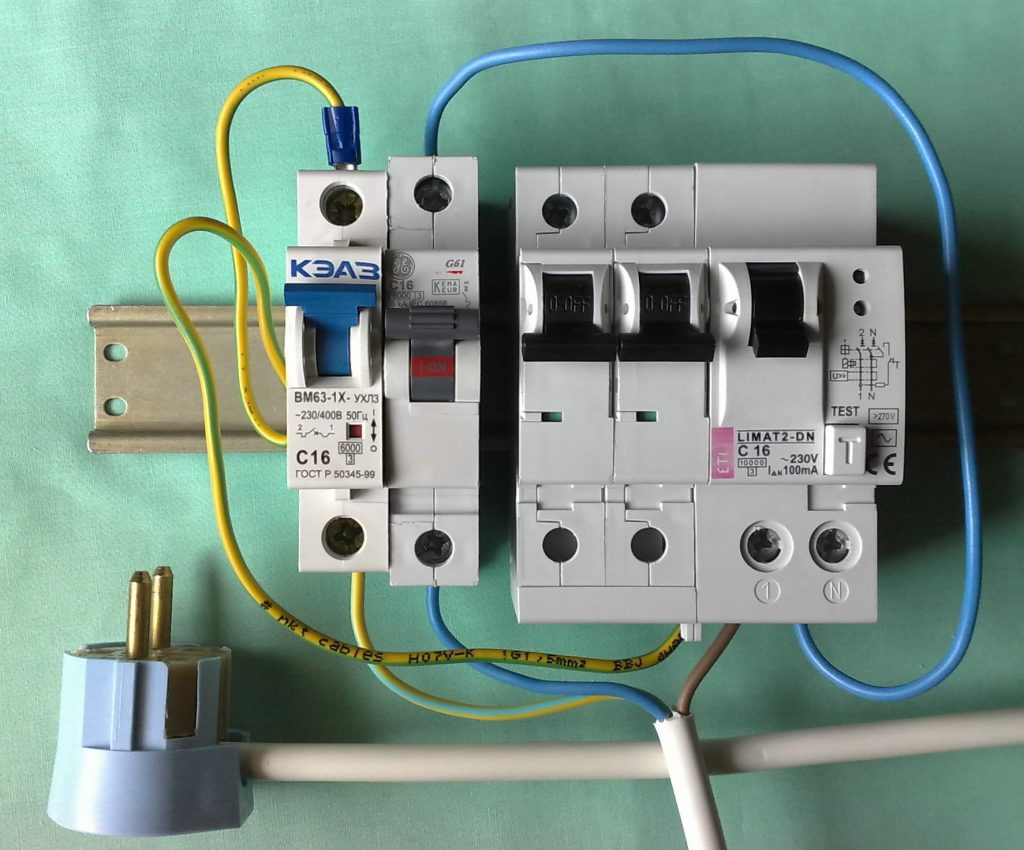 На корпусной части большинства дифференциальных АВ имеется принципиальная схема, а также обозначение разъемов.
На корпусной части большинства дифференциальных АВ имеется принципиальная схема, а также обозначение разъемов. Чтобы не вызвать сбоев в работе, нулевой контакт каждого дифавтомата следует соединять только с той веткой, которую он защищает.
Чтобы не вызвать сбоев в работе, нулевой контакт каждого дифавтомата следует соединять только с той веткой, которую он защищает.
 При таком подсоединении рычажки прибора устанавливаются в верхнее положение, но отключаются при подаче малейшей нагрузки. Ноль следует брать только с выхода защитного аппарата.
При таком подсоединении рычажки прибора устанавливаются в верхнее положение, но отключаются при подаче малейшей нагрузки. Ноль следует брать только с выхода защитного аппарата.

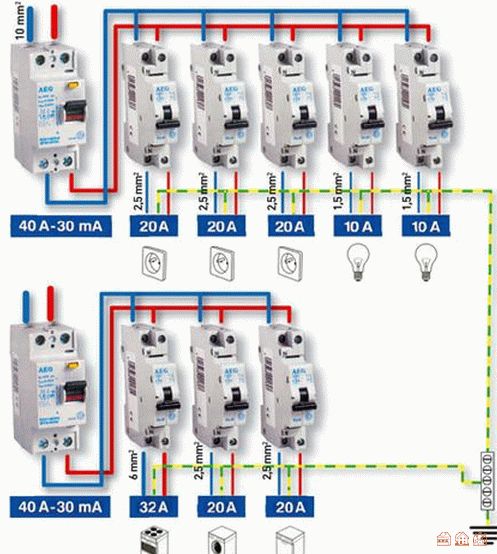
 В то же время остальные изделия не среагируют и будут работать в своем обыкновенном режиме. Преимущество такого варианта подключения заключается в том, что при возникновении утечки тока, короткого замыкания либо перегрузки электросети можно сразу же найти проблемный участок и переходить к его ремонту. Недостаток такого способа установки дифавтомата – повышенные материальные затраты на приобретение нескольких аппаратов.
В то же время остальные изделия не среагируют и будут работать в своем обыкновенном режиме. Преимущество такого варианта подключения заключается в том, что при возникновении утечки тока, короткого замыкания либо перегрузки электросети можно сразу же найти проблемный участок и переходить к его ремонту. Недостаток такого способа установки дифавтомата – повышенные материальные затраты на приобретение нескольких аппаратов. На самом деле схема не будет отличаться от предыдущих, если не учитывать тот факт, что на вводе и выводе из корпуса нужно подключить по четыре жилы.
На самом деле схема не будет отличаться от предыдущих, если не учитывать тот факт, что на вводе и выводе из корпуса нужно подключить по четыре жилы. Чтобы читатели «Сам электрика» смогли быстро и без проблем установить дифавтомат в щитке, предоставляем следующую пошаговую инструкцию:
Чтобы читатели «Сам электрика» смогли быстро и без проблем установить дифавтомат в щитке, предоставляем следующую пошаговую инструкцию:
 Физически дифференциальный автомат занимает меньше места, стоит дешевле, чем два защитных модуля автомат + УЗО. Но недостатки у этого электротехнического изделия тоже есть: при выходе из строя одной из составляющих частей устройства, придется полностью заменять весь дифавтомат, а это несколько дороже. Но достоинства дифференциального автомата, конечно, нивелируют этот несущественный его недостаток!
Физически дифференциальный автомат занимает меньше места, стоит дешевле, чем два защитных модуля автомат + УЗО. Но недостатки у этого электротехнического изделия тоже есть: при выходе из строя одной из составляющих частей устройства, придется полностью заменять весь дифавтомат, а это несколько дороже. Но достоинства дифференциального автомата, конечно, нивелируют этот несущественный его недостаток!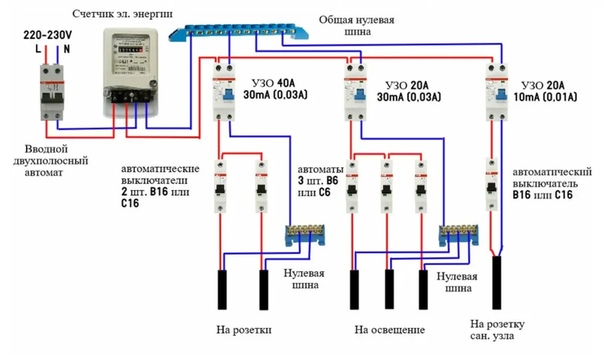 На задней стенке модуля устанавливается защелка для крепления к DIN-рейки. Монтаж устройства выполняется так же, как и простого автоматического выключателя или УЗО. В однофазных сетях с напряжением 220 В устанавливаются двухполюсные модули с четырьмя контактами, для ввода и вывода фазных и нулевых проводников. В трехфазных сетях с напряжением в 380 В используются четырехполюсные дифавтоматы с восемью контактами, для подключения входных и выходных проводников трех фаз и нейтрали.
На задней стенке модуля устанавливается защелка для крепления к DIN-рейки. Монтаж устройства выполняется так же, как и простого автоматического выключателя или УЗО. В однофазных сетях с напряжением 220 В устанавливаются двухполюсные модули с четырьмя контактами, для ввода и вывода фазных и нулевых проводников. В трехфазных сетях с напряжением в 380 В используются четырехполюсные дифавтоматы с восемью контактами, для подключения входных и выходных проводников трех фаз и нейтрали.
 Одной из них является Оушен Трейд.
Одной из них является Оушен Трейд. Но многие производители делают этот показатель ниже, что позволяет применять материал даже для создания мебели для детей.
Но многие производители делают этот показатель ниже, что позволяет применять материал даже для создания мебели для детей. Материал обладает выдающимися техническими данными, благодаря многослойной структуре и специальной технологии изготовления. Разобраться в особенностях материала и уровне его безопасности поможет информация с конкретными цифрами.
Материал обладает выдающимися техническими данными, благодаря многослойной структуре и специальной технологии изготовления. Разобраться в особенностях материала и уровне его безопасности поможет информация с конкретными цифрами. В результате ДСП постепенно вытесняет более прогрессивный аналог.
В результате ДСП постепенно вытесняет более прогрессивный аналог.
 В качестве лицевой обработки используется краска, составы против влаги и возгорания, биозащита.
В качестве лицевой обработки используется краска, составы против влаги и возгорания, биозащита. В смесь добавляют парафин, все это перемешивается в специальном барабане.
В смесь добавляют парафин, все это перемешивается в специальном барабане. Прочность, невысокая цена и малый вес делают плиты из ориентированной стружки пригодными для изготовления мягкой и корпусной мебели, перевозочной тары.
Прочность, невысокая цена и малый вес делают плиты из ориентированной стружки пригодными для изготовления мягкой и корпусной мебели, перевозочной тары. В качестве ее крепления можно применять столярный клей.
В качестве ее крепления можно применять столярный клей. Сюда же можно отнести данные по весомым категориям ОСП:
Сюда же можно отнести данные по весомым категориям ОСП: К недостаткам можно отнести необходимость использования респиратора в процессе монтажа и обработки для защиты от мелкой стружки и выделяемых паров от смолы.
К недостаткам можно отнести необходимость использования респиратора в процессе монтажа и обработки для защиты от мелкой стружки и выделяемых паров от смолы. Классификация выглядит таким образом (расчет на 100гр сухого вещества): Е0 – до 6,5 мг, Е1 – до 10 мг, Е2 – 10-20 мг и Е3 – до 30 мг.
Классификация выглядит таким образом (расчет на 100гр сухого вещества): Е0 – до 6,5 мг, Е1 – до 10 мг, Е2 – 10-20 мг и Е3 – до 30 мг.
 Подходит для наружных работ.
Подходит для наружных работ. Специалисты рекомендуют дополнительно обрабатывать материал антикоррозийным, термостойким и влагостойким покрытием для повышения параметров износостойкости. Пример монтажа наружных конструкций из OSB показан на видео.
Специалисты рекомендуют дополнительно обрабатывать материал антикоррозийным, термостойким и влагостойким покрытием для повышения параметров износостойкости. Пример монтажа наружных конструкций из OSB показан на видео. Благодаря инновационным технологиям OSB обладают высокой плотностью, не расслаиваются, не имеют сколов или пустот. ОСБ плита характеристики:
Благодаря инновационным технологиям OSB обладают высокой плотностью, не расслаиваются, не имеют сколов или пустот. ОСБ плита характеристики:

 Слои, которые находятся снаружи, располагаются вдоль, а слои, которые находятся внутри – сделаны в другом направлении. Все слои отлично между собой проклеены с помощью различных смол, воска, пропитки, поэтому изделие само по себе очень прочное.
Слои, которые находятся снаружи, располагаются вдоль, а слои, которые находятся внутри – сделаны в другом направлении. Все слои отлично между собой проклеены с помощью различных смол, воска, пропитки, поэтому изделие само по себе очень прочное.
 Из них настилают пол, делаются конструкции, где по плану будут стоять тяжёлые материалы.
Из них настилают пол, делаются конструкции, где по плану будут стоять тяжёлые материалы.
 youtube.com/embed/iN8-xjJj8zA»/>
youtube.com/embed/iN8-xjJj8zA»/>
 По завершении работы над покраской плит можно покрыть изделие лаком, однако только при проведении внутренних работ, в случае наружных работ используют более серьезные методы.
По завершении работы над покраской плит можно покрыть изделие лаком, однако только при проведении внутренних работ, в случае наружных работ используют более серьезные методы. На свою цену изделия действительно очень качественные и полностью её оправдывают. Среди тех людей, которые использовали данные плиты, практически не найдётся ни одного, который бы негативно о них отозвался. Листы ОСБ имеют огромное количество положительных характеристик, что делает их применение достаточно лёгким.
На свою цену изделия действительно очень качественные и полностью её оправдывают. Среди тех людей, которые использовали данные плиты, практически не найдётся ни одного, который бы негативно о них отозвался. Листы ОСБ имеют огромное количество положительных характеристик, что делает их применение достаточно лёгким. Изделия, изготовленные из древесных отходов, включая фанеру, ДСП и ДВП, клееный брус и т.д., применяются в мебельной промышленности и строительстве. Кроме того, сегодня большую популярность приобрели плиты ОСБ, технические характеристики которых дают возможность использовать этот материал в самых различных производственных направлениях.
Изделия, изготовленные из древесных отходов, включая фанеру, ДСП и ДВП, клееный брус и т.д., применяются в мебельной промышленности и строительстве. Кроме того, сегодня большую популярность приобрели плиты ОСБ, технические характеристики которых дают возможность использовать этот материал в самых различных производственных направлениях. При условии правильного подбора толщины, плита ОСБ может выдержать весьма значительную нагрузку, составляющую несколько центнеров.
При условии правильного подбора толщины, плита ОСБ может выдержать весьма значительную нагрузку, составляющую несколько центнеров. А в последнее время многие производители полностью исключили применение формальдегидов в своем производстве.
А в последнее время многие производители полностью исключили применение формальдегидов в своем производстве. Один из самых важных – их толщина, которая может составлять от 8 до 26 мм (с шагом 1-2 мм). Он оказывает непосредственное влияние на использование этого материала. Например, при отделке различных конструкций, в которых не предвидится высокая нагрузка на плиту, могут быть использованы достаточно тонкие листы, толщиной до 16 мм. Это стены, основания для мягкой кровли и т.д. При увеличении нагрузки применяются более толстые плиты.
Один из самых важных – их толщина, которая может составлять от 8 до 26 мм (с шагом 1-2 мм). Он оказывает непосредственное влияние на использование этого материала. Например, при отделке различных конструкций, в которых не предвидится высокая нагрузка на плиту, могут быть использованы достаточно тонкие листы, толщиной до 16 мм. Это стены, основания для мягкой кровли и т.д. При увеличении нагрузки применяются более толстые плиты. А что потребуется для того, чтобы сделать личный кабинет на балконе, вы можете узнать из нашей отдельной статьи.
А что потребуется для того, чтобы сделать личный кабинет на балконе, вы можете узнать из нашей отдельной статьи. д. При этом на вопрос: «ОСБ плита, что это такое?» можно ответить, что удобный в работе, универсальный материал, который может использоваться как самостоятельное покрытие, так и как вспомогательный элемент для подготовки оснований различных видов покрытий к финишной отделке.
д. При этом на вопрос: «ОСБ плита, что это такое?» можно ответить, что удобный в работе, универсальный материал, который может использоваться как самостоятельное покрытие, так и как вспомогательный элемент для подготовки оснований различных видов покрытий к финишной отделке. При монтаже нужно обязательно оставлять небольшие зазоры между плитами, чтобы предотвратить их деформацию при естественном расширении в процессе использования.
При монтаже нужно обязательно оставлять небольшие зазоры между плитами, чтобы предотвратить их деформацию при естественном расширении в процессе использования.
 Такие изделия часто используются в мебельной промышленности в качестве чернового материала для создания каркасов диванов, которые в дальнейшем закрываются обивкой.
Такие изделия часто используются в мебельной промышленности в качестве чернового материала для создания каркасов диванов, которые в дальнейшем закрываются обивкой. В некоторых субтропических районах Кавказа Бугенвиллия растет в открытом грунте на протяжении всего года, но и тогда рекомендуем ее укрывать в особо критическое, с точки зрения температуры, время года в профилактических целях.
В некоторых субтропических районах Кавказа Бугенвиллия растет в открытом грунте на протяжении всего года, но и тогда рекомендуем ее укрывать в особо критическое, с точки зрения температуры, время года в профилактических целях. Это главное условие ее роста и интенсивного окрашивания околоцветников во время цветения. При недостатке света побеги начинают вытягиваться, листва бледнеет, цветение прекращается.
Это главное условие ее роста и интенсивного окрашивания околоцветников во время цветения. При недостатке света побеги начинают вытягиваться, листва бледнеет, цветение прекращается.
 Можно повышать влажность с помощью емкости с водой, установленной вблизи горшка с цветком, или сам горшок поставить в поддон на влажную гальку. А можно купить увлажнитель воздуха и пользоваться им.
Можно повышать влажность с помощью емкости с водой, установленной вблизи горшка с цветком, или сам горшок поставить в поддон на влажную гальку. А можно купить увлажнитель воздуха и пользоваться им. Но и допускать полной пересушки субстрата нельзя. Один раз в 2-3 недели поливать надо. Чем прохладнее воздух в помещении, тем реже следует поливать. Если во время зимнего покоя цветок сбросил все листья, полив прекращают совсем.
Но и допускать полной пересушки субстрата нельзя. Один раз в 2-3 недели поливать надо. Чем прохладнее воздух в помещении, тем реже следует поливать. Если во время зимнего покоя цветок сбросил все листья, полив прекращают совсем. Добавьте для рыхлости немного вермикулита, мела, золы и кусочков древесного угля для профилактики грибковых инфекций. Все компоненты обязательно пропаривают или проливают кипятком для исключения инфекций, вирусов и паразитов. Потом субстрат просушивают.
Добавьте для рыхлости немного вермикулита, мела, золы и кусочков древесного угля для профилактики грибковых инфекций. Все компоненты обязательно пропаривают или проливают кипятком для исключения инфекций, вирусов и паразитов. Потом субстрат просушивают. Молодые растения растут быстро. В условиях оранжереи прирост за год может составить 3 метра. Чем больше будет горшок, тем длиннее вырастут ветки цветка. И наоборот. В тесном горшке прирост будет минимальный, но цветение – обильнее. Молодые экземпляры пересаживают ежегодно, чтобы восстановить питательность почвы. Взрослые – раз в 3 – 4 года, потому что они плохо переносят эту процедуру.
Молодые растения растут быстро. В условиях оранжереи прирост за год может составить 3 метра. Чем больше будет горшок, тем длиннее вырастут ветки цветка. И наоборот. В тесном горшке прирост будет минимальный, но цветение – обильнее. Молодые экземпляры пересаживают ежегодно, чтобы восстановить питательность почвы. Взрослые – раз в 3 – 4 года, потому что они плохо переносят эту процедуру. Они нуждаются в поддержке. Понадобится проволочная или бамбуковая подпорка. Молодым кустикам достаточно будет проволочной скобы. Ее сгибают вдвое, складывают под нужным углом и втыкают в почву у основания цветка.
Они нуждаются в поддержке. Понадобится проволочная или бамбуковая подпорка. Молодым кустикам достаточно будет проволочной скобы. Ее сгибают вдвое, складывают под нужным углом и втыкают в почву у основания цветка. Ознакомиться с наиболее красивыми сортами Бугенвиллии можно здесь.
Ознакомиться с наиболее красивыми сортами Бугенвиллии можно здесь.
 Ждут, когда Бугенвиллия даст новые побеги — их тоже стоит контролировать в росте: лишние — убирать, длинные — прищипывать и подрезать, отклонившиеся от нужного направления – подправлять с помощью проволоки. Когда веточки одревеснеют в нужном положении, проволоку убирают.
Ждут, когда Бугенвиллия даст новые побеги — их тоже стоит контролировать в росте: лишние — убирать, длинные — прищипывать и подрезать, отклонившиеся от нужного направления – подправлять с помощью проволоки. Когда веточки одревеснеют в нужном положении, проволоку убирают.
 В качестве посадочного материала используют нарезанные в июне полуодревесневшие черенки. Старайтесь, выбрать еще не цветущие, растущие вглубь или загущающие крону черенки, чтобы не испортить декоративность материнского кустика. Нижние листья удалите. Укоренять Бугенвиллию нужно в смеси торфа и песка в контейнере с крышкой или в пластиковом стаканчике под пленкой. Желательно срезы черенков обработать толченым углем и стимулятором корнеобразования (Корневин, Циркон и другие).
В качестве посадочного материала используют нарезанные в июне полуодревесневшие черенки. Старайтесь, выбрать еще не цветущие, растущие вглубь или загущающие крону черенки, чтобы не испортить декоративность материнского кустика. Нижние листья удалите. Укоренять Бугенвиллию нужно в смеси торфа и песка в контейнере с крышкой или в пластиковом стаканчике под пленкой. Желательно срезы черенков обработать толченым углем и стимулятором корнеобразования (Корневин, Циркон и другие). Не тяните молодое растение за стволик. Лучше разрежьте емкость, в которой оно укоренялось. Доращивайте в светлом месте с температурой воздуха около 20 гр. Когда побеги достигнут в длину 5 см, их необходимо прищипнуть. Когда корневая система заполнит весь горшочек, растение следует пересадить в другой горшок, с диаметром 11 – 12 см. Не забывайте о дренаже. Обильно поливайте молодые кустики, но не допускайте застоя влаги в корневой системе.
Не тяните молодое растение за стволик. Лучше разрежьте емкость, в которой оно укоренялось. Доращивайте в светлом месте с температурой воздуха около 20 гр. Когда побеги достигнут в длину 5 см, их необходимо прищипнуть. Когда корневая система заполнит весь горшочек, растение следует пересадить в другой горшок, с диаметром 11 – 12 см. Не забывайте о дренаже. Обильно поливайте молодые кустики, но не допускайте застоя влаги в корневой системе. Для этого рядом с Бугенвиллией ставят другой горшок с влажным субстратом. На материнском растении выбирают молодой, еще не одревесневший побег. В том мест
Для этого рядом с Бугенвиллией ставят другой горшок с влажным субстратом. На материнском растении выбирают молодой, еще не одревесневший побег. В том мест

 Очаровательная древовидная лиана с красными, алыми или желтыми цветками притягивает взгляд. Она может быть, как украшением дома, так и сада. Но, чтобы иметь такой цветок в своей коллекции, нужно знать секреты ухода за ним, а так же, как происходит размножение бугенвиллии. Опытные цветоводы уже научились получать «потомство» от этого цветущего растения, а вот начинающие могут столкнуться с трудностями.
Очаровательная древовидная лиана с красными, алыми или желтыми цветками притягивает взгляд. Она может быть, как украшением дома, так и сада. Но, чтобы иметь такой цветок в своей коллекции, нужно знать секреты ухода за ним, а так же, как происходит размножение бугенвиллии. Опытные цветоводы уже научились получать «потомство» от этого цветущего растения, а вот начинающие могут столкнуться с трудностями. Но при этом, не правильно думать, что для ее размножения нужен большой сосуд. Лучше всего взять горшок диаметром не более 10 см.
Но при этом, не правильно думать, что для ее размножения нужен большой сосуд. Лучше всего взять горшок диаметром не более 10 см. Также подходящий субстрат может состоять из листовой земли и песка.
Также подходящий субстрат может состоять из листовой земли и песка. Лучшее место для укоренения и размножения отростка бугениллии – подоконник на солнечной, южной стороне. Он должен постоянно находиться под тепличным «колпаком», который снимают только для полива. Нельзя также допускать засыхания грунта, он должен быть постоянно слегка влажным.
Лучшее место для укоренения и размножения отростка бугениллии – подоконник на солнечной, южной стороне. Он должен постоянно находиться под тепличным «колпаком», который снимают только для полива. Нельзя также допускать засыхания грунта, он должен быть постоянно слегка влажным.
 Также она не любит, когда меняют ее месторасположение. Если часто переставлять цветок с места на место, он может прекратить свое развитие и «замереть» на несколько месяцев.
Также она не любит, когда меняют ее месторасположение. Если часто переставлять цветок с места на место, он может прекратить свое развитие и «замереть» на несколько месяцев.
 Опубликовано
Опубликовано 
















 Необычный стол
Необычный стол Салфетки
Салфетки Коврик
Коврик Основа для торшера
Основа для торшера Горшки из речного камня
Горшки из речного камня Каменные дорожки
Каменные дорожки Обновление зеркала
Обновление зеркала Кухонный фартук
Кухонный фартук Подставка под обувь
Подставка под обувь Ручки
Ручки Так что в следующий раз, когда Вы отправитесь в отпуск, или отдыхать на природу, к реке, привезите несколько камней, которые позже сможете использовать в своих дизайнерских проектах!
Так что в следующий раз, когда Вы отправитесь в отпуск, или отдыхать на природу, к реке, привезите несколько камней, которые позже сможете использовать в своих дизайнерских проектах!














































































































































 схема армирования ленточного фундамента
схема армирования ленточного фундамента























 Технический бетон может выдержать сильное механическое воздействие, но требует дополнительного укрепления. Для обеспечения качественной несущей способности делают армирование ленточного фундамента, благодаря которому усиливается эффективность и долговечность проведённых работ. Выполняется оно и в плиточных конструкциях, сваях и столбах, хотя такой необходимости нет.
Технический бетон может выдержать сильное механическое воздействие, но требует дополнительного укрепления. Для обеспечения качественной несущей способности делают армирование ленточного фундамента, благодаря которому усиливается эффективность и долговечность проведённых работ. Выполняется оно и в плиточных конструкциях, сваях и столбах, хотя такой необходимости нет. зернистость заполнителя в бетоне должна быть такой, чтобы материал не застревал между стержнями в случае частого расположения;
зернистость заполнителя в бетоне должна быть такой, чтобы материал не застревал между стержнями в случае частого расположения; Рабочие, на которые приходится бо́льшая часть нагрузки. Они укладываются вдоль стены. Их толщина должна быть больше, чем соединительных элементов.
Рабочие, на которые приходится бо́льшая часть нагрузки. Они укладываются вдоль стены. Их толщина должна быть больше, чем соединительных элементов.
 Разрешается использовать несколько частей. Количество лапок на 1 угол может быть от 2 до 5 в зависимости от расположения элементов арматуры. Используемый прут напоминает собой кочергу, которая соединяет каркас одной стены с элементами другой. Здесь арматурные части надо приваривать, чтобы обеспечить хорошую надёжность.
Разрешается использовать несколько частей. Количество лапок на 1 угол может быть от 2 до 5 в зависимости от расположения элементов арматуры. Используемый прут напоминает собой кочергу, которая соединяет каркас одной стены с элементами другой. Здесь арматурные части надо приваривать, чтобы обеспечить хорошую надёжность.
 Чтобы упростить рабочий процесс, нужно сделать шаблоны. Для этого потребуются деревянные бруски шириной 30—50 см. В древесине делаются отверстия, которые будут повторять стержни в каркасе. В них раскладывают куски вязальной проволоки и после этого фиксируют нужные пруты. Вязальный крючок используется при соединении элементов перекрестий для провязывания внахлёст. После этого проволоку можно затягивать туже.
Чтобы упростить рабочий процесс, нужно сделать шаблоны. Для этого потребуются деревянные бруски шириной 30—50 см. В древесине делаются отверстия, которые будут повторять стержни в каркасе. В них раскладывают куски вязальной проволоки и после этого фиксируют нужные пруты. Вязальный крючок используется при соединении элементов перекрестий для провязывания внахлёст. После этого проволоку можно затягивать туже.
 Армирование фундамента является монтажным процессом, позволяющим равномерно распределить вертикальное давление со стороны здания на заглубленный контур, а дальше — на грунт. Как правило, оказываемая на основание нагрузка различается по месту. Причины этого кроются в конструкции помещений, пристройках, мебели, цементных стяжках, установке тяжелой бытовой техники.
Армирование фундамента является монтажным процессом, позволяющим равномерно распределить вертикальное давление со стороны здания на заглубленный контур, а дальше — на грунт. Как правило, оказываемая на основание нагрузка различается по месту. Причины этого кроются в конструкции помещений, пристройках, мебели, цементных стяжках, установке тяжелой бытовой техники.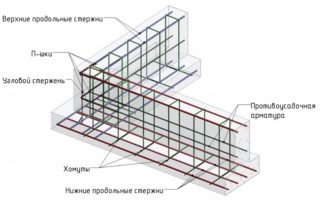


 Армирование фундамента, расчет арматуры, укладка и вязка — это комплекс мероприятий, от качества выполнения которых зависит прочность основания и срок службы всего здания в целом. Чтобы избежать ошибок, должна быть составлена подробная схема раскладки с пояснительной запиской относительно последовательности проведения монтажа.
Армирование фундамента, расчет арматуры, укладка и вязка — это комплекс мероприятий, от качества выполнения которых зависит прочность основания и срок службы всего здания в целом. Чтобы избежать ошибок, должна быть составлена подробная схема раскладки с пояснительной запиской относительно последовательности проведения монтажа. Каркас для ленточного фундамента делается по размеру траншеи или уложенной в нее опалубки, в соответствии с заранее составленным проектом. Сборка начинается после обустройства отсыпки.
Каркас для ленточного фундамента делается по размеру траншеи или уложенной в нее опалубки, в соответствии с заранее составленным проектом. Сборка начинается после обустройства отсыпки.



















 золота и
золота и  фрагментов прозрачного куба через машины усиления или
фрагментов прозрачного куба через машины усиления или  очищенных терраниумов через Краснохвостого Джонатана.
очищенных терраниумов через Краснохвостого Джонатана. Остатков надежды выдаются, если предмет уничтожен.
Остатков надежды выдаются, если предмет уничтожен. Мастер-ремесленник, Фаворит Кири или формула навыка подкрепления
Мастер-ремесленник, Фаворит Кири или формула навыка подкрепления  , могут увеличить вероятность успеха подкреплений.
, могут увеличить вероятность успеха подкреплений. High Powered дает 5% скидку на армирование.
High Powered дает 5% скидку на армирование.