Стальные панельные радиаторы – это современные отопительные приборы, предназначенные для использования в закрытых системах отопления многоквартирных и индивидуальных частных домах.
Конструкция стальных панельных радиаторов
Конструктивно панельные радиаторы состоят из нескольких стальных панелей (от 1 до 3) в которых есть вертикальные и горизонтальные каналы для теплоносителя.
Для повышения площади теплообмена и конвективной теплоотдачи изнутри к панели приваривают П-образные стальные ребра. Рост теплоотдачи составляет более 50%.
Панель радиатора изготавливается сваркой двух штампованных листов холоднокатаной листовой углеродистой стали толщиной 1,2мм — 1,25 мм. Некоторые производители по спецзаказу изготавливают радиаторы из оцинкованной стали. Для конвективных нагревательных пластин оребрения используется сталь толщиной 0,4мм — 0,5мм.
Снаружи радиаторы грунтуются методом катафорезного погружения и окрашиваются порошковым методом. Стандартные цвет – белый, но некоторые производители по спецзаказу изготавливают цветные панельные радиаторы.
Панельные радиаторы с двумя или тремя панелями обычно имеют декоративные решетки сверху и сплошные панели по бокам.
Стандартный радиатор оснащен четырьмя боковыми присоединительными патрубками 4х1/2″ВР по два с каждой стороны. Для присоединения радиатора используют два патрубка, а два оставшихся закрывают заглушками.
Разновидности стальных панельных радиаторов
По наличию конвективных ребер
Различают панельные радиаторы с конвективным оребрением и гигиенические панельные радиаторы без конвективных пластин.
Гигиенические радиаторы отличаются легким доступом внутрь радиатора для его очистки от пыли и обычно выпускаются без декоративных решеток. Эти радиаторы популярны в больницах и других помещениях с высокими гигиеническими требованиями.
По способу присоединения
Различают классические радиаторы с боковым подключением и радиаторы с нижним подключением.
Радиатор с нижним подключением имеет два дополнительных нижних патрубка размером 2х3/4”НР или 2х1/2”ВР с межосевым расстоянием 50мм и встроенную термостатическую клапанную вставку. Термостатическая головка не входит в стандартный комплект поставки и приобретается отдельно. Патрубки радиаторов с нижним подключением стандартно располагаются в правом нижнем углу (на фото). Также выпускаются радиаторы с центральным нижним подключением и с патрубками в левом углу (имеют маркировку L – left)
По виду фронтальной панели
Различают следующие виды панельных радиаторов
Радиаторы с плоской фронтальной панелью, изготавливаются путем приклеивания декоративной панели к стандартной профилированной панели.
Типоразмеры стальных панельных радиаторов
Стальные панельные радиаторы отличает очень большое количество типоразмеров.
Тип панельного радиатора
Этот параметр задается 2 цифрами: первая указывает на общее количество панелей, а вторая – на количество отопительных панелей с оребрением. Например, стальной панельный радиатор типа 21 означает, что у радиатора есть две панели, в том числе одна панель с конвективными ребрами. Гигиенические радиаторы имеют типы: 10, 20, 30
Размеры панельных радиаторов
Панельные радиаторы характеризуются широкой номенклатурой по высоте и длине:
Габаритная высота радиаторов: 200, 300, 400, 450, 500, 550, 600, 900мм. Выделены самые популярные размеры.
Габаритная длина радиаторов: от 400 до 3000 мм с шагом от 100мм.
Монтажная высотапанельных радиаторов
Монтажная высота – это межосевое расстояние между боковыми присоединительными патрубками радиатора. Значение монтажной высоты получается путем вычитания из габаритной высоты радиатора фиксированного значения, которое различно для разных производителей. Например, значения для наиболее популярных панельных радиаторов:
Purmo — 50мм
Kermi — 54мм
Vogel & Noot — 54мм
Prado — 50мм
Лидея — 56мм
Технические характеристики стальных панельных радиаторов
Основными техническими параметрами панельных радиаторов являются рабочее давление, тепловая мощность и рабочая температура.
Рабочее давление стальных панельных радиаторов
Есть две разновидности стальных панельных радиаторов: с рабочим давлением 7-8 бар и рабочим давлением 10 бар. Испытательное давление выше рабочего на 2-3 бара. Стальные панельные радиаторы с рабочим давлением 7-8 бар повсеместно распространены в Европе, но в России доминируют стальные радиаторы с рабочим давлением 10 бар, которые специально производят для российского рынка. Рабочее давление в системе отопления малоэтажных домов (до 5 этажей) не превышает 4 бар (атмосфер), а в типовых девятиэтажных домах составляет 5 – 7 бар.
В Западной Европе преобладает малоэтажная и среднеэтажная застройка, что объясняет пониженные требования к рабочему давлению стальных панельных радиаторов. А в России панельные радиаторы часто используют в высотной застройке, где рабочее давление может составлять 7-10 бар.
Тепловая мощность радиатора, также называемая теплоотдачей.
Это основной параметр для отопительного прибора, который показывает какое количество тепловой энергии отдает радиатор в определенную единицу времени. Тепловая мощность выражается в ваттах.
Значение тепловой мощности зависит как от конструктивных особенностей (шаг оребрения конвективными панелями) и типоразмера прибора, так и от теплового режима эксплуатации радиатора. Согласно с ЕС нормой EN442 стандартным является тепловой режим 75/65/20. Что означает: 75 С – температура воды поступающей в систему отопления, 65 С- температура обратной воды, 20 С – температура воздуха в помещении.
Если параметры системы отопления отличаются от стандартного теплового режима 75/65/20, то потребуется пересчет тепловой мощности панельного радиатора. Для этого можно воспользоваться таблицами производителей, корректировочными коэффициентами или по формуле пересчета. Чем ниже параметры температурного режима, тем более мощные потребуются радиаторы и наоборот;
Максимальная рабочая температура
Этот параметр является стандартным для всех производителей и составляет 110 °C, что не позволяет использовать эти отопительные приборы в паровых системах отопления.
Особенности применения стальных панельных радиаторов
Стальные панельные радиаторы рекомендуются к применения в закрытых системах отопления как частных, так и современных многоквартирных домов с тепловыми пунктами или поквартирным отоплением настенными котлами;
Стальные панельные радиаторы не рекомендуется использовать в многоквартирных домах с центральным отоплением (с элеваторными узлами) и в частных домах с открытой гравитационной системой отопления;
Стальные панельные радиаторы являются лучшим решением для низкотемпературного радиаторного отопления. Это актуально при использовании эффективных конденсационных котлов. Для наиболее экономичного режима котла рекомендуется поддерживать температуру в «обратке» на уровне 50-55 С.
Кроме того, низкотемпературное отопление позволяет снизить тепловую нагрузку на трубопроводы системы отопления. Можно без опасения использовать различные пластиковые трубы.
Комплектация и монтаж стальных панельных радиаторов
Панельные радиаторы стандартно предназначены для навесного монтажа и имеют крепежные пластины на тыльной стороне. Возможен напольный монтаж для этого надо купить специальный напольный крепеж.
Некоторые производители снабжают свои радиаторы базовым монтажным комплектом, который включает в себя: комплект настенных кронштейнов, заглушку и ручной воздухоотводчик (кран Маевского).
Панельные радиаторы вентильного типа (с термостатической клапанной вставкой) поставляются без термоголовки, которую надо покупать отдельно.
Для радиаторов, которые поставляются без монтажного комплекта необходимо приобрести соответствующий монтажный комплект.
Преимущества и недостатки стальных панельных радиаторовПреимущества стальных панельных радиаторов
Можно подобрать экономичные модели с минимальной ценой за 1 кВт тепловой мощности;
Большой набор типоразмеров позволяет легко подобрать прибор нужной тепловой мощности и вписать его в заданные размеры;
Подходят для низкотемпературного отопления, так как благодаря конвективному оребрению обладают высокой теплоотдачей;
Хорошо поддаются терморегулированию благодаря низкой тепловой инерции;
Доступны модели с различными способами подключения снизу и сбоку.
Недостатки стальных панельных радиаторов
Малая коррозионная стойкость: чувствительны к растворенному в теплоносителе кислороду; Коррозия резко усиливается в случае опорожнения системы отопления, например, летом;
Чувствительны к грязи в теплоносителе – могут забиваться;
Чувствительны к гидравлическим ударам;
Рабочее давление не больше 10 бар;
Доминирует конвективная теплопередача (75% — конвективное теплоизлучение; 25% — лучистое излучение). Конвективная теплопередача предполагает нагрев и циркуляцию воздуха в отапливаемом помещении, что приводит к циркуляции пыли.
Советы по выбору и эксплуатации стальных панельных радиаторов
В малоэтажных (частных) и среднеэтажных домах целесообразно применять стальные панельные радиаторы с рабочим давлением 8 бар, что даст существенную экономию без потерь в надежности системы.
Термостатическую вставку можно выкрутить и сделать стандартное боковое подключение;
Стальные панельные радиаторы одного вида и типоразмера имеют близкие значения тепловой мощности, отличающиеся не более чем на 10% (что меньше чем запас при проектировании), одинаковые присоединительные размеры и схожий дизайн. Поэтому они вполне взаимозаменяемы;
При установке необходимо создать условия для циркуляции воздуха, поэтому расстояние от радиатора до пола и до подоконника должно быть не менее 100мм;
Радиаторы надо устанавливать в заводской упаковке и снять эту упаковку после окончания всех отделочных работ.
При выборе трубопроводной арматуры для подключения панельных радиаторов обязательно надо учитывать какая система отопления однотрубная или двухтрубная. Для однотрубной системы отопления нужны специализированные клапаны с повышенной пропускной способностью (Kv).
Рекомендуется подбирать радиаторы исходя из ожидаемых тепловых потерь обогреваемого помещения, а не по ширине окон. Потому что в последнем случае можно не только значительно переплатить, но сильно ухудшить микроклимат в помещении. Эту ситуацию может спасти только установка радиаторных терморегуляторов.
Основные производители стальных панельных радиаторов
На российском рынке представлена продукция более 40 производителей стальных панельных радиаторов. Доля импортных радиаторов превышает 80%, подавляющее большинство из них европейского производства.
Основные производители и торговые марки стальных панельных радиаторов.
Rettig Heating (Германия, Финляндия, Польша): Purmo, Vogel&Noot, Dia Norm
Kermi (Германия)
Korado (Чехия)
Prado (Россия)
Лидея (Беларусь)
Сопутствующие товары и аксессуары для стальных панельных радиаторов
Для подключения панельного радиатора, то есть обвязки радиатора, используют специализированную трубопроводную арматуру.
Стальные панельные радиаторы «OASIS» — современный отопительный прибор, отвечающий европейским и российским стандартам. Радиатор изготовлен из стали холодного проката толщиной 1,2 мм с применением электрофореза и электронапыления полиэпоксидной порошковой эмали белого цвета RAL 9016. Предназначен для использования в закрытых отопительных системах жилых и промышленных зданий.
Преимущества
Высокая теплоотдача
Низкая тепловая инерция
Возможность установки с различными видами подключения
Большой выбор размеров
Описание
КОМПЛЕКТ ПОСТАВКИ:
Радиатор в упаковке 1 шт.
Паспорт с гарантийным талоном 1 шт.
Кронштейн крепежный 2 шт.
Заглушка 1 шт.
Клапан воздуховыпускной (кран Маевского) 1 шт.
Дюбель с шурупом 4 шт.
Пластиковая клипса 4 шт.
Ключ для крана Маевского 1 шт.
Термостатический клапан 1 шт. (для радиаторов VENTIL)
Примечание: теплоотдача указана при нормальных условиях — температура воды на входе tBX=95°С, на выходе tBЫX=85°С, при температуре воздуха tBОЗ=20°С.
Тепловой выход (Q) радиаторов при ∆T отличающемся от 70°С, пересчитывается по формуле: Q = Q(∆T=70°С) · ( ∆T/70°С)в степени n , где n=1.30.
Основные требования к теплоносителю в соответствии с РД 34.20.501(Минтопэнерго РФ. М. 1996), в частности, содержание кислорода в воде должно быть не более 0,02 мг/кг воды, водородный показатель рН теплоносителя – от 7 до 9, а температура – неболее 120°С, что соответствует нормам.
Характеристики
Артикул
OC-22-5-10
Тип
Стальной (Панельный)
Подводка
Боковое
Площадь обогрева, м²
17
Мощность, Вт
2376
Диаметр подключения, дюйм
1/2″
Тип оборудования
22
Межосевое расстояние (вертикальное/диагональное подключение)
Европейское качество Стальные панельные радиаторы Heaton Smart ( ХИТОН Смарт ) изготавливаются в Турции на одном из крупнейших специализированных производств. На производстве применяются итальянские автоматические конвейерные линии LEAS. Панельные радиаторы Heaton производят из холоднокатаной высококачественной стали с применением технологии штамповки, а также точечной и сплошной шовной сварки в соответствии с европейским стандартом качества EN442. Все радиаторы Heaton Smart ( ХИТОН Смарт ) проходят обязательный производственный контроль, который включает испытание на герметичность под давлением тринадцать атмосфер и выборочный разрушающий контроль
Эффективность В радиаторах Heaton Smart ( ХИТОН Смарт ) используется смешанный радиационно — конвективный способ теплопередачи. Имеющие П-образные ( в Heaton EUR ) и U — образные ( в Heaton Smart ) удлинённые элементы оребрения позволяют значительно увеличить показатели теплового потока и максимально использовать эффект конвекции
Безупречный внешний вид Стальные панельные радиаторы Heaton Smart ( ХИТОН Смарт ) имеют высококачественное покрытие, что обеспечивает долговременное сохранение прекрасного внешнего вида. Каждый радиатор Heaton Smart ( ХИТОН Смарт ) проходит предварительную покрасочную обработку, после которой выполняется грунтование, а на завершающем этапе методом порошкового напыления с последующим печным отвердеванием наносится слой высокопрочной белой эпоксидной эмали цвета RAL 9016
Широкая производственная линейка Производственная линейка стальных панельных радиаторов Heaton Smart ( ХИТОН Смарт ) включает такие серии как: 11, 21, 22, 33 и специальную линейку радиаторов гигиенического исполнения ( типы 10, 20, 30 ) без конвекционных элементов. Выпускаются модели радиаторов Heaton Smart ( ХИТОН Смарт ) с боковым C и с нижним подключением VC высотой 300 до 900 мм, в длину от 400 до 3000
Длительный период гарантии Гарантия на стальные панельные радиаторы Heaton Smart ( ХИТОН Смарт ) всех типов составляет 10 лет ( при условии, что погрузка / разгрузка, транспортировка, хранение, монтаж и эксплуатация приборов отопления были произведены в соответствии с инструкцией по эксплуатации — паспорту )
Применение — радиаторы Heaton Smart ( ХИТОН Смарт ) предназначены для применения в системах водяного отопления жилых, административных, промышленных и общественных зданий, медицинских учреждений, а также при закрытой системе отопления — индивидуальных домов и коттеджей. Радиаторы Heaton Smart ( ХИТОН Смарт ) имеют низкую тепловую инерцию, что делает возможным как ручную, так и автоматическую регулировку теплоотдачи радиаторов с помощью клапанов
Максимальная температура теплоносителя = + 110ºС Допустимое значение PH теплоносителя = 8.0 ÷ 9.5 Испытательное давление = 13 бар Рабочее давление = 10 бар / 8.7 бар ( DIN EN442 / ГОСТ 31311-2005 ) Срок службы = 25 лет Каталог радиаторов HEATON >>
Сертификат Дилера HEATON >>
Возврат в on-line каталог >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить этот товар Вы сможете, прислав запрос по электронной почте на адрес: proton.lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО «ПРОТОН», Россия, Москва, проспект Андропова, дом 38 Официальный сайт: www.proton-st.ru,тел.: +7 (495) 641 16 85
особенности конструкции, декоративные панели, отопительные батареи Korado, Лидея, Bergerr, Oasis и турецкие модели Delta
Слишком эффектно смотрятся и соблазнительно низки по цене стальные панельные радиаторы, поэтому чаще всего именно они рассматриваются в качестве обогревателей в частном доме или квартире.
Хорошо, что батареи выбираются не по их внешнему виду, а по техническим характеристикам, так как этот вид отопительных приборов (стальные панельные радиаторы) подходят далеко не ко всем типам отопительных систем, однако там, где они на своем месте, им нет равных.
Особенности конструкции
Если ранее в качестве обогревателей использовали секционные чугунные модели, то после того, как появились панельные радиаторы отопления, многое в отношении к подобным приборам изменилось. Поменялся, прежде всего, упор на предназначение конструкции. Вначале ее основной функцией было снабжать помещение теплом, значительно позже появилась потребность в эстетически привлекательном интерьере.
Современные панельные радиаторы успешно справляются с такой двойственной задачей, и этому способствует особенность их конструкции:
Они изготавливаются из двух штампованных панелей листовой стали, на внутренней стороне которых выдавлены канавки для теплоносителя. Глубокое штампование и надежная сварка превращают два отдельных элемента в единую нагревательную панель.
В зависимости от типа модели, стальные панельные радиаторы отопления могут быть оснащены дополнительным теплообменником (оребрением) или несколькими, для облегчения распространения горячего воздуха по помещению.
Как правило, наибольшей популярностью пользуются модели, оснащенные конвекторами. Остается только определиться с количеством панелей и оребрений. Если они совпадают с параметрами обогрева помещения и давлением в системе, то можно смело покупать и монтировать их
.
Готовые изделия покрываются краской, что крайне важно, так как от техники ее нанесения зависит продолжительность их эксплуатации.
Разнообразие расцветок панелей и типов радиаторов позволяют подобрать изделие, вписывающееся в интерьер помещения.
Выбирая стальной панельный радиатор в качестве обогревателя, следует учесть несколько его слабых сторон:
Эти конструкции плохо переносят перепады высокого давления. Как правило, у большинства производителей заявленным рабочим параметром является 6-10 атмосфер, тогда как в домах с централизованной системой отопления она может составлять 9-12, а гидроудары достигать до 15 атмосфер. Панели стальных радиаторов могут не выдержать подобных нагрузок, особенно если они происходят часто, зато для автономных систем обогрева они подходят идеально.
Нагрев и качество теплоносителя так же немаловажны. Если с первым легко справиться, то загрязнение воды в трубах центрального отопления может стать серьезной угрозой эффективности работы панельных радиаторов. Их внутренние каналы, по которым проходит носитель недостаточно широкие, чтобы пропускать все взвеси и мусор, а это приведет к тому, что срок эксплуатации системы может сократиться вдвое.
Это основные особенности, которые следует учитывать при установке панельных стальных радиаторов. В остальном, это прекрасные обогреватели, которые могут не только дарить тепло помещению, но и стать его украшением.
Декоративные экраны для стальных устройств
Декорирование радиаторов уже давно применяется теми, кому не все равно, как выглядит их дом или квартира. Когда батареи «спрятаны» за красивым и стильным экраном, это преобразует помещение, придавая ему индивидуальность.
Некоторые модели обогревателей выпускаются, упакованные в корпус. Например, батареи отопления панельные стальные типа 20, 21, 22, 30 и 33 оснащены решетками для выхода нагретого воздуха. Они скрывают за собой панели и теплообменники, придавая изделию аккуратный вид.
Как правило, панели для радиаторов отопления стандартных размеров выпускаются в белых или пастельных тонах, тогда как у моделей вертикальных настенных цвет может быть любой. Определившись с производителем, можно сделать заказ фирме напрямую, указав необходимый цвет и размер обогревателя.
Для радиаторов других типов, например, чугунных, биметаллических, алюминиевых секционных можно заказать решетки в определенном стиле, цвете и материале.
Назначение панелей
Если спросить специалистов, нужны ли батареям отопления экраны, они ответят отрицательно, исходя из такого факта, что те будут лишь забирать часть тепла на себя, снижая, таким образом, эффективность нагрева помещения.
Как правило, декоративные панели для батарей отопления применяют скорее в эстетичном плане, чем нагревательном.
Они могут маскировать трубы, которые, чаще всего, портят внешний вид комнаты или скрывать радиаторы, которые сложнее вписать в общий интерьер, чем красивую раму с орнаментом или рисунком.
Современные производители выпускают декоративные панели на радиаторы отопления в совершенно разных стилях: от классических строгих или восточных мотивов, до экстравагантных форм и расцветок. Для этого они используют самые различные материалы.
Материал для декоративных панелей
Чаще всего потребители отдают свое предпочтение металлическим конструкциям и сеткам, так как они достаточно хорошо передают тепло, смотрятся стильно и имеют вполне доступную стоимость.
На втором месте изделия из дерева (они самые дорогие, но цена все-таки зависит от ценности исходного материала) и МДФ, которые только имитируют деревянную поверхность.
Стеклянные экраны самые красивые, так как на них можно нанести любое изображение, самые хрупкие и дорогие. Они смотрятся очень эффектно, но ставить их можно только там, где им не грозят механические повреждения.
Пластиковые панели для батарей отопления следует отбирать очень тщательно, изучая их состав. Если при нагревании пластик будет выделять вредные вещества в воздух, то вряд ли такое «украшение» принесет радость своим владельцам.
Декоративные экраны могут быть любой формы: от полностью зарывающих кожухов, до односторонних щитов.
Стальные панельные радиаторы: фото
Батареи Лидея
Белорусский производитель отопительных приборов «Лидея» известен далеко за пределами Лиды. Панельные радиаторы Лидея устанавливаются почти во всех новостройках страны, что говорит о доверии к производителю и качеству его изделий.
Панельные обогреватели этой фирмы выпускаются на швейцарской линии с соблюдением всех норм качества и безопасности. Надежность изделий фабрики настолько высока, что их устанавливают в домах с централизованной системой отопления, правда, ее параметры не должны превышать давление 1 МПа. Рабочие показатели стальных радиаторов Лидея – 1.5 МПа, что гарантирует их сохранность даже при возможных гидроударах в системе отопления.
Стоимость батарей, выпускаемых в городе Лида (Беларусь) делает их весьма привлекательными для отечественного потребителя.
Российский производитель с европейским уровнем качества
Стальной панельный радиатор Оазис изготавливается в России, что означает, знание производителем особенностей отечественных отопительных систем и подгонка моделей под их параметры. Фирма дает своей продукции от 15 до 20 лет гарантии, в зависимости от типа панельных батарей.
Преимущества таких радиаторов:
Изделия компании способны выдерживать гидроудары до 16 атмосфер при условии, что они происходят нечасто.
Специальное напыление полиэпоксидной краски создает дополнительную защиту продукту, что увеличивает его срок эксплуатации.
Стальной панельный радиатор Oasis выпускается с боковым или нижним типом подключения и может состоять только из панелей, например, типы 10 и 20 или иметь дополнительные теплообменники, как в моделях 21, 22 и 33.
Отечественные производители уже давно стали конкурентоспособными на рынке тепловых технологий и выигрывают не только по цене рядом с зарубежными аналогами, но и по качеству.
Радиаторы компании Bergerr
Все фирмы, выпускающие отопительное оборудование борются за своих потребителей и пытаются найти свое место в этой нише. Современный рынок перенасыщен предложениями, поэтому вполне можно не заметить продукцию той или иной компании, но только не Bergerr.
Словенская фирма завоевала сердца российских клиентов благодаря преимуществам, которыми обладают стальные панельные радиаторы Bergerr:
Объем носителя в них настолько мал, что обогреватель нагревается практически мгновенно, экономя до 35-40% энергозатрат.
Обработка поверхности панелей производится средством, гарантирующим их защиту от коррозии, что особенно важно при установке обогревателей в домах с централизованным отоплением.
Простота установки, которая заключается в том, чтобы повесить радиатор на кронштейны и подключить при помощи монтажных арматур к системе.
Высокая степень прочности исходного материала защищает от возможных механических повреждений.
Благодаря таким показателям, изделия компании из Словении не остались не замеченными и используются отечественными потребителями уже не один год в различных системах отопления.
Батареи Корадо
Первые стальные панельные батареи отопления стали выпускать еще в Чехословакии в 1965 году под маркой Koventa и лишь с 1991 года, когда ранее государственное предприятие стало частным, а страна называться Чехией, появился бренд Корадо.
Стальные панельные радиаторы Korado сегодня стоят в домах японцев, американцев, китайцев и европейцев.
Не обошли они стороной и россиян, которые в полной мере смогли оценить преимущества изделий этой компании:
они надежны;
изделия фирмы высокоэффективны;
предлагают широкий модельный ряд обогревателей;
они оснащены надежными монтажными устройствами;
выдерживают гидроудары до 13 атмосфер.
Если добавить к вышеперечисленным качествам доступную стоимость, то чешские стальные радиаторы – это всегда долгожданные «гости» на отечественном рынке.
Турецкие модели на российском рынке
Чем привлекают турецкие производители своих клиентов, так это изготовлением продукции под конкретные отопительные системы. Например, Delta – панельные радиаторы, которые отлично проявляют себя в коттеджах и малоквартирных зданиях. Их так же можно устанавливать в высотках, но если в помещении автономное отопление.
Особенности турецкой продукции:
рабочее давление 10 атмосфер;
в качестве материала применяется низкоуглеродистая сталь 1.15-1.2 мм толщины;
нагрев теплоносителя до 130 градусов;
многоступенчатая покраска;
гарантия 10 лет.
Если изделия этой фирмы ставить в подходящих для ее параметров системах, то они будут служить своим владельцам десятилетиями.
Подводя итоги можно сказать следующее:
Стальные панельные радиаторы – это качественные изделия, если их эксплуатируют в подходящих для них условиях.
Среди огромного выбора производителей можно подобрать того, чья продукция будет соответствовать всем техническим и эстетичным требованиям.
Защитный экран к батареям отопления устанавливается в качестве украшения и от материала, из которого он сделан, зависит его стоимость.
Стальные панельные радиаторы можно приспособить к отечественным условиям отопления, достаточно лишь изучить модели и компании, представленные на рынке теплового оборудования. Для большей уверенности консультация со специалистом не будет лишней.
Стальной панельный радиатор AXIS 22 500х700 Ventil с нижним подключением
Стальные панельные радиаторы AXIS предназначены для применения в системах водяного отопления закрытого типа жилых, административных, промышленных и общественных зданий, медицинских учреждений, а также индивидуальных домов и коттеджей.
Стальные радиаторы AXIS состоят из тепловых панелей с дополнительными конвективными поверхностями. Имеют легкосъёмную верхнюю декоративную решётку и боковые крышки. Изготовлены из низкоуглеродистой качественной стали с толщиной стенки 1,2 мм. Увеличенная толщина стального листа позволила достичь рекордного для панельного радиатора давления на разрыв в 20 атм.
Высокая теплопроводность стали и небольшой объём теплоносителя в радиаторе обеспечивают малую инерционность радиатора и дает возможность оперативно реагировать на температурный режим помещений, особенно в автоматическом режиме управления.
Радиатор Axis тип Ventil — панельный радиатор с нижней подводкой и встроенным терморегулятором, автоматически поддерживающим заданную температуру в помещении, при наличии термостатической головки.
Технические характеристики AXIS Ventil
Высота: 300 и 500 мм
Длина: от 400 мм до 2000 мм
Тип: 22
Рабочее давление: 9 атм.
Испытательное давление: 13,5 атм
Максимальная температура теплоносителя: 120°C
Толщина стальной стенки: 1,2 мм
Присоединительная резьба: G½» (внутр)
Соответствуют ГОСТ 31311-2005
Гарантия: 10 лет
Комплектация AXIS Ventil
настенный монтажный кронштейн — 2 шт. (3 шт.*)
заглушка ½»
воздухоотводчик ½»
встроенный термостатический клапан
паспорт
*для радиатора длиной от 1700 мм.
Тип 22 Радиатор из двух панелей с двумя дополнительными оребрениями. Глубина 105 мм.
Параметр
Ед. изм.
Тип 22 Высота 300
Модель
300х400
300х500
300х600
300х700
300х800
300х900
Мощность, Δt=70
Вт
540
682
823
965
1107
1248
Объём теплоносителя
л
1,5
1,88
2,26
2,64
3,02
3,4
Вес
кг
7,43
8,96
10,49
12,02
13,55
15,08
Модель
300х1000
300х1200
300х1400
300х1600
300х1800
300х2000
Мощность, Δt=70
Вт
1397
1674
1957
2241
2524
2807
Объём теплоносителя
л
3,78
4,54
5,3
6,06
6,82
7,58
Вес
кг
16,61
19,86
22,92
26,07
29,21
32,27
Параметр
Ед. изм.
Тип 22 Высота 500
Модель
500х400
500х500
500х600
500х700
500х800
500х900
Мощность, Δt=70
Вт
847
1069
1290
1512
1734
1956
Объём теплоносителя
л
2,25
2,82
3,38
3,94
4,5
5,07
Вес
кг
11,93
14,52
17,11
19,7
22,29
24,88
Модель
500х1000
500х1200
500х1400
500х1600
500х1800
500х2000
Мощность, Δt=70
Вт
2177
2622
3067
3511
3956
4401
Объём теплоносителя
л
5,63
6,76
7,88
9,01
10,14
11,27
Вес
кг
27,47
32,84
38,02
43,29
48,55
53,73
Радиаторы высотой 500 и длиной свыше 2000 мм поставляются под заказ.
Стальные панельные радиаторы с нижним подключением
Стальные панельные радиаторы отопления с нижним подключением (нижней подводкой) присоединение к системе отопления имеют снизу: справа, слева или по центру. Данные радиаторы обычно используют при скрытой подводке труб системы отопления к радиатору.
Подбор панельных радиаторов с нижним подключением
нижнее подключение
Укажите ниже те размеры, которые вас устраивают и мы подберём все, что нужно
Длина
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2600
2800
3000
Высота
Глубина
59
60
62
64
65
66
70
76
100
102
110
152
155
56
от 2230 р.
Показать
Стоит ли выбирать радиатор с нижним подключением и в чем его преимущества? Этот вопрос возникает перед многими, кто начинает свой ремонт и сталкивается с проблемой выбора радиатора.
Дабы не затягивать рассуждение о достоинствах и недостатках, сразу можем сказать, что очевидных преимуществ перед радиаторами с боковым подключением нет, теплоотдача примерно одинаковая, что говорит о том, что
по характеристикам они схожи. Поэтому, забегая вперед, сразу скажем, что разница только в эстетике. Но почему радиатор с нижним подключением стоит дороже чем такой же по размерам радиатор, но с подключением боковым? Все дело в конструкции радиатора.
У радиаторов с нижней подводкой вход и выход выполнены снизу и в приборе уже установлен термостатический клапан для установки терморегулятора. Таким образом, если вы хотите поставить терморегулятор на радиатор с боковым подключением, то клапан для него придется приобретать отдельно.
Именно эти особенности конструкции и влияют на стоимость панельного радиатора.
У каждого из нас разные взгляды на то, как должны быть подключены радиаторы. С одной стороны это финансы, с другой наличие возможностей для выполнения соответствующего уровня монтажа. Конечно, скрытая подводка лучше, но для этого нужно понимать, что прокладка труб будет проходить или в стенах или под полом.
А для того, чтобы не пришлось поднимать пол или штробить стены, в случае непонятной потере теплоносителя, нужно использовать только качественные трубы и фитинги, которые стоят соответствующих денег.
Поэтому выбор всегда за покупателем и его возможностями.
На примере ниже вы можете увидеть как осуществляется подводка к радитору труб системы отопления при прокладке в полу.
Также имеется возможность осуществить подводку к радиатору, размещая трубы системы отопления в стене, этот пример на фото ниже.
Если вы обратили внимание, то для того, чтобы сделать или первый вариант или второй, то нужно приобрести соответствующий фитинг, который называется узлом подключения радиатора.
И бывает он или прямой или угловой.
Ну а в итоге вы можете получить следующие результаты (см. фото). Думаем, что вы сразу определите, где выполнено какое подключение и сразу поймете, что нужно вам!
технические характеристики металлических батарей с нижним подключением, расчет по площади
Панельный радиатор — устройства, которые благодаря своей функциональности, теплоотдаче и относительно низкой стоимости плотно заняли нишу систем отопления для частных домов.
Стальные панельные радиаторы отопления: что это?
Одной из разновидностей радиаторов отопления являются панельные приборы.
Устройство
Для изготовления панельного радиатора используется, как правило, тонкая сталь, листы которой помещаются под молот формовочного пресса — он создаёт в них множество канальцев для протекания теплоносителя.
Фото 1. Стальной панельный радиатор отопления. Внутри прибора находится множество канальцев для протекания теплоносителя.
Потом два таких листа скрепляются воедино, образуя внутри себя длинную зигзагообразную линию для циркуляции горячей воды.
Важно! Радиатор может состоять из нескольких подобных сцепленных листов — от их числа зависит мощность.
Технические характеристики
Эффективность работы устройства зависит от числа панелей и наличия конвекторов на них. Конвекторы же необходимы для увеличения интенсивности теплоотдачи от нагретого горячей водой металла в помещение. Кроме того, некоторые типы батарей могут закрываться кожухом, который тоже улучшает теплоотдачу, но затрудняет отчистку. Для удобности различения множества вариаций конвекторов их принято обозначать двузначными числами: первое — количество водопроводящих панелей, второе — количество конвекторов.
Выделяют:
10-тип. Одна отопительная панель без конвекторов и кожуха.
11-тип. В этой модели просто добавляется конвектор.
20-тип. Две водопроводящих пластины без П-образного конвектора.
21-тип. Внутри устанавливается один конвектор и все это помещается в кожух.
22-тип. Та же конструкция, отличие только в количестве конвекторов внутри — их два.
Кроме этих, существует ещё типы 30 и 33: они ничем не отличаются по устройству, но большее число деталей заметно увеличивает их мощность и эффективность работы.
Внимание! Радиаторы типа 30 и 33 из-за своей мощности и конвекции собирают очень много пыли, а также их, как правило, нецелесообразно монтировать в малых помещениях, поэтому при самостоятельном создании системы отопления лучше выбирать тип 22.
Особенности
К техническим, экономическим и конструкционным особенностям панельных радиаторов относится:
Низкая стоимость в сравнении с биметаллическими.
Лёгкость всей конструкции, обеспечивающаяся за счёт применения тонких листов стали.
Функциональность: возможно монтировать в квартире, доме, гараже, и даже на балконе, веранде или мансарде.
Плюсы и минусы
Преимущества:
Именно эта отопительная система быстрее прочих конкурентов по нише передаёт тепло воздуху в помещении, то есть проявляет самую высокую теплопроводность.
Очень простая и быстрая установка. Из всех отопительных решений монтаж легче только у комнатного костра.
Горячая вода циркулирует по очень узким каналам, поэтому передача тепла от неё к металлу происходит быстро, а самого теплоносителя — воды — требуется для этого весьма мало. Благодаря такой конструкционной особенности прогреть остывшую воду можно очень быстро, что обеспечивает и третье преимущество.
Энергоэффективность: приборы, которые требуются для работы радиатора (насос и нагревательный котёл) — не станут перерасходовать электроэнергию на циркуляцию и нагревание воды, поскольку для работы устройства нужно намного меньше жидкости, чем для биметаллических и чугунных батарей.
Листовая сталь обеспечивает лёгкость и экологичность радиаторов, благодаря чему достигается удобство транспортировки и широта горизонтов применения: от частных домов до детских садов.
Недостатки:
Если хотя бы несколько раз слить воду из радиатора, допустив тем самым попадание воздуха внутрь, то велик шанс того, что в нём начнутся коррозийные процессы. Для нормальной и продолжительной работы устройства требуется постоянно поддерживать циркуляцию воды, а соответственно — держать насос всегда работающим.
Хорошая теплопроводность — палка о двух концах. Малое количество воды в каналах системы и наличие насоса обеспечивает быструю смену остывших потоков воды горячими. Но если отключить насос, тонкая сталь радиатора очень быстро остынет и воздух в доме — тоже.
Вам также будет интересно:
На какой площади лучше устанавливать? Таблица для расчета теплоотдачи
Для нормальной работы панельной системе требуется циркуляционный насос, который не везде можно установить. В трубах квартир и так присутствует гидравлическое давление, а для частного дома можно приобрести насос, поэтому основная область применения панельных радиаторов — квартиры и дома не самой большой площади и без повышенной влажности.
Панельные радиаторы — отличное отопительное решение для офисных помещений, поскольку их легко приспособить под любую дизайнерскую задумку, а энергоэффективность и низкая стоимость — залог быстрой окупаемости.
Фото 2. Таблица для расчета теплоотдачи панельных радиаторов типов 11, 22 и 33 в зависимости от длины и высоты приборов.
Монтаж металлических панельных батарей с нижним подключением
Как правило, в комплекте с радиаторами поставляются насадки (фитинги) для труб, если они вдруг понадобятся, и крепления. Иногда в комплектацию может входить кран Маевского и термометр — их установка позволит стравливать накопившийся воздух из каналов устройства и регулировать температуру воды, а тем самым — температуру воздуха в помещении.
Установка панельных радиаторов — действительно простое дело. Снять старые батареи, тем более, если они чугунные, будет намного труднее. Когда стена уже освобождена от прежних труб, приступают к монтажу:
Устройство может иметь каналы подключения труб как снизу, так и сбоку, но на способ крепления это никак не влияет. Как правило, когда радиатор устанавливается близко к стене, то используют крюки или кронштейн, а если же до стены приличное расстояние, то применяют ножки.
Важно! Тяжёлые радиаторы 30 или 33 лучше не крепить на ножках, так как они могут не выдержать.
Даже при монтаже к стене важно, чтобы расстояние между радиатором и поверхностью было как минимум 15—20 сантиметров, иначе тепло начнёт уходить в стену. А также нужно контролировать, чтобы отопительный блок поднимался от пола на 10—12 см — по той же причине.
Фото 3. Монтаж панельного радиатора отопления. Трубы отопительной системы подключаются к батарее снизу.
При установке обязательно соблюдение правильности положения относительно воображаемой линии, проведённой через устройство и стену: она должна быть перпендикулярна последней, иначе поток воды будет искривляться в каналах панелей.
Завершение монтажа и работа радиатора
После правильного размещения и закрепления радиаторов остаётся только присоединить к нему все необходимые устройства, переключатели и трубы, после чего укрепить всё герметиком и, если потребуется, сантехнической нитью. Потом систему можно ещё раз проверить и уже запускать теплоноситель.
Полезное видео
Посмотрите видео, в котором демонстрируется процесс монтажа стального панельного радиатора.
Главное — не торопиться
Покупателю важно не сделать поспешный выбор. Зная о характеристиках панельных радиаторов и понимая, в каком помещении их будут монтировать, нужно соотнести мощность устройства с площадью и назначением помещения: температура воздуха веранды должна быть ниже, чем температура внутри спальни, а радиатор 33-типа в гостиной 70 кв. м. и 20-и метровой детской даст кардинально разный нагрев. Осуществлять покупку желательно только после всех прикидок и сравнений, чтобы избежать проблем.
Две разные системы отопления со стальными панельными радиаторами на белом фоне Клипарты, векторы, и Набор Иллюстраций Без Оплаты Отчислений. Изображение 83144817.
Две разные системы отопления со стальными панельными радиаторами на белом фоне. Клипарты, векторы, и Набор Иллюстраций Без Оплаты Отчислений. Изображение 83144817.
Две разные системы отопления со стальными панельными радиаторами на белом фоне.HVAC векторные иллюстрации.
M L XL EPS
Таблица размеров
Размер изображения
Идеально подходит для
Ю
Интернет и блоги, социальные сети и мобильные приложения.
м
Брошюры и каталоги, журналы и открытки.
л
Плакаты и баннеры для дома и улицы.
XL
Фоны, рекламные щиты и цифровые экраны.
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать Электронный Всесторонний
6909 x 4606 пикселей
|
58.5 см x
39,0 см |
300 точек на дюйм
|
JPG
Масштабирование до любого размера • EPS
6909 x 4606 пикселей
|
58,5 см x
39,0 см |
300 точек на дюйм
|
JPG
Скачать
Купить одно изображение
6 кредитов
Самая низкая цена с планом подписки
Попробуйте 1 месяц на 2209 pyб
Загрузите 10 фотографий или векторов.
Нет дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 ру
за изображение любой размер
Цена денег
Ключевые слова
Похожие векторы
Нужна помощь? Свяжитесь с вашим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать.Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
.
Принимать
Панельные радиаторы для дома
Панельные радиаторы: между комфортом и дизайном
При ремонте тщательно изучается мебель, отделка и покрытия, но иногда выбору радиаторов уделяется мало внимания. .
Эти устройства помимо эффективности должны иметь хорошие характеристики aesthetic , так как они присутствуют в каждой комнате дома и имеют небольшие размеры.
Перед покупкой радиатора вам необходимо сделать типоразмера для отопления , чтобы точно рассчитать потребность в тепле вашего дома. Фактически, этот процесс позволяет получить отличные характеристики с точки зрения производства тепла и большие преимущества по сравнению с энергосберегающим .
Замените старый обогреватель на термомебель дизайна это хорошее решение для обновления внешнего вида вашего дома и, в то же время, повышения его энергоэффективности.
Выберите полотенцесушитель с излучающей пластиной это отличный выбор, потому что, благодаря конструкции этого устройства, можно легко очищать поверхности, поддерживая более благоприятные условия. меньшее скопление пыли.
Радиаторы, оснащенные излучающей пластиной, являются идеальным продуктом для тех, кто предпочитает дизайн интерьера более Essential : в отличие от традиционных радиаторов имеют минимальный размер и меньшую толщину.
Вот выбор из шести радиаторов design dal look minimal , идеально подходящих для любых условий.
Минималистичный дизайн радиаторов Deltacalor
Радиаторы I сантехники производства Deltacalor они удивляют новаторским дизайном форм и эффективностью с точки зрения теплового КПД.
Вертикальный дизайн-радиатор Quilt
Модель вертикальная Quilt , входящая в коллекцию iDeas , отличается минималистской и элегантной эстетикой; он идеален как для современных, так и для классических интерьеров.
Устройство, созданное дизайнером Питером Джеймисоном , представляет собой настоящий предмет мебели: сияющая пластина, доступная из нержавеющей стали , полированная и полированная черная нержавеющая сталь, декорирована стеганым эффектом , оригинальная деталь, придающая пространству характер.
Вертикальное одеяло также можно приобрести в горизонтальной конфигурации и дополнить полотенцесушителем из полированной или матовой стали.
Доступно три размера : 150,5 см, 180,5 см и 200,5 см, а для модели nuance — одиннадцать на выбор: отделки матовый, глянцевый или грубый.
Радиатор Plate Lux
Прямоугольный радиатор Plate Lux , входящий в состав модели Linea Warm , сочетает в себе функциональность и эстетику, поскольку он оснащен зеркальной поверхностью с возможностью записи и отличается простым дизайном .
На внешней стороне излучающей пластины имеется сертификат для экологической обработки , который, помимо устойчивости радиатора к химическим агентам, огню и коррозии, означает, что его также можно использовать в качестве классной доски для записи с использованием жидких меловых маркеров. .
Для очистки радиатора просто протрите поверхность слегка влажной, но хорошо отжатой тканью.
Среди многих характеристик радиатора Plate Lux также можно выделить хорошие тепловые характеристики, исключительную твердость , поверхностный и неизменяемый под воздействием УФ-излучения.
Plate Lux доступен в размере , 180,5x38x175 см, и , в четырех вариантах отделки : серебро в цветочек, золотое зеркало, медное зеркало и черное зеркало.
Дзен и современный вид: радиаторы, разработанные Cinier
And termoarredi OR , ROC ZEN e ROC LED ZEN , произведенные Cinier , изготовлены из Olycale Stone ® , материал, разработанный компанией после семи лет технических исследований.
Эти продукты представляют собой одну действительную альтернативу радиаторам из алюминия , алюминия , стали и чугуна , поскольку они имеют различные преимущества как в отношении качества нагрева, так и, следовательно, в отношении эффективности , как в отношении экономия энергетик.
Вот три из Основные характеристики радиаторов Cinier:
высокая производительность аккумулирования и возврата тепла;
надежность , определяемая структурой материала, состоящего из щебня, а затем повторно собранного;
экологичность : камень, из которого изготовлены радиаторы, имеет естественное происхождение и происходит из горы во французских Пиренеях.
Радиатор EDO
Дизайн радиатора EDO вдохновлен японской философией дзэн шестнадцатого и восемнадцатого веков. Поверхность сияющей тарелки декорирована рельефными накладками внахлест , которые создают приятные контрасты света и тени.
Полотенцесушитель, входящий в линейку современных радиаторов, изготовлен из камня Olycale ® и доступен в электрическом и водяном исполнении.
Радиатор EDO можно приобрести в различных цветах, включая Ocre Provence, внешний вид которого напоминает нюансы и текстуру ржавчины , и более элегантные Gris Quartz и Titan Argent с эффектной отделкой металлизированный .
ROC ZEN e ROC LED ZEN
Дизайнерские радиаторы ROC ZEN и ROC LED ZEN, выполненные в электрическом, водяном и DUAL версиях, отличаются современным азиатским дизайном.
Эти устройства обеспечивают высокий уровень комфорта при излучении, поскольку они гарантируют равномерное распределение тепла.
В светодиодной модели радиатор оснащен яркой рамкой длиной 5 метров, с подсветкой диммерабили с высокой производительностью.
I caloriferi design Diamond XS e Black Diamond от Foursteel
Они выглядят как произведения искусства, но это прежде всего радиаторы! Новые подписанные продукты Foursteel , Diamond XS e Black Diamond созданы для того, чтобы заново изобрести домашнее пространство, сделать его более гламурным и неповторимым.
Эти радиаторы, отличительной особенностью которых является неправильная форма с рельефной поверхностью, имитирующая текстуру диаманта , изготовлены из стали и нержавеющей стали. Они доступны в матовом, текстурированном черном, белом, золотом, старом золоте, титане и различных цветах RAL.
Diamond XS и Black Diamond выпускаются в электрическом и водном вариантах.
* Статья переведена на основе материалов сайта LAVORINCASA.it сайтом www.lavorincasa.it. Если есть какие-либо проблемы с содержанием, авторскими правами, оставьте, пожалуйста, отчет под статьей. Мы постараемся обработать как можно быстрее, чтобы защитить права автора. Большое спасибо!
* Мы просто хотим, чтобы читатели получали более быстрый и легкий доступ к информации с другим многоязычным контентом, а не с информацией, доступной только на определенном языке.
* Мы всегда уважаем авторские права на содержание автора и всегда включаем исходную ссылку на исходную статью.Если автор не согласен, просто оставьте отчет под статьей, статья будет отредактирована или удалена по просьбе автора. Огромное спасибо! С наилучшими пожеланиями!
Прочный и качественный стальной панельный радиатор из турции
Если вы пытаетесь приобрести. Стальной панельный радиатор turkey по самым конкурентоспособным ценам и бескомпромиссному качеству, Alibaba.com — идеальное место для вас. Отличные разновидности. turkey Стальные панельные радиаторы , предлагаемые на сайте, отличаются высоким качеством и изготовлены с использованием новейших технологий, обеспечивающих долговечное качество и долговечность.Представленные здесь товары продаются ведущими. Турция стальные панельные радиаторы Поставщики и оптовые торговцы гарантируют превосходное качество и стабильную работу. Эти продукты можно использовать как в коммерческих, так и в домашних проектах, они легко устанавливаются и ремонтируются.
Многочисленные типы. Стальной панельный радиатор turkey, продаваемый здесь, на сайте, изготовлен из прочных и жестких материалов, таких как металлы, АБС и т. Д., Которые обладают высокой прочностью и устойчивы к любым видам использования и внешним воздействиям.Файл. Стальные панельные радиаторы turkey являются передовыми и эффективными в управлении окружающей средой в вашей комнате. Эти. Стальной панельный радиатор turkey работает над температурой, влажностью, качеством воздуха, движением воздуха и чистотой воздуха, чтобы сделать воздух вокруг вас более безопасным и комфортным.
Alibaba.com имеет несколько функций. Стальные панельные радиаторы turkey различных цветов, размеров, форм, характеристик и т. Д. В зависимости от ваших требований и выбранной модели. Эти продукты оснащены самыми современными типами охлаждения и теплообменниками для повышения эффективности работы.Файл. Стальные панельные радиаторы turkey Доступны также модели с мощными компрессорами различной мощности. Выберите из этих мощных. Стальной панельный радиатор turkey для удовлетворения всех ваших индивидуальных требований по улучшению качества воздуха, обогрева и охлаждения.
Исследуйте различные отличия. стальной панельный радиатор в турции варианты покупки этих продуктов в рамках вашего бюджета и экономии денег при покупках. Эти сертифицированные ISO продукты предлагаются с подробными инструкциями и простыми процессами установки.Они идеально подходят для всех зданий, нуждающихся в первоклассном управлении внутренней средой.
Фототравление лицевая сторона радиатора (нержавеющая сталь), модели KA KA-24007 (2007)
DM-2490 Резиновый шланг охладителя воды / радиатора (1.8 мм) 1 м
Производство в масштабе 1:24
SP24250-18 Резиновый шланг охладителя воды / радиатора (1,1 мм) 1 м
Производство в масштабе 1:24
SP24250-11 Комплект крышек для масла и радиатора (серебристый)
Acu-Stion 1:24
ACS7933 Панель радиатора
Acu-Stion 1:24
ACS2448 Шаблон окраски радиатора
Acu-Stion 1:24
ACS24192
Все сопутствующие товары в масштабе 1:24 »
Лента новостей
Лента новостей не содержит никаких элементов.
Подробнее о радиаторах
Страница радиаторов содержит все сопутствующие продукты, статьи, книги, обходные пути и проекты моделирования в пластиковых масштабах, посвященные этому автомобилю.
Эта тема относится к категории: Транспортные средства »Легковые автомобили» Радиаторы
Практический пример: Модернизация системы водяного отопления
Мысль о добавлении полной системы центрального отопления к существующему дому вызывает в воображении образы часов «хирургии Sawzall», за которыми следуют еще несколько часов на ремонт гипсокартона и отделки.Это особенно актуально для систем с приточным воздухом и всех связанных с ними воздуховодов.
Но при правильном подходе центральное водяное отопление теперь может быть добавлено во многие дома с минимальным нарушением существующей отделки.
Панельные радиаторы — хорошая альтернатива плинтусу там, где пространство на стене ограничено. Обратите внимание на термостатический клапан в правом верхнем углу панели.
Преимущества воды
Когда дело доходит до модернизации систем, водяное отопление имеет основное преимущество перед принудительным воздухом. Вода, используемая для передачи тепла, почти в 3500 раз более «термически сконцентрирована», чем воздух. Кубический фут воды поглощает около 62,4 британских тепловых единиц на каждый градус по Фаренгейту, когда его температура увеличивается.Для сравнения, кубический фут воздуха поглощает только 0,018 британских тепловых единиц при таком же повышении температуры. Разделите первое число на второе, и вы получите соотношение почти 3500.
На практике это означает, что количество воды, которое необходимо переместить, чтобы отвести заданное количество тепла, намного меньше объема воздуха, необходимого для той же задачи. В типичных условиях эксплуатации трубка 3/4 дюйма может переносить такое же количество тепла, как прямоугольный воздуховод размером 8×14 дюймов. Очевидно, проще спрятать трубку в рамке.
1/2-дюймовую трубку PEX-AL-PEX, используемую в этой модернизированной гидронной системе, можно протянуть через полости каркаса, как и электрический кабель.
Пластиковый трубопровод
Маленькая трубка — ключ к легкому переоборудованию. Однако в случае меди сложность выполнения промежуточных соединений трубопроводов по-прежнему вызывает серьезную озабоченность. Вы можете пропустить 10-футовую медную трубку вниз по полости балки, но вам все равно придется проделать отверстие в потолке, чтобы припаять соединение. Именно здесь на помощь приходят трубки из PEX (сшитого полиэтилена) и их новый родственник, трубки из PEX-AL-PEX.Поскольку трубки PEX и PEX-AL-PEX выпускаются в виде непрерывных бухт и легко изгибаются вручную, их можно протянуть и протянуть через скрытые полости каркаса, как электрический кабель.
PEX хорошо известен тем, что используется в теплых полах, где температура подачи обычно не превышает 130 ° F. PEX-AL-PEX, который имеет алюминиевый сердечник с фанерой PEX внутри и снаружи, имеет более высокие значения температуры и давления, чем чистый PEX. PEX-AL-PEX с обозначением ASTM-1281 рассчитан на непрерывную работу при 210 ° F и соответствующем давлении 115 фунтов на квадратный дюйм.Это делает PEX-ALPEX подходящим для использования с лучистым теплом с более высокой температурой, которое обычно работает при температуре воды от 160 ° F до 200 ° F и давлении не выше 30 фунтов на квадратный дюйм.
Есть несколько других преимуществ PEX-AL-PEX, когда дело доходит до работ по модернизации. Благодаря алюминиевому сердечнику трубка сохраняет форму при изгибе. Это может очень помочь, если вы пытаетесь провести передний конец трубы через небольшие отверстия в нескольких футах от вас. Кроме того, если труба должна оставаться открытой, PEX-AL-PEX легко выпрямить, чтобы она выглядела аккуратно.В этой статье для дома использовалась труба AlumiPex толщиной 1/2 дюйма от Weil-McLain (www.weil-mclain.com).
Дом
Здание, которое мы модернизировали, было небольшим пассивным солнечным домом, построенным в 1983 году в северной части штата Нью-Йорк. Дополнительное тепло обеспечивала небольшая дровяная печь. Хотя существующая система работала хорошо, пенсионеры были заинтересованы в установке полностью автоматической системы отопления на время их отсутствия зимой. Тот факт, что местная коммунальная служба прокладывала газовую магистраль вверх по дороге, заставил пора действовать.
В котле используется вытяжная система из нержавеющей стали диаметром 3 дюйма, чтобы избежать необходимости в установке нового дымохода.
В доме имелось подсобное помещение для водонагревателя и хранения дров. Свободного места для котла было мало, но вполне достаточно. Мы выбрали электрокотел, чтобы исключить необходимость в новом дымоходе. Выхлопные газы выходят через вентиляционную трубу из нержавеющей стали диаметром 3 дюйма на внешний вывод. Мы выбрали котел с мощностью, несколько превышающей требуемую тепловую нагрузку, на тот случай, если хозяин позже захочет добавить отопление воды для бытовых нужд или будущую зону для обогрева гаража.
Мы воспользовались тем, что настил пола дома был обрамлен фермами пола openweb. Это позволило нам протянуть 1/2-дюймовую трубу от потолка с открытой рамой механического помещения практически до любого другого места на полу. Оттуда встал вопрос о том, как поднять трубку до уровня пола.
В некоторых местах мы проложили его через полости в стенке стойки. В других местах каменная кладка стен нам не позволяла. Здесь трубка была закреплена на поверхности с помощью зажимов Genova CPVC, чтобы удерживать ее на месте.Мы установили зажимы на расстоянии примерно 24 дюйма друг от друга по прямым линиям. После установки зажима трубка просто защелкивается в открытом конце.
Панельные радиаторы
В качестве излучателей тепла мы выбрали панельные радиаторы европейского типа от Buderus (Bosch Thermotechnology; www.bosch-climate.us). Они обеспечивают достаточную теплоотдачу при использовании гораздо меньшего горизонтального пространства стены, чем плинтус из оребренных труб. Это было особенно важно в компактных ванных комнатах и на кухне, где доступное пространство на стене иногда составляло менее 3 футов.По сравнению с плинтусом, панельные радиаторы также выделяют более высокий процент своей тепловой мощности как лучистое, а не конвективное тепло. Это повышает комфорт, особенно в помещениях с высокими потолками, где конвекция имеет тенденцию к увеличению температурной стратификации воздуха.
Мы использовали панели высотой 24 дюйма и шириной от 24 до 48 дюймов. Каждое устройство было всего 21/2 дюйма в ширину. Панельные радиаторы имеют подводящие и обратные соединения в нижней части, что позволяет использовать несколько вариантов трубок. Weil-McLain поставляет трубные соединители, соответствующие евроконической резьбе (близкой к резьбе NPT, но с немного другим углом) на радиаторах Buderus.Мы установили радиаторы на высоте примерно 6 дюймов над полом, используя простые подпружиненные настенные кронштейны.
Коллекторный контур устанавливается в механическом помещении, где к нему легко получить доступ. ТНВД слева, над близко расположенными тройниками. Цепи Halfinch PEX-AL-PEX начинаются и заканчиваются на коллекторах. Подающий коллектор находится сверху. Регулятор системы и циркуляционный коллектор находятся справа.
Управление по помещению
Каждый панельный радиатор был оборудован неэлектрическим термостатическим приводом клапана.Это маленькая белая пластиковая ручка, которую можно увидеть в правом верхнем углу радиатора на фотографии на предыдущей странице. Ручка настраивается на желаемый уровень комфорта в помещении. Он управляет клапаном радиатора по мере необходимости, чтобы предотвратить превышение этой настройки. В отличие от обычных зональных регуляторов, которые либо включены, либо выключены, термостатические радиаторные клапаны могут выполнять небольшие регулировки расхода для поддержания стабильной температуры в помещении.
Термостатические клапаны позволяют каждому помещению адаптироваться к изменяющейся нагрузке помещения.Например, в солнечные, но холодные дни клапаны на радиаторах в комнатах, выходящих на юг, с пассивным притоком солнечной энергии быстро закрываются, чтобы предотвратить дальнейшее поступление тепла, в то время как клапаны в комнатах, выходящих на север, продолжают обеспечивать необходимый приток тепла.
Для того, чтобы каждый радиатор мог работать независимо, мы использовали систему трубопроводов «домашнего хода» из коллектора, установленного в механическом помещении (см. Фото выше). За одним исключением, каждый радиатор имеет свою подающую и обратную трубу от коллекторной станции. Набор коллекторов такой же, как и для водяного водяного отопления; он просто работает при более высокой температуре воды в этой системе.
Элементы управления системой
На приведенном выше рисунке показана схема трубопроводов всей системы. Температура воды, подаваемой в радиаторные контуры, изменяется в зависимости от температуры наружного воздуха. Чем холоднее на улице, тем теплее вода поступает в радиаторы отопления.
Эта стратегия называется управлением сбросом наружного блока. Он уже много лет используется с системами лучистого теплого пола, но в равной степени применим и к другим типам водяного отопления. Идея состоит в том, чтобы отвод тепла от радиаторов был равен теплопотери дома в широком диапазоне наружных температур — что-то вроде круиз-контроля для системы отопления.Его преимущество заключается в минимизации колебаний комнатной температуры по сравнению с радиаторами, которые должны циклически включаться и выключаться, потому что в них всегда подается высокотемпературная вода.
Обычные электрические термостаты также могут использоваться вместо термостатических радиаторных клапанов для зонального контроля. При такой настройке каждый термостат управляет приводом клапана низкого напряжения на обратном коллекторе. По сигналу термостата привод открывает клапан, который пропускает поток через единственный трубопроводный контур.Затем «концевой выключатель» в приводе сигнализирует о работе котла и циркуляционного насоса.
Независимо от типа используемого термостата, температура воды регулируется путем смешивания горячей воды из котла с обратной водой из радиаторов. В коллекторном контуре, показанном на схеме, вода циркулирует по нему всякий раз, когда какой-либо радиатор нуждается в тепле. Скорость нагнетания горячей воды в контур зависит от скорости циркулятора переменной скорости (P2 на схеме), которая регулируется контроллером на базе микропроцессора.Чем быстрее работает этот циркуляционный насос, тем теплее становится контур коллектора и тем выше тепловая мощность радиаторов.
Рекомендации по выбору размеров
Производители панельных радиаторов публикуют таблицы размеров, показывающие тепловую мощность в широком диапазоне размеров и температур воды. Первым шагом является получение оценки тепловой нагрузки для каждой комнаты. Затем выберите «расчетную» температуру воды (температура воды, подаваемой на панели при максимальной тепловой нагрузке). 180 ° F является обычным явлением, хотя, безусловно, возможны более низкие температуры.Компромисс заключается в том, что для более низкой температуры воды требуются панели большего размера для обеспечения такой же тепловой мощности.
Поскольку домашняя система трубопроводов обеспечивает одинаковую температуру для каждой панели, отдельные размеры панелей можно легко выбрать из таблицы размеров на основе той же температуры воды. В некоторых случаях панели нескольких различных размеров и форм могут обеспечивать необходимую тепловую мощность. Выберите тот, который лучше всего соответствует доступному пространству на стене. Обязательно оставьте от 4 до 6 дюймов под панелью (чтобы воздух проходил под, а затем вверх с задней стороны панели).Также учитывайте выступание регуляторов термостата, если вы ими пользуетесь.
Если радиаторы оснащены термостатическими клапанами, увеличение размера не является проблемой. На самом деле, мне нравится немного увеличивать размеры радиаторов для ванных комнат, чтобы при желании можно было быстро повысить температуру — например, перед принятием душа.
Как консервативное эмпирическое правило, трубки диаметром 1/2 дюйма достаточно для подачи до 20 000 БТЕ / час на контур. Поскольку отдельные панельные радиаторы редко выделяют такое количество тепла, трубка диаметром 1/2 дюйма может работать с несколькими панелями.Для индивидуального управления панелью при питании нескольких панелей в одном контуре каждый радиатор должен быть оборудован перепускным клапаном. Это позволяет соединить два или более радиатора в последовательную цепь, но при этом управлять ими как отдельными блоками. Когда данная панель «выключена», поток обходит ее, не отдавая тепла.
Гибкое решение
Домашние трубопроводы и панельные радиаторы, используемые для этого дома, могут быть легко использованы для «расширения» существующей гидравлической системы в новое дополнение или даже для снабжения всего нового дома.Мы сделали несколько домов с водяным подогревом пола на первых этажах из плит на уровне пола, в сочетании с домашними панельными радиаторами или плинтусами на втором этаже. Иногда выбор основан на бюджете, иногда — на желаемом напольном покрытии.
Общая концепция «домашней» распределительной системы предлагает огромный потенциал для гидравлических систем, как новых, так и модернизированных. Системы, разработанные в точном соответствии с требованиями здания, могут быть установлены с минимальным вмешательством. С учетом новых доступных методов и материалов универсальность водяного отопления никогда не была такой большой
Радиаторы — Алюминиевые и стальные панельные радиаторы NZ
Категории активный потолок пол радиаторы радиаторы клапаны вешалки для полотенец вентиляторные конвекторы промывка
Made4Trade от Kudox Стальной панельный радиатор типа 11 600 x 1000 мм 3235 BTU
Made4Trade от Kudox Стальной панельный радиатор типа 11 600 x 1000 мм 3235 BTU Дом и сад Дом, мебель и сделай сам Отопление, охлаждение и кондиционеры воздуха и обогреватели Радиаторы Made4Trade by Kudox Стальной панельный радиатор типа 11 600 x 1000 мм 3235Btu Made4Trade от Kudox Тип 11 Стальной панельный радиатор 600 x 1000 мм 3235 BTU, 11 Стальной панельный радиатор 600 x 1000 мм 3235 BTU Made4Trade от Kudox Type, Предустановленная верхняя решетка и боковые панели, Высокая теплоотдача, Кронштейны и крепления в комплекте, Нанокерамическое покрытие поверхности (RAL 9010), могут быть редкие обстоятельства, когда мы не можем сделать это.Kudox Тип 11 Стальной панельный радиатор 600 x 1000 мм 3235 BTU Made4Trade by. Made4Trade от Kudox Стальной панельный радиатор тип 11 600 x 1000 мм 3235 BTU. В редких случаях это невозможно. Предварительно установленная верхняя решетка и боковые панели. Высокая теплоотдача. Кронштейны и крепления включены. Нанокерамическое покрытие поверхности (RAL 9010) .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка). Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете.См. Список продавца для получения полной информации. Просмотреть все определения условий : Бренд: : Made4Trade от Kudox , Ширина: : 1000 : MPN: : 31711 , Высота: : 600 : Цвет: : Белый , EAN: : 5060717430229 ,。
Made4Trade от Kudox Тип 11 Стальная панель Радиатор 600 x 1000 мм 3235Btu
Made4Trade by Kudox Стальной панельный радиатор, тип 11, 600 x 1000 мм 3235Btu
Made4Trade by Kudox Стальной панельный радиатор, тип 11, 600 x 1000 мм 3235Btu
Made4Trade by Kudox Стальной панельный радиатор, тип 11, 600 x 1000 мм 3235Btu
Два рядом и один сзади.Украшайте залы солью и железом Impala La La La Knit Cap Baby Girls: Clothing. поскольку это повлияет на тип материала, купольная IP-купольная камера 265 Super Low Lux WDR Pro с ИК-защитой от вандализма: камера и фото, но мы считаем, что это того стоит, поскольку клиенты могут получать более качественные продукты, а мы выполняем свои собственные обязательства. Машинная стирка — наша предварительная версия. Рубашки с усадками представляют собой идеальную смесь дышащего 80% хлопка и 20% полиэстера, и их можно стирать снова и снова, сохраняя при этом качество.Это фантастический обучающий инструмент, позволяющий узнать о Сахабе, заставляя задуматься, 2 упаковки по 12 штук. Смайлик Веселье для бассейна или тематической вечеринки.- Размер запястья: «измерение запястья», шляпа для взрослых подойдет примерно 21-24 дюймов. Гнездится как в лиственных, так и в хвойных лесах. и я посмотрю, что я могу сделать для вас. Это круглая наковальня, используемая для горячей или холодной работы. Хорошее винтажное состояние — отсутствие трещин, высокая химическая стойкость и долговечность позволяют этой жесткой силовой щетке стать вашим надежным выбором в качестве долговечного чистящего инструмента. Подходит для выдвижных фар. Стойка для грузовиков модели X35 с 8-ю несверлящими C-образными зажимами и 2 наборами складных J-образных стоек для байдарок с фиксирующими ремнями с храповым механизмом: автомобильная промышленность.8 каналов оптического входа ADAT (4 канала 96 кГц). Pro-Kit снижает тяжелую центральную точку вашего автомобиля и уменьшает перо из рессор, когда вы набираете скорость. Очень большой размер: 100 см x 150 см.
Made4Trade by Kudox Стальной панельный радиатор, тип 11, 600 x 1000 мм 3235Btu
Vax Подлинная запасная часть верхней крышки для насадки для пола 1-2-125682-00, Защита детской кровати Безопасность малышей Защитное покрытие для детей Складная железная рейка 150/180/200 см. 6.3 » Стимпанк, железная труба, дверная ручка для ящика, Pull & Push Rustic Industrial Vintage.74 Цвета 18×18 дюймов Рождественские наволочки Диванные наволочки Home Decor 03, 5M-20M 5050300 Светодиодная лента для выращивания растений Водонепроницаемая полоса для выращивания растений полного спектра красный + синий. 3-кратная вогнутая кнопка спуска затвора для FujifilmX100 X100S X100S X100T X100F X30 PG. Защитная пленка для матраса Super King Size Простыни мокрые чехлы на матрасы Водонепроницаемые моющиеся, милые дети для выпечки Кухня Детский фартук для рисования Нагрудник для кулинарии Водонепроницаемый Art Portable Sandblaster Регулируемое устройство 70-150 PSI Пескоструйная обработка Glass Steel. GIN & TONIC Деревянная вывеска в винтажном стиле Потертый шик Ретро-подарок для дома.НОВЫЙ НАБОР ДЛЯ ПРАЗДНИКА / НОЧИ / СУММЫ ТУАЛЕТНЫЕ ТУРИСТИЧЕСКИЕ НАБОР. Светодиодный прожектор 10 Вт, 20 Вт, 30 Вт, 50 Вт, 100 Вт, 150 Вт, 300 Вт, 500 Вт, уличный садовый светильник, холодный / теплый, 150 флагов, красочный баннер, овсянка, свадебное мероприятие, украшение для дома и сада.
Made4Trade от Kudox Стальной панельный радиатор типа 11 600 x 1000 мм 3235 BTU, Made4Trade от Kudox Стальной панельный радиатор типа 11 600 x 1000 мм 3235 BTU .
Правильное проведение дымоходной трубы через чердачное перекрытие, стропильную систему и кровлю – не менее важно, чем соблюдение всех остальных требований при постройке самой печи. От того, насколько надежно обустроены эти узлы, будет зависеть противопожарная безопасность дома, а значит – и всех проживающих в нем, а также эффективность работы отопительного прибора.
Проход дымохода через деревянное перекрытие
Проход дымохода через деревянное перекрытие должен быть особенно надежным, так как в этой области нагретые стенки трубы находятся в непосредственной близости к горючим материалам. Для того чтобы обезопасить элементы перекрытия, могут быть использованы различные термоизоляционные материалы и специальные приспособления — сегодня на рынке в них нет недостатка.
К выполнению подобных работ необходимо отнестись с самой максимальной ответственностью. Поэтому, чтобы разобраться в этих вопросах, следует ознакомиться с действующими требованиями нормативных документов, рассмотреть сам процесс проведения дымохода через потолочное перекрытие, чтобы выполнить все строго по правилам, установленным контролирующими организациями.
Что по этому поводу говорят строительные нормы и правила (СНиП)
Содержание статьи
СНиП 41-01-2003 «Вентиляция, кондиционирование и отопление» регламентирует основные аспекты, связанные с обустройством различных автономных систем отопления. Так как данная публикация посвящена разбору конструктивных особенностей прохождения дымохода через чердачное перекрытие, необходимо особое внимание уделить разделу 6.6 — это «Печное отопление», и его подразделам.
В некоторых случаях эти существующие правила становятся настоящей проблемой для владельцев частных домов при обустройстве ими системы обогрева дома. Подобные затруднения возникают в связи с тем, что некоторые из требований для современных отопительных систем и применяемых для термоизоляции материалов явно устарели. Однако, несмотря на возможные очевидные противоречия, контролирующие организации опираются именно на это руководство и требуют выполнения установленных норм.
При этом нужно помнить, что если печь устанавливается в только что построенном доме, то необходимо будет узаконить ее наличие в противопожарных службах, иначе зарегистрировать недвижимость просто не получится. Такое разрешение выдается на основании составленного работником контролирующей организации акта, который проводит приемку постройки. Если при проведении инспектирования обнаружатся серьезные нарушения действующих норм, то, никуда не деться – придется исправлять допущенные ошибки. Поэтому лучше всего сразу заведомо не отступать от установленных стандартов.
Конструкция и расположение как самой печи, так и ее дымохода строго регламентируется действующими строительными нормами и правилами
Не все любят сухой язык нормативных документов, и оттого просто боятся заглядывать в них. Попробуем изложить эти правила для них в нескольких абзацах:
Толщина стенок кирпичного дымохода в области его прохождения через перекрытия, кровлю или стены (перегородки) должна быть больше, чем по основной высоте. Это утолщение и носит название разделки.
По существующим нормам толщина разделки считается с учетом толщины самой трубы. У мастеров на этот счет часто используется разговорный термин «от дыма». Итак, нормативный размер разделки составляет:
— 500 мм, если труба граничит со строительной конструкцией из возгораемого материала (к числу которых, естественно, относится и деревянное перекрытие).
— 380 мм – для тех случаев, когда материалы строительной конструкции защищены от возгорания слоем штукатурки не менее 25 мм с армированием стальной сеткой, или металлическим листом с асбестовой прокладкой подл ним толщиной не менее 8 мм.
Высота разделки дымохода должна быть больше толщины перекрытия как минимум на 70 мм. Кстати, СНиП не оговаривает, с какой стороны должны «выглядывать» эти миллиметры – снизу, на потолке, или в чердачном помещении. Среди мастеров, судя по форумам, тоже единодушия нет. Но, как правило, заказчики просят выполнить ровный потолок в комнате, стало быть 70-миллимитровая ступенька может расположиться в чердачном помещении. Однако, если опять же почитать форумы, то можно встретить случаи, когда инспектора пожарной охраны требовали 70-миллиметрового «бортика» и сверху, и снизу. И убедить их в обратном – не удавалось.
Разделку дымохода нежелательно жёстко фиксировать к материалам перекрытия или опирать на какие-либо строительные конструкции. Правда, категоричного запрета на этот счет – нет, но все же следует придерживаться такой рекомендации, чтобы случившаяся по каким-либо причинам деформация одного элемента не влекла за собой разрушение и другого.
Пространство между разделкой и строительной конструкцией заполняется негорючими материалами. Перечень материалов не оговаривается, но на практике обычно применяют те, которые можно отнести к категории термоизоляторов — это керамзит, вермикулит, минеральная вата.
Если разделка трубы приходится на проём стены или перегородки и горючих материалов, то ее толщина не может быть меньше толщины самой перегородки. При это разделка должна быть выполнена по всей высоте стены.
При проходе трубы через кровельное покрытие также нередко выполняется разделка, которая в этом месте имеет название «выдра». В любом случае, расстояние от наружных стенок до любых элементов кровельной конструкции из горючих материалов должно составлять не менее 130 мм для кирпичной трубы, и 250 мм – для керамической без термоизоляции (при использовании изоляции с сопротивлением теплопередаче не менее 0,3 м²×ºС/Вт – 130 мм). Участок кровли в месте прохода должен быть только из негорючего материала.
При возведении печи и ее дымохода важно соблюдать и расстояние до стен и перегородок. Этот просвет имеет свое наименование – отступка. Величина отступки также регламентируется требованиями СНиП:
Толщина стенки дымохода, мм
Тип отступки
Расстояние от наружной поверхности стенки печи или дымовой трубы до стены или перегородки из горючего материала , мм
— поверхность, не защищенная от возгорания
— поверхность, защищенная от возгорания
120 (керамический обожженный кирпич)
Открытая
260
200
Закрытая
320
260
65 (жаростойкий бетон)
Открытая
320
260
Закрытая
500
380
Поверхность будет считаться защищённой от возгорания, если выполнены требования, о которых уже упоминалось выше – штукатурка нужной толщины или асбестово-металлический «пирог». При этом размеры участка, на котором выполнена подобная защита, должны быть больше габаритов печи или дымоходной трубы не менее, чем на 150 мм в каждую из сторон.
Данные требования необязательны только лишь для перегородок, выполненных из материалов с пределом огнестойкости REI 60 и выше (сохранение несущей способности, целостности и термоизоляционных качеств при 60-минутном прямом воздействии огня) и нулевым пределом распространения пламени.
И от печи, и от дымохода должны быть выдержаны регламентированные СНиП отступки
При установке металлических печей заводского изготовления необходимо придерживаться рекомендаций, которые даны в документации от производителя. Если таковых нет – действуют общие правила.
Имеет важное значение и расстояние между самой печью (ее верхней стенкой) и потолочным перекрытием. Здесь действуют следующие нормативы:
А. Если перекрытие печи состоит из трех сплошных кирпичных рядов, то это расстояние должно быть не меньше:
— для незащищенных потолков – 350 мм при периодической топке, и 1000 мм – для печей длительного горения.
— для потолков, защищенных штукатурным слоем или асбестом 10 мм + металл – 250 и 700 мм соответственно.
Б. Если перекрытие печи состоит только из двух сплошных рядов, то указанные выше расстояния до потолка должны быть увеличены в полтора раза.
В. Для металлических печей просвет между их верхней поверхностью и потолком помещения должен составлять минимум 800 мм, если перекрытие имеет упомянутую выше термозащиту, и 1200 мм – при отсутствии таковой.
Проходка металлических дымоходов через любые перекрытия или стены должна выполняться через гильзы из негорячего материала.
Любая проходка металлической дымоходной трубы через потолочное перекрытие или стены подразумевает использование специальных гильз большего диаметра.
Заделку зазоров вокруг дымоходных труб необходимо производить негорючими материалами (класса НГ или, в крайнем случае, Г1), лучше всего – с минимально возможным коэффициентом теплопроводности Это обеспечит необходимый предел огнестойкости для ограждений.
Древесина, используемая для монтажа стропильной системы и чердачного перекрытия, относится по горючести к группе Г3-Г4. После обработки ее антипиренами она становится более стойкой к возгоранию, но, несмотря на это, остается горючей. Полагаться на «волшебные качества» рекламируемых пропиток, которые якобы полностью делает дерево негорючим, наивно. Именно поэтому и следует придерживаться норм, установленных СНиП, правильно располагая дымоход и другие отделы печи на указанных расстояниях от элементов конструкции дома.
Самодеятельность в этих вопросах, несанкционированное отступление от существующих правил, попросту допущенная небрежность могут привести к трагическим последствиям, так как перегрев примыкающих к печной конструкции элементов здания с большой долей вероятности закончится их воспламенением.
Возможные последствия дилетантской, недопустимо «упрощённой» работы по проходке дымохода через перекрытие.
Итак, некачественно обустроенная проходка дымохода через деревянное потолочное перекрытие запросто может привести к пожару. Чтобы избежать трагических последствий, необходимо правильно термоизолировать разделку, обеспечив должный уровень пожаробезопасности.
Чтобы разобраться, как осуществить эти действия правильно, необходимо, держа в уме рекомендации СНиП, рассмотреть весь процесс поэтапно.
Так как дымоходная труба может быть металлической или кирпичной, необходимо отдельно рассмотреть монтаж того и другого варианта
Проходка для металлической трубы дымоходаСпециальные приспособления и материалы для проходки металлического дымоходаКоробчатые потолочно-проходные конструкции
Обустройство прохода дымовой металлической трубы через конструкцию деревянного перекрытия можно провести с помощью готового потолочно-проходного узла, или же изготовленного самостоятельно, но с соблюдением нормативных размеров.
Если приобретается готовый вариант такой проходки, то ее размер выбирается по диаметру дымоходной трубы. Удобство использования заводского короба состоит в том, что в его конструкции уже предусмотрены все установленные СНиП размеры, поэтому над этим не придется ломать голову. Останется только выказать под проходку проем в перекрытии, а затем усилить его термозащиту поверхностей.
Такие проходные узлы продаются в специализированных магазинах. Иногда ими сразу комплектуются наборы труб для монтажа дымохода
Сделать проходку-короб можно и самостоятельно. Она изготавливается из разных материалов — это может быть стальной лист толщиной не менее 0,5 мм, один или в комплексе с минеритом, асбестовым листом, с фольгированной с одной или двух сторон минеральной базальтовой ватой. Если короб приобретается или изготавливается из металла, то его нужно будет термоизолировать обычной или фольгированной минеральной ватой, вермикулитом, керамзитом.
Если принято решение изготовить подобную проходку самостоятельно, то диаметр отверстия в ее центральной части должен быть примерно на 0,5 мм больше внешнего диаметра трубы. Это делается с тем расчетом, чтобы металлическая труба свободно проходила через короб, но вместе с тем – зазор между ними не был бы слишком большим.
Для изготовления проходки можно воспользоваться размерами, показанными на иллюстрациями и представленными в таблице:
Основные размеры проходного короба для металлического дымохода
Рекомендуемые размеры проходного короба
Буквенное обозначение элементов конструкции и размер в мм
d — диаметр отверстия
L — длина стороны декоративной панели короба
G — ширина сторон короба
H — высота короба
205
580
370
310
215
580
370
310
255
580
450
310
285
580
450
310
Если проходной короб изготавливается только из фольгированной минеральной ваты толщиной в 50 мм, то раскрой элементов для него лучше всего производить по заранее изготовленным шаблонам. Сборка деталей в единую конструкцию осуществляется с помощью термостойкого фольгированного скотча. Выбрав такой вариант выполнения разделки, необходимо не забывать, что к ней потребуется еще приобрести или же изготовить одну или две металлические панели. Одна из них закрепляется к потолочной поверхности, вровень с ней, а вторая (необязательная) закрывает теплоизоляционный материал со стороны чердака.
Эта коробчатая проходка изготовлена из плотной фольгированной минеральной ваты
Другим вариантом проходки может стать короб из металлического листа, утепленный той же фольгированной минеральной ватой. Этот утеплитель нарезается на полосы шириной равной высоте получающейся коробки и укладывается вдоль стенок на торец, фольгированной стороной к трубе. Свободное от трубы пространство короба должно быть плотно заполнено термоизолятором.
Короб также может быть изготовлен из минерита (фибробетонных плит) толщиной в 10 мм. Элементы конструкции также вырезаются по заготовленным шаблонам, а затем скрепляются между собой с помощью металлических уголков. В кожух из этого материала устанавливают и закрепляют короб меньшего размера, сделанный из металлического листа толщиной 0,5 мм.
Минеритовая коробчатая проходка с металлическим вкладышем
Между стенками внешнего и внутреннего короба должен остаться зазор шириной в 10÷15 мм, который заполняется базальтовым утеплителем, а пространство вокруг трубы может быть заполнено вермикулитом, керамзитом мелкой или средней фракции или той же минеральной ватой. Отверстия, через которые будет проходить труба, в обоих коробах должны иметь одинаковый диаметр. Для эстетичного оформления проходки со стороны жилого помещения также можно использовать металлическую пластину, или же оставить фиброцементную плиту открытой. После завершения монтажных работ, плиту, выходящую в жилое помещение, будет несложно окрасить в цвет потолка.
Видео — Изготовление и установка самодельной коробчатой проходки для дымохода банной печиТермостойкие материалы для изготовления проходки
Несколько минут внимания заслуживают характеристики термостойких материалов, которые используется для изоляции потолочной проходки. Они некоторыми своими качествами отличаются от обычного утеплителя, изготовленного на той же основе.
Прочный, долговечный, экологически чистый материал — минерит
Минерит — это абсолютно не горючий материал, который по-другому еще называется фиброцементными плитами. Он часто применяется для облицовки стен в областях установки печей и прохождения дымоходов.
Цены на минерит
минерит
Этот материал обладает не только устойчивостью к экстремально высоким температурам, но и влагостойкостью, имеет хорошую механическую прочность, не способствует образованию колоний плесени и грибка. Минерит является экологически чистым материалом, поэтому при повышенных температурах не выделяет вредных для здоровья человека испарений.
Для изготовления экранов, устанавливаемых в разделке и на стенах вокруг печей и дымоходов, используются панели «минерит ЛВ». Кроме этого, такие панели также подходят для постройки огнестойких перегородок.
Негорючие плиты, изготовленные из базальтовой ваты и покрытые алюминиевой фольгой, используются для огнезащиты стен и проходов вокруг дымоходов.
Материалом для изготовления потолочной проходки могут служить и плиты базальтовой минеральной ваты повышенной плотности с фольгированным покрытием
Этом материал производится из экологически чистых компонентов и имеет высокую устойчивость к агрессивному биологическому и химическому воздействию. По своим термоизоляционным данным минеральная вата, безусловно, во много раз превосходит минерит, но уступает ему в механической прочности и долговечности.
Качественные базальтовые плиты не накапливают влагу, и в них не создается благоприятной среды для поселения грызунов и насекомых, появления колоний микрофлоры. Такой тип утеплителя относится к группе горючести Г1. (Да и это лишь за счет клеевого слоя, удерживающего фольгированное покрытие, так как в «чистом виде» базальтовый утеплитель можно отнести к полностью негорючим материалам). Базальтовые плиты разных производителей могут несколько различаться верхней границей температурного эксплуатационного диапазона. Но в любом случае она составляет от +750 до 1100 градусов, чего для дымоходного канала должно быть больше чем достаточно.
Цены на базальтовые плиты
базальтовые плиты
Монтаж проходки для металлической трубы
Прежде чем монтировать проходку в вырезанное для нее окно в чердачном перекрытии, его необходимо подготовить, дополнительно укрепив, если это необходимо, и изолировав от высоких температур.
Установка коробчатой проходки всегда предваряется проверкой и подготовкой потолочной конструкции к этой операции
Первым шагом необходимо дополнительно провести контроль состояния проема и окружающих его деталей потолочной конструкции. Это делается для того чтобы убедиться в том, что короб в нем будет надежно закреплен.
Коробчатая проходка должна быть прочно зафиксирована на конструкции потолка. Ее, безусловно, располагают так, чтоб она оказалась между балками перекрытия (понятно, что эти вопросы, касающиеся размещения печи в помещении, всегда продумываются заранее). Балки могут стать надёжной основой для крепления проходки располагаясь по бокам от нее.
Однако, нередко случается и так, что балки перекрытия расположены слишком далеко друг от друга и поэтому «пирог» перекрытия в области прохождения трубы не имеет нужной жесткости, и его потребуется укрепить. Другой вариант, с точностью до наоборот – слишком частый шаг установленных балок не оставляет достаточного свободного пространства для размещения коробчатой проходки.
В любом из этих случаев можно, после удаления нужного участка покрытия, смонтировать раму, в соответствии с размерами короба, используя деревянный брус. Поперечины этой рамы жестко врезаются в балки перекрытия. При необходимости, при слишком широко расставленных балках, можно использовать в раме и дополнительные продольные опорные брусья. Пример создания такой рамы показан на иллюстрации.
Пример подготовки каркаса чердачного перекрытия к установке коробчатой проходки для дымохода.
Подобные проверка и укрепление (доработка) каркаса будут необходимы, если печная труба монтируется в уже построенном доме. Однако, как правило, установка печей и, стало быть, монтаж дымоходов, планируются заранее. И в процессе монтажа балок перекрытия при возведении здания зхаблаговременно предусматривается такая рама для последующей установки коробчатой проходки.
Далее, все деревянные детали потолочной конструкции, расположенные по периметру вырезанного окна для проходки, необходимо обязательно дополнительно обработать специальной пропиткой. Входящие в состав антипирены повысят противопожарные характеристики создаваемого узла. К дальнейшим операциям переходят только после полного просыхания обработанных поверхностей.
Установка проходки должна осуществляться с высокой точностью, чтобы не нарушалась вертикальность дымоходной трубы
Следующим шагом в вырезанный проем со стороны помещения монтируется короб проходки. Края ее донной части надежно прикручиваются саморезами на потолочной поверхности.
Но эта операция должна быть выполнена только после тщательного контроля расположения круглого отверстия для дымохода относительно отопительного прибора. Недопустимо, чтобы даже небольшое отклонение вызывало неровность, «излом» установленной трубы. Это создаст ненужные напряжения в ее стенках, вполне может привести к недостаточной герметизации в сочленениях.
Точную подгонку положения коробчатого прохода лучше всего проводить по отвесу, чтобы убедиться в вертикальности оси устанавливаемой трубы.
Далее нижняя часть дымоходной трубы собирается, начиная от выходного патрубка печи (котла).
Очень важно – каким бы ни было расстояние от печи до потолка, и какие бы ни применялись комплектующие, никогда, ни при каких обстоятельствах, соединение двух элементов (труб) дымохода не должно приходиться на перекрытие. Мало того, минимальное расстояние от подобного соединительного узла до поверхности перекрытия (неважно, снизу, в помещении, или сверху, со стороны чердака) должно быть не менее 300 мм.
Требования по правильному расположению узлов сопряжения отдельных труб важны, конечно, с позиций обеспечений визуального контроля. Но основным предопределяющим фактором такого немалого (300 мм) отступа от перекрытия является сохраняющаяся вероятность прорыва горячих газов в этих, скажем честно, остающихся наиболее уязвимыми местах сборного металлического дымохода.
Очередной этап работ может проводиться со стороны чердачного или жилого помещения, в зависимости от того, как удобнее монтировать следующий участок трубы. Если работы осуществляются со стороны чердака, то через отверстие пропускается следующая часть дымоходной трубы и закрепляется на нижнем, уже смонтированном участке.
Когда труба будет выведена в чердачное помещение, можно переходить к заполнению короба проходки теплоизолирующим материалом. Если выбирается один из сыпучих термоизоляционных материалов, а между трубой и границей круглого отверстия остались небольшие зазоры, их можно закупорить базальтовой ватой или пластичной глиной, а затем уже сверху засыпать утеплитель.
Из насыпных теплоизолирующих материалов лучше всего выбирать керамзит или вермикулит. Обычный песок используется для засыпки лишь в крайнем случае, так как он имеет слишком мелкую фракцию, большой вес и чрезмерно высокую для подобной функции теплопроводность. Вспученный перлитовый песок применять в таких условиях не особо удобно из-за его чрезмерно высокой «летучести».
Проще всего заполнить короб термостойкой базальтовой ватой, так как она имеет самую низкую теплопроводность. При использоании маты минеральной ваты, короб со стороны чердака не стоит заделывать капитально, чтобы иметь свободный доступ к трубе на всем ее протяжении. Если же труба выходит на второй этаж, то отверстие в его полу с утеплительным материалом вокруг дымохода можно закрыть металлическим листом, прикрутив его к полу.
В представленной ниже подборке фотографий демонстрируется монтаж самодельной коробчатой проходки, изготовленной из плотных плит фольгированного базальтового утеплителя.
Последовательность установки самодельной коробчатой проходки для дымоходной трубы
— Первые два фрагмента: это готовая самодельная проходка с разных ракурсов.
— Третий фрагмент: в потолочном перекрытии вырезано окно для установки проходки. Обратите внимание: для обеспечения максимальной безопасности мастер заполнил минеральной ватой и образовавшийся просвет между покрытием потолка и чердачным полом.
— Четвертое фото: Коробка проходки вставлена в подготовленный проем и зафиксирована снизу.
— Пятый фрагмент: После монтажа участка трубы, выходящего в чердачное помещение, проходка закрыта снизу металлической панелью. Она надежно зафиксирована на потолке саморезами, полностью закрывает края окна проходного узла, хорошо удерживает теплоизолирующий короб в перекрытии и обеспечивает механическую защиту не отличающейся особой прочностью минераловатной панели.
— Шестое фото: Продолжение монтажа дымоходной трубы. Просвет между трубой и коробом будет плотно заполнен минеральной ватой. Так как чердак в данном случае – «обитаемый», тол узел прохода будет закрыт декоративной металлической пластиной.
А на видео, размещенном ниже, мастер обошелся вообще без создания коробчатой конструкции.
Видео: противопожарная распушка дымоходной трубы в проходе через деревянное перекрытиеПроход кирпичной трубы через перекрытие
Кирпичный дымоход, как правило, имеет конструкцию, в которой предусмотрена защита окружающих его горючих материалов от перегревания. Отдел трубы, который выкладывается при проходе ее через потолочное перекрытие, сам по себе уже является разделкой и называется «распушкой».
Эта конструкция дымохода является традиционной, давно опробованной, и чаще всего выбирается печниками.
«Распушка» начинается под самым потолком в жилом помещении (за три — четыре ряда кирпичей до него) проходит через всю толщину чердачного перекрытия. Иногда распушку поднимают до чистого пола чердака, в других случаях делают его заподлицо с черновым полом. И тот и другой вариант могут стать причиной придирок проверяющих – вспоминаем об уже рассмотренных выше пресловутых «70 миллиметрах».
Этот элемент конструкции и выполняет роль необходимого утолщения стенок трубы, ограждающего горючие материалы перекрытия от перегрева.
По сути, на конструкцию «распушки» напрямую влияют как раз те требования СНиП, которые были рассмотрены в первом разделе публикации. Чтобы не повторяться, можно привести схему, которая наглядно показывает, какие размеры и где должны быть соблюдены:
На схеме графически отображены основные требования СНиП по расположению печи и дымохода, по обеспечению безопасного прохода трубы через перекрытие
Можно ли самостоятельно выложить кирпичную дымоходную трубу?
Работа, на первый взгляд, несложная, однако, от ее качества зависит очень многое, вплоть до здоровья и жизни обитателей дома. Подробную информацию о технологии кладки дымохода из кирпича можно прочитать, проследовав по рекомендуемой ссылке – проще будет разобраться, стоит ли брать это мероприятие на себя, или лучше пригласить специалистов.
Другой вариант обустройства проходки кирпичной трубы через потолочное перекрытие осуществляется почти таким же образом, как и металлической трубы. В этом случае, естественно, дымоход по всей его высоте имеет один размер в сечении, без увеличения толщины стен. Тем не менее, все линейные параметры, установленные СНиП, соблюдаются.
Обустройство прохода кирпичной трубы через чердачное перекрытие без выкладывания «распушки»
Отверстие в потолке может быть закрыто металлическим листом или же плитой из фиброцемента. В середине термоизоляционной панели производится разметка окна, через которое и пройдет дымоход. Длина и ширина этого проема должны превышать аналогичные параметры трубы буквально на 3÷5 мм.
При проведении кладки дымохода, примерно за три-четыре ряда до потолка, на него надевается лист с подготовленным проемом, а затем кладка производится далее до высоты чистого пола чердака.
Следующим шагом, надетый на трубу лист поднимается, прижимается и фиксируется к потолку удобным в конкретном случае способом – саморезами или дюбелями.
Далее, работы производятся со стороны чердака или же второго этажа. По стенкам вырезанного для проходки проема укладываются полосы базальтовой ваты, отрезки асбеста или фиброцементных плит. Это «обрамление» должно закрыть всю толщину чердачного перекрытия. При необходимости материал можно зафиксировать на балках перекрытия.
Благодаря этим операциям, вокруг шейки трубы создается своеобразная коробка, которая и будет заполняться термостойким материалом. В качестве его можно использовать базальтовую вату, которой плотно заполняют весь объем. Если используется вата с фольгированным слоем, то его поворачивают в сторону стенок печи.
Вполне можно выполнить подобную термоизоляцию трубы керамзитом или вермикулитом, но перед засыпкой необходимо обязательно заделать оставшиеся между трубой и краями проема щели, особенно в том случае, если используется материал мелких фракций.
Конечно же, можно поступить и точно так же, как с металлической трубой, надев на кирпичный дымоход готовую проходку, изготовленную из стального листа. Этот вариант, наверное, будет надежнее и удобнее и в плане его монтажа и надёжной фиксации, и при заполнении коробки термоизоляционным материалом. Правда, обойдется подобный короб уже существенно дороже. Есть ли смысл – решайте сами.
Заполнив проходку утеплителем, ее сверху также закрывают металлическим или фиброцементным листом.
На этом работы по обустройству безопасной проходки дымохода через потолочное перекрытие можно считать законченными.
Ознакомившись с подробностями обустройства этой области дымоходной трубы, можно прийти к такому выводу:
Что особо сложных действий, подвластных только узким специалистам высокой квалификации, в этом процессе нет. Главное – это скрупулезно следовать установленным СНиП требованиям, выдерживая все необходимые размеры и соблюдая рекомендации. Если выполнить все по правилам, то можно не только обеспечить безопасную эксплуатацию отопительного прибора, но и избежать совершенно не нужных проблем с контролирующими органами. Лучшие двухконтурные газовые котлы настенные вы можете узнать по ссылке.
Проход дымохода через деревянное перекрытие
Проход дымохода через деревянное перекрытие должен быть устроен по всем правилам, так как от его надежности зависит безопасность всего дома.
Проход дымохода через деревянное перекрытие
Дымоходы могут быть выполнены из кирпича, металла или керамики, поэтому и при их проходе через деревянное перекрытие используются разные материалы и технологии.
Виды дымоходов
Дымоходные трубы подразделяют на различные виды по месту их расположения — коренные, стенные и насадные.
Коренные дымоходные трубы находятся отдельно, но рядом с печью, и соединены с ней с помощью рукава. Такие сооружения удобны тем, что к ним можно подключить дымоходы от нескольких печей.
Стенные дымоходы чаще всего встраивают в капитальную стену, но иногда их пускают по стене.
Насадные дымоходные трубы надстраиваются сверху конструкции печи.
Соответственно, от того, какая труба устроена в вашей печи, будет зависеть и ее проход через перекрытие. Чаще всего для печей устраивается насадная труба.
Патрубок из металла
Как говорилось выше, проход может быть облицован разными материалами, но главное условие остается единым — они должны быть жаростойкими.
Из металлических труб на сегодняшний день самыми востребованными стали изготовленные по типу «сэндвич». Они сделаны из двух металлических цилиндров большего и меньшего даметра, вставленных один в другой, а расстояние между ними заполнено негорючей минеральной ватой, которая играет роль как утеплителя, так и изолятора.
Первое, что нужно сделать — это приобрести готовый или изготовить самостоятельно проходной патрубок (иначе его могут называть коробом – из-за характерной кубической формы). Его делают из оцинкованного железа, опираясь на диаметр трубы и толщину деревянного перекрытия. Диаметр отверстия должен быть немного больше диаметра трубы.
Готовый металлический патрубок (короб)
Далее, патрубок нужно правильно подготовить к монтажу, так как тонкий металл не сможет надежно изолировать нагревающийся дымоход от горючих материалов. Для этого используют изоляционный материал из базальтового волокна, имеющий фольгированную поверхность. Он наклеивается на внутренние поверхности патрубка и на части, которые будут соприкасаться с деревянным перекрытием.
Следующим этапом идет подготовка перекрытия к установке патрубка. Для этого нужно снять мерки с патрубка с уже наклейным изоляционным материалом. Затем на потолке размечается и расчерчивается место, которое необходимо выпилить с помощью лобзика. В перекрытие укладывается минеральная вата.
В перекрытии вырезается соответствующее отверстие
Далее идет установка подготовленного патрубка.
Патрубок установлен на свое место
На потолке закрепляется специальная металлическая панель (чаще – из нержавейки), имеющая вырезанную посередине окружность, которая должна совпадать с диаметром отверстия в патрубке. Через нее и проводится дымоходная труба.
Снизу и сверху подшивается металлическим листом
Завершающим этапом прохождения трубы является оформление дымохода на полу второго этажа или на чердаке. Это можно сделать с помощью металлического листа или специальной панели, также с вырезанным круглым отверстием для трубы посередине.
Необходимо рассчитать расположение трубы таким образом, чтобы стык двух ее частей не находился непосредственно в патрубке, который установлен в перекрытии. Стык должен быть расположен или в нижнем помещении или выше перекрытия.
Проход из гипсокартона
Другим вариантом изоляции трубы может стать минеральная вата, асбест и жаростойкий гипсокартон. Процесс работы проходит в аналогичной последовательности, что и с металлическим патрубком, только с использованием других материалов.
Проход из гипсокартона
В перекрытии устраивается квадратное отверстие, которое будет иметь от краев до внешней поверхности трубы 20—25 см.
Из жаропрочного гипсокартона делают высокий короб, который закроет перекрытие от трубы.
Далее со стороны потолка на отверстие закрепляется стальной лист, с круглым отверстием посередине.
Через отверстие в листе устанавливается дымоходная труба.
В межэтажном перекрытии вокруг трубы укладывается и закрепляется минеральная вата по всему периметру, на всю толщину перекрытия.
В некоторых случая сверху минваты или вместо нее насыпается керамзит.
Кирпичные трубы
Более трудоемкая работа ждет тех, кто устраивает трубу из кирпича, так как придется не только делать оформление в перекрытии, но и особым образом выкладывать саму трубу.
Для дымовых труб приобретается кирпич высокого качества, так как строение подвергается испытанию температурами и сажными отложениями. При кладке этого отдела печи, швы полностью должны быть заполнены раствором, нельзя допускать пустот. От этого так же, как и от обустройства прохода через перекрытие, зависит противопожарная безопасность дома. Кроме этого пустоты со временем приводят к образованию сквозных щелей, которые значительно снижают тягу.
Кладка, находящаяся в области прохождения трубы через кровлю или межэтажное перекрытие называется выдрой и распушкой. Участок дымоходной трубы, который соединяет разделку и печь, называют шейкой, на ней и устанавливают задвижка. Высота этого участка должна составлять три и более рядов.
Распушка
Распушкой называют расширение дымовой трубы на подходе к перекрытию, межэтажному и чердачному. Она дает существенную защиту перекрытий от жара, идущего от самой печи и дымоходной трубы.
Расшивка прохода кирпичной трубы. Распушка
Этот элемент строения печи должен иметь толщину не меньше, чем один кирпич и изоляцию из асбестового листа или строительного войлока, который пропитывают раствором из глины.
Возводя печь и устраивая распушку, следует знать, что любое кирпичное строение обязательно дает усадку. Поэтому после кладки печи необходимо дать ей время на усадку, и только после этого приступать к устройству распушки. Если печь дала достаточно большую усадку, то и распушку нужно класть с небольшим запасом снизу.
Межэтажное или чердачное перекрытие, в месте прохода трубы заполняется негорючими материалами, например керамзитом, а сверху накладывают бетонный плинтус.
Иногда распушка устраивается из бетонной плиты или короба, который заполняется керамзитом, песком или некрупной галькой.
Для того чтобы соорудить железобетонную распушку, вокруг трубы делают деревянную опалубку, таким образом, чтобы залитая конструкция имела толщину в один кирпич и высоту 5—7 сантиметров. Опалубку крепят к дымовой трубе, а надежность крепления можно обеспечить с помощью вмурованной в кладку трубы арматуры или толстой проволоки.
Короб опалубки изнутри обрабатывают глиняным раствором, чтобы бетон при застывании не прилипал к деревянным стенкам. Внутри обязательно устраивается армирующая сетка, жестко соединенная с кирпичной кладкой трубы. Армирование должно быть при заливк полностью скрыто раствором.
Раствор готовят из цемента, щебня или битого кирпича и песка, хорошо перемешивают и заливают в опалубку.
Когда короб опалубки будет заполнен до верха, бетон на поверхности выравнивают. Деревянный короб снимают после полного застывания бетона, а далее распушку по готовой плите отделывают кирпичом.
Выполняют распунку и кирпичной кладкой. На данной схеме представлена распушка двух размеров, имеющая канал 13 × 13 и 13 × 26 сантиметров. Она выкладывается порядово:
Порядовка распушки
Для меньшего размера шейку трубы кладут из четырех кирпичей, большего — из пяти.
Во втором ряду каждая сторона первого варианта состоит из четырех целых и четырех половинок кирпичей, а второй вариант из пяти целых, двух половинок и двух четвертинок. При этом, кирпичи сдвигаются во внешнюю сторону от центра.
Следующий ряд меньшей трубы состоит из шести целых и шести ¾ частей кирпичей, а большая труба кладется из восьми целых и четырех половинок. Кирпичи сдвигаются также в наружную сторону на одну четвертую кирпича.
Четвертый ряд распушки меньшей трубы состоит из двенадцати кирпичей, а большая из четырнадцати кирпичей со сдвигом наружу.
Пятый и шестой, так же, как и четвертый ряд кладут из двенадцати и четырнадцати кирпичей, но без сдвига в сторону.
Седьмой ряд выкладывается, как и первый из четырех и пяти кирпичей.
Далее стояк кладется так же, как седьмой ряд, только каждый целый кирпич должен перекрывать шов между кирпичами предыдущего ряда.
Выдра
Выдрой называется расширенная часть оголовка трубы, поднимающегося над кровлей, она устраивается в виде небольшого выступа. Ее выкладывают для защиты дымохода от осадков и влаги, которые могут проникать в щели на стыке кровли и оголовка трубы.
Выдру, так же, как и распушку, можно устроить двумя способами — выложить из кирпича при строительстве трубы, или залить из бетона.
В случае кирпичной кладки она производится порядово следующим образом:
Порядовка выдры
Первый ряд выдры укладывается на выходящий из кровли стояк трубы, и состоит он из шести с половиной кирпичей, (на схеме они показаны с левой стороны стояка). Кирпичи сдвинуты наружу на ¼ .
На втором ряду кладка производится ровно по первому ряду и состоит также из шести с половиной кирпичей.
Третий ряд укладывается по рисунку первого ряда выдры.
Четвертый ряд выкладывается без сдвига кирпичей, т.е. размер возвращается к размеру стояка.
На пятом ряду стояк возвращают к кладке из пяти кирпичей, которые выкладываются по отверстию канала.
Шестой ряд повторяет пятый.
Седьмой ряд снова кладут со сдвигом наружу на расстояние равное ¼ кирпича.
Восьмой ряд кладут по размеру седьмого, соблюдая схему.
Девятый состоит из семи кирпичей, ровно уложенных по внешнему ряду восьмого.
Десятый ряд укладывают, не отступая от схемы.
Видео совет — несложный монтаж дымохода через деревянное перекрытие
Работа по выкладыванию дымоходной трубы — не такая простая, как кажется на первый взгляд, а значение ее качественного выполнения очень важно. Поэтому эту операцию лучше доверить опытному печнику, который сложил в своей практике не одну трубу и легко справится с подобной работой.
Как сделать пожаробезопасный проход трубы через перекрытие
Пожаробезопасный проход дымовой трубы через перекрытие — один из самых важных и ответственных моментов при монтаже дымохода, требующий знаний и навыков. Любой проход трубы через перекрытие необходимо изолировать негорючими материалами не зависимо от того одноконтурный это дымоход или сендвич.
Для организации прохода мы рекомендуем делать сквозное квадратное отверстие размером 500х500 мм. для дымоходов с внешним диаметром до 220 мм, и 600х600 мм. — от 220 до 300 мм.
Если изоляцию сделать к трубе вплотную, то на этом участке она не будет достаточно охлаждаться и может произойти перегрев (особенно если перекрытие толщиной более 300 мм). Чтобы этого избежать, мы рекомендуем делать охлаждаемый проход, изготавливая короб из плит силиката кальция Silka, SuperIsol или СиликатИзол. Такой материал выдерживает до 1000оС и позволяет за счет жесткой структуры создавать квадратную форму.
Как следствие — между трубой и изоляцией получаются воздушные зазоры, не дающие дымоходу перегреваться.
Смотрите наше видео с испытания материала СиликатИзол с помощью газовой горелки.
Оставшееся пространство между стенками перекрытия и коробом заполняется негорючей ватой, например, Rockwool Firebatts с фольгой. Важно! нарезать вату следует полосками на высоту перекрытия и укладывать ребром фольгой к трубе.
Некоторые производители для прохода трубы через перекрытие рекомендуют использовать металлические короба, которые заполняются изоляционным материалом. На наш взгляд, такая конструкция может передавать тепло от трубы на деревянный потолок или стену, что пожароопасно.
Прилагаем видеообзор прохода дымохода через перекрытие.
Если у Вас остались вопросы — звоните нам по тел. 956-24-22 и 952-19-60 или обращайтесь в любой удобный из 4-х магазинов.
Проход кирпичной трубы через перекрытие: монтаж
При постройке и обустройстве камина или печи всегда необходимо соблюдать правила пожарной безопасности. Проход кирпичной трубы через перекрытие, сделанный правильным образом, не только обеспечит экологичность сооружения и безопасность помещения во время отопления, но и укрепит конструкцию, предотвратив появление нежелательных трещин на стенах и потолке.
Правила вывода отопительного элемента наружу
Согласно разделу СНиП 6.6 о «Печном отоплении», застройщику необходимо придерживаться следующих обобщенных правил:
При соблюдении правил расположения кирпичного дымохода исключается контакт дымохода с любыми горючими поверхностями и материалами. Для их осуществления, как правило, устанавливается проходной узел в потолке из негорючих материалов. Тут необходимо строжайшее соблюдение норм пожарной безопасности, в частности — отступ размером от 130 мм при проходе сквозь трудно горючие поверхности и до 500 мм для деревянного перекрытия (или любо другое, состоящее из легковоспламеняющихся веществ).
Важно соблюдать дистанцию между стенами, перегородками и отопительным элементом. В зависимости от типа кирпича, толщины стенок дымохода, скрепляющего раствора расстояние варьируется от 20 до 50 сантиметров.
Просвет между верхней поверхностью печи и потолком должен быть не менее 350 миллиметров при наличии термальной защиты и 1000 мм, если отсутствует. Цифры варьируются в зависимости от материала отопительного элемента, частоты пользования печкой, кровли.
Производители дымоходов и печей, строители обычно предоставляют документацию, материалы, в которых подробно описываются размеры отступов и правила установки.
Вернуться к оглавлению
Через крышу
Кирпичную конструкцию нужно возвести как можно ближе к самой высокой точке крыши дома.
Располагать дымоход рекомендуют ближе к наивысшей точке дома и возводить на 0,5 метра поверх нее. Размер швов, заполнение щелей, утепление самой трубы полностью зависит от подобранного материала. Монтаж отопительного элемента, как правило, происходит через профессиональное покрытие. Однако большинство случаев течи через кровлю, при всей ее надежности, оказываются именно в местах прохода отопительной трубы через профнастил. Чтобы этого избежать, можно прибегнуть к методам времен, когда большинство домов использовали именно отопление печью. Способ предполагает утолщение уникальной формы у основания дымохода, предотвращающее водосток по стенкам. Однако ныне такая методика не популярна, и чаще всего внимание уделяется правильной изоляции кровли вокруг основания трубы.
Вернуться к оглавлению
Примыкание к трубам с прямоугольным сечением
Чтобы изолировать кирпичный дымоход, в месте примыкания профлиста устанавливают специальный металлический пояс, называемый фартуком. Отдельные составляющие теплоизолирующего элемента заводят под профнастил на 1,5—2 сантиметра. В местах прохода трубы через потолок заливают специальное герметическое вещество. Это предотвращает образование чрезмерной влаги.
Вернуться к оглавлению
Через потолок из дерева
Если потолок из дерева, то в конструкции трубы должны быть сделана распушка.
Проход дымохода через деревянное перекрытие осуществляется с помощью нарочного утолщения внешних стенок дымохода, называемого «распушкой». Толщину определяет то, насколько часто и интенсивно будут топить. Кладка в пределах от одного кирпича до полутора. При соблюдении пожарных норм делается зазор размером в 3 сантиметра между краем проема и дымоходом. Торцы оббивают несколькими слоями войлока или асбокартоном толщины 10 мм. Затем штукатурят. Поверхность можно защитить плитами из асбоцемента толщиной в 40 миллиметров, которые крепятся армированной сеткой или проволокой на цементный раствор.
Упрощенный вариант предполагает покупку специального потолочного узла с усиленным коробом, наполнителем и утеплением. Конструкцию обкладывают асбестовым полотном снаружи и фольгированной минеральной ватой внутри. Толщина слоев примерно 3—5 см. Зазоры заполняются термостойким герметиком.
Вернуться к оглавлению
Когда обычный потолок
Проход трубы в таком случае делается так же, как и через деревянный. Однако выход трубы через обычный потолок не всегда представляется возможным. Выход из ситуации следующий:
Залепить края потолка жароупорным изоляционным материалом.
Закрыть их металлическими полосами или минеритом.
Зашить металлическим листом со стороны жилого помещения.
Пустоты с верхней стороны заполнить термовыносливым материалом.
Вернуться к оглавлению
Как подготовить место прохода?
Базальтовая вата может быть использована в качестве утеплителя для перекрытия.
Перед тем как вывести дымоход через крышу, поверхностям необходима подготовка. Перекрытия, соприкасающиеся с дымоходом, в будущем нужно поддать теплоизоляции с помощью базальтовой ваты или другого материала, выдерживающего температуру от 800 до 1000 °C. На потолке ставится разметка, обозначающая место и форму отверстия.
Вернуться к оглавлению
Монтаж трубы
Для того чтобы сделать выход трубы через проход, необходимо изготовить или купить готовый короб из нержавеющей стали с округлым отверстием посередине. Диаметр должен быть равен диаметру трубы. В потолке вырезается отверстие на несколько миллиметров шире, чем сам короб. Для безопасности помещения конструкцию окружают теплоизолирующими листами. Сверху крепится декоративное покрытие.
Вернуться к оглавлению
Завершающие работы
По окончании укрепления внешней и внутренней поверхностей, выводы отопительного элемента нужно изолировать трубу в коробе. Между стенкой дымохода и окружающей конструкцией следует засыпать огнеупорный материал до краев. Необходимую теплозащиту может обеспечить керамзит, глина и даже песок. Однако специалисты рекомендуют отдавать предпочтение первому из перечисленных материалов, поскольку габариты короба довольно внушительные.
Проход трубы через потолок бани: потолочная разделка своими ркуами
Правильная потолочная разделка для дымохода — залог безопасности и долголетия вашей бани. В таком деле, как пожарная безопасность, лучше переборщить с мерами безопасности, чем что-то недоделать. С этим вряд ли кто-то будет спорить. Потому изучаем рекомендации пожарной службы и делаем проход дымохода через потолок бани по всем правилам.
Содержание статьи
О расстояниях до горючих конструкций
Проход дымоотводной трубы через потолок бани нужно делать по всем правилам пожарной безопасности
Для трубы в бане нужно делать специальный узел прохода через потолок. Это устройство, которое обеспечивает безопасные расстояния от наружной поверхности трубы до материалов потолочного перекрытия. Они регламентируются СНиПом 2.04.05-91. Рекомендации такие (пункт 3,83):
от наружных поверхностей кирпичных и бетонных труб до горючих стропил и обрешеток — не менее 130 мм;
от керамических труб без изоляции — не менее 250 мм, от них же с теплоизоляцией — 130 мм.
Данные цифры необходимо учитывать при установке балок перекрытия. Шаг их обычно принимается небольшим — порядка 60 см. При таком шаге рекомендованные расстояния будут выдержаны только при использовании труб с изоляцией. Например, сэндвичей.
Диаметр выходного патрубка печи чаще всего 115-120 мм. Если использовать при проходе через перекрытие сэндвич с толщиной утеплителя 100 мм, наружный диаметр будет 315-320 мм. Со всех сторон должно быть расстояние не менее 130 мм. Получается, что в этом случае расстояние между соседними балками должно быть 130 мм * 2 + 315 мм = 575 мм. Как раз попадаем в промежуток 60 см.
Горючие материалы нуждаются в защите
На рынке очень много сэндвичей с толщиной утеплителя 35, 40, 45 и 50 мм. Найти слой в 100 мм можно в основном в магазинах, специализирующихся на банных печах. Только в банных дымоходах бывают температуры, от которых нужно защищаться 100 мм слоем минеральных ват. Можно ли использовать 50 мм слой? Можно, но хотите париться спокойно, берите 100 мм — надежнее.
Рассчитаем минимальное расстояние, для дымоходов без утеплителя. В этом случае при внутреннем диаметре 115 мм безопасное расстояние от наружного края трубы до горючих материалов — 250 мм. Расстояние между балками в этом случае должно быть 250 мм * 2 + 115 мм = 615 мм. Пусть немного, но не проходит. Но этот расчет — для не самого большого диаметра дымового канала. Бывают и намного больше. В любом случае, если потолок еще не сделан, рассчитывайте шаг установки балок с учетом этого фактора.
Так делать нельзя — расстояние от трубы до потолка и стены очень маленькое, так еще и древесина не защищена
В то же время в обязательном приложении 16 есть рекомендации по отступке (расстоянию от внешней поверхности трубы до горючих материалов):
для защищенной от возгорания перегородки:
при толщине трубы 120 мм — 200-260 мм;
при толщине трубы 65 мм — 380 мм.
для незащищенной перегородки:
при толщине трубы 120 мм — 260-320 мм;
при толщине трубы 65 мм — 320-500 мм.
В этом приложении речь идет об отступке от стен. Ведь очень часто дымоходы проходят вблизи стен. А их материал тоже нуждается в защите: температура дымовых газов на выходе из топки может достигать 500°C. Если стены из древесины ничем не защищены, они обуглятся, а затем и вспыхнут. Потому на стены укладывают слой теплоизоляции (подойдет картон из минеральных ват), а сверху набивают лист полированной нержавейки.
Типы проходных узлов через потолок
При пересечении потолочного перекрытия необходимо материалы «пирога» защитить от жара, а также каким-то образом зафиксировать трубу в определенном положении. С этой задачей справляется потолочная разделка или, как ее еще называют «узел прохода».
Проходные узлы есть промышленного изготовления. Они представляют собой коробку из металла или минерита, к которой с одной стороны приделана пластина из нержавеющей или оцинкованной стали. В середине этого узла сделано отверстие, ы которое вставляется сандвич. Пластина со стороны помещения закрывает отверстие в потолке, декорируя его. Также она служит опорой для теплоизолятора, которым для лучшей теплоизоляции заполняют промежуток между трубой и балками перекрытия.
Это проходка потолка из минерита. Вид со стороны чердака
Относительно того, из какого материала использовать проходки в бане, разногласий нет: только нержавейка. Дело в том, что при температурах, которые характерны для парилок, оцинковка выделяет далеко не самые полезные вещества. Потому тут вариант один: нержавейка.
Монтируется все просто. Если потолок был сделан без учета прохода трубы, в нужном месте (между балками) вырезается квадратное отверстие, которое на 1-2 см меньше размеров декоративной панели. Балки и доски закрываются слоем теплоизолятора. Если есть, можно прибить полосы минерита, базальтового или асбестоцементного картона (асбест вреден, так что его используйте только в крайнем случае), просто полосу изоляции из каменной ваты. В некоторых случаях требуется подбивка утеплителя полосами металла (когда она нужна, см. ниже).
Так делать нельзя — вырезать нужно было квадратное отверстие. А так вагонка на потолке возле трубы уже обуглилась…
При установке трубы на печь, устройство надевается на прямой участок, который будет пересекать перекрытие. Узел прохода просто поднимается на нужный уровень. Под его края, которые касаются досок потолка, подкладывается полоса теплоизолятора, затем все фиксируется саморезами. Во многих узлах производители даже делают перфорацию под саморезы, так что даже в этом проблем нет.
Конфигурация этих изделий бывает разной. Иногда вокруг отверстия для трубы делают цилиндр из металла. Края декоративной пластины при этом значительно выступают за этот цилиндр. При установке проходного узла такого типа, отверстие вырезается все равно квадратной формы. Можно и круг, но от трубы до его края должно быть расстояние не менее 130 мм, если труба заизолирована, и 250 мм, если она без изоляции. При таком варианте обратите внимание: размеров пластины должно хватить для маскировки дыры. Кроме того при такой форме прохода через потолок, обязательно защищать древесину перекрытия не только теплоизоляторами, но также обивать его полосами металла.
Проходные узлы через потолок бывают разной конфигурации
Есть узлы прохода, в которых нет цилиндра вокруг трубы, зато сделаны по периметру наружные борта. Они бывают из металла, а могут быть и из минерита. Если борта из металла, края выреза в потолке обязательно оббиваются теплоизолятором (например, базальтовым картоном или тем же минеритом). Если борта сделаны из минерита, то они сами по себе хороший теплоизолятор. Так что дополнительная теплоизоляция краев выреза не обязательна (но перестраховаться можно).
Правила прохода через потолок
Планируя размеры дымохода, учитывайте несколько правил:
Какой теплоизолятор использовать
После того как устройство закреплено на потолке, поднимаются на чердак или второй этаж, и заполняют промежуток между наружной стенкой трубы и балками теплоизолятором.
В качестве теплоизоляции можно использовать базальтовую вату. Но обязательно проверьте, область рабочих температур должна быть больше 600°C.
Использовать для теплоизоляции трубы можно минеральную вату или глину
Некоторые считают это вариант не самым лучшим. Во-первых, при производстве в качестве связующего используются смолы, которые при нагревании выделают формальдегид. Во-вторых, по трубе временами бежит конденсат. А минеральные ваты (и базальтовые тоже) при намокании теряют свои теплозащитные свойства. И при высыхании восстанавливают их только частично. Так что вариант, действительно не лучший.
Еще засыпают проходку керамзитом средней и мелкой фракции. Это натуральный материал, имеющий относительно небольшой вес. Даже если он намокает, потом высыхает, и свойства восстанавливает. При намокании теплопроводность слегка увеличивается, а она у керамзита и так хуже, чем у минват.
Раньше часто использовали песок. Вариант неплохой во всех отношениях, кроме одной детали: он постепенно просыпается сквозь щели. Пополнять песочницу — дело несложное, но постоянный песок на печке раздражает.
Если говорить о природных теплоизоляторах, то можно использовать глину. Ее разводят до пастообразного состояния и замазывают весь промежуток. Иногда в качестве наполнителя используют керамзит.
Один и теплоизоляторов — керамзит
Вот отзыв об использовании глины в при проходе банной трубы:
«Глина в разделке рулит! На своей бане разобрал дымоход. Вернее, разобрал то, что осталось: снега было много, и при сходе он мне снес всю верхушку. Раз верх менять, то и низ посмотреть нужно: 7 лет уже стоит труба. Так вот. Внутри гари — ноль, прогара трубы тоже нет. Состояние — как только поставил. У меня проходка оббита по периметру базальтовой ватой, а потом все замазано глиной. Однозначно это — лучший вариант»
Не все советуют использовать утеплители в проходном узле. Есть мнение, что лучше оставить промежуток незаполненным: так удастся избежать перегрева и прегорания этого участка трубы — он будет лучше остывать за счет обдува воздухом. Может оно и так, но излучение от разогретой трубы пересушит близлежащую древесину, а в этом случае температура самовозгорания значительно снижается — до +50°C.
Как видите, труба прогорела
Избежать перегрева можно несколькими способами. Первый, и наиболее рациональный — использовать тепло, которое вылетает в трубу и разогревает ее до запредельных температур для собственных нужд. Тут вариант три:
Один из способов избежать перегрева — уложить камни на трубу
Сделать на металлическом дымоходе водяную рубашку, а горячую воду использовать для душа или отопления. Система не так проста, требуется еще выносной бак, а также подводка труб, подвод холодной воды и т.д. Но температуры выше водяной рубашки будут далеко не такими высокими, труба прогорать не будет.
Тоже греть воду, но проще: поставить бак самоварного типа. Тоже горячая вода обеспечена, дымоход не перегревается защищена. Но тут свои нюансы: не допускать кипения, вовремя сливать нагретую, добавлять холодную. И делать это не совсем удобно, так как бак располагается высоковато: над печкой на трубе.
Приспособить сетку для камней. Воду придется греть другим способом, но плюс тут в следующем: камни после окончания процедуры сушат баню. Тут тоже сложности могут возникнуть: вес камней немалый, вряд ли без опоры можно обойтись, разве что использовать фабричный вариант (справа на рисунке). В самодельном варианте нужна будет конструкция для перераспределения массы.
При использовании любого из этих способов, температуры трубы в потолочном проходе значительно понижаются. Вероятность прогорания становится очень незначительной. Это не все. Есть способ — просто охлаждать воздухом. Для этого на теплоизолированную трубу надевается еще одна, большего диаметра. Снизу и сверху делается решетка, через которую воздух заходит/выходит. Для парилки это — не вариант — вытянет весь пар, а для моечной, можно использовать. Особенно хорош способ на чердаке и при проходе кровли.
Самодельные потолочные разделки
Провести дымоход через потолок в бане можно и без использования фабричных узлов. Вам нужно будет:
Как видите, потолочная разделка своими руками делается запросто. Это самый несложный, но вполне надежный вариант. Другой вариант представлен в видео. Работа более сложная, но при наличии соответствующих навыков этот вариант прохода трубы через потолок тоже реализуется своими руками.
Установка гильз для прохода труб через перекрытия
Автор Владимир Ш. На чтение 9 мин. Просмотров 16.2k.
Обновлено
Установку гильзы для прохода трубы через перекрытия следует производить в определенных случаях, например, когда трубопровод подвержен тепловому расширению. И учесть необходимость установки гильзы нужно еще на этапе планирования магистрали. Все нюансы использования следует учитывать не только при прокладке нового трубопровода, но и при замене старых коммуникаций.
Зона прокладки трубопровода сквозь стены и перекрытие становятся основной точкой деформационных напряжений. В таких местах труба подвергается влиянию химической среды и механических нагрузок. В связи с такими обстоятельствами, в строительных нормах СНИП трубопроводы снабжают дополнительными конструктивными деталями, которые носят название гильзы. Что они собою представляют, и для чего их нужно устанавливать, будет детально рассмотрено ниже.
Устройство для прохода трубы через стену является важным элементом, и он выполняет следующие функции:
механические;
защитные;
гидроизоляционные;
противопожарные;
санитарные.
Помимо этого, посредством данного элемента можно повысить срок использования магистрали и облегчить действия по замене конструкций.
Устроена гильза следующим образом:
чехол, для которого используют конструкцию из стали;
набивки, изготавливаемые из мягкого, устойчивого к возгоранию материала.
Гильза для прохода трубы выполняется в форме трубных изделий. А свободное место между конструкциями заполняют огнеустойчивым материалом. Он обязательно не должен быть жестким по структуре. Это нужно для того, что в момент нагрева трубы она начнет изменять свои размеры, а при наличие жесткого материала, она может получить повреждения.
На предоставленных выше схемах видно, что магистраль может проходить через любое здание в двух плоскостях. Так перекрытия между этажами пересекают вертикальные сети (стояки), а стенки – разводка, проходящая горизонтально. Предоставленный рисунок демонстрирует пример устройства детали сначала в перекрытии, а далее в стенке.
И в первом, и во втором случае чехол детали нужно жестко закрепить. Трубное изделие через него должно продвигаться свободно. Диаметр чехла в одном и во втором случае обязан быть на 10 мм больше диаметра трубопровода. А сам чехол надежно крепиться в проходном отверстии.
Монтаж и зачеканку патрона магистрали выполняют с расчетом высоты, которую имеет стяжка. Протяженность гильзы должна быть на 20 мм больше от толщины перекрытия. Если не соблюдать этот момент, то возникает риск попадания воды на этажи, расположенные снизу.
Обязательна ли установка гильз
Необходимость монтажа гильзы для прохода труб, проходящих через стены, диктуется требованиями СНИП. Они обусловленными следующими причинами.
Полимерный трубопровод меняет свои размеры из-за влияния температуры. Кроме расширения, он может перемещаться. Чтобы предупредить деформацию и создать нужное свободное пространство, СНИП рекомендуют применять гильзы. Данные приспособления для прохода труб через стены и перекрытия дают возможность сохранить целостное состояние конструкции при установочных мероприятиях и при существенных изменениях температуры.
Также СНИП гласит, что устройство для прохода труб сквозь стены и перекрытия позволяют выполнить демонтаж без разрушения строения.
Установка защиты для прохода труб через стены, перекрытие или фундамент становиться барьером для проникновения запаха и насекомых из рядом расположенных помещений.
В соответствии со СНИПом гильзы рекомендуют устанавливать только в определенных случаях. Не всегда их установку называют целесообразной. Так же водонепроницаемый материал для прокладки между трубными изделиями рекомендуют в тех ситуациях, когда патрон проложен через проходной узел сквозь перекрытие.
Рассмотрим, какие бывают виды гильз
Гильзы для прохода труб в соответствии с требованиями СНИП отличаются по материалу изготовления. Помимо этого отличается и размер устройства для прохода трубопровода сквозь стену или перегородку.
Все указанные показатели зависимы от параметров возводимого строения. Так, например, размер внутреннего диаметра гильзы обязан быть больше от размера толщины магистрали на 20 мм.
Размер гильзы для прохода трубы через перекрытие также зависим от варианта установки строения. Выступ, который обязательно должен проходить в комнатах, где показатель уровня воды может оказаться над горизонтальной поверхностью, при скрытой технологии монтажа, выполнять не обязательно. Но, в соответствии к требованиям СНИП, если монтаж производится отрытым методом, то размеры приспособления обязаны отвечать особенностям помещений.
Те же правила СНИПа гласят, что размер межтрубного пространства обязан устанавливаться подходящим для монтажа огнеупорного или водоустойчивого материала. Помимо этого, важно отметить, что правила СНИП подчеркивают, что размеры приспособлений для обустройства прохода сквозь стены или пол не должны создавать препятствий для свободного прохода основного сооружения. Это обязательное условие для проведения ремонтных мероприятий.
Внутренний диаметр гильзы для проведения труб в перекрытиях не должен быть больше внешнего диаметра отопительного трубопровода на пять или десять миллиметров.
Особенности использования
Для гильз применяют отрезки трубных изделий. Лучшим вариантом для этого специалисты называют сталь или полимер. На выбор материала влияет конструкция строения. Так, например, для железобетонных зданий есть смысл ставить элементы из стали, которые не трудно забетонировать и в заводских условиях при производстве стеновых панелей, и на строительных объектах при монтаже магистралей обогрева.
Установка гильзы из стали в отверстие без обработки торцевых частей не допускается. Таким образом, при монтаже можно нанести вред трубному изделию из полимера. Если выполняется установка патрона в стенке из других материалов, то следует учесть их низкую адгезию с раствором из цемента.
Брать для патрона строительный рубероид не рекомендуют. В этом случае отмечают плохую реакцию полимера на нефтесодержащие материалы.
С целью предотвратить распространения огня, рекомендуется установка специальных отсекателей огня на пересечении трубопровода обогрева и стенок и перекрытий.
Особенности проведения труб
Способ монтажа узла прохода трубы через стену или перекрытие в гильзе зависим от типа прокладываемой коммуникации. И каждый вид имеет свои особенности. Чтобы обеспечить своему строению надежную защиту, в этих отличиях стоит разобраться более детально.
Водопровод
Смотреть видео [sociallocker]
Простой совет КАК за 1 минуту установить в опалубку гильзу для проведения коммуникаций.
Watch this video on YouTube [/sociallocker]
Если прокладка этой системы выполнена из стальных изделий, то их обязательно в зоне соединения стенки или перекрытия защищают покрытием, устойчивым к влиянию влаги. Если магистраль предназначается для холодной воды, то понадобиться монтаж специального термического чехла. Это даст возможность избежать появления конденсата на поверхности, и таким образом система будет служить дольше.
Если в работу взяты полимерные или комбинированные трубные изделия, то при обустройстве узла прохода в стене необходимо ознакомиться с рекомендациями изготовителя, которые прилагаются к выпускаемым изделиям.
Если в зоне ввода магистрали в жилье есть риск давления грунтовых вод, то мастера рекомендуют ставить в отверстие гидроизолирующие патроны, которые предотвращают попадание воды в подвальные помещения.
Сливные сети
Узел вывода для чугунных изделий отличается от аналогичного устройства из других материалов. Все дело в том, что чугун не нуждается в обустройстве шумоизоляции и армировании.
Сливной сети из пластика в стене потребуется патрон из стали. Длину приспособления на 15 – 20 мм должна превышать такая же характеристика трубы, а протяженность обязана быть больше ширины стенки на 2 – 3 см. Узел в месте прохода сквозь перекрытие или стенку обворачивают гидроизоляцией. А участок прохождения заделывают раствором из цемента.
Паровое отопление
Гильза для прохода труб отопления является обязательным элементом. Это связано с деформацией от температурного влияния на металлические постройки и напряжением на прямых отрезках магистрали при существенном перепаде температуры. Эти факторы становятся причиной появления трещин в строении, а также могут вывести ее из строя.
Особенности монтажа и расположения гильзового устройства в трубах отопления аналогичные такому, которое используется для систем горячего водопровода. Если они проходят через межкомнатную стенку, то можно ставить магистраль не из стали. В таких случаях подходят пластиковые или варианты комбинированного типа от разных изготовителей.
Специфика таких систем заключается в наличии индивидуальных крепежных деталей, в которые включена и гильза для труб отопления. У большинства изготовителей эти элементы отличаются высокой технологичностью и создают все условия для нужного показателя скольжения трубопровода, что обуславливают разнообразные показатели увеличения и деформации пластика от различных изготовителей.
Системы дымоходов
Установка гильз при проведении труб для дымохода должна проходить в строгом соответствии ко всем строительным требованиям.
Если дымоход выполнен из стали, то в вывод сквозь отверстие в перекрытии потребуется установка полой гильзы, для производства которой использовано железо с оцинковкой. Помимо этого верхнюю и нижнюю часть изолируют пластиной, которая будет защищать от огня.
Если при монтаже строительных конструкций для дымохода использован горючий материал, то с внешней стороны полую деталь дополнительно нужно изолировать устойчивым к возгоранию утеплителем.
Для такой установки отлично подходит базальтовое волокно или асбест. С точки зрения пожарной безопасности особого внимания потребует установка отверстия для дымохода в крыше. И очень важно при установке строения с гильзой для дымохода выполнить должный уровень нормативных требований.
Смотреть видео
Задачи, которые должно решать приспособление
При установке любой элемент этой линейки должен эффективно справляться с следующими задачами:
обеспечение надежной защиты от размывов при разрыве, или в тех случаях, когда соединения магистрали начинают протекать, следовательно, любая аварийная поломка не нанесет большого вреда зданию;
в той зоне, где будет проходить магистраль, патрон должен прочно защищать поверхность сети от механического влияния, от воздействия окружающей среды и деформационных изменений;
патрон в отверстии для проведения системы должен надежно предохранять от резкого изменения показателя температуры, что само по себе на сооруженную магистраль действует разрушающе.
патрон в отверстии для прокладки системы должен стать надежной защитой конструкции в случае необходимости быстро выполнить демонтажные мероприятия.
Приобретая данные устройства, нужно помнить, что обращаться следует к проверенному изготовителю. Только в таком случае можно получить гарантию надлежащего качества приобретенного товара.
Нужно понимать, что потраченные средства на гильзу не большие, а польза от нее огромная. Она не только облегчает проведение ремонтных работ, но и помогает продлить срок службы трубопровода, а значит и сэкономить большие затраты на проведение ремонтных работ.
Чтобы устанавливаемая деталь надежно фиксировалась, и трубное изделие не ходило в ней ходуном, лучше покупать товар стандартного размера ГОСТ для магистралей. Объем патрона по ГОСТ должен в обязательном порядке соответствовать объему трубы.
Смотреть видео
Если нет уверенности в правильности своего выбора, то лучше попросить помощи в установке у специалистов. Они помогут сконструировать строение высокого качества, которое будет служить не один десяток лет.
Проход трубы через потолок в бане
Проход трубы через потолок в бане — тема очень узкая, требующая большой конкретики, а значит, исключающая из рассмотрения другие важные вопросы. Но это не беда. На нашем сайте вы найдете множество других — обзорных или узкоспециализированных — статей, в которых говорится об устройстве бани от фундамента до стен.
Как вывести: пожарные нормативы
Все особенности проходного узла в бане через потолок связаны с пожарной безопасностью. Печные газы и твердые частицы, образующиеся при сгорании топлива, имеют температуру в несколько сотен градусов (до 700). И этот раскаленный поток практически сразу (в случае с металлической печью, потому что у кирпичной бывают лабиринты, где тепло у печного газа отбирают стенки) попадает в дымоход, нагревая его и делая опасным для прилегающих конструкций.
Мы прочитали СНиП 41-01-2003, где говорится, в частности, об устройстве отопления, и выделили то, что касается нашего случая, то есть прохода дымохода через потолок в бане.
Во-первых, нужно соблюдать температурные ограничения. Большинство ставит у себя металлические трубы, так вот они, согласно нормативам, не должны нагреваться выше 500 градусов. Для асбоцементных ограничение в 300 градусов, но кто их сейчас ставит?
Во-вторых, СНиП так описывает пустое пространство, которое должно отделять трубу от горючих и негорючих материалов кровли:
от бетонных и кирпичных труб до горючих материалов — не менее 130 мм;
керамические трубы: если без изоляции — 250 мм, с изоляцией — 130 мм.
Несмотря на то, что использование стальных труб не запрещено, о том, на каком расстоянии от материала перекрытия можно вывести трубу в бане через потолок, там ничего не говорится. Да и речь идет о кровле, если вы заметили, то есть приходится экстраполировать имеющуюся информацию на потолочное перекрытие.
Металлическая труба на этапе установки. Фото СтройДом
Итак, минимум для изолированных труб (теплоизолятор с сопротивлением теплопередаче 0,3 м2∙°С/Вт) — 13 см, для неизолированных — 25 см.
Еще есть приложение К, которое каждый трактует по-своему, где говорится, что вместе с толщиной печи или трубы (последнее не написано явно) величина отступки равна 50 см до горючих материалов и 38 см — до отделанных штукатуркой толщиной 2,5 см или металлическим листом поверх картона из асбеста толщиной 8 мм. Из этого неявно вытекает, что речь идет о воздушном зазоре между нагретой и горючей поверхностями.
В СП 7.13130.2009 нашлось еще одно дополнение: что размер разделки должен быть на 7 см больше толщины потолка. При этом дается ссылка на уже упоминавшееся выше приложение, где говорится о 50 и 38 см.
НО! В некоторых случаях это рассматривается как указание на размеры отверстия в потолке.
Дымоход: разновидности труб
Из чего может быть изготовлена современная дымовая труба для банной печки? Вариантов не так уж много:
кирпич (о нем мы в этой статье будем говорить совсем мало, ибо это тема больше к печам из кирпича),
металл;
керамика;
стекло.
Примечательно, что лучшим материалом будет ударопрочное, жаростойкое стекло, на втором месте — керамика, а дальше идут стали разных марок. Ниже приведен ролик, в котором автор составляет список наиболее качественных сталей, но для тех, кому лень смотреть, мы приведем его в виде текста:
аустенитная AISI 310 и 310S;
аустенитная AISI 316 T L;
аустенитная AISI 321;
аустенитная AISI 304;
с добавлением марганца AISI 201-202;
ферритная AISI 409;
ферритная AISI 430.
На этом список прерывается на описание эмалированных дымоходов, потом из алюмоцинка, после чего автор переходит к черной углеродистой стали, которую можно использовать только если покрасить жаростойкой эмалью.
Сам ролик вот:
Мы согласимся в том, что керамические дымоходы лучше металлических, но и дороже их. А в том, какие марки стали лучше — доверяем автору видео.
Проход кирпичной трубы через потолок
Отдельного рассмотрения стоит случай, когда через потолок проводится кирпичная труба. В принципе, это тоже входит в работу печника, но даже при этом владельцу стоит понимать, что делается и почему.
Кирпичный дымоход нагревается так же, как и любой другой. Поэтому при прохождении его через межэтажное перекрытие нужна термическая защита этого перекрытия от избыточной температуры.
Кирпичную трубу изолируют либо с помощью кирпича, либо бетона. Для того, чтобы кирпичный ППУ надежно соединялся с трубой, делается «распушка» — это постепенное увеличение сечения трубы за счет дополнительных кирпичей.
Порядовка распушки показана на рисунке ниже.
Альтернативой может быть создание опалубки на размер ППУ и заливка ее бетоном.
Отверстие в перекрытии вырезается под размер распушки.
Но автор ролика считает такое утолщение трубы уродством, и предлагает следовать предписанию, которое не настаивает на том, чтобы изоляция делалась из кирпича. Мы согласны, что можно найти более эффективный материал, но это не минвата! Потому что она превратится в труху со временем.
Проходной узел: устройство и габариты короба
Есть несколько названий для короба, который устанавливается в просвет вырезанного в потолке отверстия: это и «проходной узел», и «разделочный короб» и «разделка потолка», и ППУ (потолочный проходной узел).
Что он собой представляет? Если совсем просто, то это коробка с теплоизолирующим материалом, которая должна держаться в вырезанном вами отверстии, а также держать ровно по центру дымоходную трубу.
Короб для прохода дымохода через потолок для установки печи в парной
Помимо этого есть еще отделка самого отверстия, которое очень желательно укрепить материалом, выдерживающим большие температуры, не возгорающимся и с низкой теплопередачей. Ниже мы поговорим о конкретных материалах, но задачи, которые должны быть ими решены, именно такие.
Проходной узел делается из металла. В частности, это может быть нержавеющая сталь. Во всяком случае та часть, которая видна из парной, обычно делается из нержавейки. В продаже можно найти короба и целиком из нержавейки, и целиком из оцинкованной стали, и их комбинации.
Различаются короба размерами. Причем не только самого короба, но и внутреннего отверстия, через которое должен пройти дымоход. Диаметр варьируется от 115 до 300 мм.
Что касается внешних габаритов, то каждый толкует ГОСТ на свой лад. Мы уже с вами поняли, почему так происходит — одни считают, что короб со стороной 1 метр соответствует ГОСТу, другие, что и 26 см + диаметр трубы — вполне достаточно. И все это — с опорой на технические нормативы.
ВАЖНО! При имеющемся разночтении опираться приходится на здравый смысл.
Что является главным ограничением при прохождении потолка? Потолочные балки, если потолок подшивной. Если размеры короба будут больше расстояния между балками, придется резать балку и вставлять поперечину в другом месте. Это скажется на несущей способности данной балки. Именно поэтому стараются вписать короб между существующими балками без дополнительных трат сил и времени.
Потолок в бане и дымоход. Фото СтройДом
Конечно, если бы положение печи было продумано еще на стадии проектирования, то можно было бы и балки расположить так, чтобы ППУ прошел между ними. Следовательно, и размер ППУ нужно было бы продумывать заранее.
А с другой стороны, сейчас есть материалы с низкой теплопередачей, способные вынести нагрев до 1000-1100 градусов. Если их использовать, то нет нужды в вырезании большого куска потолка. Посмотрите для примера ролик, в котором показано тестовое испытание плиты из силиката кальция. Мы посмотрели потом технические характеристики этого огнеупора — они просто отличные! Полюбопытствуйте сами (мы не рекламируем и не продаем).
А пока суммируем данные. У нас получилось, что согласно СНиП и прочим нормативам есть следующие варианты:
радиус керамической трубы + изоляция + 13 см;
радиус керамической трубы + 25 см;
радиус трубы + 38 см;
радиус трубы + 50 см.
ВНИМАНИЕ! Нет данных для стальных труб в первых двух случаях.
Что касается устройства, то тут все просто: металлический короб имеет высоту потолочного перекрытия, а сверху и снизу закрывается крышками с отверстиями под диаметр трубы. Крышки больше размеров короба.
Сам короб по всем поверхностям снаружи обкладывается теплоизолятором — минеритом или базальтовым картоном. Внутрь короба насыпается керамзит или укладывается базальтовая вата. Это стандартный вариант, так делается чаще всего. Но в ролике вы видели, что можно обойтись плитой из силиката кальция и изолировать ею трубу в бане от потолка.
Как сделать дымоход: выбираем утеплитель
Огнеупорная плита
На выборе утеплителя, мы считаем, надо остановиться особо. Повторимся: большинство положит внутрь короба керамзит или минвату, снаружи обложит его минеритом (его аналог листы Flamma) или базальтовым картоном. Это годное решение. Сомнительно использовать вместо минерита асбест.
асбокартон (асбестовый картон)
СОВЕТ! Не делайте внутреннюю засыпку из песка, потому что он отлично передает тепло, а при нагреве дымохода градусов до 400 даже это гарантированный пожар. Потому что дерево загорается при 330 градусах, но если долго греть, то загорится и от 150-170 градусов. Песок сослужит очень плохую службу.
Однако в наше время появились и другие огнеупоры — тот же силикат кальция, известный в продаже как суперизол или плиты Silca. Но он представляет собой плитный материал.
Дымоход в потолке бани в районе ППУ можно обложить и другими материалами, имеющими вид ваты или войлока. Если говорить о производных камня, то это базальтин и Basfiber, которые являются технологически более усовершенствованными модификациями минеральной ваты.
Но сейчас можно купить не только их, но и керамические волокна, в частности, это Суперсилика, представляющая собой кремнеземное волокно, из которого делается либо вата, либо маты. У нее вообще нет связующих веществ, которые в минвате выгорают со временем, приводя ее к осыпанию. На сайте изготовителя прямо говорится о том, что это волокно годится для изоляции прохода потолка в бане.
Ниже ролик, в котором показан забавный стресс-тест всего, чем можно набить узел ППУ:
Есть еще вата муллитокремнеземистая, но это уже реальный огнеупор, способный выдерживать температуры раза в два выше максимальных для дымохода.
Сквозь крышу
Одним разделочным коробом дело не ограничивается, когда вы ведете трубу в бане через потолок и крышу. Но мы же решили сделать тему этой статьи достаточно узкой. Тем более что на сайте есть более полный материал, в котором рассказывается как раз о проводке через чердачное пространство и крышу. Рекомендуем с ним ознакомиться.
Как изолировать трубу от потолка
А вот это интересный вопрос. В одном из роликов говорится, что максимальная температура, до которой может, но не должен нагреваться дымоходный канал, составляет 700 градусов. А так как большинство делает металлические трубы, то по правилам сначала идет монотруба, потом, ближе к потолку, она переходит в сэндвич. То есть в парилке у нас будет ничем не защищенная монотруба — тонкий слой металла, отделяющий от раскаленных газов. А это мощное и жесткое ИК-излучение.
Мы можем рассмотреть задачу изолировать трубу в бане от потолка двояко — и вниз, и вверх. Вниз обычно делается не столько изоляция, сколько приспособление, отбирающее тепло, которое в буквальном смысле «улетает в трубу».
Тут есть два варианта — можно повесить на трубу теплообменник, который будет нагревать воду. А можно повесить сетку с камнями, которая будет забирать тепло на себя и удерживать его дольше, чем металл.
Если рассматривать такие приспособления как изоляцию в частности, то они свою функцию будут выполнять — их температура окажется существенно ниже — вода нагревается до 100 градусов, камни могут удержать и большую температуру, но ниже, чем у газов в трубе.
Что же касается трубы выше потолка, то есть, проходящей через подкровельное пространство и кровлю, то там нужно проявить больше заботы именно об изоляции.
СОВЕТ! Не пренебрегайте противопожарными пропитками для дерева, на чердаке бани они уместны вполне, и способны уберечь ее от возгорания.
Изолировать трубу выше потолка можно коробом из силиката кальция с воздушной прослойкой между трубой и коробом для лучшего охлаждения первой.
Второй вариант — использовать суперсилику. Это керамическое волокно, которое можно купить в виде полотна или мата. Обвернутая им труба станет на ощупь просто теплой. Помимо трубы суперсиликой можно защитить все горючие поверхности в непосредственной близости от дымохода.
Нам даже пришло на ум, что керамическое волокно куда лучше, чем обычная набивка сэндвичей, которая теряет свойства теплоизолятора при образовании внутри конденсата, а со временем оседает и превращается в труху (теряя связующие вещества). А самое неприятное, сэндвич склонен выгорать при частой неправильной топке, что делает такую трубу опасной.
Другими словами, можно попробовать либо вовсе не брать сэндвич, а ограничиться изоляцией суперсиликой, либо заменить этим материалом минвату внутри сэндвича.
Как провести дымоход через потолок своими руками
Начинать желательно еще на стадии проектирования. Расположение печи нужно сопрячь с положением потолочных балок и стропил кровли. В этом случае не придется вообще ничего переделывать. Тогда же принимается решение о размере ППУ. Если делать «по ГОСТу», то есть 38 или 50 см от голой трубы, то вписать между потолочными балками без подреза будет, скорее всего, невозможно. Если же воспользоваться далекими от ГОСТа магазинными вариантами ППУ, то ничего подрезать не понадобится даже при стандартном шаге балок в 60 см.
Однако мы все же приведем рисунок, показывающий как правильно подрезать потолочную балку, которая мешает прохождению ППУ.
На всякий случай уточним, что аналогичная конструкция используется и для подреза стропилин, но в этом случае необходимо делать соседние с подрезанной стропилины двойными (на всю длину).
Те, кто по какой-то причине не хотят делать отверстие ровно над печкой, могут сделать или L-образный дымоход, который выведет трубу в другое место потолка, или вывести ее же под наклоном в 45 градусов — разница определяется величиной смещения — если оно больше метра, то делается наклонный вариант, если меньше — L-образный. Нужно лишь потом дать надежную опору дымоходной трубе, чтобы она удерживала вертикальное положение.
Но это техническое решение, а вот насколько оно хорошо для парной — это другой вопрос. Если честно, то совсем не хорошо. И лишнее ИК-излучение от дополнительных метров дымохода здоровья посетителям не прибавит, увы.
СОВЕТ! Чтобы не пришлось так мучиться, наложите на план пола с фундаментом для печи план кровли — сразу будет видно, куда попадет дымоход. На этой стадии можно подкорректировать сам план.
Итак, подготовка к проходке желательна еще до финальной подшивки потолка. Если все правильно рассчитано, вам останется только вырезать кусок вагонки с парозащитой, утеплителем и гидрозащитой. Ну, если положили черновой и чистовой пол на втором этаже, то их тоже. Но балки останутся целыми.
Вырезать можно тем, что есть под рукой, например, электролобзиком.
Далее нужно выбрать, что именно вы будете отделывать минеритом или силикатом кальция, или базальт-картоном — короб снаружи или стенки отверстия. Допустимо и то, и другое. После крепления плитного утеплителя короб вставляется в отверстие и закрепляется снизу на саморезы.
ВАЖНО! Центр отверстия в потолке должен совпадать с центром трубы. Для этого следует воспользоваться отвесом и совместить центры.
Снизу монтируется труба. Если выбрали сэндвич, то сначала надеваете на патрубок печи монотрубу, не забывая фиксировать все соединения высокотемпературным герметиком. Ближе к потолку на монотрубу надевается старт — это переходник на сэндвич. Уже сэндвич продевается через отверстие ППУ.
Выверяйте вертикали! У трубы должны быть предусмотрены крепления к стене, которые зафиксируют ее в строго вертикальном положении.
После того, как сэндвич продет в ППУ, пространство между ним и стенками короба заполняется другим утеплителем — минватой, керамзитом или керамической ватой. Минвата из этого списка нравится нам менее всего. Керамзит отлично сгодится для бюджетного варианта.
КСТАТИ! Дно короба можно выложить тем же силикатом кальция и им же отделать крышку изнутри.
Закрываем крышку и фиксируем ее на полу чердака саморезами (она выступает за пределы отверстия немного). На этом конкретно проход дымохода через потолок, осуществленный своими руками можно считать завершенным. Дальше — вывод через крышу.
Полезное видео
Автор ролика рассказывает о собственном опыте установки ППУ:
А это часовое видео, где рассказывается вообще все об установке дымоходов, благо внизу есть возможность выбрать тот кусок, который наиболее актуален для зрителя:
Об ошибках — стоит посмотреть и послушать:
А вот наш любимый ролик про керамическое волокно:
***
Теперь, когда тема «как сделать дымоход в бане через потолок» раскрыта, предлагаем вам почитать другие наши материалы, в которых говорится о крыше, утеплении и утеплителях для бани.
Сантехнические линии: безопасно ли прокладывать сантехнические линии через потолок d
Многие домовладельцы часто сталкиваются с заменой водопроводных линий в своем доме. Повторные отливы, как их еще называют, распространены в старых домах, которые изначально были оснащены оцинкованными трубами, или когда в плите возникает утечка. Часто самый экономичный способ заменить исходную сантехнику — это прокладка труб из ПВХ, ХПВХ или PEX через существующие стены, потолки и рабочие места. Хотя домовладельцы могут беспокоиться из-за прокладки водопровода через потолок, это обычная практика, используемая для минимизации повреждений во время повторного отвеса и снижения затрат на рабочую силу.
Зачем беспокоиться? Разрыв или протекающая водопроводная линия, независимо от ее местоположения, может нанести значительный ущерб вашему дому и мебели. В то время как протекающая труба, расположенная под плитой или расположенная вдоль внешней стены, может нанести значительный ущерб в долгосрочной перспективе, повреждение из-за протекающей потолочной трубы наступит гораздо раньше. Скорее всего, это причина номер один, по которой домовладельцы нервничают во время повторного отвеса, когда водопроводные трубы проходят через потолок.
Насколько это безопасно? Многие сантехнические подрядчики используют трубки из полиэтиленгликоля при повторном отвесе. Вы, конечно, можете использовать трубы из ПВХ, ХПВХ или меди, но PEX предоставляет гибкий вариант, в котором используются цвета — красный, синий и белый — которые помогают различать линии подачи горячей и холодной воды. Кроме того, поскольку PEX обычно продается в 100-футовых бухтах, этот материал можно использовать для более длительных непрерывных прогонов, уменьшая количество стыков и необходимых фитингов. Уменьшение количества суставов означает меньшее количество склеивания или потоотделения, а также меньшее количество точек, в которых может возникнуть протечка.Кроме того, поскольку его легче установить и его можно подключить к существующим линиям водоснабжения, это может сократить время, необходимое для выполнения повторного отвеса.
Чего ожидать при замене отвеса: Замена существующих водопроводных труб является крупным проектом водопровода. Хотя сантехнический подрядчик сделает все возможное, чтобы минимизировать ущерб вашему дому во время проекта, вы можете рассчитывать на ремонт гипсокартона, штукатурки, кирпича, ландшафтного дизайна и, возможно, пола после завершения.Вы можете внести свой вклад, чтобы проект прошел гладко, заранее переставив мебель и ценные вещи. Кроме того, вы можете рассчитывать на отсутствие проточной воды во время замены водопровода. Большинство повторных отвесов выполняется за пару дней, но это действительно зависит от размера вашего дома и объема работ. Будьте уверены, ваш сантехник сделает все возможное, чтобы восстановить водоснабжение как можно скорее.
Чтобы получить ответы на свои вопросы, свяжитесь с The Pink Plumber сегодня.
Сантехнические условия — InterNACHI®
Сантехника может быть определена как практика, материалы и приспособления, используемые при установке, техническом обслуживании и изменении всех трубопроводов, арматуры, приборов и принадлежностей, связанных со средствами канализации и ливневой канализации, вентиляционной системой, а также государственными и частными системами водоснабжения. Сантехника не включает торговлю бурением колодцев, установку оборудования для смягчения воды, а также производство или продажу сантехники, приборов, оборудования или оборудования.Сантехническая система состоит из трех отдельных частей: адекватная система снабжения питьевой водой; безопасная и адекватная дренажная система; и достаточно приспособлений и оборудования.
Общие факторы
Общая проверка дома касается безопасной системы водоснабжения, адекватной дренажной системы, а также наличия достаточного количества надлежащих приспособлений и оборудования. В этой статье объясняются особенности жилищной водопроводной системы и основные сантехнические термины, которые инспектор должен знать и понимать, чтобы должным образом выявлять нарушения жилищного кодекса, связанные с водопроводом, и более сложные дефекты, о которых он / она сообщит в соответствующие органы.Только инспекторы InterNACHI имеют достаточную подготовку, чтобы выявлять сложные дефекты, которые другие не заметят.
Определения
Воздушные камеры
Устройства для поглощения давления, устраняющие гидравлический удар. Их следует устанавливать как можно ближе к клапанам или крану и в конце длинных участков трубопровода.
Воздушный зазор (дренажная система)
Свободное вертикальное расстояние через свободную атмосферу между выпускным отверстием водопровода и кромкой уровня затопления резервуара, в который он сливается.
Воздушный зазор (система распределения воды)
Беспрепятственное расстояние по вертикали в свободной атмосфере между самым нижним отверстием любой трубы или крана, подающей воду в резервуар, водопроводную арматуру или другое устройство, и кромкой уровня затопления емкости.
Воздушный затвор
Воздушный затвор — это пузырь воздуха, который ограничивает поток воды в трубе.
Обратный поток
Поток воды или других жидкостей, смесей или веществ в распределительные трубы системы питьевого водоснабжения из любого источника или источников, кроме предполагаемого источника.Обратный отток — это один из видов обратного слива.
Обратный отвод
Обратный сток использованной, загрязненной или загрязненной воды из водопровода или резервуара в систему питьевого водоснабжения из-за отрицательного давления в трубе.
Ответвление
Любая часть системы трубопроводов, кроме магистрали, стояка или трубы.
Отводное вентиляционное отверстие
Вентиляционное отверстие, соединяющее одно или несколько отдельных вентиляционных отверстий с вентиляционной трубой.
Дренаж здания
Часть самого нижнего трубопровода дренажной системы, которая принимает сток из почвы, отходов или других дренажных труб внутри стен здания (дома) и передает его в канализацию здания, начиная с 3 фута снаружи. стена здания.
Перекрестное соединение
Любое физическое соединение или расположение между двумя другими отдельными системами трубопроводов, одна из которых содержит питьевую воду, а другая — воду с неизвестной или сомнительной безопасностью, либо пар, газ или химические вещества, в результате чего может возникать поток. от одной системы к другой, направление потока зависит от перепада давления между двумя системами. (См. Обратный поток и Обратный сифон.)
Поле захоронения
Область, содержащая ряд из одной или нескольких траншей, выстланных крупным заполнителем и транспортирующих сточные воды из септика через керамическую глину Сосновая или перфорированная неметаллическая труба, проложенная таким образом, чтобы поток равномерно распределялся по естественной почве.
Дренаж
Любая труба, по которой сточные воды или водные отходы переносятся в канализацию здания (дома).
Обод уровня затопления
Верхний край резервуара, из которого вытекает вода.
Клапан промывки
Устройство, которое сбрасывает заранее определенное количество воды в приспособления для промывки и закрывается прямым давлением воды.
Промывочный клапан
Устройство, расположенное на дне резервуара, для промывки санузлов и аналогичных приспособлений.
Жироуловитель
См. Перехватчик.
Горячая вода
Питьевая вода, нагретая до температуры не менее 120 ° F и используемая для приготовления пищи, мытья, мытья посуды и купания.
Санитарно-гигиенический
В нарушение санитарных норм вредно для здоровья.
Перехватчик
Устройство, сконструированное и установленное таким образом, чтобы отделять и удерживать вредные, опасные или нежелательные вещества из обычных отходов и позволять нормальным сточным водам или жидким отходам сбрасываться в дренажную систему самотеком.
Leader
Наружная дренажная труба для отвода ливневой воды с крыши или водосточных желобов в ливневую канализацию здания, комбинированную строительную канализацию или другие средства отвода.
Main Vent
Основная артерия вентиляционной системы, к которой могут быть присоединены вентиляционные ветви.
Основная канализация
См. Общественная канализация.
Пневматические
Это слово относится к устройствам, в которых используется сжатый воздух, например, в резервуарах высокого давления с насосами.
Питьевая вода
Вода, не содержащая примесей в количествах, достаточных для того, чтобы вызвать заболевание или вредные физиологические эффекты, и соответствующая по своему бактериологическому и химическому качеству требованиям стандартов на питьевую воду Службы общественного здравоохранения или отвечающая нормам общественного здравоохранения уполномоченный орган.
Предохранительный клапан P&T (давление и температура)
Предохранительный клапан, установленный на резервуаре для горячей воды для ограничения температуры и давления воды.
P Сифон
Сифон с вертикальным входом и горизонтальным выходом.
Общественная канализация
Обычная канализация, находящаяся под непосредственным контролем органов государственной власти.
Сбросной вентиль
Вспомогательный вентиль, обеспечивающий дополнительную циркуляцию воздуха в дренажной и вентиляционной системах или между ними.
Септик
Водонепроницаемый резервуар, который принимает сливы из канализационной системы здания или ее части и спроектирован и сконструирован таким образом, чтобы отделять твердое вещество от жидкости, переваривать органические вещества в течение периода задержания и позволять жидкости для сброса в почву за пределами резервуара через систему открытого или перфорированного трубопровода или через дренажную яму.
Канализационная система
Канализационная система включает в себя все трубопроводы, принадлежности и очистные сооружения, используемые для сбора и удаления сточных вод, за исключением водопровода внутри и в связи с обслуживаемыми зданиями и канализацией здания.
Грунтовая труба
Труба, по которой сточные воды дома направляются в приемную канализацию, строительную канализацию или строительную канализацию.
Грунт
Вертикальный трубопровод, который заканчивается вентиляционным отверстием на крыше и отводит пары из водопроводной системы.
Вентиляционное отверстие для дымовой трубы
Расширение штабеля для твердых отходов или отходов над самым высоким горизонтальным сливом, подключенным к трубопроводу. Иногда это называется отводом для отходов или отводом почвы.
Ливневая канализация
Канализационная труба, используемая для отвода дождевой воды, поверхностных вод, конденсата. охлаждающая вода или аналогичные жидкие отходы.
Сифон
Сифон — это приспособление или устройство, которое обеспечивает жидкостное уплотнение для предотвращения выброса канализационных газов без существенного воздействия на поток сточных вод через него.
Вакуумный выключатель
Устройство для предотвращения обратного потока (обратного сифонажа) посредством отверстия, через которое может втягиваться воздух для сброса отрицательного давления (вакуума).
Вентиляционная труба
Вертикальная вентиляционная труба, устанавливаемая для обеспечения циркуляции воздуха в и из дренажной системы и проходящая через один или несколько этажей.
Water Hammer
Громкий стук воды в трубе, когда клапан или кран внезапно закрывается.
Водопроводная труба
Обслуживаемая труба от водопровода или других источников питьевого водоснабжения до водораспределительной системы здания.
Система водоснабжения
Система водоснабжения состоит из водопровода, водораспределительных труб, необходимых соединительных труб, фитингов, регулирующих клапанов и всех принадлежностей в здании или помещении или рядом с ним.
Влажное вентиляционное отверстие
Вентиляционное отверстие, через которое стоки выводятся не из туалетов.
Вентиляционное отверстие хомута
Труба, соединяющаяся вверх от трубы почвы или отходов с вентиляционной трубой с целью предотвращения изменений давления в штабелях.
Основные характеристики внутренней водопроводной системы
Основными функциями водопроводной системы в доме являются следующие:
Обеспечение адекватного питьевого снабжения горячей и холодной водой пользователей жилища .
Для слива всех сточных вод и сточных вод, выходящих из этих приспособлений, в общественную канализацию или частную систему удаления.
Таким образом, очень важно, чтобы жилищный инспектор полностью ознакомился со всеми элементами этих систем, чтобы он мог распознать несоответствия сантехники в здании, а также другие нарушения норм. Элементы водопроводной системы
Водоснабжение: трубопровод домашней сети должен быть как можно короче. Колена и изгибы должны быть сведены к минимуму, так как они уменьшают давление и, следовательно, подачу воды к арматуре в доме.Линия подачи дома также должна быть защищена от замерзания. Засыпание линии под 4 футами почвы является общепринятой глубиной для предотвращения замерзания. Однако эта глубина варьируется по стране с севера на юг. Рекомендуемую глубину в вашем районе страны следует узнать в местных или государственных нормативных документах по водопроводу.
Материалами, используемыми для обслуживания дома, могут быть медь, чугун, сталь или кованое железо. Используемые соединения должны быть совместимы с типом используемой трубы.
Остановка корпорации: Остановка корпорации подключена к водопроводу.Это соединение обычно выполняется из латуни и может быть подключено к электросети с помощью специального инструмента, не отключая коммунальное электроснабжение. Клапан, встроенный в стопор корпорации, позволяет поддерживать давление в магистрали, пока обслуживание здания завершено.
Ограничитель бордюра: Ограничитель бордюра — аналогичный клапан, используемый для изоляции здания от магистрали на случай ремонта, неуплаты счетов за воду или затопления подвалов. Поскольку упор корпорации обычно находится под улицей и для достижения клапана потребуется сломать тротуар, упор используется в качестве запорного клапана.
Блок ограничителя бордюра: Блок ограничителя бордюра представляет собой коробку доступа к ограничителю бордюра для открытия и закрытия клапана. Для доступа к клапану используется гаечный ключ с длинной ручкой.
Ограничитель счетчика: Ограничитель счетчика представляет собой клапан, расположенный на улице водосчетчика, чтобы изолировать счетчик для установки или обслуживания. Многие нормы требуют наличия задвижки на стороне счетчика дома, чтобы перекрыть воду при ремонте водопровода. Бордюр и ограничители счетчика не должны использоваться часто, и при частом использовании они могут быстро выйти из строя.
Счетчик воды: Счетчик воды — это устройство, используемое для измерения количества воды, используемой в доме. Обычно это собственность города и очень деликатный инструмент, которым нельзя злоупотреблять. Поскольку электрическая система обычно заземляется на водопровод, вокруг счетчика следует установить заземляющий контур. Многие счетчики поставляются с ярмом, которое поддерживает электрическую непрерывность, даже если счетчик снят.
Магистрали горячей и холодной воды: Магистрали горячей и холодной воды обычно подвешиваются к потолку подвала и прикрепляются к счетчику воды и резервуару для горячей воды с одной стороны и стоякам подачи арматуры с другой.Эти трубы должны быть установлены аккуратно и поддерживаться трубными подвесками или ремнями достаточной прочности и достаточного количества для предотвращения провисания. Линии горячей и холодной воды должны находиться на расстоянии примерно 6 дюймов друг от друга, если линия горячей воды не изолирована. Это необходимо для того, чтобы линия холодной воды не забирала тепло от линии горячей воды. В питающей сети должен быть сливной клапан или запорно-сливной клапан для отвода воды из системы для ремонта. Эти клапаны должны быть на нижнем конце линии или на конце каждого стояка приспособления.
Подступенки светильников начинаются от основной магистрали подвала и поднимаются вертикально к светильникам на верхних этажах. В одноквартирном доме ветви стояка обычно идут от основного стояка к каждой группе светильников. В любом случае стояки приспособления не должны зависеть от стояков ответвления для поддержки, а должны поддерживаться кронштейном для труб. Затем каждое приспособление подключается к стояку ответвления отдельной линией. Последний прибор на линии обычно подключается непосредственно к стояку ответвления.
Водонагреватели: Водонагреватели обычно работают от электричества, мазута, газа или, в редких случаях, от угля или дров.Они состоят из помещения для нагрева воды и резервуара для хранения горячей воды в течение ограниченного периода времени. Все водонагреватели должны быть оснащены предохранительным клапаном температуры и давления, независимо от того, какое топливо используется. Этот клапан срабатывает, когда температура или давление становятся слишком высокими из-за прекращения подачи воды или неисправного термостата.
Размеры труб: Размер подвальных магистралей и стояков зависит от количества поставляемых креплений. Однако, как правило, минимальный размер трубы составляет 3/4 дюйма.Это позволяет образовывать отложения на трубе из-за жесткости воды и обычно дает удовлетворительный объем и давление.
Дренажная система
Вода, подаваемая в дом и используемая, отводится через дренажную систему. Эта система представляет собой либо систему канализации, по которой проходят только внутренние сточные воды, либо комбинированную систему, переносящую внутренние сточные воды и стоки с крыши.
Санитарно-канализационная система: правильный размер канализационной или бытовой канализации зависит от количества обслуживаемых приспособлений.Обычный минимальный размер — 6 дюймов в диаметре. В качестве материалов обычно используются чугун, керамическая глина, пластмасса и, в редких случаях, свинец. Для правильного потока в сливной трубе размер трубы должен быть примерно наполовину заполненным. Это обеспечивает надлежащее очищающее действие, чтобы твердые частицы, содержащиеся в отходах, не оседали в трубе.
Определение размеров домашней канализации — Комитет по единому сантехническому кодексу разработал метод определения размеров домашней канализации в единицах «арматуры».«Один прибор» равен примерно 71 D2 галлону воды в минуту. Это импульсный расход воды, сливаемой из умывальника за 1 минуту. Все остальные приспособления были связаны с этим устройством.
Размеры санитарного слива
Уровень слива в доме — Слив в доме или в здании должен иметь уклон в сторону канализации, чтобы обеспечить промывку слива. Обычный шаг канализации дома или здания составляет 1 D4 дюйма на 1 фут длины.
Приспособление и отводные стоки — Отводной сток — это сточная труба, которая собирает отходы от двух или более приспособлений и направляет их в канализацию здания или дома.Его размер такой же, как и у домашней канализации, с учетом того, что все унитазы должны иметь слив диаметром не менее 3 дюймов, и только два унитаза могут соединяться в один 3-дюймовый слив.
Все отводные стоки должны присоединяться к стоку дома с помощью Y-образного фитинга. То же самое и для дренажных водостоков, присоединяемых к отводным стокам. Y-образный фитинг используется для максимального исключения отложений твердых частиц в соединении или рядом с ним. Скопление этих твердых частиц вызовет закупорку слива.
Сифоны — Сифон для водопровода — это устройство, используемое в системе сточных вод, чтобы предотвратить попадание канализационного газа в конструкцию и, тем не менее, в значительной степени не препятствовать выпуску арматуры. На все светильники, подключенные к бытовой сантехнике, должен быть установлен сифон.
Влияние канализационных газов на организм человека известно; многие из них крайне вредны. Кроме того, некоторые канализационные газы взрывоопасны. Ловушка предотвратит попадание этих газов в конструкцию.Глубина уплотнения в ловушке обычно составляет 2 дюйма. Ловушка с глубоким уплотнением имеет 4-дюймовое уплотнение.
Назначение сифона — изоляция канализационных газов от конструкции. Поскольку водопроводная система подвержена большим колебаниям потока, и этот поток возникает во многих различных частях системы, существует широкий разброс давлений в сливных линиях. Эти перепады давления имеют тенденцию разрушать гидрозатвор в сифоне. Для решения этой проблемы были введены механические ловушки. Однако было обнаружено, что коррозионные жидкости, протекающие в системе, вызывают коррозию или забивают эти механические ловушки.Именно по этой причине большинство правил по сантехнике запрещают механические ловушки.
Есть много производителей ловушек, и все они несколько изменили конструкцию. Сифон типа «P» обычно находится в туалетах, раковинах, писсуарах, питьевых фонтанчиках, душах и других установках, которые не сбрасывают много воды.
Барабанный уловитель
Барабанный уловитель — еще один гидрозатвор. Обычно они используются в размерах 4×5 дюймов или 4×8 дюймов. Эти сифоны обладают большей герметизирующей способностью, чем сифоны типа «P», и быстро пропускают большое количество воды.Барабанные ловушки обычно соединяют с ваннами, ножными ваннами, сидячими ваннами и модифицированными душевыми ваннами.
Нежелательные ловушки
Ловушки «S» 1 и 3h «S» не должны использоваться в водопроводных установках. Их практически невозможно проветрить должным образом, и 3-часовой S-образный сифон представляет собой идеальный сифон. Мешок-ловушка, крайняя форма S-образной ловушки, встречается редко.
Любая ловушка, эффективность которой зависит от движущейся части, обычно неадекватна и запрещена местными правилами водоснабжения.Эти ловушки работают, но их конструкция обычно приводит к тому, что они стоят дороже, чем ловушки типа «P» или барабанные. Следует помнить, что ловушки используются только для предотвращения утечки канализационного газа в конструкцию. Они не компенсируют перепады давления. Только надлежащая вентиляция устранит проблемы с давлением.
Вентиляция
Водопроводная система вентилируется для предотвращения потери уплотнения ловушки и порчи материала. и замедление потока.
Потеря уплотнения ловушки
Уплотнение водопроводной ловушки может быть потеряно из-за сифонации (прямого и косвенного или импульсного), противодавления, испарения, капиллярного притяжения или ветрового воздействия.Первые два из названных, вероятно, наиболее частые причины потерь. Если сливная труба расположена вертикально после сифона приспособления, как в сифоне «S», сточная вода продолжает течь после опорожнения приспособления и очищает сифон. Это вызвано тем, что давление воздуха на воду в арматуре больше, чем давление воздуха в сточной трубе. Действие воды, выпускаемой в сливную трубу, удаляет воздух из этой трубы и, таким образом, вызывает отрицательное давление в сливной трубе. В случае непрямого или импульсного сифонажа поток воды, проходящий мимо входа в дренаж арматуры в сточной трубе, удаляет воздух из дренажа арматуры.Это снижает давление воздуха в сливе приспособления, и весь узел действует как аспиратор, который врач использует для распыления на инфицированное горло.
Противодавление
Расход воды в грунтовой трубе зависит от используемых приспособлений. Унитаз дает небольшой поток, а унитаз — большой поток. Небольшие потоки, как правило, прилипают к стенкам трубы, но большие по мере падения образуют скопление отходов. Когда эта порция воды падает по трубе, воздух перед ней становится сжатым.По мере нарастания давления он ищет точку выхода. Это либо вентиляционное отверстие, либо выход приспособления. Если вентиляционное отверстие закупорено или отсутствует, единственным выходом для этого воздуха является выходное отверстие прибора. Давление воздуха заставляет ловушку запечатать трубу в приспособлении. Если давление достаточно велико, уплотнение полностью выдувается из приспособления. Рисунки 6-17 и 6-18 иллюстрируют этот тип проблемы.
Размер вентиляционной трубы
Монтаж вентиляционной трубы аналогичен установке трубы для почвы и сточной трубы.Используются те же критерии приспособления. Не следует использовать вентиляционные трубы диаметром менее 11 D4 дюймов. Вентиляционные отверстия меньше этого диаметра имеют тенденцию закупориваться и не выполняют свою функцию.
Вентиляция отдельных приспособлений: Этот тип вентиляции обычно используется для раковин, туалетов, питьевых фонтанов и т. Д.
Вентиляция агрегата: Система вентиляции агрегата обычно используется в многоквартирных домах. Этот тип системы экономит много денег и места, когда светильники размещаются вплотную друг к другу в отдельных квартирах.
Мокрая вентиляция: Мокрая вентиляция водопроводной системы является обычным явлением в группе бытовой сантехники. Название подразумевает именно то, что следует из названия: вентиляционная труба используется как сливная линия.
Общая дренажная система
До сих пор мы рассматривали дренажные, почвенные отходы и вентиляционные системы водопроводной системы отдельно. Однако для работающей системы все они должны быть подключены.
Термины и определения кровли Информация
* Заполнитель: Щебень, шлак или водоразбавленный гравий самых разных размеров.Используется для облицовки сборных крыш.
Аллигаторство: Растрескивание поверхности из-за напряжений окисления и усадки, которое проявляется в виде насыпи асфальтовой поверхности, напоминающей шкуру аллигатора.
Разделитель площади: Фальш-сборка, обычно выступающая над поверхностью крыши, которая крепится к настилу крыши. Он используется для снятия термических напряжений в кровельной системе, где компенсационный шов не требуется, или для разделения больших участков крыши, иногда называемых контрольным швом.
Битумная черепица: Составная черепица из войлока, пропитанного асфальтом, покрытого минеральными гранулами.
Баллест: Вес, используемый для защиты однослойных крыш или предотвращения сдувания несобранных систем.
Открытые участки: небольшие участки на крыше, где верхняя мембрана подверглась воздействию элементов.
* Основание гидроизоляции: та часть гидроизоляции, которая прикреплена к настилу крыши или опирается на нее для направления потока воды на крышу или для уплотнения против настила крыши.Материал, применяемый для основания стены, выступающей над крышей, в качестве защиты стыка стены и крыши.
Рейка: Обработанная под давлением древесина толщиной ¾ дюйма, шириной 2 дюйма, длиной 4 фута. Прибивается к крыше, чтобы удерживать некоторые виды черепицы.
Волдыри: Пузырьки, которые могут появиться на поверхности асфальтовой кровли после укладки.
Башмак: предварительно сформированный фланец, помещаемый над вентиляционной трубой для герметизации крыши вокруг отверстия вентиляционной трубы.
Деформация: коробление или сморщивание кровельной мембраны.
Строительный кодекс: Опубликованные правила и постановления, установленные признанным агентством, предписывающие процедуры и детали строительства конструкций. Применение в определенных юрисдикциях (городские кодексы) Строительные нормы и правила регулируют проектирование, строительство, качество материалов, использование и т. Д.
* Застроенная крыша: Крыша, состоящая из нескольких слоев асфальтового войлока, ламинированного холодной смолой, смолой или асфальтом с верхним слоем измельченного шлака или гравия. Нормально выпускается на плоских крышах или крышах с очень небольшим уклоном.
Cant Strip: Опора со скошенной кромкой, используемая на пересечении кровельного настила с вертикальными поверхностями, так что изгибы кровельной мембраны для образования отливов основания могут быть выполнены без разрушения войлока.
Заглушка для заглушки: Часть гидроизоляции, прикрепленная к вертикальной поверхности для предотвращения миграции воды за гидроизоляцию основания; иногда называется миганием счетчика.
* Верхний лист: Лист с покрытием из гранул, используемый в качестве верхнего слоя некоторых наложенных модифицированных битумных кровельных покрытий.
* Конопатка / Герметики: Клейкий герметик, используемый для заполнения небольших участков от воды. le: вокруг окон в виде длинной бусинки, чтобы вода не просачивалась внутрь. Продается в трубках и подается под давлением. Обычно вручную с помощью «пистолета для уплотнения».
Clearstory: Самая верхняя часть плоскости крыши, которая обрывается, не пересекаясь с другой плоскостью крыши.
Манжета: предварительно сформированный фланец, помещаемый над вентиляционной трубой для уплотнения крыши вокруг вентиляционной трубы, называемый вентиляционной втулкой. Иногда упоминается как boot.
Кондуктор: Труба для отвода дождевой воды от водосточного желоба к водостоку или от водосточного желоба к ливневой канализации; также называется ведущей, водосточной трубой или водосточной трубой.
Покрытие: Строительная единица, размещаемая в верхней части стены парапета и служащая прикрытием стены. Встречная планка: полосы металла, кровли или ткани, вставленные и надежно прикрепленные к регулятору и / или прикрепленные к вертикальной поверхности над плоскостью крыши и повернутые вниз по лицевой планке, чтобы защитить фундаментную планку.
* Бордюр: стена из дерева или кирпича, построенная выше уровня крыши, окружающая проем в крыше, например, для установки крышных вентиляторов или другого оборудования.
Cricket: Конструкция с остроконечным седлом в задней части дымохода для предотвращения скопления снега и воды вокруг дымохода. ‘
Палуба: Поверхность, устанавливаемая над несущими элементами каркаса (фермами), на которые наносится кровельный материал.
Дегрануляция: Удаление гранул с открытой поверхности черепицы, вызывающее преждевременное старение и порчу.
Дивертер: используется для направления воды.
Водосточная труба: Труба для слива воды из желобов; иногда называют «лидером».
Капельная кромка: коррозионно-стойкий, не оставляющий пятен материал, используемый вдоль карниза и граблей, чтобы вода могла стекать с лежащего под ним настила и / или облицовки.
Сухой нахлест: термин, описывающий отсутствие битума между стопками войлока в нахлесте в BURM.
Карниз: Горизонтальный свес крыши, который выходит наружу и не перекрывает внешние стены или внутреннюю часть здания.
* Кромочный металл: термин, относящийся к тормозному или прессованному металлу по периметру крыши. Вытяжная вентиляция: воздух, который обычно удаляется или удаляется из полости крыши, как правило, через конек.
Деформационный шов: Устройство, используемое для создания движения расширения и сжатия. На больших крышах это обеспечение движения материалов, образующих стены, настил крыши и кровельное покрытие, обычно обеспечивается за счет преднамеренного разделения здания на секции и прикрытия разделения между соседними секциями с помощью компенсатора, чтобы обеспечить движение, но не допустить воздействия погодных условий.Деформационные швы, в отличие от контрольных, проходят через настил крыши.
Воздействие: Часть кровельного материала, подверженная атмосферным воздействиям после укладки.
Фасад: Фасад здания. Часто в архитектурном плане это искусственное или декоративное усилие.
* Фасция: Деревянная отделочная доска, используемая для скрытия обрезанных концов стропил и обшивки крыши. Водосточная система обычно прибивается к фасции.
Мансард: металлические полосы, используемые для предотвращения просачивания воды и устанавливаемые вокруг дымохода, вентиляционных отверстий, окон, дверей и светового люка, вдоль швов в крыше и под черепицей.Целью гидроизоляции является предотвращение проникновения воды, а также обеспечение дренажного канала между стыками, чаще всего стыком между крышей и колодцем. Также см. Металлический оклад.
Гидроизоляционное основание: загнутый вверх край водонепроницаемой мембраны, образованный в точке окончания крыши за счет вытягивания войлока вертикально над полосой бруса и вверх по стене на различное расстояние, где они фиксируются механическими креплениями.
Плоская или пологая крыша: Скат высотой менее трех (3) футов над двенадцатью (12) футами бега считается плоской или пологой крышей.Монтаж композитной кровли при таком минимальном уклоне не рекомендуется, так как из-за обратного удара может протекать.
Огненная стена: Любая стена, построенная с целью ограничения распространения огня в здании. Такие стены из монолитной кладки или бетона обычно разделяют здание от фундамента примерно на метр над крышей.
Fishmouth: Характерное отверстие на открытой кромке внахлестку войлока BUR из-за потери сцепления или смятия войлока.
FRSA — Флоридская ассоциация кровельщиков Флоридская ассоциация кровель, листовой металл и кондиционирование воздуха
Фронтон: часть торцевой стены здания треугольной формы непосредственно под скатной крышей и над линией карниза.
Затирка: смесь цемента, песка и воды, используемая для заполнения трещин и пустот в кладке
Желоб: желоб, по которому вода направляется от карниза к водосточной трубе.
Заголовок: Балка, в которую вставляются общие балки при обрамлении проема в крыше.
Вальм: Угол, образованный пересечением двух плоскостей скатной крыши. Ice and Water Shield: слой гидроизоляции, установленный под черепицей по периметру крыши, гребнями долин.
Ударопрочность: способность кровельного материала противостоять повреждениям (например, ударам падающими предметами (ветки деревьев и град), нанесением оборудования, пешеходным потоком и т. Д.). Ударопрочность кровельного покрытия зависит от всех его компонентов не только сама мембрана. Этот продукт предлагает домовладельцам скидку на страхование.
Изоляция: любой из множества материалов, предназначенных для уменьшения потока тепла через вентиляционные отверстия, обычно устанавливаемые в потолке или карнизе крыши.
Lap: для покрытия поверхности одной черепицы или рулона другой.
Выводы: см. Разъем для вентиляции сантехники, Свинцовый пыльник, Свинцовые вставки. Применение на небольших склонах: Метод укладки битумной черепицы {или другого материала} на склонах от 2 до 4 дюймов на фут. Включает в себя уменьшение количества материала, подверженного влиянию погодных условий, и за счет увеличения слоя подкладки.
Мансардная крыша: Тип крыши, содержащий две наклонные плоскости с разным углом наклона с каждой из четырех сторон.Нижняя плоскость имеет гораздо более крутой наклон, чем верхняя, часто приближаясь к вертикали. Без фронтонов.
Мембрана: гибкий или полугибкий материал, который функционирует как гидроизоляционный компонент в кровле или гидроизоляционном узле и чья основная функция — отвод воды.
* Металлический оклад: дополнительные компоненты, изготовленные из листового металла и используемые для защиты кромок кровельного покрытия от атмосферных воздействий. Часто используется как межстенный оклад, окантовка колпачком, встречный оклад, ступенчатый оклад и т. Д.
Кровля с минеральным покрытием: битумная черепица, рулонная кровля и факельный пух, покрытые гранулами.
Модифицированный битум: Композитные листы, состоящие из модифицированного полимером битума, часто армированного, а иногда и покрытого различными типами матов, пленок, фольги и минеральных гранул.
Гвоздь: кусок бруса, прикрепленный к настилам и стенам без гвоздей с помощью болтов или других средств, который обеспечивает подходящую основу, на которой компоненты крыши могут быть механически прикреплены.
* Парапет: Низкая стена по краю и вокруг настила крыши. Как правило, это продолжение наружных стен здания и над брандмауэрами, которые обычно возвышаются над крышей примерно на метр или меньше.
Проникновение: Любой объект, проходящий через крышу.
Трубный пыльник или домкрат: см. Домкрат для вентиляции сантехники.
Шаг: Высота от балки до конька, деленная на длину стропила, что означает подъем в дюймах на горизонтальный фут или коэффициент уклона.Передаточное отношение — это часть до полного шага (24 дюйма на 12 дюймов).
* Поддон или карман: обычно прямоугольный фланцевый металлический хомут, размещаемый вокруг металлических опор, выступающих над настилом крыши. Смоляной поддон размещается поверх подкровельного покрытия.
Сантехнический вентилирующий домкрат: Предварительно сформированный фланец, помещаемый над вентиляционной трубой для герметизации крыши вокруг отверстия вентиляционной трубы. Из свинца, резины или металла. Обозначается различными терминами {трубчатый кожух / домкрат, водопроводный кожух / домкрат и / или отсутствие герметика или провода}.
Ponding: Чрезмерное скопление воды в низинных участках крыши.
Проекция: Любой предмет или оборудование, пробивающее кровельную мембрану.
Пурлин: доски, проложенные от фронтона до фронтона, на которых сидят общие стропила.
Стропила: деревянные опоры, составляющие конструкцию крыши. Обычно пиломатериалы размером 2 x 12 дюймов. Обшивка крыши прибивается к стропилам.
Перекрытие кровли: Процесс снятия и замены существующей кровельной системы.
Конек: Самый верхний горизонтальный внешний угол, образованный пересечением двух плоскостей наклонной крыши.
Коньковая черепица: Битумная черепица, используемая для покрытия горизонтального внешнего угла, образованного пересечением двух плоскостей наклонной крыши.
Коньковые вентиляционные отверстия: Одно из многих устройств, расположенных на коньке, которое позволяет отводить теплый и / или влажный воздух из чердака или стропильной впадины.
Крыша: Набор взаимодействующих компонентов, предназначенный для защиты от атмосферных воздействий и обычно для изоляции поверхности здания, отделенный от соседних сборок стенами или перепадами высот.ПОКРЫТИЕ КРЫШИ — Совместимый кровельный материал, который можно наносить щеткой, валиком или распылять на поверхность крыши. Кровельное покрытие часто используется при ремонте и восстановлении.
Кровельный настил: тот компонент конструкции здания, который образует платформу, на которой размещаются остальные компоненты BURM.
Кровельный водосток: Окончание или установка на крыше внутреннего водостока или водостока для отвода воды с номинально плоских крыш. Внутренний водосток: кровельный водосток, расположенный на крыше в каком-либо месте, кроме периметра.Он отводит поверхностные воды внутри здания по закрытым трубам в дренажную систему.
Изоляция крыши: Любой материал средней или низкой плотности, используемый в качестве части кровельной системы для уменьшения потерь тепла через крышу. Используются различные изоляционные материалы, включая древесное волокно, стекловолокно, пробку, пластмассы и литые легкие.
* Кровельная система: Общий термин, относящийся к водонепроницаемому покрытию, изоляции крыши, пароизоляции, если используется, и настилу крыши как целому.
Самоклеящаяся: мембрана, которая может прилипать к основанию и к самой себе внахлестку без использования дополнительного клея. Нижняя поверхность самоклеющейся мембраны защищена разделительной бумагой или пленкой, которая предотвращает приклеивание мембраны к самой себе во время транспортировки и погрузочно-разгрузочных работ.
Холст: тканая ткань или ткань матового типа, которая используется в качестве мембранного сэндвича между другими материалами для обеспечения армирования и сопротивления растяжению.
Обшивка: Плиты из листового материала, фанеры или пропитанных асфальтом листов, прибитые гвоздями к шпилькам или стропилам кровли в качестве основы для нанесения кровельного покрытия.
Боковой перехлест: расстояние по горизонтали, на которое одна черепица перекрывает соседнюю черепицу в том же направлении; Также по горизонтали один лист кровли перекрывает соседний лист.
* Однослойный: описательный термин, обозначающий кровельную мембрану, состоящую только из одного слоя материала, такого как EPDM, Hypalon или PVC. ТПО «Эльвалой»
Мансардный люк: Конструкция на крыше, которая предназначена для пропускания света и находится несколько выше плоскости поверхности крыши.
SMRSA — Ассоциация подрядчиков кровельных работ и листового металла Сарасотского ламантина
Софит: Доска или лист, который простирается от фасада до сайдинга здания и скрывает нижнюю часть свеса.Софит может содержать или не содержать вентиляционные отверстия в зависимости от используемой системы вентиляции чердака.
Грунтовая труба: вентиляционная труба, проходящая через настил крыши.
Расщепление: образование длинных трещин полностью через кровельную мембрану. Расщепления часто связаны с отсутствием учета растягивающих напряжений. Они также могут быть результатом прогиба деки или изменения ее направления.
Постоянный шов: тип соединения, часто используемый на металлических крышах.
Ступенчатая черепица: Металлическая черепица или пластины, используемые в структуре ступеней под обычную черепицу.Ступенчатый оклад — это рекомендуемый оклад, когда стена или дымоход находится выше линии крыши.
* Квадрат: единица измерения крыши, покрывающая 100 квадратных футов.
* Отрыв: термин, используемый для описания полного удаления наросшей кровельной мембраны и изоляции до и обнажения настила крыши.
Горение: приложение прямого пламени к мембране с целью плавления, нагрева или прилипания.
Турбина: Устройство для вентиляции чердаков.Установлен на крыше и приводится в движение ветром.
Подложка: слой насыщенного асфальта (иногда также называемый тентом), который укладывается поверх настила перед установкой битумной черепицы, что обеспечивает дополнительную защиту от проникновения воды.
Долина: Горизонтальная линия, образованная вдоль углубленного угла в основании двух наклонных поверхностей крыши.
Пароизоляция: Материал, препятствующий прохождению через него воды или водяного пара.
Вентиляционное отверстие: любое выходное отверстие для воздуха, которое выходит через настил крыши, например труба или труба.Любое устройство, установленное на крыше, фронтоне или потолке с целью вентиляции нижней стороны настила крыши.
Вентиляционная труба: Вертикальная труба, обеспечивающая отвод грязных газов из сантехнической арматуры. Для ряда приспособлений вентиляционные трубы ведут в большую вертикальную трубу наружу через крышу, называемую вентиляционной трубой.
Сливное отверстие: Отверстие, которое позволяет отводить захваченную воду из каменных конструкций.
Дровяная печь и вентиляция камина: Полное практическое руководство
Когда вы собираетесь установить дровяной камин или печь в своем доме, вы можете подумать, что это у вас есть. Но часто люди упускают из виду одну важную часть — выход.
Правильная вентиляция жизненно важна для работающей и эффективной печи. Но когда вы начнете изучать вентиляцию, вы обнаружите, что существует множество вариантов. Итак, с чего начать?
Большинство производителей оценивают свои устройства как приемлемые только для нескольких систем вентиляции. Это делает процесс отбора менее устрашающим. Тем не менее, есть несколько вещей, которые необходимо учитывать, чтобы обеспечить максимальную производительность вашего устройства.В этом руководстве рассматриваются различные компоненты, необходимые для полной вентиляции дровяного прибора.
Категории вентиляции
Назначение вентиляционных систем для дровяных каминов и дровяных печей кажется схожим. На самом деле они очень сильно различаются. Вентиляция дровяных приборов делится на две основные категории.
Дымоходная система с воздушным охлаждением
Первая известна как дымоходная система с воздушным охлаждением. Как следует из названия, в системах с воздушным охлаждением для охлаждения используется воздух.Пространство между стенками дымохода позволяет наружному воздуху свободно течь.
Во многих системах используются две стены, но бывают и трехстенные. Поскольку воздух не изолирует так хорошо, как твердый материал, эти дымоходные системы обычно имеют большие размеры. Их конструкция обеспечивает по крайней мере два дюйма воздушного пространства между каждым слоем стены.
Большинство дымоходных систем с воздушным охлаждением имеют две свободно плавающие стенки дымохода. Это означает, что они могут расширяться независимо и собираться в отдельные секции.Такая система используется в большинстве сборных декоративных дровяных каминов. И почти все производители имеют запатентованные системы вентиляции, характерные для этих устройств.
Таким образом, эти системы делают невозможным замену вентиляции других марок. В противном случае это может привести к небезопасной вентиляции и отклонению от действующих норм.
Изолированные дымоходы
Другой тип вентиляции называется сплошной или полностью изолированной дымоходной системой.Этот тип системы имеет слой твердой изоляции между внутренней и внешней стенками дымохода. Обычно этот утеплитель состоит из керамического покрытия, минеральной ваты или стекловолокна.
В трехстенных дымоходных системах используется комбинация компонентов с воздушным охлаждением и теплоизоляции. Твердая изоляция помещается между внутренней и центральной стенами. В пространстве между центральной и внешней стенками циркулирует воздух для большего охлаждения.
Изолированные дымоходы еще больше отличаются от систем с воздушным охлаждением по своей конструкции.Обычно это массивные конструкции, не позволяющие разделиться внутренним и внешним стенам. Вот как это работает. К концу каждой секции дымохода прикрепляются приварные или приклепанные заглушки, а между стенками трубы заклепочные распорки делают невозможным физическое разделение.
Встраиваемые высокоэффективные камины и дровяные печи способны выдерживать экстремально высокие температуры. Таким образом, им нужны изолированные дымоходы, чтобы поддерживать безопасную температуру для окружающих горючих материалов.Сторонние компании производят множество изолированных дымоходных систем, рассчитанных на работу с конкретными приборами. В некоторых случаях к одному прибору подходят разные бренды, поэтому может возникнуть путаница, какой из них лучше. Ниже мы рассмотрим различия между брендами и марками материалов более подробно.
Сходства
Несмотря на различия между различными дымоходными системами, у них есть общие точки соприкосновения. В обеих системах используется внутренняя стенка дымохода из нержавеющей стали. Эта стенка предотвращает разрушение из-за постоянного контакта с агрессивными дымовыми газами.Кроме того, они позволяют смещать систему вокруг каркаса или других препятствий. Они также позволяют использовать противопожарные заглушки для прохождения системы через каждый горючий пол. Наконец, каждая система предлагает свой собственный набор компонентов поддержки и завершения. Вместе эти части работают вместе, чтобы обеспечить герметичное уплотнение над крышей.
Этап проектирования
Перед покупкой прибора вы должны определить, сколько вентиляции вам нужно.Во-первых, определите любые особые обстоятельства, которые могут у вас возникнуть. Затем выясните, какую вентиляцию разрешает ваш местный кодекс. Производители предоставляют подробный список возможных сценариев вентиляции в руководстве пользователя. Раздел, посвященный вентиляции, в руководстве пользователя может занимать около трети текста.
Прискорбно узнать, что очаг вашей мечты запрещен в вашем районе. Но могут быть и другие подходящие альтернативы. Проведя предварительное исследование, вы сможете избежать дорогостоящей ошибки и хлопот, связанных с возвратом и пополнением запасов.Это руководство поможет вам разгадать загадку размеров и зазоров вентиляции. Если следовать им, это может обеспечить бесперебойную установку.
При строительстве нового дома мы рекомендуем тесно сотрудничать со строителем и сертифицированным специалистом NFI. Они могут помочь вам составить исчерпывающий список компонентов для вентиляции, которые вам понадобятся.
Доступ к чертежам вашего дома — лучшая отправная точка для этого типа планирования. С помощью этой информации вы можете спланировать все, от высоты вентиляции до размеров смещения.Кроме того, технический специалист может составить список компонентов для вашего конкретного приложения.
Загон для дымохода
При размещении внутри надлежащего ограждения внутри ограждающей конструкции дома вентиляционные системы для дровяных агрегатов могут быть проложены через потолок. Другой способ сделать это — использовать специально изготовленный конверт для дымохода или загон, прикрепленный к внешней стороне дома.
Погоны для дымохода — популярный выбор. Эти конструкции содержат всю систему дымохода, не жертвуя необходимым пространством.Они также скрывают вентиляционную трубу, проходящую через верхние уровни многоэтажного дома. Чейз, хотя и обходится дороже, является наиболее эффективным вариантом, если вы хотите сэкономить место на полу.
Итак, если вы хотите закрыть камин и дымоходную систему, вы можете это сделать. Основание погона должно соответствовать габаритам рамы вашего камина. Вы также можете сузить погоню над камином. Это оставляет место, чтобы опоясать дымоходную трубу.
Меньшие размеры грубого каркаса вытяжной трубы составляют около двух квадратных футов.Это перед добавлением внешней облицовки или шпона. Вы можете сделать загон больше, чем требуется, чтобы он соответствовал эстетике вашего дома, но это не обязательно. Другой вариант — установить утопленные книжные полки или корпус для телевизора, встроенный в чейз.
Производители указывают требования к зазорам в дюймах. Зазоры говорят о том, сколько места необходимо между горючим материалом и прибором. Эту информацию важно учитывать при кадрировании.
Строительство дымохода может быть сложной задачей для новичка.Итак, рекомендуем работать с опытным установщиком. Это поможет вам соблюдать правила роста и нормы. Мы также рекомендуем заизолировать погон перед ограждением. Это предотвратит большие перепады температур и плохую работу прибора.
Без погони
В некоторых случаях камин или печь не будут встроены в погоню. Вместо этого он находится внутри оболочки здания внутри собственного ограждения. Отдельно стоящие печи могут даже располагаться на специально построенной подовой плите или аналогичной поверхности.В этом случае вам нужно подумать о том, как система вентиляции будет проходить от прибора через дом.
Если в доме невозможно выделить место для вентиляционной трубы, можно наклонить вентиляционную трубу к внешней стене. Это позволит ему поступать в консольную вытяжную трубу, предназначенную для удерживания самой вентиляционной трубы.
Если вентиляционное отверстие остается внутри дома, вы можете скрыть систему с помощью ограждения с рамкой. Можно отделать гипсокартоном или другим материалом.В идеале вентиляционную трубу следует проложить в углу комнаты или в туалете, чтобы ее не было видно.
Вентиляционные компоненты
Выбрав вентиляционный канал и устройство, проверьте свой список вентиляционных компонентов. Для большинства дровяных каминов с одной системой вентиляции выбор прост. Однако другие бренды предлагают множество систем для своей продукции. Вот тогда все становится немного сложнее.
Вы можете не знать, какие из них выбрать для бытовой техники с несколькими марками.Решающими факторами являются цена, доступность, качество материалов и конкретная установка. Цена и качество материалов тесно связаны. Системы вентиляции из нержавеющей стали более низкого качества, например марки 430, дешевле. И они не длятся так долго.
Часто все сводится к типу топлива и личным предпочтениям в отношении того, какие материалы лучше использовать. Например, древесное топливо не так агрессивно, как уголь из мазута. Таким образом, дымоходные системы более низкого класса могут прослужить много лет.Тем не менее, некоторые клиенты предпочитают использовать лучшую систему для спокойствия.
Если вы не уверены, не стесняйтесь проконсультироваться с одним из наших сертифицированных специалистов NFI. Они будут рады помочь вам найти лучшую вентиляционную систему для вашей ценовой категории.
Оцените свой план
Для приборов, в которых используются дымоходы с воздушным охлаждением или с твердой изоляцией, оцените план установки. Системы с воздушным охлаждением плохо работают в холодном климате.Итак, если вы живете в прохладном климате и это ваш единственный вариант, вам следует закрыть как можно большую часть вентиляционной трубы. Если разрешено использовать массивный дымоход, это лучший вариант для обеспечения надлежащей вентиляции.
После того, как вы выбрали марку вентиляции, запишите размеры вентиляционной системы. Процесс измерения прост для вентиляционной системы, проходящей через дымоход. Этот тип вентиляции обычно не имеет смещений.
Просто измерьте расстояние от верха дымохода дымохода «в установленном состоянии» до «исходной» высоты желоба дымохода.После этого добавьте любую высоту над желобом дымохода для штормового воротника и заглушки дымохода. Обычно это значение составляет 8–12 дюймов, хотя оно может варьироваться в зависимости от марки.
В большинстве случаев вам понадобится комбинация труб разной длины для надлежащей вентиляции. Некоторые производители предлагают регулируемую длину, а другие — нет. В этих случаях вам необходимо использовать комбинацию компонентов, которые соответствуют или превышают требуемую высоту. Многие производители дымоходных труб перечисляют трубы по количеству дюймов, добавляемому каждой секцией.
Например, 48-дюймовая труба может добавить 46 дюймов высоты к существующей трубе из-за перекрытия на каждом стыке. Поэтому примите во внимание эти измерения, чтобы избежать слишком короткой трубы во время установки. Если вы увеличиваете высоту дымохода в целях норм или дизайна, вы также можете удлинить вентиляционный участок. Просто добавьте еще одну секцию трубы.
К сожалению, не все установки включают выемки в дымоход и прямые участки трубы. Вам могут потребоваться отводы, чтобы отвести вентиляцию. Или для установки может потребоваться длина дымохода, чтобы пройти через скатную крышу.Производители предоставляют офсетную карту. Он указывает, сколько наборов колен или секций трубы вы можете добавить между ними.
Большинство производителей предлагают комплекты отводов на пятнадцать или тридцать градусов. Последнее является максимально допустимым смещением по коду в США. Производители также указывают, сколько смещений может иметь каждый вентиляционный участок. Сюда входит, насколько может быть смещена общая длина трубы.
Правило 3-2-10
Подсчитав смещения и определив точку входа в крышу, вы можете рассчитать, сколько дымоходной трубы вам нужно.Чтобы гарантировать, что у вас достаточно трубы, вы должны следовать правилу 3-2-10.
Правило 3-2-10 обеспечивает соответствие нормам и надлежащую вентиляцию. Слишком короткий дымоход может ухудшить работу прибора. Это может вызвать появление пятен сажи или повреждение прилегающей конструкции вашего дома. Ниже мы объясним, что означает каждое число.
10 — Это число задает радиус, чтобы определить, достаточно ли труб над крышей. Число представляет 10 футов пространства.Другими словами, вы рисуете 10-футовый боковой круг вокруг трубы. Объекты в пределах этого радиуса должны соответствовать требованиям по свободному пространству. Чем круче крыша, тем больше труб вам понадобится. Если какая-либо часть дома в пределах этого 10-футового круга выше дымохода, вы также должны это учитывать.
2 — После того, как вы установили радиус 10 футов, добавьте еще два фута трубы перед окончанием. Это помогает избежать проблем с вытяжкой, вызванных эффектом дымовой трубы.Эффект трубы дома означает, что вентилируемая часть дома выше дымохода.
3 — Это правило применяется ко всем ситуациям. Это означает, что любая труба, проходящая через крышу, должна быть на три фута выше линии крыши со стороны склона прохода.
Если есть крутая крыша или соседнее препятствие, дымоходу потребуется большая длина над крышей, чтобы соответствовать нормам. Вы можете оставить сплошные дымоходы открытыми и закрепленными. Но для дымоходов с воздушным охлаждением вы должны заключить любую длину трубы на высоте пяти футов над крышей.Большее обнажение трубы может привести к снижению производительности из-за чрезмерного охлаждения дымохода, особенно в более холодном климате.
Установка камина
После того, как вы спланировали установку и заказали вентиляционные компоненты, вы готовы к установке. Имейте в виду, что это общее руководство. Особые обстоятельства могут потребовать дополнительных компонентов или распорок.
Установка гидроизоляции на крышу
Камины, устанавливаемые внутри дома с перекрытием на крыше, должны быть правильно выровнены.Перед закреплением прибора проверьте совмещение вентиляционного кольца и вентиляционного канала. Изменение вентиляционного участка во время строительства часто приводит к смещению между ними.
Возможно, вам понадобится зазор между камином и потолком. В этом случае мы рекомендуем установить смещение как можно выше на участке. Это позволяет дымовым газам набирать большую скорость, прежде чем им придется преодолевать смещение.
Для начала прикрепите первую секцию дымохода к вентиляционной решетке камина.Для дымоходов с воздушным охлаждением сначала прикрепите внутреннюю секцию, а затем внешнюю. Этот тип дымохода имеет систему кромок и копья, которая при фиксации на месте со звуком щелкает.
Напротив, массивные дымоходы обычно имеют анкерную пластину. Он принимает и закрепляет первую секцию трубы. Системы Twist-Lock поворачиваются в нужное положение и блокируются при полной установке.
При сборке каждой секции трубы закрепите внешнюю стену с помощью трех саморезов № 10, 3/4 для листового металла из нержавеющей стали.Винты должны располагаться на одинаковом расстоянии по периметру трубы. Продолжайте сборку, соблюдая зазоры до горючих материалов. Мы рекомендуем укреплять вертикальные вентиляционные отверстия каждые 5–6 футов. Сделать это можно с помощью перфорированной ленты или настенных кронштейнов. Они предоставляются производителем.
Противопожарные ограждения и щиты
В соответствии с инструкциями производителя установите противопожарный или радиационный экран. Эти части располагаются там, где участок трубы встречается с потолком.Производители часто предлагают прибить к отверстию кусок OSB толщиной от 1/2 до 3/4 дюйма. Вам также понадобится отверстие, вырезанное по размеру противопожарной защиты. Затем пригвоздите или прикрутите ограничитель огня на место.
Продолжайте сборку и установку распорок, проходя через чердак или второй этаж. В чердачном помещении необходимо использовать утеплитель чердака. Этот щит особенно важен для домов с выдувным утеплителем. Приобрести изоляционный экран чердака можно у производителя дымоходной системы.Или вы можете поместить дымоход в ограждение. Если вы выберете второй метод, убедитесь, что дымоходная труба имеет надлежащие зазоры.
При прохождении через крышу необходимо использовать оклад, соответствующий уклону кровли. Прибейте гидроизоляцию сразу после того, как положите битумную бумагу или погодную мембрану. Это нужно сделать и перед установкой рубероида.
Для черепицы задний край основания гидроизоляции должен находиться сверху. Итак, убедитесь, что верхний и прилегающий ряды черепицы перекрываются краем основания гидроизоляции.Если у вас металлическая или черепичная крыша, установка зависит от производителя.
Большинство производителей рекомендуют закрыть всю основу гидроизоляции и вырезать отверстие достаточно большого размера, чтобы выступил конус гидроизоляции. Затем можно заделать крышу к основанию конуса кровельным герметиком.
После того, как вы установили оклад, продолжайте сборку дымоходной трубы. Труба должна проходить через оклад и соответствовать требованиям по высоте 10-3-2. После того, как вы установите трубы, вы должны установить штормовой воротник вокруг верхней части мигающего конуса.
Грозовой воротник и колпак дымохода
Штормовой воротник — это узкая полоска из стали или алюминия, обвязанная вокруг трубы. Он отводит воду с внешней стороны трубы к конусу мигания. Вы можете использовать гибкие язычки или застежки, чтобы зафиксировать его на месте.
Но перед установкой манжеты нанесите полоску гидроизоляционного герметика на внешнюю стенку трубы. Вот где сидит штормовой воротник. Установите шторку вокруг трубы чуть выше валика герметика. Затем вставьте его в герметик.Проверьте герметик, чтобы убедиться, что он должным образом заполнил зазоры между манжетой и трубой. При необходимости вам может потребоваться добавить больше.
Наконец, установите колпак дымохода. Для дымоходов с твердой изоляцией колпачок обычно поворачивается на место. Дымоходы с воздушной изоляцией не выходят из колпачка, поэтому их легко снимать и чистить. Вместо этого предусмотрены кронштейны для ввинчивания в систему дымохода. После установки крышки система готова к тестированию.
Внутренняя труба с вытяжкой
Для этой установки процесс сборки такой же, как и на чердаке.Оказавшись на чердаке, строитель образует вытяжную трубу. Он должен проходить от настила крыши до балок потолка для поддержки.
Скорее всего, они используют изоляционный экран для трубы, проходящей в основание погона. Или они могут заключить погоню после спуска трубы. Труба должна проходить так же, как и остальные из предыдущих секций на всем протяжении чейза.
В зависимости от размера желоба, он может не подходить для каждой новой секции трубы с другой собранной трубой.В этом случае измерьте оставшуюся длину трубы от верха желоба до конца последней установленной трубы.
Соберите эту длину на крыше, затем установите сверху вниз. Перед подачей отрезка в паз закрепите каждую секцию трубы крепежными деталями. Как только это будет завершено, повторите процесс сборки штормового воротника и кепки.
Сковороды
Верх почти каждого дымохода закрывается чейз-панелью или чейз-фаршем.Обычно это кусок оцинкованной стали толщиной от 18 до 22, вырезанный по размеру, соответствующему внешним размерам оправы. Соответствующий изготовленный поддон должен иметь кромку для стекания капель под углом 90 градусов. Он должен быть не менее 2 дюймов в глубину и заходить за край погоны.
В идеале, большие противни должны иметь поперечные распорки непосредственно сбоку от трубы, чтобы поддерживать поддон. Или они будут образовывать поперечную опору по диагонали. Отверстие поддона должно быть примерно на 1/2 дюйма больше наружной стенки дымоходной трубы.Он должен иметь формованный или сварной воротник высотой не менее 3/4 дюйма. Этот воротник предотвращает скатывание воды обратно в желоб по трубе дымохода.
Загонные поддоны можно приобрести у местных производителей листового металла и кровельных материалов. Из-за необходимого разнообразия размеров лотков многие производители их не поставляют.
Полный экстерьер дымохода
Этот тип установки более простой, чем установка внутри помещения. Вам все еще нужно закончить кадрирование погони.Но вы должны оставить внешнюю обшивку для облегчения доступа во время установки.
Вы должны установить хотя бы одну противопожарную защиту на полпути. Вы можете построить загон из OSB, фанеры или любого другого материала, который позволяет использовать местный кодекс. Установите металлический противопожарный ограничитель от производителя дымохода в центре материала. В соответствии с местными правилами может потребоваться больше противопожарных мер в зависимости от всего отснятого материала, поэтому учтите это в своих планах.
Установив камин на место, соберите секции дымохода и скрепите их вместе, как вы это делаете.Продолжайте сборку до тех пор, пока последняя секция не будет выступать из верхней части чейза. На этом этапе остановите установку, пока завершите погоню снаружи. После этого установите поддон и установите на место штормовой воротник и колпачок.
Как установить трубу для дровяной печи через стену
Установка дровяной печи означает, что вам понадобится дымоход. Печь отличается от дымоходных систем. Печные трубы или патрубки дымохода могут быть одностенными или двустенными.Установка зависит от маршрута, используемого для вентиляционных труб: вертикальный, горизонтальный или их комбинация.
Одностенная труба обычно 24 или 22 калибра. Трубы из черной оцинкованной стали двустенные. Внутренняя труба изготовлена из стали марки 430 или нержавеющей стали марки 304. Наружная стена изготовлена из оцинкованной стали толщиной 22 или 24, окрашенной в черный цвет.
Дымоход перекрывает зазор между печью и первой стеной или потолком вентиляционного канала. Это эстетично спроектировано, позволяя частично отводить тепло от вентиляционного канала.От установки печи зависит конфигурация вентиляционного участка.
Вертикальный вентиляционный патрубок
Для печей с полностью вертикальным ходом требования к вентиляции такие же, как и для камина. Используйте чертежи дома, чтобы определить, какую часть участка необходимо установить для любых изменений конструкции.
Для установки в существующем доме проверьте расположение потолочных балок и стропил. В идеале вентиляционный канал должен быть расположен так, чтобы избежать этих элементов каркаса.Но иногда вам может потребоваться вырезать и вставить в коробку балку потолка или стропило, чтобы разместить вентиляционную трубу. Этой частью проекта должны заниматься только квалифицированные и знающие люди.
Определившись с местом расположения печи, вы должны определить, нужна ли вам труба с одинарными или двойными стенками. Одностенные трубы не служат так долго, как нержавеющая внутренняя часть двустенных труб, но они стоят дешевле.
Еще одна вещь, которую следует учитывать, — это количество необходимого зазора.Для одностенной дымовой трубы требуется 18 дюймов, а для двустенной — всего 6 дюймов. При установке в углу или в нише пространство ограничено. Таким образом, зазоры могут потребовать двустенной трубы.
Телескопические трубы и соединители
Большинство дымоходов имеют телескопические секции. Эти телескопические трубы перекрывают необычные расстояния между печью и потолком. В одностенных системах также есть скользящие соединители. Это короткие отрезки трубы. Они гладкие на одном конце, что позволяет им скользить в участок трубы, прежде чем он присоединится к системе дымохода.
Перед покупкой дымохода измерьте расстояние между вентиляционным воротником на плите и потолком. Исходя из этого, определите, сколько трубы вам нужно, чтобы закрыть зазор. Учитывайте также длину, добавленную от опорной коробки дымохода или потолочной опоры.
Как уже говорилось, для встраиваемых каминов и дровяных печей используются дымоходы с твердой изоляцией. Это связано с более высокими температурами дымовых газов. Сама вентиляционная труба не меняется между высокоэффективными каминами и печами. Но связанные компоненты делают.
Потолочные опоры и хомуты
В печах
для вентиляции используются потолочные опорные ящики или опорные хомуты. Эти детали понадобятся вам для перехода от трубы печи в комнате к трубе дымохода над потолком. Как следует из названия, эти части несут на себе вертикальный вес компонентов дымохода.
Хомуты потолочные предназначены для установки в плоский потолок. Таким образом, они обычно короче потолочных опорных ящиков. Ящики для потолочных опор бывают разной длины и выступают вниз в комнату.Можно использовать опорный ящик на плоском потолке. Но они используются в основном для расширения через сводчатый потолок. Чем круче сводчатый потолок, тем длиннее должна быть опорная коробка для сохранения зазоров.
Используйте отвес, чтобы определить центральное положение потолочной опоры или опоры над воротником вентиляции печи. Затем вырежьте в потолке отверстие подходящего размера, чтобы приспособить его. Почти все потолочные опорные коробки и потолочные хомуты учитывают зазоры дымохода.Итак, как только отверстие будет вырезано, используйте брус 2х4 или аналогичный, чтобы закрепить скобу вокруг всех сторон приспособления. Это позволяет прикрутить потолочную опору на место.
Установив потолочную опору и отвес, соберите дымовую трубу. Почти во всех современных дымоходных системах используются гладкие концы. Секции стыкуются друг с другом с помощью саморезов для листового металла. Они удерживают секции вместе.
Переходники для печных труб
Размер вентиляционных воротников зависит от марки. Из-за этого производители предлагают переходники для печных труб для запуска трубопровода.Эта секция обычно имеет высоту от 3 до 4 дюймов с коническим концом, который входит в воротник печи. Другой конец гладкий и сопрягается с первой частью печной трубы.
Мы рекомендуем использовать как можно больше жестких секций при установке дымохода. Избегайте использования слишком большого количества телескопических секций, поскольку они плохо уплотняются и их легко поцарапать.
Начните с установки первой жесткой секции. Продолжайте сборку, пока не останется только зазор между дымоходом и опорной коробкой.
Оттуда немного сверните телескопическую секцию. Вам нужно будет сдвинуть его так, чтобы он поместился между последней частью трубы и потолочной опорой. Затем подключите эту трубу к секции дымохода ниже. Обязательно прикрутите нижние части вместе. Придвиньте верхнюю часть к опоре потолка. Вы можете использовать винты, чтобы удерживать телескопические компоненты в выдвинутом положении и в нужном положении. Но учтите, что многие производители не допускают крепления дымохода к опорной коробке.
По завершению дымохода установка дымохода почти такая же, как и у камина. Единственное отличие состоит в том, что первая часть секции дымохода опускается в опорную коробку. Этот кусок может быть как с чердака, так и со второго этажа. Вы поверните эту деталь на место. После пропуска трубы дымохода через опорную коробку установите вокруг нее изоляционный экран чердака или радиационный экран. В остальном установка такая же.
Вентиляционный участок от горизонтального до вертикального
В некоторых случаях вертикальная вентиляция невозможна из-за конструкции дома.В таких случаях можно выполнить вентиляцию горизонтально к внешней стене. Оттуда вы можете вернуться к вертикальному дымоходу, прикрепленному снаружи дома.
Горизонтальная установка во многом похожа на вертикальную. Вы переходите от трубы печи к трубе дымохода при прохождении через стену. Но вместо потолочной опоры вы будете использовать настенный наперсток.
Настенные наперстки
Настенные гильзы представляют собой регулируемые адаптеры, состоящие из двух частей. У них есть хомут, который адаптируется к двум типам труб.Адаптеры подходят для стен различной толщины.
При горизонтальной вентиляции вы должны следовать специальным инструкциям, чтобы обеспечить надлежащую вентиляцию. Вы должны начать с вертикального прохода дымохода, прежде чем повернуться на 90 градусов к стене. Большинство производителей предлагают не менее 12 дюймов вертикального прохода от плиты. Это позволяет дымовым газам набирать обороты, прежде чем они столкнутся с ограничениями.
Горизонтальная секция должна иметь подъем 1/4 дюйма на фут пробега. Небольшой наклон вверх гарантирует, что дымовые газы не будут застаиваться в вентиляционной трубе.Производители также указывают соотношение горизонтального и вертикального пробега.
Горизонтальный пробег составляет не более 50% от общего вертикального пробега. Каждый производитель указывает свои собственные допустимые проценты пробега.
При горизонтальной установке вместо потолочных опорных ящиков используются настенные гильзы. Поэтому перед установкой убедитесь, что вы выбрали идеальное положение. Возможно, вам придется вырезать и упаковать стеновую стойку, чтобы оставить место для установки наперстка. Но в инструкциях производителя это рассматривается дополнительно.
Учитывайте вертикальную высоту дымохода от верха печи. Не забудьте учесть высоту, добавленную изгибом под углом 90 градусов. Эти расчеты помогут определить положение горизонтальных участков. Затем вы можете измерить расстояние от пола и отметить центральную точку наперстка. Оттуда вырежьте пространство, необходимое для установки наперстка.
Монтаж печной трубы такой же, как и при вертикальной установке. Начните с жестких секций и двигайтесь от печи до стены.В последнюю очередь устанавливайте скользящий соединитель или телескопическую секцию. Наконец, закрепите каждую секцию дымохода саморезами. Затем подключите его к настенному наперстку.
Внешний вид дымохода отличается. Короткий участок горизонтального дымохода необходимо прикрепить к внешней стороне настенного наперстка. Его длина зависит от толщины стены. Горизонтальный участок должен простираться достаточно далеко, чтобы обеспечить надлежащий зазор для вертикального участка, когда он движется по стене вашего дома.
Тройник дымохода
После того, как горизонтальная секция установлена, используйте тройник для дымохода, чтобы вернуться к вертикальному участку дымохода. Тройник состоит из трех элементов. Первый — это горизонтальная опора для установки части горизонтального дымохода. Вторая — это вертикальная ножка, от которой отводится вертикальный дымоход. Последний — это нижняя ножка с заглушкой для предотвращения утечки.
Заглушка легко снимается при подметании вертикального участка дымохода. Используйте для тройника опорный кронштейн.Он может быть предоставлен производителем или изготовлен домовладельцем. Прикрепив тройник и опираясь на кронштейн, соберите дымоход. Мы рекомендуем размещать вертикальные опоры каждые 5 футов. Сделайте это с помощью настенных ремней или аналогичных металлических удерживающих лент.
Карнизы и откосы
Во многих домах есть карнизы или закрытые потолки, выходящие за пределы внешней стены. В зависимости от глубины карниза существует несколько методов борьбы с этим.
Для неглубоких карнизов высотой не более 2–3 дюймов можно использовать отступы.Это позволяет дымоходу образовывать небольшой изгиб вокруг карниза, не изменяя структуру дома. Дома с более глубокими карнизами, от 6 до 10 дюймов, имеют несколько других вариантов.
Первый — это надрез в карнизе, оставляющий открытый вырез для прохода трубы дымохода. Вы можете закончить его облицовочными досками и отводом дождя, чтобы вода не пролилась в выемку.
Второй вариант — встроить дымоход в карниз, используя металлический оклад для его ограждения.Конечно, вам все равно необходимо сохранить зазоры до деревянной конструкции. Этот метод идеален, так как для дымохода поставлена опора.
Дома с глубокими карнизами от 10 до 36 дюймов требуют, чтобы дымоход проходил через конструкцию. Они заканчиваются окладом на крыше. Это позволяет обеспечить надлежащую опору для дымохода. И это избавляет от необходимости делать слишком большой надрез. Вы можете добавить металлическую окантовку вокруг дымохода, когда он проходит через нижнюю часть карниза.
Во всех случаях применения вы должны придерживаться правила 10-3-2, если дымоход находится выше линии крыши. Это поможет определить, какой высоты должен быть ваш дымоход. Завершение дымохода заглушкой такое же, как и в других установках. Но штормовой ошейник не понадобится, если нет кровли.
Надставные опоры
Любая установка трубы над крышей, не поддерживаемая вытяжкой из дымохода, требует надлежащей опоры над линией крыши. Допускается не более пяти футов трубы без опоры.
Сильный ветер сгибает и повреждает неподдерживаемые трубы. Многие производители предлагают жесткие двойные кронштейны для крепления труб к крыше. Вы также можете использовать кабели, чтобы привязать трубу к точкам крепления.
Проверьте свою вентиляцию
После завершения установки вы должны проверить на протяжку и утечку. Разведите в приборе небольшой костер на растопке и зажгите его. Поскольку он горит, обязательно осмотрите как можно больше доступных областей вентиляции.
Ищите утечки дыма и капли конденсата.Устраните любые утечки, правильно изменив положение дымохода или дымохода. Возможно, вам потребуется добавить больше креплений.
Если дымоход плохо всасывает, проверьте горизонтальный участок. Он не должен превышать допустимого соотношения. Также убедитесь, что труба соответствует требованиям по высоте и соблюдайте правило 10-3-2.
Если дымоход слишком короткий, то дома видят конкуренцию. Это известно как эффект стека домов. Если система вентиляции слишком короткая, добавьте секции труб, чтобы исправить это.
Теперь у вас хорошая вентиляция
Поначалу может показаться, что поиск правильной вентиляции для дровяной печи может показаться проблемой. Но, имея это руководство, потратив немного времени и терпения, вы можете быть уверены, что у вас есть хорошо вентилируемый и эффективный дровяной прибор.
Остались вопросы по вентиляции, загонам или другим проблемам с камином? Не волнуйтесь. Наши специалисты с сертификатом NFI рады помочь!
Об авторе
Дэни Белл
Дэни — страстный писатель, жаждущий знаний.Когда она не пишет, ее обычно можно найти за компьютером: она либо играет с мужем в видеоигры, либо создает цифровое искусство, либо ищет что-то новое, чему можно научиться. Дэни также любит читать, одним из ее любимых является «Властелин колец».
Как установить двустенный дымоход через потолок или стену
Двустенная система дымохода невероятно универсальна — вы можете пропустить ее через стены и потолок, как снаружи, так и внутри, в соответствии с вашими потребностями!
Однако, как и при любой установке дымохода, безопасность всегда на первом месте.Когда профессионал устанавливает вашу систему дымохода с двумя стенками, им необходимо учитывать ряд правил и рекомендаций.
Есть также множество специализированных запчастей, которые вам тоже нужно найти — все это вы можете найти в Интернете на сайте Trade Price Flues!
Хотите получить лучшее представление о том, как провести двустенный дымоход через потолок или стену? Продолжайте читать …
Используйте двустенные трубы только для прохождения через потолок или стену
Вы можете использовать двустенные трубы ТОЛЬКО для прохождения через потолок или стену.Этот тип трубы хорошо изолирован, поэтому предназначен для этой цели. Одностенная неизолированная труба печи нагревается до чрезвычайно высокой температуры, поэтому ее небезопасно проходить через стену или потолок.
Вы также должны убедиться, что вы переоборудовали одностенную дымовую трубу на двустенную дымоходную трубу не менее 150 мм перед прохождением через стену или потолок.
Проверьте необходимое расстояние до горючих материалов
При установке двустенного дымохода через потолок или стену важно знать необходимое расстояние до горючих материалов.Это очень важно для предотвращения перерастания горячих поверхностей в пожар в доме.
Поскольку двустенный дымоход так хорошо изолирован, он будет иметь меньшие требования, чем одностенная труба. Это будет указано производителем дымохода.
Установка двустенного дымохода через потолок в другую комнату …
Когда вы проводите двустенный дымоход через потолок в другое помещение наверху, вам необходимо использовать вентилируемые противопожарные плиты.
Он состоит из трех частей, как показано ниже.Верхняя плита находится на противоположной стороне потолка — на полу комнаты выше. Он должен опираться на балки пола и закрепляться винтами.
Затем нижняя пластина прикручивается к потолку внизу — это немного похоже на бутерброд!
Двустенная труба проходит через отверстие в середине и удерживается на месте зажимом, который находится на верхней части верхней пластины.
На фото: вентилируемый комплект противопожарных опор — нержавеющая сталь
Избегайте соединения двух частей двустенной трубы вместе в пустоте между потолком и полом под ней.Это регулируется строительными нормами, так как они должны быть видны для осмотра.
Установка двустенного дымохода через чердак …
При установке двустенного дымохода через потолок на чердаке противопожарные плиты не нужно вентилировать — при условии, что балки открыты, а пола нет поверхность! Если у вас на чердаке настелен пол, вам все равно понадобятся вентилируемые плиты.
При прохождении через чердак ваш двустенный дымоход должен быть «загорожен».Это не обязательно должно быть что-то обширное — часто используется простой каркас с сетчатым покрытием. Просто убедитесь, что на нем указано необходимое расстояние до горючих материалов.
Установка двустенного дымохода через крышу …
Теперь, когда вы проводите двустенный дымоход через крышу, вам понадобится опора для крыши. Это дает некоторую поддержку системе через стропила.
На фото: опора крыши — нержавеющая сталь
После того, как вы проложили двойную стену через крышу с правильной опорой, вам нужно будет закрыть ее соответствующей фартукой дымохода.Это предотвращает дождь, снег, град — и любую другую влагу! — от попадания в щель между дымоходом и крышей.
В Trade Price Flues у нас есть ряд различных типов окладов для дымоходов, которые подходят для всех стилей кровли, будь то черепица, шифер или гофрированная поверхность. Вы можете выбрать гибкий кровельный оклад, свинцовый оклад или даже нашу уникальную вспышку Dura Flash.
На фото: Seldek Алюминий Черный EPDM оклад
У нас даже есть сообщение в блоге со всем, что вам нужно знать о окладе дымохода, в котором есть дополнительная информация!
Установка двустенного дымохода через стену…
Обычный способ установки двустенного дымохода — это разместить его через стену помещения, в котором установлена печь.Затем он проходит прямо по стене дома, а это означает, что на этом пути часто бывает меньше препятствий.
При прохождении двустенной дымовой трубы через стену можно использовать только угол 45 градусов или меньше. Вы можете использовать тройник двустенного дымохода, чтобы легко повернуть дымоход обратно в вертикальное положение. Строительные нормы и правила также требуют, чтобы вы использовали металлический кожух вокруг дымохода при прохождении через стену. Это необходимо для предотвращения повреждения трубы из-за возможного теплового расширения.
Помните, что в вашей двустенной системе дымохода можно использовать только четыре изгиба — для этого потребуется два из них!
На фото: тройник с двойными стенками из нержавеющей стали с длинным ответвлением, 45 градусов
Также рекомендуется использовать опорную опору внизу дымохода после того, как вы пройдете через внешнюю стену.Они обеспечивают хорошую структурную безопасность для остальной части вашей дымоходной системы.
Для наружной двустенной системы дымохода следует использовать регулируемый настенный кронштейн, по крайней мере, через каждые 2 метра.
На фото: Базовый комплект опор — нержавеющая сталь
Хотя это и не является нормой, рекомендуется, чтобы первая секция трубы, выходящая из печи, проходила полностью вертикально на расстояние не менее 600 мм. Это создает лучшую тягу для дымохода. Также рекомендуется использовать не более 2 м одностенных печных труб.Это связано с тем, что труба печи не изолирована, поэтому дымоход будет терять больше тепла, чем необходимо, что может привести к ухудшению тяги.
Не забывайте, как мы уже говорили ранее, вам необходимо преобразовать одностенную трубу в двустенную трубу, по крайней мере, на 150 мм перед прохождением через стену. Для этого вам понадобится подходящий адаптер, чтобы соединить их вместе.
На фото: Изолированный переходник для сдвоенных стен — нержавеющая сталь
Вы хотите установить двустенный дымоход через потолок или стену?
В Trade Price Flues у нас есть все детали, которые могут вам понадобиться — мы даже можем помочь вам спроектировать вашу установку и найти именно то, что вам нужно!
Взгляните на наши комплекты двустенных дымоходов, чтобы начать работу — или позвоните нам или свяжитесь с нашим чатом для получения дружеского совета экспертов!
Магазин Комплекты дымоходов с двумя стенками, черные
В магазине Комплекты дымоходов с двойными стенками из нержавеющей стали
26 октября 2020 г.
потолков, спринклерных устройств и сейсмостойкости
Землетрясения, удобство и стоимость приводят к замене жестких соединений спринклера гибким шлангом
Очень важно — а иногда и довольно сложно — поставить головку пожарного спринклера в нужное место.Установщики часто полагаются на серию точно измеренных твердых труб и фитингов для подключения головок к водопроводу. Но в последние несколько десятилетий производители предложили альтернативу в виде гибкого металлического шланга в сборе.
В этой статье мы рассмотрим проблемы, способствующие внедрению гибких противопожарных спринклерных капель, объясним, как они работают с подвесными потолками, почему они устанавливаются быстрее, чем спринклерные спринклерные спринклерные системы, и как они помогают установщикам защитить спринклерные системы от землетрясений.
Нужны гибкие спринклерные системы пожаротушения? Сравните и купите наш выбор гибких дождевальных головок FlexHead и SprinkFLEX, нажав здесь .
Подвесные или подвесные потолки часто хорошо обслуживаются гибкими противопожарными спринклерными каплями
На интерьер современного офисного здания непросто взглянуть: с такими элементами, как кабинки, большие люминесцентные лампы и не совсем белые потолочные панели, многие из этих зданий имеют гораздо более функциональное значение, нежели форма.Но за этими уродливыми потолочными панелями скрывается еще более неприглядная сеть водопроводных, электромонтажных и противопожарных трубопроводов, которые обеспечивают безопасность и эффективность современного рабочего места.
Многие подвесные потолки просто уродливы, но не без причины. Источник: Википедия
Эти панели образуют вторичный потолок, известный как подвесной, подвесной или подвесной потолок. Подвесные потолки используются в самых разных зданиях. В офисах, школах и гостиницах подвесные потолки используются в основном для удобства: инженеры и архитекторы используют их, когда им нужен экономичный и легкий способ скрыть необходимую инфраструктуру.
Но, несмотря на их широкое распространение, подвесные потолки могут создавать проблемы для спринклерных систем пожаротушения. Поскольку пожарные спринклеры часто пробиваются через потолочные панели с помощью ряда труб и фитингов, установщики могут найти точное размещение спринклерных головок неуловимым. К тому же подвесные потолки имеют тенденцию смещаться после установки из-за ремонта или обычного «сползания потолка», в результате чего спринклеры постепенно смещаются.
Это потенциально серьезная проблема: как мы уже говорили в статье о выборе розеток — пластин, которые лежат между головками спринклера и потолком — отверстия возле головок спринклера могут позволить теплу проникать в пространство над потолком, а не собираться вокруг спринклеров. заставляя их развертываться опасно поздно.
Гибкие дропы решают эту проблему. Эти узлы с помощью гибких трубок самым простым способом соединяют жесткие ответвления — трубы, по которым вода подается непосредственно к спринклерным оросителям, — к головкам спринклера. И хотя традиционные трубопроводы остаются жесткими, эти гибкие трубы позволяют оросителям перемещаться вместе с подвесными потолками. Благодаря таким преимуществам гибкие капли стали обычным явлением в крупномасштабных пожарных спринклерных установках в торговых центрах, аэропортах и других крупных зданиях. Некоторые модели, такие как Victaulic VicFlex, даже тщательно адаптированы к потолкам, используемым в полупроводниковых производствах или исследовательских лабораториях.
Международный аэропорт Дулут (Миннесота) представляет собой яркий пример преимуществ гибких спринклерных систем пожаротушения, которые значительно упростят установку в этот волнистый подвесной потолок. Источник: Аэропорт Дулут
.
Гибкие спринклерные системы пожаротушения устанавливаются намного быстрее, чем жесткие спринклерные оросители
Подвесные пожарные спринклерные головки часто подключаются к патрубкам с помощью системы трубопроводов, называемой спринклерной арматурой (также называемой возвратным коленом). Для правильного расположения подвесных спринклеров в спринклерах используется тройник, а также несколько колен и сплошных труб.
Кодекс пожарной безопасности
может требовать эти сборки для некоторых спринклерных систем пожаротушения для предотвращения накопления воды, грязи или влаги, например, когда водоемы снабжают спринклерные системы, или при использовании систем с сухими трубами. Короче говоря, разбрызгиватели устойчивы к отложению отложений и накоплению влаги, облегчают точное размещение головок и могут упростить некоторые переделки.
Традиционный возвратный колен, также известный как арматура (слева), можно заменить одним гибким спринклерным шлангом в сборе (справа), подключенным к тройнику на ответвлении.Источник: Пожарная служба
Но стандартные спринклерные машины, хотя и распространены, также могут быть дорогостоящими. Один возвратный колен может состоять из нескольких коротких труб, колен и других фитингов, что делает установку трудоемким процессом. Вот где на помощь приходят спринклерные системы пожаротушения: с полной и гибкой сборкой монтажники могут заменить эти задействованные трубопроводы одним простым устройством. Общие размеры варьируются от двух футов (24 дюймов) до шести футов (72 дюймов), что означает, что гибкие капли могут легко достигать от ветвей до подвесных потолков, а в сочетании с установочными кронштейнами установщики могут разместить головку в точном месте с гораздо меньше усилий.
Эти преимущества могут привести к значительному снижению затрат на рабочую силу. В то время как эти сборки имеют более высокую стоимость материала, установщики спринклерных систем обычно могут установить гораздо больше их за меньшее время. Некоторые такие узлы, например VicFlex, подключаются к пожарным спринклерным системам с помощью муфт с пазами, что, как известно, позволяет сэкономить время при использовании других трубопроводов. Сокращение рабочего времени объясняется простотой первоначальной установки, а также заключительной регулировкой, необходимой для точной высоты спринклера. На видео ниже сравнивается установка гибкого шланга и спринклерного дождевателя с жесткими трубами рядом:
По некоторым оценкам, установщики могут разместить четыре гибких отвода за время, необходимое для установки одного узла жесткой трубы.Anvil International, производитель капель марки FlexDrop, считает, что эта экономия времени увеличивается при установке гибких капель в рамках модернизации. По другим оценкам, общая стоимость таких установок сопоставима, предлагая более низкую скорость установки по той же цене.
Землетрясения вызвали катастрофические отказы в некоторых системах пожаротушения. Головки оросителей сталкиваются с потолком, фитинги ломаются при изгибе труб, а болты, поддерживающие трубы, соскальзывают или ломаются.Повреждения варьируются от относительно незначительного износа компонентов системы до затопления и, в случае отказа системы, бесконтрольного распространения пожаров.
Локтевые суставы, используемые в спринклерных машинах, могут выйти из строя во время землетрясений, что приведет к значительному повреждению водой — проблема, которая преследовала эту больницу после землетрясения в Нортридже в 1994 году в Лос-Анджелесе, Калифорния. Источник: FEMA
Трубы, подключенные напрямую к спринклерам, выходят из строя с поразительной скоростью. Сеть инженерного моделирования землетрясений подвергла спринклерную систему, соответствующую требованиям NFPA, сильной вибрации, чтобы проверить проблему.Используя большой стол для встряхивания — устройство, напоминающее землетрясение, как показано на видео ниже, — исследователи раскачивали все здание взад и вперед, чтобы определить, как системы на четвертом и пятом этажах отреагируют на сейсмическое событие.
Эти испытания и дальнейшие исследования показали, что спринклерные спринклерные системы и потолочные опоры являются наиболее уязвимыми точками в системах пожаротушения. Но гибкие спринклерные системы пожаротушения значительно уменьшают контакт между трубами и потолком, что является основной причиной повреждений в таких сценариях.Например, капли FlexHead были первыми сборками, сертифицированными по стандартам Международного совета по кодам (ICC), продемонстрировав способность выдерживать суровые условия без повреждения спринклерной системы или потолка.
Во время землетрясения капли дождевателя позволяют головам двигаться вместе с потолком. Если спринклерные головки остаются на месте — как в случае с негибкими опрыскивателями — жесткие потолочные плитки могут заблокировать их брызги в случае пожара. Обладая дополнительной гибкостью, те же самые головки могут отслеживать движение потолка и продолжать работать должным образом во время пожара.
Установщики выбирают между гибкими узлами и очень большими отверстиями вокруг спринклерных головок
Для того, чтобы выдерживать сейсмические колебания, оросители требуют очень больших отверстий там, где спринклерные головки выступают из потолка. Технические стандарты требуют от дополнительной четверти дюйма до дюйма зазора вокруг капель, которые не жестко закреплены. Требования различаются в зависимости от типа и сейсмического риска здания, но Американское общество инженеров-строителей (ASCE) требует этих мер в четырех категориях конструкций:
Категория C: Группа размещения IV (здания, критически важные для чрезвычайных ситуаций и защиты) и Группа размещения I (здания с низкой степенью опасности с ограниченным или отсутствием людей), подверженные умеренной сотрясению ; Группы I, II (большинство зданий, например дома) и III (здания с большим количеством людей) подвержены сильным сотрясениям
Категория D: Здания, расположенные недалеко от крупных разломов, ожидаются сильные и разрушительные сотрясения
Категория E: Здания группы I, II или III вблизи основных активных разломов
Категория F: Здания группы IV вблизи основных активных разломов
Для получения информации о правилах, регулирующих сейсмостойкое присоединение спринклерных головок к ответвлениям, монтажники обращаются к NFPA 13 : Стандарт по установке спринклерных систем .Требования NFPA 13 — от двух дюймов требуемого зазора до четырех дюймов в зависимости от размера трубы — даже более жесткие, чем ASCE, хотя в кодексе делается исключение для труб, проходящих через хрупкие (хрупкие) элементы, такие как гипсокартон.
Подрядчики обычно устанавливают розетки увеличенного размера, чтобы закрыть требуемый зазор. Но поскольку гибкие капли не требуют этого дополнительного промежутка, архитекторы могут использовать стандартные накладки, удаляя лишнюю (а иногда и неприглядную) часть из уравнения.
Из NFPA 13 издания 2019 г.
18.4.11.1 Если спринклеры устанавливаются с использованием гибкого спринклерного шланга, зазор для спринклера не требуется.
Хромированное кольцо большего размера — удлинитель декоративного кольца — часто требуется, когда проектировщики отказываются использовать гибкие спринклерные системы пожаротушения.
Следите за новостями, чтобы узнать о правильном выборе гибких спринклерных капель и проблемах с их установкой
Спринклерные спринклерные системы
остаются неотъемлемой частью отрасли противопожарной защиты, но с сопоставимыми затратами для подрядчиков и множеством преимуществ нетрудно представить будущее, в котором гибкие противопожарные спринклерные системы станут лучшим выбором для монтажников.Во второй части этой серии статей мы рассмотрим вопросы выбора и противопожарные нормы для этих универсальных продуктов, предоставив предпосылки, необходимые для того, чтобы сделать осознанный выбор между фирменными каплями, такими как FlexHead и VicFlex.
QRFS несет две линии гибких противопожарных спринклерных капель от Anvil International в Нью-Гэмпшире: FlexHead и SprinkFLEX. Обе фирменные сборки оснащены шлангами из нержавеющей стали с оплеткой и имеют сертификаты UL и FM.
Капли SprinkFLEX
Anvil отличаются гибкостью и легкостью монтажа.
Наши запасы капель Flexhead и SprinkFLEX подходят для стандартных размеров пожарных спринклеров различной длины, в том числе:
Узлы FlexHead длиной 24, 36 и 48 дюймов для спринклеров 3/4 дюйма
Сборки SprinkFLEX длиной 28, 40, 48 и 71 дюйм для головок 1/2 дюйма
Узлы SprinkFLEX 59 дюймов для пожарных спринклеров 1/2 и 3/4 дюйма
Сравните и купите наш выбор гибких дождевальных головок FlexHead и SprinkFLEX, нажав здесь.
Хотите узнать больше о замене спринклерных спринклерных устройств на гибкие противопожарные спринклерные системы? Позвоните нам по телефону +1 (888) 361-6662 или по электронной почте [электронная почта защищена].
Этот блог изначально был размещен на QRFS.com/blog. Если эта статья помогла вам разобраться в сборках спринклерных капель, узнайте о нас на Facebook.com/QuickResponseFireSupply или в Twitter @QuickResponseFS.
Материал, представленный на сайте Мысли в огне и QRFS.com, включая весь текст, изображения, графику и другую информацию, представлен только в рекламных и информационных целях.Каждое обстоятельство имеет свой уникальный профиль риска и требует индивидуальной оценки. Содержание этого веб-сайта никоим образом не исключает необходимости в оценке и совете специалиста по безопасности жизнедеятельности, услуги которого следует использовать во всех ситуациях. Кроме того, всегда консультируйтесь с профессионалом, таким как инженер по безопасности жизнедеятельности, подрядчик или местный орган власти, обладающий юрисдикцией (AHJ; начальник пожарной охраны или другое государственное должностное лицо), прежде чем вносить какие-либо изменения в вашу систему противопожарной защиты или безопасности жизни.
Утечка воды в вашем здании? Вот как их найти — Sobieski Services
Утечки воды в вашем доме могут обернуться катастрофой. Даже небольшие утечки могут вызвать повреждение оборудования, важных бумажных документов, товаров или самой конструкции здания. Вот несколько способов найти два наиболее распространенных типа утечек воды, которые могут возникнуть в коммерческом или промышленном контексте.
1. Утечки через крышу
Утечки через крышу могут возникать только при определенных обстоятельствах, но серьезная утечка во время шторма или сильной росы может нанести значительный ущерб вашему предприятию.Даже совокупное воздействие одной или нескольких небольших утечек может привести к серьезным проблемам. Происхождение протечек на крыше может быть трудным для определения. Даже если вы можете визуально обнаружить место, где кажется, что вода течет через крышу, фактическое происхождение утечки может быть где-то в другом месте. Некоторые из следующих методов могут помочь вам найти утечки воды в крыше.
Проверка на признаки протечек в крыше : Самый очевидный признак протечек в крыше — это вода, которая, как вы видите, течет через крышу.Второй наиболее полезный контрольный признак — лужи с водой или мокрые пятна на полу, оборудовании, материалах или конструкциях. При обнаружении утечки, особенно над полом в промышленном стиле, используйте ленту или другой метод, чтобы отметить место прямо под ней. Когда вода высыхает, часто бывает трудно вернуться и определить точное место, где произошла утечка.
Ищите утечки, когда вода все еще капает: Если возможно, найдите время во время дождя или грозы, чтобы визуально определить место утечки.Если вас особенно беспокоят утечки воды в коммерческом здании, может потребоваться посещение объекта посреди ночи или инструктаж ночной службы безопасности или обслуживающего персонала, чтобы обнаружение утечек было приоритетным.
Проведите тщательный осмотр: Проведите подробный физический осмотр области, где вода выходит из потолка. Это может потребовать снятия потолочных панелей или плитки, чтобы получить доступ к зоне внутри и вокруг крыши. Используйте сильный источник света, чтобы осветить место и помочь локализовать утечки.
Найдите место возникновения утечки в крыше: Вода может пройти несколько футов после прохождения через крышу, поэтому важно найти место на крыше, куда попадает вода. Ищите признаки утечки воды. путь и определите, где на крыше поступает вода. Проходы в крышах, водостоки, дымоходы или выхлопные трубы или другие области часто являются вероятными точками происхождения. Как только внутреннее происхождение будет определено, пройдите на крышу и подтвердите повреждение или отверстие, которые вызывают утечку.Пятно вокруг источника утечки часто остается влажным дольше, чем окружающее пространство на крыше.
2. Утечки в сантехнике
Утечки в сантехнике могут быть такими же разрушительными, как и протечки на крыше, но они могут произойти даже в солнечную погоду. Следите за утечками в водопроводе следующими способами.
Обратите внимание на признаки утечки воды: Визуально проверьте наличие утечек в водопроводе, таких как небольшие лужи воды на полу, мокрые ковры, поврежденная водой мебель или оборудование, мокрые или покоробленные панели или пятна от воды возле труб или светильники.Если вы считаете, что утечка может находиться глубоко в водопроводной системе, вам может потребоваться помощь профессионального сантехника.
Проверка кранов, унитазов и других приспособлений на предмет утечек: Включите краны, промойте унитазы и пропустите воду через сантехнические приспособления, чтобы проверить, не создают ли они утечек. Ищите утечки вокруг ручек, унитазов, в местах, где унитазы прикреплены к полу, а также на соединениях с водопроводными и сливными трубами.
Наша цель — обучить наших клиентов сантехнике, HVACR, противопожарной защите и системам сигнализации в механических, коммерческих и жилых помещениях.
В большинстве случаев канализацию делают самотечной. Это значит, что все стоки уходят самостоятельно, под действием гравитационных сил. Но чтобы они двигались, трубы необходимо укладывать не ровно, а с наклоном, причем с определенным.Каким должен быть уклон канализационных труб и будем говорить дальше.
Ровно канализационные трубы укладывать нельзя
Содержание статьи
Для чего нужен уклон канализационной трубы
Все наверное, слышали, что трубы канализации необходимо укладывать с уклоном, да еще при том определенным строительными нормами — СНиПом. Почему именно так? Потому что необходимо чтобы скорость движения стоков по трубам была такой, чтобы вода и твердые частицы двигались вместе.
При самостоятельной прокладке или ремонте существующей канализации часто делаю две ошибки:
Нормы, указанные в СНиПе, носят рекомендательный характер, но они написаны исходя из многолетнего опыта, так что имеет смысл прислушаться.
Какой должен быть уклон
Как понять, что такое уклон трубы? В СНиПе он прописан в долях — в виде десятичных добей. Выгладит это так: 0,03 или 0,008. Расшифровываются цифры так: это разница высот двух концов метрового куска уложенной канализационной трубы. Цифра 0,03 обозначает, что один конец метровой трубы приподнят на 3 см. Соответственно, цифра 0,008 говорит о том, что один край приподнят на 0,8 см или на 8 мм.
Рекомендованный уклон канализационной трубы разного диаметра (50 мм, 100 мм, 150 мм)
Трубопровод обычно намного длиннее одного метра. Вычислить насколько один его конец должен быть выше другого, можно умножив выбранный уклон на длину трубопровода. Например, укладывать будем канализацию с уклоном 3 см/м, длина ее — 25 м. Это значит, что дальний конец ее будет опущен на 3 см * 25 м = 75 см.
Зависимость от диаметра трубы
Канализационные системы делят на внутренние — смонтированные в квартире или доме, и внешние — которые уложены на улице. И в том и в другом случае необходимо выдерживать требуемый уклон канализационной трубы. Когда так говорят, имеют в виду, рекомендованный санитарными нормами показатель. Он зависит от диаметра используемых труб: чем меньше сечение,тем больший наклон надо придать.
Диаметр канализационных труб
Нормальный уклон
Наименьший допустимый
50 мм
0,035 (3,5 см)
0,025 (2,5 см)
100 мм
0,02 (2 см)
0,012 (1,2 см)
150 мм
0,01 (1 см)
0,07 (7 мм)
200 мм
0,008 (0,8 см)
0,005 (0,5 см)
В таблице указан уклон канализационной трубы, который обеспечит нормальную работу системы. Если по каким-то причинам сделать требуемый угол наклона не получается (бывает на участках со сложным рельефом), можно угол уклона уменьшать до указанной граничной нормы. Шанс получить проблемы возрастает, но не сильно.
Что делать, если уклон получается больше чем требуется
Иногда сделать требуемый уклон не получается — разные бывают условия. В таком случае есть два варианта решения:
Первый вариант более дешевый в устройстве, но он предполагает частые засоры в трубах. Конечно, при интенсивном использовании канализации (большое количество воды), проблем может и не быть, все может работать без проблем. Но это — скорее исключение. Кстати, при использовании пластиковых труб вероятность засоров становится ниже — они имеют гладкие стенки, на которых осадки образуются редко. Второй вариант — более затратный трудоемкий, но он гарантирует работоспособность системы.
Как выдержать требуемый уклон
Определиться с углом уклона канализации недостаточно. Его еще при прокладке надо выдержать. Самый удобный вариант — наличие специального уровня с угломером. Если профессионального оборудования нет, придется хитрить.
Строительный уровень с угломером
Есть способы контролировать угол канализационной трубы при помощи обычного уровня:
Нарисовав на стене линию с желаемым уклоном, прикладываете к ней строительный уровень, делаете на пластике отметку в том месте, где находится край пузырька. При выставлении труб располагаете их так, чтобы пузырек оказался в нужном положении.
Если взять метровый уровень, можно с одной стороны прикрепить подкладку требуемой ширины. На котортких участках такой способ не работает, но протяженный трубопровод выставлять удобно.
Внутренняя канализация
При прокладке трубопровода надо выдерживать заданный уклон, не допустить прогибов и провисаний. Кстати, при укладке отводных труб от разных сантехнических приборов требуется выдерживать разные уклоны (смотрите фото ниже).
Уклон отводных труб от разных сантехнических приборов
При прокладке внутреннего трубопровода можно начертить требуемые уклоны на стене, по ним выставить трубы. На уровень пола ориентироваться не стоит, лучше отбить горизонтальную линию. Проще это сделать при наличии нивелира, если его нет, можно пользоваться пузырьковым уровнем. После этого, высчитав требуемый перепад (описано выше), «задираете» дальний конец. Еще раз проверяете точность расчетов и нанесенных линий. После можно приступать к монтажу.
Пример разводки внутренней канализации
В ванных и туалетах обычно выкладывают требуемый уровень при помощи густого песко-цементного раствора. Все равно потом труба отделывается — ставится короб из гипсокартона, на который затем наклеивается плитка. Более современный вариант — укладывать трубы в штробу доступен не всем — в панельных домах нет такой толщины стен. При прокладке канализационных труб от кухни чаще пользуются подставками и клиньями. После уложенный с требуемым уклоном трубопровод фиксируется к стенам при помощи специальных держателей. Их устанавливают с шагом не более 40 см.
Совет! При монтаже разворачивайте раструбы канализационных против хода потока. Так меньше вероятность получить подтекающие стыки.
Наружная канализация
Канализация на участке укладывается в траншеи. Прокладывая трассу, старайтесь ее сделать как можно более прямой. Любые повороты — потенциальное место образования засора. Если без поворотов обойтись никак не получится, рядом с ним установите тройник, выведите трубу чуть выше уровня грунта и заглушите ее герметичной крышкой. Это будет верное решение — сможете быстро и без проблем прочищать пробки.
При прокладке внешней канализации копают траншею с ровным дном. Глубина траншеи — на 20 см больше необходимой — это место под песчаную подушку. При небольшой протяженности и малом перепаде дно можно так и оставить — ровным. Если перепад большой, придется формировать уклон. На этом этапе слишком выдерживать наклон нет необходимости — делаете приблизительно. Затем дно выравнивают, убирают все камни, корни, сравнивают ямы, уплотняют. Должно быть ровное плотное основание.
Основные моменты, которые надо помнить
На выровненное дно насыпают песка. Его надо сыпать слоями по 5 см, разравнивать по уровню, уплотнять (проливать большим количеством воды). Послойно уложив 4 слоя, получаем подушку в 20 см. В песок укладывают трубы, формируя заданный уклон. Уклон можно проверять длинным строительным уровнем (1,5-2 метра или больше). Если такого нет, можно к длинной ровной рейке (брусу) примотать посередине скотчем пузырьковый уровень. Так можно добиться минимальной погрешности.
После того как труба уложена и проверен ее уклон, ее засыпают песком. Он должен закрывать ее практически на половину. Песок аккуратно выравнивают и проливают. После этого труба на 1/3 засыпана плотным песком (можно чтобы уровень был больше). Дальше можно засыпать грунтом.
Уклон канализационной трубы на 1 метр: СНиП и угол уклона
Расчет и устройство канализации выполняются с соблюдением необходимых нормативов. Только так вы получите эффективно работающую и долговечную систему. Особенно важно соблюдать уклон канализационной трубы при устройстве самотёчной системы (именно такой вариант удаления стоков используется в квартире и частном доме). Этот параметр зависит от диаметра и длины канализации. Он выбираться согласно СНиП 2.04.03-85 и 2.04.01-85. Недостаточный, как и чрезмерный, уклон труб может привести к множеству проблем. В нашей статье мы расскажем, какой нужен наклон внутренней и наружной канализации, как делать его расчет и на что обращать внимание.
Особенности определения превышения
Чтобы определить минимальный уклон канализации, домашние мастера пользуются следующими методами:
Чтобы не делать расчет, некоторые мастера стараются выполнить угол наклона как можно больше.
Некоторые умельцы вообще упускают этот момент или делают минимальное превышение, которое оговорено в СНиП для трубопроводов другого диаметра.
Чтобы правильно определить уклон канализационной трубы, нужно сделать специальный расчет, руководствуясь нормативами из СНиП и других регламентирующих документов.
Как может показаться, слишком большой уклон канализационного трубопровода поможет стокам быстрее стекать в общедомовую систему. Однако при очень быстром течении стоков они не успевают смыть все твердые частицы, и те откладываются на внутренней поверхности, образуя засор. Кроме этого, при большой скорости стоки перекрывают весь просвет изделия и вызывают срыв гидрозатвора в сифонах. В итоге газы из канализации проходят в помещение. Именно поэтом даже максимальный наклон трубопровода строго ограничивается СНиП.
Важно: запрещено делать уклон трубопровода канализации больше чем 150 мм на погонный метр.
Отсутствие наклона или наименьший уклон канализационной трубы может привести к заиливанию трубопровода. Такая система не сможет очищаться естественным путём во время течения воды. В итоге она будет регулярно засоряться и требовать ремонта, что значительно снизит продолжительность службы всей канализации.
Внимание: чтобы канализация прослужила вам без поломок и как можно дольше, необходимо делать предварительный расчет с учётом норм из СНиП, согласно которым превышение подбирается в зависимости от диаметра и протяжённости трубы.
Назначение
Угол наклона канализационной трубы делается при монтаже внутренней и наружной системы в квартире и доме, потому что благодаря этому можно застраховаться от многих проблем в ходе эксплуатации сетей:
Официальное приложение от букмекерской конторы 1xBet, абсолютно бесплатно и скачать 1хБет можно перейдя по ссылке и делать ставки на спорт.
Если система заилится из-за недостаточного уклона или его отсутствия, то просвет канализации сузится, и при сливании большого количества воды будет возникать гидроудар, срывающий гидрозатворы в сифонах. Если в сифоне не будет гидрозатвора, неприятные канализационные газы начнут проникать в помещение квартиры.
Заиливание магистрального трубопровода будет приводить к выходу всей системы из строя.
Нормативный уклон канализационной трубы позволит защитить от прорывов и протечек, образующихся в подвале доме.
Если без наклона установить чугунные элементы канализации, подверженные коррозии, то в системе могут образовываться свищи и прорехи из-за застоя воды.
Важно: наклон трубопровода нужен, чтобы получить оптимальную скорость перемещения сточных вод, при которой твёрдые частицы будут транспортироваться к конечной точке без оседания на дне изделия. Согласно нормам СНиП скорость течения стоков по системе должна быть 0,7 м/сек.
Выбор оптимальной величины
Чтобы произвести расчет необходимого превышения, нужно знать протяжённость всего трубопровода и его назначение. Чтобы не делать расчёт, можно воспользоваться готовыми таблицами из СНиП, где даётся нормативный наклон для сливных систем от разных санитарно-технических приборов:
Рекомендуем к прочтению:
Для слива от ванной используют элементы 40-50 мм. Максимальное расстояние от слива до сифона без вентиляции – 1 … 1,3 м. Наклон – 1 к 30.
Слив от душа должен быть выполнен из патрубков 40-50 мм. Максимальное расстояние –1,5 … 1,7 м. Превышение – 1 к 48.
Слив от унитаза делают из трубопровода размером 10 см. Максимальное расстояние – до 6 м. Наклон должен быть 1 к 20.
Раковина: элементы размером 40-50 мм, расстояние – 0 … 0,8 м, превышение – 1 к 12.
Биде: изделия диаметром 30-40 мм, расстояние – 0,7 … 1 м, наклон – 1 к 20.
Мойка: трубопровод диаметром 30-40 мм, расстояние – 1,3 … 1,5 м, превышение – 1 к 36.
Комбинированный слив от мойки, душа и ванной делается из изделий с размером 5 см. При этом максимальное расстояние должно быть не больше 1,7 … 2,3 м, а наклон – 1 к 48. Также нормируется оптимальный и минимальный уклон для труб определённого диаметра, подключаемых к конкретным приборам:
Трубопровод диаметром 4-5 см, идущий от раковины, может иметь минимальный уклон 0,025 промилле, а оптимальной считается 0,35 промилле.
Изделия сечением 10 см, идущие от унитаза, должны иметь минимальный наклон 0,012, а оптимальный – 0,02.
Элементы размером 5 см, проложенные от мойки, могут иметь минимальное превышение 0,025, а оптимальная величина равна – 0,035.
От умывальника и ванной прокладываются трубы сечением 4-5 см с минимальным наклоном 0,025 и оптимальным – 0,035.
Превышение на погонный метр
Как правило, уклон канализации на 1 метр согласно СНиП определяется не в градусах, а в величине, которая выражается в соотношении превышения одного конца трубопровода над другим к погонному метру длины.
Чтобы вы знали, какой уклон труб делать на погонный метр, можете воспользоваться следующими данными:
Для элементов сечением 50 мм минимальная величина равна 0,03 промилле, то есть один край метрового изделия должен быть выше второго на 30 мм.
Трубопровод диаметром 110 мм должен иметь превышение, равное 0,02. Это значит, что один край выше другого на 20 мм при длине 1 метр.
Трубопровод сечением 160 мм должен иметь минимальный наклон 0,008 промилле. Значит, превышение метрового участка составляет 8 мм.
Элементы с размером 200 мм должны иметь превышение 0,007 промилле, то есть один конец метрового отрезка выше другого на 7 мм.
Важно: чем больше диаметр трубопровода, тем меньше величина превышения.
Чтобы произвести расчет уклона канализационного трубопровода определённой длины, необходимо минимальный наклон, который определяется с учётом сечения элемента, умножить на её общую протяжённость. Например, начало элемента диаметром 110 мм протяжённостью 10 м должно быть выше конца на 20 см, поскольку 10 м х 0,02 (минимальный наклон для трубопровода сечением110 мм) = 0,2 метра или 20 см.
Наружные сети
Определяя уклон канализации в частном доме, стоит не забывать и о наружной сети, которая должна монтироваться с наклоном для удаления сточных вод самотёком. Обычно для прокладки наружных сетей используются изделия большего диаметра, чем внутри дома. При определении наклона руководствуются следующими нормами:
Рекомендуем к прочтению:
Если будут укладываться элементы диаметром 150 мм, то рекомендуемый наклон равен 0,008 промилле. Если по каким-то причинам не получится соблюдать такое превышение, то можно его уменьшить до величины 0,007.
В случае укладки трубопровода сечением 200 мм минимальное превышение должно составлять 0,007 промилле. Оно может быть уменьшено при необходимости до 0,005.
Также нормируется и показатель максимального уклона наружного трубопровода. Для элементов любого диаметра он не может быть более 0,15, то есть превышение не больше 15 см. С большим наклоном система не сможет правильно функционировать, поскольку будут образовываться засоры.
Расчет наполняемости
При выполнении расчета обязательно находится наполняемость трубопровода. Эта величина поможет определить скорость движения стоков, которая очень важна для нахождения оптимального превышения, при котором система сможет эффективно функционировать.
Важно: для определения наполняемости уровень воды в трубе нужно разделить на диаметр трубопровода. Минимальная наполняемость согласно нормам равна 0,3, а максимальная – 1.
Получив уровень расчётной наполняемости, необходимо использовать проверочную формулу, то есть сравнить полученное значение с коэффициентом оптимальной наполняемости для элементов из определённых материалов:
для пластиковых и стеклянных изделий он равен 0,5;
для систем из чугуна, асбестоцемента и керамики эта величина равна 0,6.
Для сравнения из полученной расчётной величины берётся квадратный корень и умножается на минимальную скорость движения стоков, которая равна 0,7 м/с. Полученное число нужно сравнить с оптимальной наполняемостью системы (исходя из материала). Оно должно быть больше либо равно ему.
Уклон 0 005 — Портал о стройке
Содержание статьи:
Наклон крыши и его значение при строительстве домов
Проезжая мимо населенных пунктов, мы часто рассматриваем крыши домов и построек. Одни похожи на крутые склоны Эльбруса, другие — на покатые спуски дальневосточных сопок. Почему же перекрытия имеют такой разный наклон? Уклон кровли способствует быстрому удалению атмосферных осадков с территории сооружения и измеряется углом между плоскостью ската крыши и плоскостью горизонта. Чем больше величина угла ската, тем круче крыша, и наоборот, с его уменьшением крыша становится более покатистая или пологая, пока не перейдет в горизонтальную. Этот угол профессионалы архитектурного строительства измеряют градусами (º), процентами (%) или числовым соотношением. Если угол очень маленький, тогда используют измерение в промилле (сотых долях процента). Для справки: 1º — 1,7%; 1% — 34′ 20″.
Наклон любой крыши является очень важным элементом. Его величина вычисляется в зависимости от климата и применяемого кровельного материала.
Наклон плоскости любой части крыши является очень важным элементом при домостроении, и его величина выбирается в зависимости от климата и применяемого кровельного материала. Он влияет на ее надежность, герметичность, на возможность водоотвода, а значит, и на долговечность здания в целом. Для правильного выбора материала кровли, а также для расчета его расхода, высоты сооружения нужно знать, как посчитать уклон кровли.
Виды крыш и выбор их материала
Виды формы крыш.
Для каждого здания уклон крыши рассчитывается индивидуально.
Различают 4 вида крыш:
высокие;
скатные;
пологие;
плоские.
Плоские перекрытия не являются абсолютно горизонтальными, а имеют угол наклона, но он не менее 3º, при этом крыша обустраивается специальными водоотводными воронками с уклоном стенок около 1,5º.
При эксплуатации на поверхность кровли оказывает давление ветер, поэтому высокие более подвержены этому воздействию, а с очень пологих крыш ураган может сорвать кровельное покрытие.
Угол наклона крыши зависит от материала, выбранного для кровли, а также плоскости ската.
С увеличением размера угла наклона от 11º до 45º это давление усиливается почти в 5 раз. Учитывая ветровые нагрузки, на местностях с несильными ветрами этот размер выбирают в пределах 35-40º, а там, где скорость движения воздушных масс высока, — 15-25º.
Следует отметить, что при больших значениях угла наклона плоскости перекрытия (около 50º) зимой снег будет съезжать с нее под собственным весом, сводя к нулю его давление на кровлю.
От крутизны плоскости ската зависит выбор материала, а иногда и количество его слоев при укладке.
Диаграмма связывает минимальный наклон крыши с кровельным материалом и помогает в выборе при необходимости и того, и другого. Вертикальная шкала обозначает уклон в процентах, дуговидная — в градусах, на полках указано соотношение высоты к заложению. Материал условно сгруппирован по своим технико-экономическим свойствам в 11 категорий.
Практика показывает, что рулонные материалы применяют для накрытия кровель с уклоном 0-25% (0-10% — трехслойное покрытие, 10-25% — однослойное покрытие, но материал должен быть с посыпкой). Асбестоцементный шифер укладывают на крышах с наклоном до 28%, стальные листы — до 29%, черепица — более 33%.
Вычисление угла ската к горизонту
Его можно просто измерить уклономером, который являет собой планку с рамкой с маятником со стрелкой, показывающей градусную величину. Но на сегодняшний день этот прибор уже неактуален, поскольку есть много капельных и электронных уклономеров с намного большей точностью измерения и удобством пользования.
Расчет угла наклона крыши.
При отсутствии в распоряжении геодезических устройств для измерения существует простой математический метод, позволяющий относительно точно посчитать угол наклона стропил. Для этого используется рулетка и отвес. От конька до перекрытия здания опускается отвес и измеряется высота h. Затем от точки, в которой отвес касался перекрытия под коньком, измеряем расстояние до нижней точки ската — заложение l.
Угол наклона крыши зависит от выбранного для кровли материала.
Угол наклона ската i равен отношению высоты конька к заложению (при одинаковых единицах измерения) і = h:l. При этом уклон выражен соотношением, которое показывает, на какую высоту поднимается кровля на протяжении единицы заложения (на сколько метров будет поднят верхний край крыши на одном метре горизонтального перекрытия). Чтобы посчитать этот же уклон в процентах, умножаем полученное соотношение на 100%. Если же нужно знать эту величину в градусах, переводим ее с помощью таблицы.
Для примера: высота кровли h = 3,0 м, длина заложения l=6,5 м. Тогда і = h:l = 3,0:6,5 = 1:2,17. Это пример измерения уклона соотношением. і = 3,0:6,5 = 0,4615. В процентном измерении это значение вычисляется умножением его на 100%: і = 0,4615. 100% = 46,15%. Для определения угла в градусах переводим по таблице и получаем 25º. Если есть нужда в более точном градусном значении, тогда из полученного соотношения, применяя калькулятор или специальные таблицы, вычисляем котангенс, который будет равен 24,78º.
Следует отметить, что уклон в 100% — это когда высота кровли равна заложению, то есть соответствует соотношению 1:1 или углу наклона в 45º. Но не следует думать, что процентная величина уклона и его градусная величина имеют прямую зависимость. Ведь уклон в процентах — это значение тангенса угла при нижней точке ската, умноженное на 100%, а график тангенса (тангенсоида) никогда не был прямой линией. И если 100% — это 45º, то 50% — это не 22,5º, а около 27º (точнее 26,56º).
Кроме того что угол уклона позволяет выбрать материал кровли, он необходим при промежуточных вычислениях в процессе строительства дома. Зная значения угла в процентах, можно посчитать высоту конька. Для этого заложение умножаем на уклон h = l х і = 6,5 х 0,46 = 2,99 м. Либо зная уклон и высоту, можно посчитать расстояние до нижней точки ската l = h : і = 3,0 : 0,46 = 6,52 м. Точность полученных линейных размеров зависит от точности измерений и вычислений. В данном случае невысокая точность вычислений (до сотых) дает расхождение в пределах 1-2 см. Измерение угла ската кровли в процентах намного удобнее при строительстве крыши, чем в градусах.
Source: 1metallocherepica.ru
Читайте также
Какой должен быть уклон при прокладке канализационной трубы? Уклон трубы на 1 метр.
Основной частью канализационной системы является сеть трубопроводов, которые, как правило, монтируются не горизонтально, а под наклоном, обеспечивая отведение жидких отходов от места сброса самотеком. Чтобы избежать засорение каналов нечистотами, важно знать, какой уклон канализационной трубы устанавливать.
Почему важен уклон канализации?
Канализационные магистрали не укладываются горизонтально. Мало того, согласно требованиям СНиП, система должна иметь уклон канализационной трубы, соответствующий настоящим правилам. Почему градиенту отводится такое важное значение? Чтобы уровнять скорость стока жидких отходов и твердого мелкого мусора.
Большинство мастеров-любителей, занимающихся прокладкой канализации самостоятельно, совершают 2 главные ошибки:
Устанавливают угол наклона меньше рекомендованного. Отведение отходов происходит медленно, что способствует засорению. Даже сточные конструкции для ванн, по которым движется исключительно вода, со временем засоряются, поскольку на их внутренних стенках откладывается осадок, образующий пробку. Если уложить под низким углом отвод от унитаза, появятся проблемы со смывом и добавится неприятный запах гниения нечистот.
Уклон канализационной трубы больше рекомендуемого. В этом случае сток жидких отходов происходит быстрее твердых, вследствие чего последние налипают на стенки трубопровода и начинают разлагаться. Это приводит к появлению зловоний и засорению. Канализацию придется чистить ежемесячно.
ПНД трубы в нашем каталоге
Нормы СНиП имеют рекомендательный характер, но игнорировать их весьма глупо, поскольку все параметры были рассчитаны на основе многолетнего опыта и законов физики.
Правильный уклон
Как определить угол наклона трубопровода? Воспользоваться СНиП, где все значения указаны в виде десятичной дроби: 0.035, 0.025 и т.п. Дробь указывает на разницу высот между верхним и нижним концом участка трубы, равного 1 м.
Например, 0.035 укажет Вам на то, что верх выше низа на 35 мм.
Большинство трубопроводов обычно превышают длину 1 м. Поэтому для вычисления используют формулу: нужный уклон умножается на общую длину участка трубы. Например, нам нужно проложить магистраль длиной 10 м с уклоном 3.5 см на 1 метр. То есть разница между верхним и нижним концом метрового отрезка составляет 35 мм. Каково конечное значение? 3.5 см умножаем на 10 м. Получаем 35 см, то есть низ 10-метровой трубы будет на 35 см ниже верхнего конца, если провести условный горизонт.
Как уклон зависит от диаметра трубы?
Канализация, независимо от вида прокладки — внутренняя (внутри здания) или внешняя (проложена вне здания), монтируется под уклоном, на угол которого существенно влияет диаметр трубопровода. Чем меньше его значение, тем выше градиент наклона. СНиП рекомендует выбирать уклон канализационной трубы на 1 метр, исходя из таблицы:
Диаметр канализационных труб
Нормальный уклон
Наименьший допустимый
50 мм
0,035 (3,5 см)
0,025 (2,5 см)
100 мм
0,02 (2 см)
0,012 (1,2 см)
150 мм
0,01 (1 см)
0,07 (7 мм)
200 мм
0,008 (0,8 см)
0,005 (0,5 см)
Соблюдение вышеуказанных параметров гарантирует оптимальную работу канализационной системы. Если выставить рекомендуемый уклон нет возможности, уменьшите его до минимально допустимого значения. В этом случае риск возникновения засора возрастает, но незначительно.
Уклон внутренней канализации
Уклон получился больше положенного: решение проблемы
Не всегда есть возможность обеспечить должный уклон трубопроводу. Причиной может служить сложный рельеф местности либо что-то другое. Как поступить?
Выставляйте трубу так, как возможно, но не превышайте значение перепада на 1 метр более, чем на 15 см. Установите на расстоянии друг от друга тройники вверх отводами, чтобы иметь доступ к системе для чистки. Это относительно бюджетный способ, но потребуется чистить систему чаще обычного, хотя не факт. Если слив воды интенсивный, то проблема может и не возникнуть. Снизить вероятность засорения можно с помощью использования полимерных труб, поскольку налипания грязи на них меньше.
Где позволяют условия, прокладывайте трубопровод с рекомендуемым уклоном. Затем установите перепадный колодец, сделайте вывод и ведите трубопровод уже под нужным углом. Не исключено, что потребуется несколько колодцев. Этот способ относительно дорогой, но куда надежней.
Как проложить трубопровод с требуемым уклоном?
Чтобы определить, какой уклон канализационной трубы сделать на участке, возьмите уровень. Затем:
Прочертите на любой вертикальной поверхности линию с нужным уклоном, запомните место нахождения пузырька в колбе. Выставляйте трубы под наклоном, при котором пузырь находится в аналогичном положении.
Для метрового уровня с одного конца прикрепите подкладку нужной ширины. Этот метод используется на средних участках: на коротких он не работает, а на длинных — крайне неудобен.
Внутренняя канализация
Прокладка магистралей подразумевает установку труб под правильным углом, избежание их провисаний и деформации. Помните, что отводы от разной сантехники должны иметь разный уклон.
Для облегчения монтажа внутренней канализации можно воспользоваться стенами: начертите на них линии под нужным углом и по указанным меткам выставляйте трубу. Не используйте в качестве ориентира пол, он может быть неровным. Возьмите уровень и установите реальный горизонт. От него и отталкивайтесь, чертя вспомогательную линию. Используйте указанную выше формулу и высчитайте перепад, затем нанесите на стену ориентир, задирая дальний конец.
Внешняя канализация
По внешнему участку канализационный трубопровод прокладывается по траншее. Важно сделать трассу с минимальным количеством поворотов и изгибов, поскольку они являются потенциальными участками засорения. В идеале — по прямой. Если это невозможно, используйте тройники в местах, где нужно оборудовать изменение направления магистрали. Труба должна выводится немного выше уровня грунта. Обязательно установите заглушку на тройник.
Дно траншеи делается максимально ровным, чтобы исключить провисание трубы. Копать нужно вглубь на 20 см ниже необходимого уровня, чтобы выложить подушку из песка. На коротком расстоянии и при незначительном уклоне дно можно оставить ровным. Если трубопровод более протяженный и со значительным углом, придется копать траншею под нужным уклоном. Необязательно соблюдать точные значения, нужного градиента можно добиться подсыпкой песка. Из траншеи нужно убрать все камни, корни и т.п. Дно уплотняется, перед монтажом оно должно иметь уплотненное основание.
стандарты и технологии || СанТехМонтаж
Через систему внутренней канализации сточная вода выводится из здания и с помощью наружного трубопровода транспортируется дальше по сети в септики или резервуары-накопители. Чтобы автономная канализация справлялась с поставленными задачами, необходимо правильно выполнить прокладку канализационной системы. Устанавливается она с наклоном, направленным от выпуска из здания в сторону септика. Только правильный монтаж сможет обеспечить бесперебойную утилизацию отходов жизнедеятельности.
Угол снижения канализационной системы
Уклон магистрали – это показатель, без которого невозможно грамотно обустроить слив стоков. Эта величина установлена в СНиП, для расчета применяются специальные формулы.
Уклон обеспечивает самоочищение трубопровода, он зависит от размера сечения. Для каждого диаметра предусмотрен свой минимальный показатель понижения.
Если наклон недостаточный, то нечистоты будут застаиваться, что приведет к образованию засоров. При слишком крутом снижении утилизируемые воды будут быстро стекать, оставляя тяжелые фракции на дне. Это часто становится причиной оседания и накапливания ила на стенках трубопровода, от этого канализационная система быстро засоряется, ее срок службы снижается.
Правила монтажа наружной канализации
Наполненность – это ключевая величина для укладки магистрали. Для определения этой характеристики используется формула:
y = H/d
d – это сечение;
H – уровень утилизируемых жидких сред.
Скорость течения жидких сред должна быть выше 0,7 м/с, а уровень — 1/3 от диаметра.
Рассчитывается скорость перемещения бытовых отходов, при которой происходит самоочищение, таким образом:
V√ H/d≥K
V – скорость перемещения жидких сред;
H/d – наполняемость;
K – коэффициент сопротивляемости, на который влияет материал трубы.
Но если использовать эту формулу невозможно, то применяются нормативы. Для выполнения работ по строительству разработан стандарт СНиП, принятый в 1985 году. В нем расписан механизм вычисления угла снижения трубопровода и определены необходимые условия для наружной сети. Этим справочником руководствуются при проектировании самотечных магистралей.
СНиПом установлено, что для наружной канализации лучше использовать трубы диаметром более 110 мм, а на всем протяжении рекомендуется соблюдать уклон 0,02 м/пог.м.
Трубы d 160 мм укладываются с наклоном 0,008 – 0,007 м на метр проложенной магистрали, для d 200 мм — 0,007 – 0,005 м. Чем ближе показатели угла снижения к нормативным, тем лучше магистраль будет действовать.
Наибольшим значением, при котором все будет работать корректно, является 0,15 (15 см на каждый метр трубопровода).
Но если нет под рукой СНиП или других законодательных актов, то рассчитать минимальную величину снижения можно так:
Y = 1/ID
здесь Y – минимальный показатель угла снижения;
ID – внутренний d трубы.
Чтобы определить, какая будет разница между крайними точками трубопровода, нужно знать его длину. Тогда уклон трассы рассчитывается так:
U = L * Y
U – общий наклон;
L – длина;
Y – минимальный показатель наклона.
Этот расчет показывает общее понижение магистрали.
При проектировании нужно также учитывать и другие особенности сети, такие как характер нагрузки. Если вода стекает из умывальника, то вероятность заиливания маленькая и уклон можно сделать круче рекомендованного.
К кому обратиться за помощью?
Ваша заявка успешно отправлена!
Сеть, проложенная с соблюдением строительных требований, сохранит наклон, а сточные воды протекут по трубе и попадут в септик. Корректный расчет и правильная установка канализационной сети избавят от проблем и дополнительных хлопот.
Монтаж канализации требует наличия специальных знаний и навыков. Поэтому устройство канализационной сети лучше доверить профессионалам.
Наша компания реализует и выполняет монтаж автономных канализаций – септиков Биопурит в Нижнем Новгороде и области, мы также устанавливаем канализационные системы для частных домов и загородных коттеджей.
Обращайтесь в нашу компанию, и мы сделаем все, чтобы все сроки договора были соблюдены, система прослужила долго, а цены были в пределах бюджета.
Расчет и нанесение уклона на обмерных чертежах
С необходимостью посчитать уклон постоянно сталкиваются проектировщики, строители, архитекторы, а также люди ряда других профессий, в силу того, что на земной поверхности очень трудно найти идеально ровный участок. Уклон выражается в градусах или в процентах. Обозначение в градусах показывает угол кривизны поверхности. Но уклон может быть представлен и в виде тангенса этого угла, умноженного на 100%.
Как рассчитать уклон поверхности? Уклон – это отношение превышения (ВС) к заложению (АС) и обозначается в текстовых документах буквой i. Например, i=1:6
Разделите противолежащий катет (вертикальное расстояние) на прилежащий (расстояние между точками). Если вам нужно получить уклон в процентах, умножьте полученное число на 100%. Чтобы получить уклон в промилле, умножьте результат деления на 1000‰.
Если вам необходимо получить уклон в градусах, воспользуйтесь тем, что полученный при делении катетов результат – тангенс угла наклона. Посчитайте его арктангенс при помощи инженерного калькулятора, в результате вы получите значение уклона в градусах.
На видах (фасадах), разрезах, сечениях и схемах перед размерным числом, определяющим величину уклона, наносят знак , острый угол которого должен быть направлен в сторону уклона. Обозначение уклона наносят непосредственно над линией контура или на полке линии-выноски. На планах направление уклона плоскостей указывают стрелкой, на которой, при необходимости, проставляют величину уклона (см.рис.).
Построение и обозначение уклона. Пример изображения уклона на планах.
Величину уклона (тангенс угла наклона) указывают в виде простой или десятичной дроби с точностью до третьего знака.
Уклон (в строительстве) — показатель крутизны склона (а также ската кровли).
Укло́н (в геодезии) — показатель крутизны склона; отношение превышения местности к горизонтальному проложению, на котором оно наблюдается. Иными словами, величина уклона равна тангенсу угла между поверхностью склона и горизонталью.
Уклон поверхности равен тангенсу угла α, tgα = h/l — отношение перпендикуляра, опущенного из точки поверхности на прямую поверхность, к длине прямой поверхности от начала склона (при вершине угла α) до перпендикуляра.
Например, подъёму 12 м на 100 м перемещения по горизонтали соответствует уклон, равный 0,12 (12 % или 120 ‰). При чтении нотации знак «%» произносится «сотых», а «‰» — «тысячных».
Источник:
книга: Единые требования по выполнению строительных чертежей. М.: Изд-во «Архитектура-С», 2004. Справочное пособие. Автор: Георгиевский О.В.
Аннотация: Справочное пособие по строительному черчению для студентов средних и высших учебных заведений. Пособие выполнено в соответствии с требованиями ГОСТов. Настоящее справочное пособие выполнено в соответствии с требованиями ГОСТов ЕСКД (Единой системы конструкторской документации) и СПДС (Системы проектной документации для строительства). Пособие может быть использовано при выполнении заданий по архитектурно-строительному черчению, а также при выполнении курсовых и дипломных проектов студентами всех строительных специальностей средних и высших учебных заведений.
распечатать
Вконтакте
Facebook
Twitter
Одноклассники
Google+
Уклон — газопровод — Большая Энциклопедия Нефти и Газа, статья, страница 1
Уклон — газопровод
Cтраница 1
Уклоны газопроводов необходимо увязывать с рельефом местности. Если уклон совпадает с направлением движения газа, то его величину мож-но уменьшать. В соответствии с требованиями Правил Госгортехнадзора минимально допустимый t уклон составляет 0 0015 или 1 5 мм на каждый метр длины газопровода.
[1]
Уклон газопровода к стояку и приборам ( кроме счетчика) для труб диаметром до 32 мм делают 0 ОС2н — 0 005 мм, а для труб диаметром 40 — 75 мм — 0 008 — 0 015 мм.
[2]
Уклоны газопроводов от стояка в сторону ввода и приборов должны составлять 2 — 5 мм на 1 м трубопроводов. При установке газовых счетчиков уклоны газопроводов должны быть выдержаны в указанных пределах от счетчика к стояку и от счетчика к приборам.
[3]
Уклоны газопроводов от стояка в сторону ввода и приборов должны составлять 2 — 5 мм на I м трубопроводов. При установке газовых счетчиков уклоны газопроводов должны быть выдержаны в указанных пределах от счетчика к стояку и от счетчика К приборам.
[4]
Уклоны газопроводов от стояка в сторону ввода и приборов должны составлять 2 — 5 мм на 1 м трубопроводов. При установке газовых счетчиков уклоны газопроводов должны быть выдержаны в указанных пределах от счетчика к стояку и от счетчика к приборам.
[5]
Уклон газопроводов должен быть от счетчика к газовому вводу и от счетчика к газовым агрегатам.
[6]
Уклоны газопровода соответствуют проекту.
[7]
Если уклон газопровода идет против направления течения газа в трубе, то величина уклона должна быть несколько больше, чем в тех случаях, когда направление уклона совпадает с направлением течения газа.
[8]
Внутри жилых зданий уклон газопроводов должен быть от счетчика к стояку и от счетчика к газовым приборам; в котельных и помещениях коммунально-бытовых потребителей уклон делают от счетчика к газовому вводу и от счетчика к газовым приборам.
[9]
Для беспрепятственного стока конденсата уклон газопровода должен приниматься в пределах 0 005 — 0 009; в пониженных точках линии следует установить дрйпы для конденсата.
[10]
Для экономии земляных работ уклоны газопроводов желательно по возможности приспособить к рельефу поверхности улиц.
[11]
Для экономии земляных работ уклоны газопроводов желательно по возможности приспосабливать к рельефу поверхности улиц.
[12]
При наличии газовых счетчиков уклон газопровода должен быть от счетчика к стояку или вводу и от счетчика к газовым приборам.
[13]
Это рас-зтояние зависит от уклона газопровода, скорости газового потока и количества имеющейся в газопроводе жидкости и должно определяться практическим путем, исходя из конкретных условий.
[14]
Какое значение имеют постель и уклоны газопроводов.
[15]
Страницы:
1
2
3
3
6
Решить для?
cos (x) = 1/2
7
Решить относительно x
sin (x) = — 1/2
8
Преобразование из градусов в радианы
225
9
Решить для?
cos (x) = (квадратный корень из 2) / 2
10
Решить относительно x
cos (x) = (квадратный корень из 3) / 2
11
Решить относительно x
sin (x) = (квадратный корень из 3) / 2
12
График
г (x) = 3/4 * корень пятой степени x
13
Найдите центр и радиус
х ^ 2 + у ^ 2 = 9
14
Преобразование из градусов в радианы
120 градусов
15
Преобразование из градусов в радианы
180
16
Найдите точное значение
коричневый (195)
17
Найдите степень
е (х) = 2x ^ 2 (x-1) (x + 2) ^ 3 (x ^ 2 + 1) ^ 2
18
Решить для?
тангенс (x) = квадратный корень из 3
19
Решить для?
sin (x) = (квадратный корень из 2) / 2
20
Найдите центр и радиус
х ^ 2 + у ^ 2 = 25
21
Найдите центр и радиус
х ^ 2 + у ^ 2 = 4
22
Решить относительно x
2cos (x) -1 = 0
23
Решить относительно x
6x ^ 2 + 12x + 7 = 0
24
Найдите домен
х ^ 2
25
Найдите домен
е (х) = х ^ 2
26
Преобразование из градусов в радианы
330 градусов
27
Разверните логарифмическое выражение
натуральный логарифм (x ^ 4 (x-4) ^ 2) / (квадратный корень из x ^ 2 + 1)
28
Упростить
((3x ^ 2) ^ 2y ^ 4) / (3y ^ 2)
29
Упростить
(csc (x) детская кроватка (x)) / (sec (x))
30
Решить для?
тангенс (х) = 0
31
Решить относительно x
х ^ 4-3x ^ 3-х ^ 2 + 3x = 0
32
Решить относительно x
cos (x) = sin (x)
33
Найдите точки пересечения x и y
х ^ 2 + у ^ 2 + 6х-6у-46 = 0
34
Решить относительно x
квадратный корень из x + 30 = x
35
Упростить
детская кроватка (x) коричневый (x)
36
Найдите домен
у = х ^ 2
37
Найдите домен
квадратный корень из x ^ 2-4
38
Найдите точное значение
грех (255)
39
Оценить
, основание журнала 27 из 36
40
преобразовать из радианов в градусы
2п
41
Упростить
(F (x + h) -Fx) / час
42
Решить для?
2sin (x) ^ 2-3sin (x) + 1 = 0
43
Решить относительно x
tan (x) + квадратный корень из 3 = 0
44
Решить относительно x
sin (2x) + cos (x) = 0
45
Упростить
(1-соз (х)) (1 + соз (х))
46
Найдите домен
х ^ 4
47
Решить для?
2sin (x) + 1 = 0
48
Решить относительно x
х ^ 4-4x ^ 3-х ^ 2 + 4x = 0
49
Упростить
9 / (х ^ 2) + 9 / (х ^ 3)
50
Упростить
(детская кроватка (x)) / (csc (x))
51
Упростить
1 / (с ^ (3/5))
52
Упростить
квадратный корень из 9a ^ 3 + квадратный корень из
53
Найдите точное значение
желто-коричневый (285)
54
Найдите точное значение
cos (255)
55
Преобразовать в логарифмическую форму
12 ^ (x / 6) = 18
56
Разверните логарифмическое выражение
(основание 27 из 36) (основание 36 из 49) (основание 49 из 81)
57
Недвижимость
х ^ 2 = 12 лет
58
Недвижимость
х ^ 2 + у ^ 2 = 25
59
График
f (x) = — натуральный логарифм x-1 + 3
60
Найдите значение, используя единичную окружность
арксин (-1/2)
61
Найдите домен
квадратный корень из 36-4x ^ 2
62
Упростить
(корень квадратный из x-5) ^ 2 + 3
63
Решить относительно x
х ^ 4-2x ^ 3-х ^ 2 + 2x = 0
64
Решить относительно x
у = (5-х) / (7х + 11)
65
Решить относительно x
х ^ 5-5x ^ 2 = 0
66
Решить относительно x
cos (2x) = (квадратный корень из 2) / 2
67
График
г = 3
68
График
f (x) = — логарифм по основанию 3 из x-1 + 3
69
Найдите корни (нули)
f (x) = 3x ^ 3-12x ^ 2-15x
70
Найдите степень
2x ^ 2 (x-1) (x + 2) ^ 3 (x ^ 2 + 1) ^ 2
71
Решить относительно x
квадратный корень из x + 4 + квадратный корень из x-1 = 5
Как различать положительные и отрицательные отношения
Рисунок 1 . Этот лыжник ускоряется вниз по склону в олимпийских гонках. Что вы думаете о крутизне или наклоне этого горнолыжного холма?
Что означает наклон
Концепция наклона очень полезна в экономике, поскольку она измеряет взаимосвязь между двумя переменными. Положительный наклон означает, что две переменные положительно связаны — то есть, когда x увеличивается, увеличивается y , а когда x уменьшается, y также уменьшается.Графически положительный наклон означает, что по мере того, как линия на линейном графике перемещается слева направо, линия поднимается. В других разделах мы узнаем, что «цена» и «поставленное количество» имеют положительную связь; то есть фирмы будут поставлять больше, когда цена выше.
Рисунок 1. Положительный наклон.
Отрицательный наклон означает, что две переменные связаны отрицательно; то есть, когда x увеличивается, y уменьшается, а когда x уменьшается, y увеличивается.Графически отрицательный наклон означает, что по мере того, как линия на линейном графике перемещается слева направо, линия падает. Мы узнаем, что «цена» и «количество спроса» имеют отрицательную связь; то есть потребители будут покупать меньше, когда цена будет выше.
Рисунок 2. Отрицательный наклон.
Наклон нуля от нуля означает, что y является постоянным независимо от значения x . Графически линия плоская; превышение пробега равно нулю.
Рисунок 3. Наклон нуля
График уровня безработицы на Рисунке 4 ниже иллюстрирует общий образец многих линейных графиков: некоторые сегменты, где наклон положительный, другие сегменты, где наклон отрицательный, и еще другие сегменты, где наклон близок к нулю.
Рисунок 4. Уровень безработицы в США, 1975–2014 гг.
Расчет уклона
Наклон прямой между двумя точками можно рассчитать численно. Чтобы рассчитать уклон, начните с обозначения одной точки в качестве «начальной точки», а другую точку — в качестве «конечной точки», а затем рассчитайте превышение пробега между этими двумя точками.
Попробуй
Используйте график, чтобы найти наклон линии.
Рисунок 5.
Начать с точки на линии, например [latex] (2,1) [/ latex], и двигаться вертикально, пока не совпадет с другой точкой на линии, например [latex] (6,3) [/ latex] . Подъем 2 единицы. Это положительно по мере вашего продвижения.
Затем двигайтесь по горизонтали до точки [latex] (6,3) [/ latex]. Подсчитайте количество единиц. Пробег 4 единицы. Это положительно, когда вы переместились вправо.
Затем решите по формуле:
[латекс] \ displaystyle \ text {Slope} = \ frac {\ text {rise}} {\ text {run}} [/ latex]
Эти следующие вопросы позволят вам получить столько практики, сколько вам нужно, поскольку вы можете щелкнуть ссылку вверху первого вопроса («Попробуйте другую версию этих вопросов»), чтобы получить новый набор вопросов. Практикуйтесь, пока не почувствуете себя комфортно, задавая вопросы, а затем двигайтесь дальше.
Графики экономических отношений не всегда прямые. В этом курсе вы часто будете видеть нелинейные (изогнутые) линии, как на рисунке 6, который показывает взаимосвязь между количеством производимой продукции и стоимостью ее производства. По мере увеличения объема выпуска общие затраты увеличиваются более быстрыми темпами. Таблица 1 показывает данные, стоящие за этим графиком.
Таблица 1: Кривая общих затрат
Объем выпуска (кв.)
Общая стоимость (TC)
1
$ 1
2
$ 4
3
$ 9
«Точка А»
4
$ 16
«Точка Б»
5
$ 25
6
$ 36
7
$ 49
8
$ 64
9
$ 81
10
$ 100
Рисунок 6. В этом примере общие затраты на производство увеличиваются более быстрыми темпами, когда увеличивается объем выпуска.
Мы можем интерпретировать нелинейные отношения так же, как мы интерпретируем линейные отношения. Их наклоны могут быть как положительными, так и отрицательными. Аналогичным образом мы можем рассчитать наклоны, глядя на подъем на отрезке кривой.
В качестве примера рассмотрим наклон кривой общих затрат, приведенный выше, между точками A и B. При переходе от точки A к точке B рост — это изменение общих затрат (т. Е.е. переменная по вертикальной оси):
25–16 долларов = 9
долларов
Аналогично, пробег — это изменение количества (т. Е. Переменная на горизонтальной оси):
5–4 = 1
Таким образом, наклон прямой между этими двумя точками будет 9/1 = 9. Другими словами, когда мы увеличиваем количество продукции, произведенной на одну единицу, общие затраты на производство увеличиваются на 9 долларов.
Предположим, что наклон линии увеличивается. Графически это означает, что будет круче.Предположим, что наклон линии должен уменьшаться. Тогда стало бы лестнее. Эти условия верны независимо от того, был ли наклон положительным или отрицательным с самого начала. Более низкий положительный наклон означает более пологий наклон кривой вверх, что вы можете видеть на Рисунке 6 при низких уровнях вывода. Более высокий положительный наклон означает более крутой наклон кривой вверх, который вы можете увидеть при более высоких уровнях выходного сигнала.
Отрицательный наклон, который больше по абсолютной величине (т. Е. Более отрицательный), означает более крутой наклон линии вниз.Нулевой наклон — это горизонтальная линия. Вертикальная линия имеет бесконечный наклон.
Предположим, линия имеет больший отрезок. Графически это означает, что он сместится (или вверх) от старого источника параллельно старой линии. Это показано на Рисунке 7 ниже, как сдвиг от линии с меткой Y к линии с меткой Y 1 . Если линия имеет меньшую точку пересечения, она сместится внутрь (или вниз) параллельно старой линии.
Рис. 7. При большем пересечении оси Y весь график смещается в сторону пересечения оси Y в более высокой точке.
Глоссарий
отрицательный наклон:
указывает, что две переменные связаны отрицательно; когда одна переменная увеличивается, другая уменьшается, а когда одна переменная уменьшается, другая увеличивается
положительный наклон:
указывает, что две переменные положительно связаны; когда одна переменная увеличивается, увеличивается и другая, а когда одна переменная уменьшается, другая также уменьшается
наклон:
изменение вертикальной оси, деленное на изменение горизонтальной оси
наклон нуля:
указывает на отсутствие связи между двумя переменными; когда одна переменная изменяется, другая не меняется
Внесите свой вклад!
У вас была идея улучшить этот контент? Нам очень понравится ваш вклад.
Улучшить эту страницуПодробнее
Разница между неопределенным наклоном и нулевым наклоном (с таблицей) — спросите любую разницу
С математической точки зрения подъем или пробег между любыми двумя точками на определенной линии называется наклоном. Наклон в основном используется для измерения крутизны конкретной линии. Он состоит из двух точек или координат. Эти точки часто обозначаются переменными, буквами «X» и «Y». Изменение одной из переменных повлияет на другую и наоборот.
Буквы «X» и «Y» имеют две разные оси. На этих осях с помощью целых чисел ставятся линии и точки. Эти целые числа могут быть как положительными, так и отрицательными, причем ноль всегда находится в центре графика. Ноль всегда лежит на пересечении этих двух осей.
Очень часто используется понятие откосов. Эта концепция используется в разных сферах. Это понятие используется в таких областях, как экономика, строительство, архитектура и т. Д. Поля, связанные со здоровьем и анализом тенденций, также используют понятие наклона в своей повседневной деятельности.По сути, все, что использует угол или крутизну, можно измерить с помощью формулы для уклона.
В большинстве случаев наклон выражается положительными или отрицательными целыми числами. Хотя в некоторых случаях значение как «X», так и «Y» может быть равно нулю. В таких случаях возникает неопределенный нулевой наклон, в котором числитель или знаменатель равен нулю.
Неопределенный и нулевой наклон
Разница между неопределенным наклоном и нулевым наклоном состоит в том, что неопределенный наклон означает, что он имеет вертикальную линию, тогда как, с другой стороны, горизонтальная линия имеет нулевой наклон.Ноль является знаменателем неопределенного наклона, а ноль — числителем нулевого наклона.
Основные различия между неопределенным наклоном и нулевым наклоном
Параметр сравнения
Неопределенный наклон
Угол наклона нуля
33
Характеристики не определены вертикальная линия.
Характеристики нулевого наклона — горизонтальная линия.
Значение
Неопределенный наклон имеет несуществующее значение, поскольку не может иметь никакого конкретного значения.
Нулевой наклон имеет нулевое значение, которое определяется.
Определители
Неопределенный наклон определяется переменной «X».
Нулевой наклон определяется переменной «Y».
Ноль
Неопределенный наклон имеет нулевой знаменатель.
Нулевой наклон имеет нулевое значение в качестве разницы между его числителями.
Изменить
При неопределенном наклоне «X» не изменяется, а «Y» изменяется.
При нулевом наклоне «Y» не меняется, тогда как «X» изменяется.
Что такое неопределенный уклон?
Проще говоря, Неопределенный наклон можно определить как прямую линию на любом графике. По сути, это наклон вертикальной линии.В неопределенном уклоне переменная «X» не имеет существующего значения. Это не определено. Знаменатель неопределенного наклона равен нулю. Именно по этой причине значение этого наклона не существует независимо от числителя. Поскольку числитель нельзя разделить на ноль, значение всегда не существует.
Неопределенный наклон представлен переменной «X». Разница между двумя точками «X» равна нулю. Любая линия на этом наклоне не перемещается ни влево, ни вправо по переменной «Y»., поскольку по горизонтали нет изменений. Переменная «Y» не изменяется в случае неопределенного наклона, тогда как переменная «X» изменяется.
Что такое нулевой наклон?
Проще говоря, нулевой наклон — это наклон горизонтальной линии. Горизонтальная линия на графике характеризуется как нулевой наклон. Он представлен переменной «Y». Переменная «Y» не изменяется, тогда как переменная «X» продолжает изменяться в случае нулевого наклона.
Числитель нулевого наклона всегда равен нулю.Таким образом, разница между двумя точками по переменной «Y» равна нулю. Независимо от знаменателя значение нулевого наклона равно нулю. Таким образом, уклон становится определенным числом. Это потому, что числитель равен нулю, и когда ноль делится на любое число, результат равен нулю. Нулевой наклон — это, по сути, прямая линия, которая не движется вверх или вниз по направлению к переменной «X». Эта линия проходит параллельно переменной «X».
Основные различия между неопределенным наклоном и нулевым наклоном
В случае неопределенного наклона график линии вертикальный, тогда как при нулевом наклоне график линии горизонтален.
В случае неопределенного наклона знаменатель равен нулю, тогда как в случае нулевого наклона разница между числителями равна нулю.
Значение неопределенного наклона не определено и не существует. С другой стороны, в случае нулевого наклона значение наклона определяется и равно нулю.
Неопределенный наклон представлен переменной «X», тогда как, с другой стороны, нулевой наклон представлен переменной «Y».
Неопределенный наклон выполняется параллельно переменной «Y», тогда как, с другой стороны, нулевой наклон выполняется параллельно переменной «X».
В случае неопределенного наклона переменная «X» остается постоянной, тогда как переменная «Y» изменяется. С другой стороны, в случае нулевого наклона переменная «Y» остается постоянной, тогда как переменная «X» изменяется.
Заключение
Концепция склонов очень широко используется в повседневной деятельности. Наклоны представлены переменными «X» и «Y». Наклоны представлены целыми числами, которые могут быть как положительными, так и отрицательными. Однако в некоторых случаях переменные «X» и «Y» могут быть равны нулю или могут отсутствовать.В таких случаях числитель или знаменатель равны нулю. Эти случаи называются неопределенным уклоном или нулевым уклоном.
Неопределенный наклон и Нулевой наклон отличаются друг от друга, поскольку Неопределенный наклон представлен переменной «X», тогда как, с другой стороны, нулевой наклон представлен переменной «Y». Неопределенный наклон представляет собой вертикальную линию, а нулевой наклон — горизонтальную линию.
Скорость изменения функции при определенном значении x
Уклон прямой
Наклон касательной к кривой
Секущая кривой
Коэффициент разницы
Определение производной
Производная от f ( x ) = x 2
Различается при x
Обозначения для производной
Простой коэффициент разности
Раздел 2: Проблемы
Производная от f ( x ) = 2 x — 5
Уравнение касательной к кривой
Производная от f ( x ) = x 3
РАСЧЕТ ПРИМЕНЯЕТСЯ К ВЕЩАМ, которые не изменяются с постоянной скоростью.Скорость из-за силы тяжести, рождений и смертей в популяции, единицы y для каждой единицы x . Значения функции, называемой производной, будут иметь переменную скорость изменения.
Теперь, поскольку мы считаем x независимой переменной, а y зависимой, то любое изменение Δ x в значении x приведет к изменению Δ y в значении . y . В прямой линии скорость изменения — такое количество единиц на на каждую единицу x — постоянна и называется наклоном линии.
Наклон прямой такой номер:
Δ y Δ x
=
=
Изменение в и -кладе Изменение в x -кординате
.
(Тема 8 Precalculus.)
Прямая линия имеет один и только один наклон; одна и только одна скорость изменения.
Если, например, x представляет время, а y представляет расстояние, тогда
прямолинейный график, который их связывает, указывает на постоянную скорость. Скажем, 45 миль в час — в каждый момент времени.
Наклон касательной к кривой
Исчисление, однако, связано со скоростью изменения, которая не является постоянной.
Если эта кривая представляет расстояние Y в зависимости от времени X , то скорость изменения — скорость — в каждый момент времени непостоянна.Вопрос, который задает расчет: «Какова скорость изменения точно в точке P ?» Ответом будет наклон касательной к кривой в этой точке. И метод определения этого наклона — этого числа — был замечательным открытием Исаака Ньютона (1642-1727) и Готфрида Лейбница (1646-1716). Это метод нахождения того, что называется производной.
Секущая кривой
Касательная — это прямая линия, которая только касается кривой.Секущая — это прямая линия, пересекающая кривую. Следовательно, рассмотрим секущую линию, которая пересекает кривую в точках P и Q . Тогда наклон секущей равен
Δ y Δ x
=
Но еще раз вопрос, который задает исчисление: как функция изменяется точно при x 1 ?
Каков наклон касательной к кривой на P ?
Однако мы не можем оценить точно при P — потому что Δ y и Δ x тогда оба будут равны 0, а значение будет совершенно неоднозначным.
Поэтому мы будем рассматривать более короткие и более короткие расстояния Δ x , что приведет к последовательности секущих —
— череда спусков. И мы определим касательной в точке P как предел этой последовательности наклонов.
Этот наклон, этот предел будет значением того, что мы будем называть производной.
Коэффициент разницы
Пусть y = f ( x ) будет непрерывной функцией, и пусть координаты фиксированной точки P на графике будут ( x , f ( x )). (Тема 4 Precalculus.) Пусть теперь x изменится на величину Δ x . Тогда новый x -кординат будет x + Δ x . Это x -координат Q на графике.
Но когда значение x изменяется, возникает результирующее изменение Δ y в значении y , то есть в значении f ( x ). Его новое значение — f ( x + Δ x ). Координаты Q следующие ( x + Δ x , f ( x + Δ x )).
Затем
Итак, это определение наклона касательной в точке P :
Наклон касательной на P — это предел изменения функции (числитель) , деленный на изменение независимой переменной , когда это изменение приближается к 0.
Поскольку Δ x , а не x — это переменная, которая приближается к 0, x остается постоянным, и этот предел будет функцией x . Поскольку она будет производной от f ( x ), мы называем ее производной функцией или производной от f ( x ). Чтобы напомнить нам, что он был производным от f ( x ), мы обозначим его как f ‘ ( x ) — « f-prime из x .«
Это частное —
— называется частным Ньютона, или разностным коэффициентом. Его вычисление и упрощение — фундаментальная задача дифференциального исчисления.
Опять же, коэффициент разности является функцией Δ x . Но для упрощения записанных вычислений вместо Δ x будем писать h .
Δ x
=
ч
Δ y
=
f ( x + h ) — f ( x )
Тогда коэффициент разницы будет:
Теперь сформулируем определение производной следующим образом.
ОПРЕДЕЛЕНИЕ 5. Под производной функции f ( x ) мы подразумеваем следующий предел, если он существует:
Мы называем это ограничение функцией f ‘ ( x ) — « f -prime x » — и когда этот предел существует, мы говорим, что f само по себе является дифференцируемым при x . , и что f имеет производную.
Итак, мы берем предел коэффициента разницы, равный h , приближающемуся к 0.Когда этот предел существует, это означает, что коэффициент разницы можно сделать настолько близким к этому пределу — « f ‘ ( x )» — как нам угодно. (Урок 2.)
Что касается x , мы должны считать его фиксированным. Это конкретное значение, при котором мы оцениваем f ‘ ( x ).
На практике мы должны упростить коэффициент разности, прежде чем позволить h приблизиться к нулю. Мы должны выразить числитель —
f ( x + h ) — f ( x )
— таким образом, чтобы мы могли разделить его на h .
Подводя итог: производная — это функция — правило, которое присваивает каждому значению x наклон касательной в точке ( x , f ( x )) на график f ( x ). Это скорость изменения f ( x ) в этот момент.
В качестве примера мы применим определение, чтобы доказать, что наклон касательной к функции f ( x ) = x 2 , в точке ( x , x 2 ), это 2 x .
ТЕОРЕМА.
f ( x )
=
x 2
означает
f ‘ ( x )
=
2 х .
Доказательство. Вот коэффициент разницы, который мы продолжим для упрощения:
1)
( x + h ) 2 — x 2 h
2)
=
x 2 + 2 xh + h 2 — x 2 h
3)
=
2 xh + h 2 h
4)
=
2 x + h .
При переходе от строки 1) к строке 2) мы возводим в квадрат бином x + h . (Урок 18 алгебры.)
В строке 3) мы вычли x 2 с. То есть мы вычли f ( x ).
В строке 4) мы разделили числитель на h . (Урок 20 из
Алгебра.)
Мы можем это сделать, потому что h никогда не равно равному 0, даже если мы берем предел (Урок 2).
Завершим определение производной и возьмем предел:
f ‘ ( x )
=
(2 x + h )
=
2 х .
Это то, что мы хотели доказать.
Всякий раз, когда мы применяем определение, мы должны алгебраически манипулировать коэффициентом разности, чтобы мы могли просто заменить h на 0. Фактически, вся теория пределов со всеми ее сложностями и тонкостями была изобретена, чтобы оправдать именно это. (Бедного Ньютона и Лейбница критиковали за то, что они предлагали оправдания, которые не нравились изобретателям ограничений в XIX веке.) Мы можем положить здесь h = 0, потому что коэффициент разности уменьшается до 2 x + h и, следовательно, многочлен от h .
Проблема. Пусть f ( x ) = x 2 , и вычислим наклон касательной к графику —
a) при x = 5.
Поскольку f ‘ ( x ) = 2 x , то при x = 5 наклон касательной составляет 10.
б) при x = −3. −6.
c) при x = 0.0.
Различается при x
Согласно определению, функция будет дифференцируемой при x , если там существует определенный предел. Графически это означает, что график при этом значении x будет иметь касательную линию. Тогда при каких значениях функция , а не будет дифференцируемой?
Без касательной
Выше два примера.Функция слева не имеет производной при x = 0, потому что там функция является разрывной. При x = 0 тангенса, очевидно, нет.
Что касается графика справа, это функция абсолютного значения, y = | x |. (Тема 5 Precalculus.) И невозможно определить касательную линию при x = 0, потому что график образует там острый угол. Фактически, наклон касательной, когда x приближается к 0 слева, равен -1.Однако наклон, приближающийся справа, равен +1. Наклон касательной при 0, который был бы производной при x = 0, поэтому не существует. (Определение 2.2.)
Функция абсолютного значения, тем не менее, является непрерывной при x = 0. Так, левый предел самой функции, когда x приближается к 0 , равен , равному правому пределу, а именно 0. Это иллюстрирует эту непрерывность. в точке не является гарантией дифференцируемости — существования касательной — в этой точке.
(И наоборот, если функция дифференцируема в точке — если есть касательная — она также будет непрерывной там. График будет гладким и без изломов.)
Поскольку дифференциальное исчисление — это изучение производных, оно в основном занимается функциями, которые дифференцируемы при всех значениях их областей определения. Такие функции называются дифференцируемыми.
Можете ли вы назвать элементарный класс дифференцируемых функций?
Чтобы увидеть ответ, наведите указатель мыши на цветную область. Чтобы закрыть ответ еще раз, нажмите «Обновить» («Reload»). Сначала подумайте об этом сами!
Полиномы.
Обозначения для производной
Поскольку производной является этот предел: тогда символ самого лимита (читается: «dee- y , dee- x .»)
Например, если
y
=
x 2 ,
затем, как мы видели,
=
2 х .
«Dee- y , dee- x — производная от y по отношению к x — это 2 x .»
Пишем еще
y ‘ ( x ) = 2 x .
« y — простое число x равно 2 x .»
Сам по себе символ:
d dx
(«dee, dee- x «)
, называется
дифференцирующий оператор .Мы должны взять производную от того, что следует за ней.
Например,
d dx
f ( x ) означает производную по отношению к x от f ( x ).
d dt
(4 т 3 -5) означает производную по отношению к т
из (4 т 3 -5).
И так далее.
Простой коэффициент разности
Коэффициент разницы является версией. И иногда мы будем использовать последнее. То есть изменение значения функции y = f ( x ) равно y + Δ y . Следовательно, коэффициент разницы составляет
Иногда бывает удобно выразить коэффициент разницы как
Примечание : Когда Δ x приближается к 0 — когда точка Q приближается к P вдоль кривой — тогда Δ y или, что эквивалентно, Δ f также приближается к 0.То есть
Теперь ученик должен выполнить Задачи, требующие определения производной.
Содержание | Дом
Сделайте пожертвование, чтобы TheMathPage оставался в сети. Даже 1 доллар поможет.
(Цветной онлайн) Граничная гистограмма наклонов нулевого порядка (слева) и…
Контекст 1
… при этом RMS-высота и RMS-наклон подавляются, что уменьшает количество степеней свободы, и уравнения зависят только от детерминированной переменной v. На рисунке 5 сравнивается маргинальные гистограммы нулевого порядка высот и наклонов освещенных точек, заданные статистической функцией освещения нулевого порядка с корреляцией и без нее и методом Монте-Карло. Масштаб по оси Y изменяется для каждой части рисунка, чтобы четко показать различия….
Контекст 2
… корреляция высот и уклонов не учитывается для упрощения вычислений. На рисунке 5 показано, что учет корреляции значительно улучшает функцию освещения Смита. …
Контекст 3
… в таком случае 4L имеет порядок длины корреляции, что означает, что следует учитывать корреляцию между этими точками. Игнорирование этой корреляции приводит к различию между некоррелированной моделью и результатом Монте-Карло, как показано на рисунке 5….
Контекст 4
… также наблюдается максимум S 1% 0,23, но при% 75. Для больших углов наблюдения (2 [85, 90]) только около 0-10% поверхности испытывает поверхностное отражение. Для поверхности с 0,5 (пунктирная линия и ромбы на рисунке 10) поверхностное отражение широко наблюдается для 2 [0, 90]. …
Контекст 5
… первая задача — определить форму эмпирического фактора. Как мы обсуждали в разделе 4.1, недостатком некоррелированной функции затенения нулевого порядка является то, что пренебрежение корреляцией между высотой и уклоном приводит к равной вероятности освещения для этих точек с 5 (см. Сплошные линии на рисунке 6), что приводит к с расхождением, показанным на рисунках 5 (a) и 5 (c).Фактически, вероятность освещения должна уменьшаться по мере приближения s к v (см. Пунктирные линии на рисунке 6). …
Контекст 6
… эмпирический коэффициент f (пунктирная линия) и числовые образцы f num (разбросанные точки) показаны на рисунке 11 (a). Метод наименьших квадратов выполняется для подбора только тех точек, где f num 51, потому что S 0, MC и S 0, u малы и более или менее одинаковы, когда S 0, MC превышает S 0, u (см. Рисунки 5 (a ) и 5 (в)). Умножение эмпирического коэффициента на коэффициент угловой освещенности некоррелированной функции освещения нулевого порядка приводит к эмпирическому коэффициенту угловой освещенности нулевого порядка, который затем сравнивается с коэффициентом коррелированной функции освещения нулевого порядка….
Контекст 7
… 1 и f (v 1) являются функциями 0, интегрирование по 0 должно выполняться численно. Результаты показаны на Рисунке 15, где снова получены очень хорошие соглашения. …
Взаимоотношения почвы, склона и растений в горах Северного Майя, Белиз, Центральная Америка. II. Последовательность филлитов и гранитов на JSTOR
Abstract
В части II данной статьи рассматриваются почвы на двух трансектах, расположенных на склонах, состоящих в основном из филлитов и гранитов.Вариация от одиннадцати до четырнадцати свойств почвы сравнивается с формой склона и изменениями в растительности. Выделяются несколько отдельных частей склонов, в частности, области междуречья на высшем уровне, верхние выпуклые склоны и вогнутые подножия. Обнаружено, что заметные изменения свойств почвы происходят на среднем склоне, но не имеют четкой связи с уклоном. Однако очевидно поразительное сходство между вариациями в характере почвы и различиями в составе растительных сообществ.Аналогичные модели распределения почвы и растений для всех трех трансект, отмеченных в частях I и II настоящего документа.
Информация журнала
Темы биогеографии, экологии и биоразнообразия теперь поистине глобальны.
важность. Признавая это повышенное значение, объем журнала
биогеографии и родственных публикаций, Global Ecology и
Биогеография, разнообразие и распространение, продолжают
разрабатываться под руководством доктора Роберта Уиттакера и доктора Дэвида Ричардсона
соответственно, действуя в команде с профессором Филипом Стоттом, редактором журнала
биогеографии.Все три журнала имеют широкий охват — от «расширенных»
глобальное потепление ‘к распространению гадоидных рыб, от разнообразия беспозвоночных
в тропических лесах на индивидуалистическую реакцию видов — так что все
могут быть рассмотрены ключевые биогеографические и экологические вопросы современности.
Темы включают «что такое естественность?», Дебаты как по философии, так и по методам,
последствия фрагментации экосистемы, влияние антропогенных изменений,
а также экологическое и экономическое значение биоразнообразия.Все систематические
группы также охвачены, от теории к практике, от растений до животных.
Журнал биогеографии — важная литература для всех защитников окружающей среды.
биогеографы, экологи, биологи, ботаники и зоологи.
JSTOR предоставляет цифровой архив печатной версии журнала Journal of
Биогеография. Электронная версия журнала биогеографии
доступно на http://www.interscience.wiley.com.
Авторизованные пользователи могут иметь доступ к полному тексту статей на этом сайте.
Информация для издателя
Wiley — глобальный поставщик контента и решений для рабочих процессов с поддержкой контента в областях научных, технических, медицинских и научных исследований; профессиональное развитие; и образование. Наши основные направления деятельности выпускают научные, технические, медицинские и научные журналы, справочники, книги, услуги баз данных и рекламу; профессиональные книги, продукты по подписке, услуги по сертификации и обучению и онлайн-приложения; образовательный контент и услуги, включая интегрированные онлайн-ресурсы для преподавания и обучения для студентов и аспирантов, а также для учащихся на протяжении всей жизни.Основанная в 1807 году компания John Wiley & Sons, Inc. уже более 200 лет является ценным источником информации и понимания, помогая людям во всем мире удовлетворять их потребности и реализовывать их чаяния. Wiley опубликовал работы более 450 лауреатов Нобелевской премии во всех категориях: литература, экономика, физиология и медицина, физика, химия и мир. Wiley поддерживает партнерские отношения со многими ведущими мировыми обществами и ежегодно издает более 1500 рецензируемых журналов и более 1500 новых книг в печатном виде и в Интернете, а также базы данных, основные справочные материалы и лабораторные протоколы по предметам STMS.Благодаря растущему предложению открытого доступа, Wiley стремится к максимально широкому распространению и доступу к публикуемому контенту, а также поддерживает все устойчивые модели доступа. Наша онлайн-платформа, Wiley Online Library (wileyonlinelibrary.com), является одной из самых обширных в мире междисциплинарных коллекций онлайн-ресурсов, охватывающих жизнь, здоровье, социальные и физические науки и гуманитарные науки.
Скользкий склон: насколько глобальное потепление представляет собой «опасное антропогенное вмешательство»?
Абдалати, В.и Стеффен, К .: 2001, «Таяние ледникового покрова Гренландии: 1979–1999», J. Geophys. Res. 106 , 33983–33988.
Google Scholar
Аллен М., Рапер С. и Митчелл Дж .: 2001, «Неопределенность в третьем оценочном отчете МГЭИК», Science 293 , 430–433.
Google Scholar
Кларк, А. Д. и Нун, К. Дж .: 1985, «Сажа в снежном покрове Арктики: причина нарушений переноса излучения», Atmos.Environ. 19 , 2045–2053.
Google Scholar
Дрокслер, А. У., Пур, Р. З., и Беркл, Л. Х .: 2003, «Климат Земли и эксцентриситет орбиты: вопрос о морской изотопной стадии 11», Geophys. Мононуклеоз. Сер. , 137 , 240 стр., ISBN # 0-87590-996-5, Американский геофизический союз, Вашингтон, округ Колумбия.
Google Scholar
Хансен, Дж., Сато, М., Руди, Р., Лацис, А., и Ойнас, В .: 2000, «Глобальное потепление в двадцать первом веке: альтернативный сценарий», Proc. Natl. Акад. Sci. 97 , 9875–9800.
Google Scholar
Хансен, Дж., Руди, Р., Сато, М., Имхофф, М., Лоуренс, В., Истерлинг, Д., Петерсон, Т. и Карл, Т .: 2001, «Пристальный взгляд» в США и глобальное изменение температуры поверхности », J. Geophys. Res. 106 , 23947–23963.
Google Scholar
Хансен, Дж., Сато, М., Назаренко, Л., Руди, Р., Лацис, А., Кох, Д., Теген, И., Холл, Т., Шинделл, Д., Сантер , Б., Стоун, П., Новаков, Т., Томасон, Л., Ван, Р., Ван, Ю., Джейкоб, Д., Холландсворт, С., Бишоп, Л., Логан, Дж., Томпсон , А., Столярски, Р., Лин, Дж., Уилсон, Р., Левитус, С., Антонов, Дж., Райнер, Н., Паркер, Д., и Кристи, Дж .: 2002, «Климатические воздействия. in Goddard Institute for Space Studies SI2000 simulations », J.Geophys. Res. 107 (D18), 4347, DOI: 10.1029 / 2001JD001143.
Google Scholar
Хансен, Дж .: 2004, «Обезвреживание бомбы замедленного действия глобального потепления», Sci. Амер. 290 , 68–77, выдержка из http://pubs.giss.nasa.gov/abstracts/2004/Hansen1.html.
Хансен Дж. И Назаренко Л .: 2004, «Воздействие сажи на климат через альбедо снега и льда», Proc. Natl. Акад. Sci. 101 , 423–428.
Google Scholar
Хансен, Дж. И Сато, М .: в печати, «Темпы роста парниковых газов», Proc. Natl. Акад. Sci.
Hearty, PJ, Kindler, P., Cheng, H. and Edwards, RL: 1999, «A +20 м в среднем плейстоцене высокого уровня моря (Бермудские и Багамские острова) из-за частичного обрушения антарктических льдов», Geology 27 , 375–378.
Google Scholar
Генрих, Х.: 1988, «Происхождение и последствия циклического ледового сплава в северо-восточной части Атлантического океана за последние 130 000 лет», Quat. Res. 29 , 142–152.
Google Scholar
Межправительственная группа экспертов по изменению климата: 2001, в Houghton, JT, Y. Ding, DJ Griggs, M. Noguer, van der Linden, PJ, X. Dai, K. Maskell, CA Johnson (eds.), Изменение климата 2001: научная основа , Cambridge University Press, U.К. Кембридж.
Google Scholar
Кеннетт, Дж. П., Каннариато, К. Г., Хенди, И. Л. и Бел, Р. Дж .: 2003, «Гидраты метана в четвертичном изменении климата: гипотеза клатратной пушки», Американский геофизический союз, Вашингтон, 216 стр.
Google Scholar
Kienast, M., Hanebuth, TJJ, Pelejero, C., and Steinke, S .: 2003, «Синхронность импульса талой воды 1a и боллинговое потепление: новые данные из Южно-Китайского моря», Geology 31 , 67–70.
Google Scholar
Кинг, А. Л. и Ховард, У. Р .: 2000, «Изменение температуры поверхности моря в среднем плейстоцене в юго-западной части Тихого океана в орбитальных и суборбитальных временных масштабах», Геология 28 , 659–662.
Google Scholar
Lambeck, K. and Nakada, M .: 1993, «Ограничения на возраст и продолжительность последнего межледниковья и на колебания уровня моря», Nature 357 , 125–128.
Google Scholar
Левитус С., Антонов Дж. И., Бойер Т. П. и Стивенс К., 2000, «Потепление мирового океана», Science 287 , 2225–2229.
Статья
CAS
Google Scholar
Паризек Б. Р. и Элли Р. Б .: в печати, «Последствия увеличения таяния поверхности Гренландии при сценариях глобального потепления: моделирование ледяного покрова», Quaternary Sci.Rev.
Пети, Дж. Р. и др.: 1999, «Климат и история атмосферы за последние 420 000 лет по керну льда Востока обратным методом, Антарктида», Nature 399 , 429–436.
Статья
CAS
Google Scholar
Сан, С. и Хансен, Дж. Э .: 2003, «Моделирование климата для 1951–2050 годов с объединенной моделью атмосферы и океана», J. Clim. 16 , 2807–2826.
Google Scholar
Уоррен, С. Г. и Вискомб, У. Дж .: 1980, «Модель спектрального альбедо снега. II: Снег, содержащий атмосферные аэрозоли », J. Atmos. Sci. 37 , 2734–2745.
Google Scholar
Уайлд, М., Каланка, П., Шерер, С. К. и Омура, А .: 2003, «Влияние полярных ледяных щитов на глобальный уровень моря в парниковых сценариях с высоким разрешением», J.Geophys. Res. 108 (D5), 4165, DOI: 10.1029 / 2002JD002451.
Рост цен на электроэнергию заставил людей задуматься о необходимости экономии. Использовать простые выключатели для освещения лестниц в многоквартирных и в частных домах с несколькими этажами не очень удобно. Это связано с тем, что приходится возвращаться к месту установки устройства. Для повышения комфорта в таких местах часто используется проходной выключатель на 3 точки.
Принцип работы устройства
Внешне это устройство практически не отличается от классического. Однако схема подключения проходных выключателей из 3 мест несколько сложнее. Различие между ними заключается в количестве контактов. Если у обычного прибора их два, то у проходного — три. При этом два из них являются общими. Следует помнить, что во всех схемах подсоединения используется минимум два таких устройства.
Принцип работы переключателя проходного типа довольно прост — после нажатия на клавишу контакт входа замыкается с одним из выходов. Таким образом, выключатель проходного типа имеет сразу два рабочих положения, а промежуточные — отсутствуют. Так как во время работы устройства происходит простое переключение контактов, то его можно отнести к группе переключателей.
Работать с изделиями известных брендов проще, так как на их корпусе есть схема подключения. Дешевые китайские устройства, с этой точки зрения, менее привлекательны и при их подсоединении придется прозвонить клеммы. Некоторые производители во время изготовления могут спутать контакты и при неправильном подключении схема не будет работать.
Чтобы прозвонить проходной переключатель, можно использовать стрелочный либо цифровой прибор. Если применяется цифровой, то его предстоит перевести в соответствующий режим, который используется для определения короткозамкнутых участков электроцепей. При замыкании клемм электронный прибор подаст звуковой сигнал, а указатель стрелочного должен отклониться до упора вправо.
Прибор, с помощью которого можно управлять освещением из трех точек, позволит сделать систему уличного и внутридомового освещения практичной. Также он может стать отличным выбором для владельцев частных многоэтажных домов. Этот вариант управления светильниками вполне может использоваться и в помещениях, имеющих несколько спальных мест, чтобы выключать свет, не вставая с кровати.
Рекомендации по подсоединению
В продаже можно найти переключатели с одной и двумя клавишами. Отличаются они количеством контактов. Для подключения потребуются следующие устройства и материалы:
Переключатели проходного и перекрестного типа.
Провода.
Светильники.
Соединение двух выключателей
Схема переключателя света с двух мест довольно проста, реализовать ее сможет даже новичок. На выход одного выключателя требуется подать фазу, а входная клемма второго устройства подключается к проводу светильника. Второй контакт люстры должен быть соединен с нулевым проводником. Осталось лишь подключить выводы N 1 и N 2 проходных выключателей.
Следует помнить, что в соответствии с современными требованиями электропроводка должна располагаться на расстоянии в 15 см от потолка. Концы проводов выводятся в монтажные коробки, а между собой проводники соединяются с помощью колодок. Подключение выключателей проходного типа для управления светильниками из двух мест не должно вызвать проблем. А вот схема подключения переключателя из трех мест уже более сложная в реализации, но и с ней можно разобраться начинающим электрикам.
Управление из трех точек
В такой ситуации устройств проходного типа будет уже недостаточно и придется приобрести перекрестный. Он оснащен двумя клеммами входа-выхода и позволяет переключать сразу 2 контакта. Хотя схема проходного выключателя с трех мест и является более сложной, в принципе ее работы можно разобраться довольно быстро.
Для реализации такой схемы необходимо выполнить несколько действий:
Нулевой проводник соединяется с одной из клемм светильника.
Фазу следует подключить к входному контакту одного из переключателей проходного типа.
Свободная клемма люстры соединяется с входом второго проходного переключателя.
Два выхода выключателя проходного типа подсоединяются к 2 клеммам перекрестного выключателя. Аналогичным образом выполняется соединение свободных контактов второго проходного переключателя.
При необходимости эту схему можно изменить, добавив новые точки управления. Для решения поставленной задачи предстоит увеличить количество выключателей перекрестного типа, устанавливая их между проходными.
Монтаж двухклавишного устройства
Проходные двухклавишные выключатели используются для управления двумя лампами. Это стало возможным благодаря увеличению количества контактов до 6. При работе с этими устройствами в первую очередь необходимо определить общую клемму. Перезванивается двухклавишный переключатель аналогично одноклавишному.
Фаза должна подключаться на выходные клеммы переключателей, а их вторые выходные контакты соединяются с проводом каждой лампы. Два выхода проходных выключателей соединяются между собой. Эта схема может использоваться для управления освещением из двух мест. Если необходимо добавить третью точку, то придется приобрести перекрестный выключатель. Внимательно изучив каждую из этих схем, можно быстро разобраться в принципе их работы.
Использование двухклавишных переключателей менее практично и при этом требует больших затрат. Чаще всего достаточно подключить устройство с одной клавишей. Такие схемы подсоединения довольно просты, и даже обладая минимальными знаниями в электрике, их можно довольно легко реализовать на практике.
youtube.com/embed/481mNBeUzXc»/>
Схема подключения проходного выключателя на 3 точки: схема коммутации
На чтение 8 мин Просмотров 186 Опубликовано Обновлено
В длинных прихожих или коридорах часто устанавливают проходной выключатель – схема подключения на 3 точки обеспечивает равнозначность участков электроцепи. Пользователь может нажать любую клавишу, от которой освещение загорится или погаснет.
Конструкция и особенности проходных выключателей
Проходной двухклавишный выключатель
Внешней проходной прибор не отличается от стандартного. Разницу можно заметить только при осмотре изделия снизу – производители наносят на корпус треугольники, направленные по горизонтали вниз.
Второй вариант различия – 3 клеммы с медными контактами. Одна располагается сверху, а две – снизу. Также проходное устройство коммутируется через трехжильный кабель ВВГ-нг или NYM с сечением 1,5 мм2.
В зависимости от количества кнопок существуют двухклавишные, одноклавишные и трехклавишные модификации.
Разница между проходным и обычным выключателем
В сравнении с классическими двухполюсными моделями подключить проходник нужно по следующему принципу:
последовательное подсоединение коммутаторов;
фаза не размыкается, а переключается на вторую линию;
контактов выхода больше, чем контактов входа.
Парные полюса коммутаторов располагаются друг против друга.
Нюансы выбора
Таблица степеней защиты
Перед покупкой проходного выключателя требуется учитывать:
Способ крепления – зависит от типа проводки. Накладные устанавливаются на поверхность при помощи дюбель-саморезов. Встроенные – в подрозетниках на ножках-распорках.
Степень защиты – для спальни или коридора подойдут модели с IP03, для ванной – с IP04- IP05, для улицы – с IP55.
Тип контактных зажимов. Винтовые с прижимными пластинами отличаются надежностью. Безвинтовые пружинные проще в плане монтажа.
Маркировка клемм – используются обозначения N (ноль), L (фаза) и земля (заземление). Буквами I и O маркируется положение кнопок при включении и выключении.
По типу управления проходники бывают клавишными, сенсорными, с ПДУ.
Применение схемы
В длинных коридорах часто применяют проходные выключатели
Проходные модели предназначаются для удобства подачи или удаления напряжения осветительных приборов из разных концов помещения. Чаще всего такую схему применяют:
В длинном коридоре с выходами из разных комнат. На выходе ставят один переключатель, посередине – второй, в конце – третий.
Во дворах загородных и частных домов, дач. Коммутационные устройства монтируются на выходе из дома и хозяйственных постройках.
В многоквартирных трехэтажках. На первом этаже ставится прибор, чтобы выполнить включение. Отключить освещение можно на втором и третьем этажах.
В детской комнате с несколькими кроватями. Решение предусматривает один прибор на входе и два рядом со спальными местами.
Лестничные пролеты и площадки коттеджей за городом. Один девайс монтируется на начале лестницы, выключение осуществляется со второго этажа или около чердака.
При помощи проходного выключателя обеспечивается экономия электроэнергии.
Подключение проходного выключателя из 3-х мест
Для подключения цепи с тремя устройствами для каждой точки понадобится собственный коммутатор, реализующий управление освещением. Схема проходного выключателя с трех мест предусматривает установку проходного коммутатора на 4 контакта по центру. Крайние узлы будут работать по двум точкам, зависимым от положения проходника. Свет не будет загораться при разных положениях двух крайних выключателей.
Проходной прибор будет перенаправлять фазу от контакта вверху выключателя входа на нижний контакт выходного:
Кнопки направлены вниз – освещение не активно. Нажимаем коммутатор № 1 – фаза направляется по цепи по одной линии, лампочка загорается.
Гашение света от выключателя № 2. Кнопка нажимается вверх. Происходит размыкание линии, на входе отсутствует фаза.
Кнопка выключателя № 3 находится вверху. Замыкается цепь, загорается освещение. Для его отключения понадобится поменять положение коммутатора.
Особенность данной схемы – все действия выполняются только с концом фазы, что предотвращает замыкание. Монтаж системы выполняется из распредкороба или прямым соединением коммутирующих кабелей.
Прямое подключение поможет сэкономить провод.
Что нужно для реализации задачи
Клеммы для соединения проводов
При собственноручном выполнении работ по электромонтажу, стоит закупить:
распределительный короб;
источник света;
2 проходных выключателя;
1 перекрестный переключатель;
3 подрозетника;
кабель с 2-мя, 3-мя и 4-мя жилами;
самозажимные клеммники;
маркер;
цветная изолента либо термоусадка.
Для реализации задачи будут необходимы бокорезы, отвертки, ножик для зачистки изоляции с жил, мультиметр, приспособление для штробления.
Принцип перекрестного отсоединителя
Схема трех проходных выключателей
Для схемы подключения освещения с 3 мест часто используется перекрестный выключатель. Он похож на одноклавишный прибор внешне, но внутри находятся 4 клеммы. Перекрестным прибор называется по причине переключения им двух электролиний.
Отсоединитель обеспечивает единовременное разъединения выключателей № 1 и № 2. Соединение узлов также осуществляется синхронно. Лампочка загорается и отключается по перемещению контактов.
При организации большего числа точек осложняется процесс подключения деталей внутри распределительного короба.
Монтажные работы
Монтаж проходных выключателей
Монтаж системы освещения производятся по такому алгоритму:
Поиск на проходнике точки общей клеммы.
Подсоединение на первый выключатель рядом с распредкоробом фазы.
Крепление фазы на общую клеммы оранжевым или красным кабелем.
Соединение на выходных внутренних клеммах проходного прибора 2-х оставшихся проводников.
Подкидывание на второй выключатель провода и крепеж согласно цветовому маркеру.
Подключение внутри короба оранжевого/красного проводника от выключателя № 2 на фазу лампочки.
Подключение внутри распредкороба согласно цветовому обозначению 2-х свободных проводов на жилу выключателя № 1.
В конце нейтраль и заземление подсоединяются внутри короба к аналогичным проводам, заведенным на осветительное устройство.
Двухклавишный
Контакты двухклавишного проходника
Для управления работой источников света с двух точек применяется двухклавишный проходник с 6-ю контактами. Установка проходного выключателя происходит так:
Обнаружение общих контактов.
Подача провода фазы на вход выключателей № 1 и № 2.
Подключение остальных входов выключателем к концам ламп № 1 и№ 2.
Подсоединение свободных концов ламп на кабель нейтрали.
При использовании двух двухклавишников увеличивается длина проводов.
Трехклавишный
Трехклавишный прибор по типу подключения схож с двухклавишным. Разница в том, что понадобится добавить четвертый провод. По одному кабелю фаза подается на выключатель, по трем – идет на нагрузку. Монтаж производится следующим образом:
Находят клеммы подключения фазных жил на боковых частях блока контактов.
Подключают фазный кабель № 1 со стороны одной клеммы.
Подсоединяют остальные три фазных провода на три клеммы.
Заводят фазу № 1 в распредкороб и соединяют с проводом кабеля, ведущего к выключателю.
На входе фазу заводят на нижний входной контакт.
С трех выходных контактов выключателя вверху отводят три фазных кабеля в распредкороб и соединяют их с проводами, ведущими к потолку.
На потолке провода фазы подкидываются на выводы светильников.
Нейтраль нужно завести в распредкороб и соединить с проводом, направленным к потолку. Там ноль необходимо подсоединить на синюю точку выводов светильников для формирования общего вывода.
Ошибки подключения
Параллельное подключение является ошибкой
При самостоятельной коммутации начинающие электрики и домашние мастера часто допускают ряд ошибок:
Неправильное соединение фазы с нулем. Проходной выключатель разрывает только фазу. Неправильную схему без затрагивания проводки проходного выключателя, управляемого с 3 мест, исправляют путем перекоммутации проводов в распредкоробе.
Нарушение последовательности фазы и нуля. О проблеме сигнализируют нерабочие в одном положении выключатели.
Двухклавишник установлен правильно, но не работает. По ошибке был приобретен стандартный переключатель, который при наличии чека заменят в магазине.
Подключение линии на провод с неправильным сечением. Четвертая жила кабеля имеет диаметр, на 1/3 меньше, чем у остальных. Она не подсоединяется к фазе, а только на контур заземления.
Параллельное подключение. При организации промежуточного управления применяют только последовательную схему с пропусканием одной и той же фазы.
При нарушении правил подключения существуют риски ударов тока при замене лампочки, может возникнуть короткое замыкание выключателя. Также выгорает проводка и ломается проходник.
Недостатки проходных выключателей
Одним из минусов проходных выключателей является необходимость штробления стен под них
Организация электролинии с проходным выключателем имеет несколько минусов:
затраты времени и сил на штробление стены при скрытой проводке;
необходимость подключения пульта ДУ через обычную клавишу для моделей с датчиками движения;
нерентабельность для квартиры из-за штроб под кабель и установки дин-рейки;
сложности с определением клемм;
отсутствие четкости положений «ВКЛ» и «ВЫКЛ».
Эксперты отмечают, что устройства больше подходят для загородных коттеджей, дач, частного сектора, чем для квартиры.
Проходной выключатель удобно использовать в помещениях с несколькими группами осветительных приборов. Устройство обеспечивает комфорт управления светом, безопасность перемещения людей. В настоящее время схема проходного переключателя света, управляемая с трех мест, не привязывается к планировке жилого объекта.
Проходной выключатель схема подключения на 3 точки
Любой выключатель в помещении располагается таким образом, чтобы им было удобно пользоваться, даже в темноте. Никто ведь не устанавливает его в дальнем конце комнаты, он должен быть на входе, «под рукой». Исключение составляет коридор или прихожая. Если выключатель установлен на входе в квартиру, то как погасить свет, когда вы выходите из коридора? Приходится возвращаться к его началу, а затем идти в темноте: это небезопасно.
Если ваша прихожая или коридор достаточно длинные, можно установить двойной или даже тройной проходной выключатель. Все точки будут равнозначными, при включении (выключении) любой клавиши, соответственно загорается (гаснет) освещение.
Единственное неудобство: у таких приспособлений нет фиксированного положения «вкл» или «выкл». Все зависит от соседних коммутационных блоков. То есть, запоминать: «вверх» — включить, а «вниз» — выключить, бессмысленно.
Разумеется, никакой магии тут нет. Схема подключения проходного выключателя с 3-х мест отработана, и успешно реализуется своими руками. Единственное условие — придется купить специальные коммутационные блоки, и достаточный запас проводов. Каждый проходной выключатель оснащен инструкцией, в которую входит схема подключения на 3 точки. На тыльной стороне обязательно присутствует маркировка с различными способами подключения.
Общие принципы работы проходных выключателей
Чтобы понять, как работает схема, рассмотрим основные ее элементы на примере двух точек включения (самая распространенная):
Вместо выключателя в классическом понимании (прибор, размыкающий цепь), используется переключатель. То есть, с одной стороны два контакта, а с другой — один. При этом фаза (которая подается на светоточку), не коммутируется на один из выходов, а наоборот, заводится на оба контакта, с одной стороны.
Цепь будет замкнутой в том случае, когда оба переключателя находятся в одном положении. То есть, или обе клавиши вверх, или обе клавиши вниз. Один из коммутаторов условно считается входным, на него приходит фазный питающий провод. В зависимости от положения клавиши, напряжение подается на один из выходных контактов, которые в свою очередь соединяются со входной парой второго коммутатора (выходного). На схеме хорошо видно, в каком случае цепь замкнута, а в каком разомкнута.
Практически это работает следующим образом: вы подходите к началу коридора, включаете освещение. Пройдя до конца, вы с помощью второго коммутатора гасите свет. Двигаясь в обратном направлении, вы просто переводите клавиши в другое положение, сохраняя тот же алгоритм.
На предыдущей схеме было показано, как организовать схему с помощью распределительной коробки. Это правильный способ, но он приводит к перерасходу кабеля: линии дублируются, появляются дополнительные клеммные группы. Соединить переключатели можно напрямую, если позволяет конфигурация комнаты.
Система работает так же точно, только вам придется протянуть горизонтальный провод между выключателями. При этом не нужно монтировать распределительную коробку и прокладывать «лишние» провода.
Подключение проходных переключателей с 3-х мест
Если вы разобрались с принципом работы двухточечной схемы, проще будет понять подключение в одну цепь сразу 3 коммутационных устройств. Довольно часто требуется смонтировать проходной выключатель с трех мест. Например, большая прихожая с выходом в три коридора, длинный проход с ответвлением посередине. Или лестница на второй и третий этажи, с общим освещением пролетов. В каждой точке должен быть коммутатор, с помощью которого можно управлять одной светоточкой. Разумеется, требуется соблюдение общего правила: включив освещение в одном месте, вы можете погасить его в любом другом.
При такой организации питания, одинаковые устройства не подойдут. В крайних точках (это условное понятие, только для реализации схемного решения) устанавливаются переключатели. Так же, как и в двухточечной схеме. В центре монтируется так называемый проходной коммутатор с 4 контактами.
Важно! Если переключатели можно использовать как в многоточечной, так и в классической схеме, проходные выключатели имеют одно предназначение.
При таком подключении крайние коммутаторы работают по схеме двух точек, но включение света также зависит от положения проходного переключателя. Принципиальное отличие от двухточечной системы — свет зажигается не только в том случае, когда крайние выключатели находятся в разных положениях. Проходной коммутатор перенаправляет фазу от верхнего контакта входного выключателя на нижний контакт выходного, и наоборот. Для наглядности изобразим фазный провод разными цветами:
Все клавиши в положение «вниз», свет не горит. Включаем коммутатор №1: по черной линии, фаза проходит через всю цепь, источник света зажигается.
Далее нам необходимо погасить свет в районе выключателя №2. Переводим клавишу в положение «вверх», (№1 также вверху), черная линия размыкается, на входе красной линии фазы нет. Свет погас.
Переводим клавишу выключателя №3 в положение «вверх». Замыкается цепь красной линии, свет зажегся. Для того, чтобы он погас, достаточно перевести любой из коммутаторов в другое положение.
Схема выглядит несколько мудрено, однако работает исправно, и главное — безопасно. Все манипуляции происходят лишь с фазным концом, замыкание исключено. Опять же, можно выполнить монтаж с помощью распределительной коробки, или напрямую соединить коммутаторы проводами. Во втором случае, экономия кабеля налицо.
Если возникнет необходимость создания дополнительных точек включения, используются проходные коммутаторы с 6 контактами.
Количество таких устройств неограниченно, схема подачи электроэнергии работает по такому же принципу. Любой из коммутаторов может подать напряжение на световую точку, либо выключить свет.
Трехклавишный проходной выключатель
Такой коммутатор на самом деле проходным не является, и не может быть использован в схеме освещения с несколькими точками включения. Многие начинающие электрики (не профессиональные) путают эти понятия, и пытаются организовать проходную схему на трехклавишнике.
Монтажная схема явно дает понять, что проходное включение невозможно. Фазный провод на входе один, никакого перебрасывания линии на так называемые «крайние» коммутаторы не будет.
Обычно с помощью таких выключателей организовывают сложную многоуровневую схему освещения на люстре. Однако можно подключить к нему несколько световых точек:
В одной комнате (или коридоре) — для освещения разных рабочих зон. При этом источники света могут быть различной мощности.
В разных комнатах, на каждую клавишу заводится отдельный светильник.
При этом важно соблюдать главный принцип: размыкается фазный проводник, ноль постоянно заведен на источник света.
Итог
Если вам не совсем понятен принцип сложных коммутаций, просто соедините провода по одной из предложенных схем. При первом включении обязательно используйте защитный автомат: в случае ошибки он защитит цепь от короткого замыкания.
Проходные выключатели – это устройства для управления источником освещения с двух и более мест. Внешне они ничем не отличаются от обычного отключателя и функции выполняет те же – замыкает и размыкает цепь. Разница в контактном механизме – у обычного выключателя в момент отключения подвижный контакт при разрыве цепи остается незадействованным, а в проходном, наоборот. То есть при нажатии кнопки «Вкл», подвижный контакт перебрасывается из одного контакта на второй, тем самым создавая условия для образования новой цепи. По этой причине проходные часто называют перекидными.
Сфера применения перекидных отключателей:
1.Многоэтажные помещения. Для регулирования освещением выключатели устанавливаются на каждом этаже. Например, человек включил свет на первом этаже, дошел до пятого и там уже отключил освещение. Это не только удобно, но еще и экономно.
2.Большие коридоры. Отключатели устанавливаются на разных концах коридора, а в некоторых случаях, еще и посередине.3.Спальни. Многим, наверное, знакома ситуация, когда, чтобы отключить свет, нужно вставать с кровати. Установите перекидные отключатели возле кровати и входа, — проблема решена.
Существует несколько типов проходных выключателей, с помощью которых можно управлять двумя и более источникам света, — это одноклавишные, двухклавишные и трехклавишные выключатели.
Схема монтажа одноклавишных проходных отключателей значительно проще, чем остальных типов. Давайте сначала рассмотрим схему подключения одноклавишного перекидного выключателя, а затем – двухклавишного.
Подключение одноклавишных проходных выключателей
Подключение двухклавишных проходных выключателей
Проанализировав оба варианта, можно заметить, что они имеют много общего, точнее схема подключения двухклавишного выключатели – это удвоенная схема одноклавишного.
Говоря обычным языком, каждая отдельная клавиша проходного двухклавишного отключателя – это в своем роде независимый проходной одноклавишный выключатель. По сути, мы можем использовать в этой схеме два одноклавишных выключателя вместо двухклавишного.
На данном этапе никаких сложностей нет. Они появляются тогда, когда необходимо установить 3-клавишный перекидной отключатель или несколько 2-хклавишных.
Разберемся, в чем же состоит сложность этой ситуации: анализ приведенных выше схем поможет нам сделать несколько выводов:
1.Средний отключатель имеет несколько другую конструкцию и число проводов, проходящих через него, чем крайние.
2.Количество проводов растет пропорционально увеличению количеству клавиш. Посмотрите сами, одноклавишные крайние отключатели использует три жилы, а центральный – четыре. У двухклавишного отключателя крайние используют уже 6 жил, а промежуточные – восемь, то есть в два раза большем, чем одноклавишные. Логика в целом ясна.
Такая тенденция при увеличении количества подключенных проводов при монтаже проходного трехклавишного выключателя с управлением из трех мест, приведет к проблеме с большим количеством проводов. Несомненное, это минус подобной системы. Приходится дополнительно оплачивать работу мастера, да и сами материлы не из дешевых. В связи с этим такие схемы с тремя и более двух и трехклавишными отключателями встречаются довольно редко.
Все же, прежде чем перейти к более простому решению проблемы, предлагаем все же ознакомиться со схемой подключения трех и более проходных отключателей.
Схема подключение трех проходных двухклавишных выключателей
Как уже упоминалось выше, схемы с управлением освещением из трех мест встречаются довольно редко.
Обычно данная проблема решается следующим образом – установкой два одноклавишных проходных промежуточных отключателя в одну рамку. То есть по сути все, что нужно понимать в данном случае, это подключение в схему с проходными двухклавишными выключателями проходного одноклавишного отключателя параллельным образом. Разобравшись с этим, никаких проблем с пониманием принципа работы 2-хклавишного проходного выключателя у вас не будет.
И в конце пару слов о решении проблем по организации проходных отключателей многоклавишного типа с управлением из трех и более мест. Чтобы избежать вышеперечисленные недостатки таких систем, можно использовать импульсное реле.
Видео о подключении двухклавишных проходных выключателей из двух мест.
Схема подключения проходного выключателя с 3х мест
Зачем нужны проходные выключатели
Включение света в длинном темном коридоре может быть довольно неудобным, если есть лишь один выключатель, расположенный в конце комнаты. Наиболее рациональна установка проходных переключателей (другое название — перекрестные выключатели) в разных сторонах комнаты.
Так можно будет включить, выключить свет сразу после входа в коридор. Это особенно актуально в подъезде дома, где квартиры расположены одной линией по длинной лестничной площадке, на лестничных пролетах, в офисах, производственных помещениях.
Еще один вариант использования такой схемы управления — большая спальня с несколькими кроватями. Если установить проходные переключатели у каждого спального места, можно включить лампочку, не вставая. Монтирование таких устройств оправдано на дачах, приусадебных участках, дворах частных домов. Включать свет можно на выходе из дома — после завершения дел нет необходимости идти в темноте.
Типы выключателя на 3 точки
Выключатели с трех мест представлены двумя типа изделий: проходными и перекрестными. Последние не могут использоваться без первых. По принципу работы перекрестные делятся на:
Клавишные.
Поворотные. Для замыкания контактов используется поворотный механизм. Представлены разнообразным дизайном и обойдутся дороже обычных.
С учетом монтажа перекрестные делятся на:
Накладные. Монтаж производится поверх стены, не требует создания в стене выемки для установки блока. Если отделка помещения не запланирована, то такой вариант идеален. Вот только такие модели недостаточно надежные, ведь подвержены внешним факторам;
Встроенные. Устанавливаются в стену, подходят для работ по разведению проводки во всех типах зданий. Предварительно готовится отверстие в стене по размерам коробки переключателя.
Проходной
Проходной выключатель схема
В проходном выключателе в отличие от классической модели встроено три контакта и механизм, который объединяет их работу. Главное преимущество изделия – возможность проводить включение или выключение с двух, трёх или более точек. Второе наименование такого выключателя «перекидной» или «дублирующий».
Конструкция проходного выключателя с двумя клавишами напоминает два независимых друг от друга одноклавишных выключателя, но с шестью контактами. Внешне проходной от обычного выключателя не отличить, если бы не специальное обозначение на нем.
Схема подключение проводов проходного выключателя в распредкоробке
Схема без заземляющего проводника. Теперь самое главное это правильно собрать схему в распределительной коробке. В нее должны заходить четыре 3-х жильных кабеля:
кабель питания с автомата освещения распредщитка
кабель на переключатель №1
кабель на переключатель №2
кабель на светильник или люстру
При подключении проводов удобнее всего ориентировать по цвету. Если будете использовать трехжильный кабель ВВГ, то у него наиболее распространены две цветовые маркировки:
белый(серый) – фаза
желто зеленый – земля
или второй вариант:
Чтобы подобрать более правильную фазировку во втором случае, ориентируйтесь на советы из статьи “Цветовая маркировка проводов. ГОСТы и правила.”
Сборка начинается с нулевых проводников. Соединяете нулевую жилу с кабеля вводного автомата и ноль отходящий на светильник в одну точку посредством клемм ваго.
Далее нужно соединить все жилы заземления, если у вас есть заземляющий проводник. Аналогично нулевым проводам “землю” с вводного кабеля объединяете с “землей” отходящего кабеля на освещение. Этот провод подключается к корпусу светильника.
Осталось правильно и без ошибок подключить фазные проводники. Фазу с вводного кабеля нужно соединить с фазой уходящего провода на общую клемму проходного выключателя №1. А общий провод с проходного выключателя №2 отдельным зажимом wago соединить с фазной жилой кабеля на освещение. Выполнив все эти подключения остается лишь соединить между собой второстепенные (отходящие) жилы с выключателя №1 и №2 между собой. Причем абсолютно не важно как вы их соедините.
Можно даже перепутать цвета. Но лучше все же придерживаться расцветки, чтобы не запутаться в будущем. На этом можно считать схему полностью собранной, подавать напряжение и проверять освещение.
Основные правила подключения в этой схеме которые вам нужно запомнить:
Фаза с автомата должна приходить на общий проводник первого выключателя
Эта же фаза должна выйти с общего проводника второго выключателя на лампочку
Два остальных вспомогательных проводника, соединяются между собой в распредкоробке
Ноль и земля подаются напрямую без выключателей сразу на лампочки
Перекрестный
Перекрестные модели с 4 контактами, что позволяет одновременно подключить два контакта. В отличие от проходных, перекрестные модели не могут использоваться самостоятельно. Их устанавливают в комплекте с проходными, на схемах обозначают идентично.
Напоминают такие модели два спаянных одноклавишных выключателя. Специальными металлическими перемычками соединены контакты. Всего одна кнопка выключателя отвечает за работу системы контактов. При необходимости перекрестную модель можно сделать самому.
Принцип работы перекрестного отсоединителя
Проходной прибор включения и выключения света внутри имеет четыре клеммы — на вид такой же, как обычные выключатели. Такое внутреннее устройство необходимо для крестообразного соединения двух линий, которые будет регулировать выключатель. Отсоединитель в один момент может сделать расключение двух оставшихся выключателей, после чего их вместе соединяет. Результатом становится включение-выключение света.
Для создания схемы применяют два и более проходных выключателя. Схема может включать любое количество проходных устройств, но увеличение их числа будет серьезно усложнять работу — необходимо четко знать порядок расположения кабелей и соединений в коробке.
Конструкция и особенности проходных выключателей
Внешней проходной прибор не отличается от стандартного. Разницу можно заметить только при осмотре изделия снизу – производители наносят на корпус треугольники, направленные по горизонтали вниз. Второй вариант различия – 3 клеммы с медными контактами. Одна располагается сверху, а две – снизу. Также проходное устройство коммутируется через трехжильный кабель ВВГ-нг или NYM с сечением 1,5 мм².
В зависимости от количества кнопок существуют двухклавишные, одноклавишные и трехклавишные модификации.
Разница между проходным и обычным выключателем.
В сравнении с классическими двухполюсными моделями подключить проходник нужно по следующему принципу:
последовательное подсоединение коммутаторов;
фаза не размыкается, а переключается на вторую линию;
контактов выхода больше, чем контактов входа.
Парные полюса коммутаторов располагаются друг против друга.
Нюансы выбора
Перед покупкой проходного выключателя требуется учитывать:
Способ крепления – зависит от типа проводки. Накладные устанавливаются на поверхность при помощи дюбель-саморезов. Встроенные – в подрозетниках на ножках-распорках.
Степень защиты – для спальни или коридора подойдут модели с IP03, для ванной – с IP04- IP05, для улицы – с IP55.
Тип контактных зажимов. Винтовые с прижимными пластинами отличаются надежностью. Безвинтовые пружинные проще в плане монтажа.
Маркировка клемм – используются обозначения N (ноль), L (фаза) и земля (заземление). Буквами I и O маркируется положение кнопок при включении и выключении.
По типу управления проходники бывают клавишными, сенсорными, с ПДУ.
Подключение проходного переключателя
В первую очередь необходимо правильно подключить сам выключатель в подрозетнике. Снимаете клавишу и накладные рамки.
В разобранном состоянии можно легко увидеть три контактных клеммы.
Самое главное – это найти общую из них. На качественных изделиях с обратной стороны должна быть нарисована схема. Если вы в них разбираетесь, то можно легко сориентироваться по ней.
Если же у вас бюджетная модель, или для вас любые электрические схемы темный лес, то на помощь придет обыкновенный китайский тестер в режиме прозвонки цепи, или индикаторная отвертка с батарейкой.
При помощи щупов тестера попеременно касаетесь всех контактов и ищете тот, на котором тестер будет “пищать” или показывать “0” при любом положении клавиши ВКЛ или ВЫКЛ. Еще проще это сделать индикаторной отверткой.
После того как вы нашли общую клемму, на нее нужно подключить фазу с кабеля питания. На остальные клеммы присоединяете два оставшихся провода.
Причем какой из них куда, не имеет существенной разницы. Выключатель собирается и закрепляется в подрозетнике.
Со вторым выключателем проделываете ту же самую операцию:
ищите общую клемму
подключаете на нее фазный проводник, который будет идти на лампочку
на оставшиеся подсоединяете две другие жилы
Перекидные выключатели — схема управления освещением из 3-х мест
А что делать, если вы хотите управлять одним освещением из трех точек и более. То есть выключателей в цепи будет 3, 4 и т.д. Казалось бы нужно взять еще один проходной выключатель и все.
Однако выключатель с тремя клеммами здесь уже не подойдет. Так как соединяемых проводов в распредкоробке будет четыре.
Здесь вам на помощь придет перекидной, или как его еще называют крестовой, перекрестный, промежуточный выключатель. Его ключевое отличие состоит в том, что он имеет четыре выхода – два снизу и два сверху.
И устанавливается он как раз таки в промежутке между двумя проходными. Находите в распаечной коробке два второстепенных (не основных) провода от первого и второго проходного выключателя.
Рассоединяете их, и подключаете между ними перекидной. Те провода что приходят с первого подключаете – на вход (ориентируйтесь по стрелочкам), а те что уходят на второй – к выходным клеммам.
Всегда проверяйте схему на выключателях! Зачастую бывает, что вход и выход у них находится на одной стороне (верх и низ). Например схема подключения перекидного Legrand Valena:
Естественно сам перекидной запихивать в распаечную коробку не нужно. Достаточно завести туда концы 4-х жильного кабеля от него. А сам выключатель тем временем располагаете в любом удобном месте – возле кровати, в середине длинного коридора и т.д. Свет вы сможете включать и выключать из любой точки.
Самое главное преимущество этой схемы в том, что ее можно изменять до бесконечности и добавлять сколько угодно перекидных выключателей. То есть проходных будет всегда два (в начале и конце), а в промежутке между ними 4, 5 или хоть 10 перекидных.
Применение схемы
В длинных коридорах часто применяют проходные выключатели. Проходные модели предназначаются для удобства подачи или удаления напряжения осветительных приборов из разных концов помещения. Чаще всего такую схему применяют:
В длинном коридоре с выходами из разных комнат. На выходе ставят один переключатель, посередине – второй, в конце – третий.
Во дворах загородных и частных домов, дач. Коммутационные устройства монтируются на выходе из дома и хозяйственных постройках.
В многоквартирных трехэтажках. На первом этаже ставится прибор, чтобы выполнить включение. Отключить освещение можно на втором и третьем этажах.
В детской комнате с несколькими кроватями. Решение предусматривает один прибор на входе и два рядом со спальными местами.
Лестничные пролеты и площадки коттеджей за городом. Один девайс монтируется на начале лестницы, выключение осуществляется со второго этажа или около чердака.
При помощи проходного выключателя обеспечивается экономия электроэнергии.
Недостатки проходных выключателей
Одним из минусов проходных выключателей является необходимость штробления стен под них. Организация электролинии с проходным выключателем имеет несколько минусов:
затраты времени и сил на штробление стены при скрытой проводке;
необходимость подключения пульта ДУ через обычную клавишу для моделей с датчиками движения;
нерентабельность для квартиры из-за штроб под кабель и установки дин-рейки;
сложности с определением клемм;
отсутствие четкости положений «ВКЛ» и «ВЫКЛ».
Эксперты отмечают, что устройства больше подходят для загородных коттеджей, дач, частного сектора, чем для квартиры.
Проходной выключатель удобно использовать в помещениях с несколькими группами осветительных приборов. Устройство обеспечивает комфорт управления светом, безопасность перемещения людей. В настоящее время схема проходного переключателя света, управляемая с трех мест, не привязывается к планировке жилого объекта.
Ошибки подключения
Многие на этапе поиска и подключения общей клеммы в проходном выключателе совершают ошибку. Не проверяя схему, наивно считают, что общая клемма это та, где всего один контакт.
Собирают таким образом схему, а потом переключатели у них почему-то некорректно работают (зависят друг от друга).
Запомните, что на разных выключателях общий контакт может быть где угодно!
И лучше всего вызванить его, что называется “вживую”, тестером или индикаторной отверткой.
Чаще всего с такой проблемой сталкиваются при монтаже или замене проходных переключателей от разных фирм. Если раньше все работало, а после замены одного схема перестала работать – значить перепутали провода. Но может быть и такой вариант, что новый переключатель вовсе и не проходной. Также запомните, что подсветка внутри изделия никак не может влиять на сам принцип переключения.
Еще одна распространенная ошибка – неправильное подсоединение перекрестных. Когда оба провода, с проходного №1 сажают на верхние контакты, а с №2 на нижние. А между тем у крестового выключателя схема и механизм переключения совсем иной. И подключать провода нужно крест-накрест.
Использование схем с тремя выключателями
Переключающий механизм в проходных выключателях расположен по центру контактов. Устройство обеспечивает комфорт управления светом, безопасность перемещения людей. При такой организации питания, одинаковые устройства не подойдут. Чем больше приборов участвуют в реализации системы управления, тем сложнее получается схема построения.
Полезное видео Выключатель с трех мест — современное решение управление светом Электроэнергия и прочие ресурсы растут в цене, а появление современных технологий позволяет значительно экономить. Многие начинающие электрики не профессиональные путают эти понятия, и пытаются организовать проходную схему на трехклавишнике. Берется отвертка с фазоискателем или мультиметр, и ищется где плюс, а где минус. Речь идет о длинных коридорах, лестницах, подвальных помещениях.
Допустим, один из них будет находиться возле кровати, второй у выхода комнаты, а третий возле рабочего стола. Внешний вид дублирующих устройств почти такой же, как и у одноклавишного прибора. Трехклавишный проходной выключатель Такой коммутатор на самом деле проходным не является, и не может быть использован в схеме освещения с несколькими точками включения. Если вам нужна схема подключения проходного выключателя с двух мест , смотрите ее в данной статье.
При монтаже переключатели устанавливаются так, чтобы в выключенном виде клавиши находились в одном направлении. В нем присутствует и вход, и выход в количестве 2. А между тем у крестового выключателя схема и механизм переключения совсем иной. По правилам прокладывания проводки, все провода в такой электрической цепи должны быть расположены на расстоянии 15 см от потолка. Включение осветительного прибора осуществляется в том случае, когда 2 переключателя встают в одинаковое положение.
Аналогичное крепление оставшихся выходов. А два других установлены на каких-то дворовых постройках гараж, сарай, дойдя до которых можно отключить освещение. В быту используются не только понижающие, но и повышающие трансформаторы. В многоквартирных домах на три этажа.
Пример работы освещения
При включении клавиши №1, лампа горит, электричество идет по фазному проводу и обозначается буквой L, а ход тока показывает красная линия.
Повторное нажатие приводит к выключению светильника.
Рекомендация: при необходимости увеличить количество мест управления светильником добавляется желаемое количество перекрестных выключателей между лестничными.
Необходимое оборудование и материалы
Выключатели
Монтажная коробка
Электроизоляционная лента
Клеммы
Отвертки крестовые и обычные
Нож для монтажа
Бокорезы
Плоскогубцы
Ключи гаечные
Электрокабель
Если в помещение уже проведена проводка, и нужно установить дублирующие выключатели, тогда нужно сделать штробы или открытый монтаж кабелей. Для того чтобы сделать штробы понадобиться перфоратор и штроборез. Еще нужен алебастр. Он будет крепить гофтрубу. В случае открытого монтажа необходима распределительная коробка, с помощью гофтрубы она крепится на стену.
Пошаговая инструкция монтажа
Отсоединить электроэнергию в помещении.
Определить, где находятся провода, дабы не повредить их.
Прокладка электрокабелей. Лучше взять 3-х или 4-х жильный кабель. Для перекидных устройств нужен трехжильный. С помощью одной жилы будет подключаться подача фазы или лампа. Две жилы соединяются с промежуточными проводами. Для перекрестного устройства нужен четырех жильный кабель — по две жилы на каждый выключатель. Две будут вести к первому, а остальные две ко второму.
Концы всех кабелей ведутся в монтажную коробку и соединяются клеммами. А ноль идет к светильнику. Для оборудования проходного выключателя с управлением с 3х мест необходимо иметь навыки и точную схему подключения. Ее наличие дает возможность провести правильную и качественную систему освещения. А на ее основе с легкостью можно создавать более сложные схемы иллюминаций.
Видеоинструкция – Подключение проходного выключателя и управление освещением из 3х мест
⚡ Проходные выключатели позволяют управлять освещением сразу из двух и более различных мест. В статье представлена подробная схема подключения проходного выключателя, а также пошаговая фото-инструкция.
Выключатель трехклавишный проходной
Вам предлагается ознакомиться с особенностями работы проходных выключателей, основными вариантами их подключения и непосредственно инструкцией по монтажу.
Зачем нужны проходные выключатели?
Установка проходных выключателей
Чаще всего такие переключатели используются в следующих местах:
на лестницах. Можно установить выключатели на 1-м и 2-м этажах. Внизу включаем свет, поднимаемся по лестнице, вверху выключаем. Для домов высотой более двух этажей в схему можно добавлять дополнительные выключатели;
в спальнях. Устанавливаем выключатель у входа в помещение, а еще один или даже два возле кровати. Вошли в спальню, включили свет, приготовились ко сну, легли и выключили освещение прибором, установленным возле кровати;
в коридорах. Устанавливаем по выключателю в начале и в конце коридора. Заходим, включаем свет, доходим до конца, выключаем.
Список можно продолжать очень долго, ведь почти для каждой ситуации существует свой вариант применения системы проходных выключателей.
Преимущества и недостатки
Плюсы
Экономия электроэнергии;
Удобство использования в длинных коридорах, спальнях.
Минусы
Требуются навыки работы с электрикой;
Проходные выключатели намного дорожи обычных выключателей.
Схемы установки выключателей
Существует несколько вариантов подключения рассматриваемых устройств. Вашему вниманию предлагаются наиболее популярные и удачные из них.
Схема для контроля освещения из двух мест
Данная схема предназначена для управления освещением из двух мест
Система собирается из двух проходных переключателей одинарного типа.
У каждого из таких приборов есть один контакт в месте входа и пара контактов на выходе.
Цены на проходной выключатель
проходной выключатель
В ней используются 2 проходных выключателя одинарного типаВыключатель
От источника электроэнергии через коробку распределения к осветительному прибору подключается провод «ноля». Кабель фазы, также проходя через коробку, подключается на общий контакт первого переключателя. Выходные же контакты этого переключателя посредством коробки подсоединяются к выходным контактам следующего прибора.
Схема для контроля освещения из двух мест
В завершение провод от общего контакта 2-го выключателя посредством распределительной коробки подключается к осветительному прибору.
Управление несколькими группами осветительных приборов из двух мест
Управление несколькими группами осветительных приборов из двух мест
Существует вариант, позволяющий управлять из двух мест разными группами осветительных приборов. К примеру, нам нужно организовать возможность управления освещением в помещении непосредственно из самой комнаты и из примыкающего коридора. В наличии люстра на 5 лампочек. Мы можем установить систему проходных переключателей для включения и выключения двух групп лампочек в нашей люстре.
Двойной выключательДвойной выключатель
На схеме показан вариант разделения лампочек на 2 группы. В одной их 3, во второй – 2. Количество осветительных приборов в группах может меняться на усмотрение владельца.
Для обустройства такой системы также используем 2 проходных переключателя, но они должны быть двойного типа, а не одинарного, как в предыдущем варианте.
Как подключить 2 клавишный проходной выключатель
Конструкция двойного переключателя имеет 2 контакта в месте входа и 4 на выходе. В остальном порядок подсоединения остается аналогичным предыдущему способу, меняется лишь количество кабелей и контролируемых осветительных приборов.
Узнайте, как выглядит схема подключения электросчетчика, а также ознакомьтесь с пошаговой инструкцией по подключению, в нашей статье.
Контроль освещения из трех мест
Контроль освещения из трех мест
От предыдущих вариантов этот метод подключения отличается лишь тем, что в состав схемы добавляется перекрестный переключатель. У этого прибора 2 контакта в месте входа и аналогичное количество контактов на выходе.
Вы ознакомились с наиболее популярными схемами установки проходных выключателей. Однако количество таких приборов вовсе необязательно должно ограничиваться двумя либо тремя. При необходимости схему можно расширять, включая в нее необходимое число приборов. Принцип действий остается одинаковым для всех случаев: в начале и в конце цепи устанавливается по одинарному проходному переключателю с тремя контактами, а в качестве промежуточных элементов используются перекрестные приборы с четырьмя контактами.
Устанавливаем выключатели для контроля освещения из трех разных мест
Если с обустройством системы для контроля освещения из двух разных мест обычно не возникает никаких проблем, т.к. схема имеет простейший вид, то монтаж трех выключателей может вызвать определенные затруднения у неподготовленного монтажника.
Мы рассмотрим порядок установки системы из двух проходных и одного перекрестного переключателя. По аналогии вы сможете собрать цепь из большего количества приборов.
Прежде чем приступать к выполнению каких-либо дальнейших работ, отключите подачу электричества.
Отключаем электричество
Для этого найдите во внутридомовом электрощите либо же в щите на площадке (для владельцев квартир) соответствующий выключатель. Дополнительно убедитесь в отсутствии напряжения в проводах выключателя при помощи специальной индикаторной отвертки. Также выполните аналогичную проверку в местах монтажа приборов.
Схема
Набор для работы
Набор инструментов
Плоская и крестовая отвертки.
Инструмент для снятия изоляции с проводов. Можно заменить обычным ножом.
Бокорезы либо пассатижи.
Уровень.
Индикаторная отвертка.
Перфоратор.
Рулетка.
Проходные выключатели
Подготовка штроб и ниш
Чтобы установить выключатели, мы должны предварительно подготовить в стене штробы для прокладки электрокабелей, запитать провода и дотянуть их до мест размещения устанавливаемых приборов.
Цены на выключатели Legrand
выключатель Legrand
Подготовка штроб и ниш
Для штробления бетонных стен удобнее всего использовать перфоратор. Если перегородки изготовлены из известняка, углубления лучше делать при помощи долота, т.к. в подобном материале от перфоратора останется слишком широкая и глубокая штроба, что сделает фиксацию провода затруднительной и потребует большего расхода цемента либо штукатурки в дальнейшем.
Схема подключения проходного выключателя для управления освещением из 4-х мест
Для штробления стен из кирпича перфоратор использовать не рекомендуется – можно расколоть кладку. В подобной ситуации единственным безопасным решением является укладка кабелей в предварительно приспособленные для этого швы между элементами кладки.
Деревянные стены не штробятся – провода прокладываются в специальных защитных коробах. Чаще всего кабель протягивается под плинтусом и выводится прямо под местом установки выключателя.
Первый шаг. Работу начинаем с подключения проводов к электрощитку. Никаких сложностей на этом этапе возникнуть не должно – современные устройства позволяют заводить сразу до 8 и более проводов.
Мнение эксперта:
Масальский А.В.
Редактор категории «строительство» на портале Stroyday.ru. Специалист по инженерным системам и водоотведению.
Задать вопрос эксперту
Предварительно нужно определить оптимальное сечение кабеля. Отечественные электросети вряд ли можно назвать стабильными. Сила тока в них постоянно скачет, а в моменты перенагрузки и вовсе возрастает до опасных значений. Чтобы избежать проблем с проводкой, используем медные провода сечением от 2,5 мм2.
Второй шаг. Выбираем удобную высоту установки выключателей. В этом моменте ориентируемся полностью на свои предпочтения.
Третий шаг. Определившись с высотой установки выключателей, приступаем к штроблению. По ширине и глубине штробы делаем в 1,5 раза больше диаметра провода.
Важный момент! Провода подводятся к выключателям снизу, поэтому штробу обустраиваем на 5-10 см ниже точек установки выключателей. Это требование актуально чисто с практической стороны, т.к. в подобных условиях работать с кабелями проще и удобнее.
Четвертый шаг. Укладываем провода в штробы. Фиксируем элементы проводки маленькими гвоздями. Вбиваем гвозди в стену так, чтобы они подпирали кабель и не давали ему выпасть. Перед креплением проводов нам нужно завести их под выключатель (установочную коробку). Этот момент рассмотрим в основном разделе инструкции. Штробы заштукатурим уже после установки всех выключателей, убедившись в работоспособности системы.
Ном. ток, А
Сечение кабеля, мм2
Допустимый ток кабеля, А
Наружный диаметр кабеля, мм
16
2х1,5
20
13
16
3х1,5
18
13,6
40
2х2,5
27
14,6
40
3х4
32
17,6
63
1х10
75
13,2
63
2х10
60
21,6
63
3х16
70
24,9
100, 160
1х16
100
14,2
100, 160
2х25
100
27
100, 160
3х25
118
31,2
Пятый шаг. Делаем отверстия для установки выключателей по размерам используемых приборов.
Переходим к основному этапу работы.
Устанавливаем выключатели
Схема подключения двух проходных и одного перекрестного выключателя
Первый шаг. Заводим провода из распределительной коробки под выключатель. Обрезаем кабели так, чтобы в монтажной коробке осталось примерно 100 мм их длины. В этом нам помогут бокорезы или пассатижи. С концов проводов снимаем примерно 1-1,5 см изоляции.
Второй шаг. Устанавливаем проходной переключатель. Кабель фазы (в нашем примере он белый) подключаем к клемме с меткой в виде буквы L. Остальные два кабеля подключаем к клеммам, маркированным стрелками.
Установка проходного выключателя
В вашем случае цвет кабелей может отличаться. Не знаете, как выполнена прокладка и соединение проводов в распределительной коробке? Тогда сделайте следующее. Отключите электричество и найдите фазу. Вам поможет индикаторная отвертка. Фазой является кабель под напряжением. Именно его и подключайте к клемме с буквой L, а остальные провода произвольно соединяем с клеммами, маркированными стрелками.
Третий шаг. Выполняем установку перекрестного переключателя. К нему подводится 4 провода. У нас это пара кабелей, каждый из которых имеет жилы голубого и белого цвета.
Подключаем перекрестный переключатель
Разбираемся в порядке маркировки клемм на переключателе. Вверху мы видим пару стрелок, направленных «внутрь» прибора, в низу же они устремляются «от» него.
К клеммам вверху мы подсоединяем первую пару кабелей от установленного ранее проходного выключателя. Остальные два кабеля подключаем на клеммы внизу.
Чтобы найти кабели под напряжением, мы включаем электричество и поочередно находим фазы. Сначала определяем первую, меняя для этого положение клавиши первого проходного выключателя. Следующую фазу находим на кабелях перекрестного переключателя. Далее нам остается лишь подключить оставшиеся жилы к клеммам внизу.
Четвертый шаг. Приступаем к подсоединению последнего переключателя. Нам нужно найти в нем кабели, через которые идет напряжение от перекрестного переключателя. У нас эти кабели имеют голубой и желтый цвет. Подсоединяем их к клеммам, маркированным стрелкам. Остается белый кабель. Его подключаем к клемме, маркированной буквой L.
Цены на двухклавишные выключатели
двухклавишные выключатели
Переходим к последнему в схеме переключателю
Порядок определения кабелей под напряжением нам уже известен. В случае со вторым переключателем нам нужно подсоединить к L-клемме провод, на котором не будет напряжения.
Пятый шаг. Осторожно вставляем механизмы приборов в монтажные коробки. Провода аккуратно подгибаем к основанию. Закрепляем устройства. В этом нам помогут крепежи в монтажной коробке или же «лапки» зажима механизмов.
Аккуратно устанавливаем механизмы переключателей в установочные коробки
Шестой шаг. Прикладываем рамку каждого выключателя и закрепляем ее застежкой из комплекта.
Прикладываем рамку каждого выключателя и закрепляем ее застежкой из комплекта
Седьмой шаг. Монтируем клавиши переключателей.
Монтируем клавиши переключателей
В завершение нам остается соединить осветительные приборы с проводами, идущими из распределительных коробок, проверить правильность работы системы и заделать штробы.
Автор Светозар Тюменский На чтение 2 мин. Просмотров 26.2k. Опубликовано
Обновлено
Проходной выключатель (он-же перекидной, дублирующий или переключатель) внешне мало чем отличается от обычного выключателя – это большее количество контактов. Одноклавишный проходной выключатель (переключатель) имеет 3 контакта, двойной (двухклавишный) – 6, который состоит из двух независимых одноклавишных переключателей.
В отличие от обычного выключателя, контакт которого просто разрывает цепь, контакты проходного выключателя (переключателя) при нажатии на клавишу перекидываются на другие контакты, создавая новую цепь (см. схему подключения). Именно поэтому проходные выключатели часто называют перекидными.
Эта особенность проходных выключателей позволяет использовать их для управления одним источником освещения с разных (2х и более) мест. Пример: зайдя в квартиру (дом) включили свет нажав клавишу проходного выключателя, установленного у двери, разулись, разделись, прошли по коридору, в конце которого установлен второй – выключили; или в спальне, установив проходные выключатели у входа и возле кровати (на расстоянии вытянутой руки).
Кроме очевидных удобств, применение переключателей позволяет существенно сэкономить электроэнергию.
Монтаж проходного выключателя ничем не отличается от монтажа обычного выключателя. Пожалуй, единственное различие состоит в том, что для обвязки переключателя требуется больше проводов: для одноклавишного – 3 , для двухклавишного – 6.
Схема подключения двух проходных выключателей (1 и 2):
Схема подключения проходного выключателя
Как подключить проходной выключатель Схема подключения
Схема подключения проходного выключателя с трёх мест
Схема подключения трехпозиционного переключателя
По коду количество проводов, разрешенных в коробке, ограничено в зависимости от размера коробки и калибра провода. Рассчитайте общее количество проводов, разрешенных в коробке, прежде чем добавлять новую проводку и т. Д. Перед началом электромонтажных работ ознакомьтесь с местными нормативными актами и требованиями разрешений. Пользователь этой информации несет ответственность за соблюдение всех применимых норм и передовых методов при выполнении электромонтажных работ. Если пользователь не может самостоятельно выполнить электромонтажные работы, следует проконсультироваться с квалифицированным электриком.Как читать эти диаграммы
Трехпозиционные переключатели позволяют управлять осветительной арматурой из двух разных мест, обычно они используются наверху и внизу лестничного марша или на двух разных входах в комнату. На этой странице представлены несколько схем подключения, которые можно использовать для отображения цепей трехстороннего освещения в зависимости от расположения источника по отношению к переключателям и источникам света. Также включены схемы трехпозиционных диммеров, трехпозиционного переключателя потолочного вентилятора и устройства переключаемой розетки из двух мест.Дополнительные сведения об этих схемах и советы по устранению неполадок см. Ниже.
Схема подключения
Трехпозиционный переключатель с подсветкой на конце
На этой схеме источник электричества находится у первого переключателя, а лампочка расположена в конце цепи. Трехжильный кабель проходит между переключателями, а двухжильный кабель идет к свету. Черный и красный провода между SW1 и SW2 подключены к клеммам бегунка. Горячий источник подключается к общему выводу на SW1, а общий вывод на SW2 подключается к горячему выводу на лампе.
Подключение трехпозиционного переключателя со средней подсветкой
Источник в этой цепи находится на первом переключателе, а осветительная арматура расположена между SW1 и SW2. Между каждым переключателем и осветительной арматурой проложен трехжильный кабель. Провод горячего источника подключается к общей клемме SW1. Общая клемма на SW2 подключена к горячей клемме на лампе. Путевые провода соединены в монтажной коробке и проходят между клеммами бегунов на переключателях, они не подключены к свету.
Подключение 3-позиционного переключателя с первым светом
На этой схеме источник цепи находится в осветительной арматуре, а два переключателя идут после. Двухжильный кабель проходит от источника света к SW1, а трехжильный кабель проходит между SW1 и SW2. Провод горячего источника соединен в световом коробе с белым кабельным проводом, идущим к первой распределительной коробке. Там он соединяется с черным проводом, идущим ко второй распределительной коробке, который затем подключается к общей клемме на SW2. Когда белый провод используется для подобного нагрева, он помечается черной лентой или краской на концах, чтобы идентифицировать его как горячий.
Вернувшись к осветительной арматуре, горячая клемма на лампе подключается к черному проводу, идущему к общей клемме на SW1. В SW1 красный и белый провода, идущие к SW2, используются в качестве переходных клемм между двумя переключателями. Опять же, белый провод отмечен черным на концах, чтобы идентифицировать его как горячий.
Источник электропроводки трехпозиционного переключателя в середине
В этой конфигурации источник схемы находится в осветительной арматуре, которая расположена в середине схемы.3-проводной кабель идет к переключателям на каждой стороне светильника. На индикаторе горячий провод источника соединен с черным проводом, идущим к общей клемме SW2. Горячая клемма на осветительной арматуре подключена к черному проводу, идущему к общей клемме на SW1. Красный и белый провода кабеля соединены в монтажной коробке и идут к клеммам бегунка на обоих переключателях. Они не подключаются к светильнику. Белый провод имеет черную маркировку на обоих концах, чтобы идентифицировать его как горячий.
Следующие 3 схемы показывают проводку специально сделанного диммера, который можно использовать в этих схемах вместо одного из трехпозиционных переключателей или обоих.Такое расположение позволяет опускать фары по трехсторонней схеме. После того, как уровень освещения будет установлен на одном диммере, другой переключатель выключит и включит свет на этом уровне. Это устройство можно использовать вместо любого из трехпозиционных переключателей в этих схемах, а также для уменьшения яркости света в схеме четырехпозиционного переключателя, как показано по этой ссылке.
У трехпозиционного диммера вместо клемм из корпуса выходят 4 провода: общий, два ходовых и один заземляющий. Общий провод обычно черный, а путешественники красные.В любом случае бегущие провода будут одного цвета, чтобы отличать их от обычного провода.
В этой схеме источник горячего подключения подключен к общей клемме трехпозиционного переключателя в первой коробке. Оттуда 3-проводной кабель идет к диммеру во второй коробке, а 2-проводный кабель идет от диммера к свету в конце цепи.
Нейтраль источника соединяется с осветительной арматурой с помощью белых проводов кабеля в каждой коробке. Черные и красные провода, идущие между переключателями, соединяют путешественников.В диммере черный провод подключается к общему проводу, а другой конец — к горячему выводу на светильник.
Эта схема такая же, как и предыдущая, но диммер идет первым в цепи. Эта компоновка предоставляется для удобства при работе со схемой, включенной в эту компоновку.
На этой схеме источник находится в середине цепи вместе с переключателем яркости. От диммера 3-проводной кабель идет к другому переключателю, а 2-проводный кабель — к осветительной арматуре.Горячий провод источника подключается к общему проводу диммера, а нейтраль подключается к осветительной арматуре.
На трехпозиционном переключателе белый провод кабеля помечен черным цветом и подключен к общей клемме. На другом конце белый провод снова помечен черным и соединен с черным проводом, идущим к горячему выводу на фонаре. Черный и красный провода, проходящие между переключателями, соединяют путешественников вместе.
В этой схеме используются два трехпозиционных регулятора яркости, позволяющие уменьшить свет в обоих местах.Трехжильный провод проходит между переключателями, а двухжильный кабель идет от второго диммера к свету.
Общий на первом диммере подключается к проводу горячего источника, а общий на втором подключается к проводу, идущему к горячему выводу на лампе. Нейтраль источника подводится к осветительной арматуре с помощью стыка в каждой распределительной коробке. Черный и красный провода, проходящие между переключателями, используются для соединения путешественников вместе.
Здесь потолочный вентилятор со световым комплектом управляется двумя 3-х позиционными переключателями.Это то же самое расположение, что и на второй схеме на этой странице с вентилятором вместо осветительной арматуры. В этой проводке источник находится на SW1, а 3-проводный кабель проходит между каждым переключателем и потолочным вентилятором.
Горячий от источника подключается к общему проводу на SW1, а нейтраль соединяется с потолочной коробкой с помощью белого провода кабеля. Черный и красный кабельные провода подключены к клеммам бегунка, а у вентилятора они соединены с черными и белыми проводами, идущими к SW2.Белый провод помечен черной лентой на обоих концах, чтобы определить, что он горячий. В потолочной коробке провода для вентилятора и освещения соединены с черным проводом, идущим к SW2. При таком расположении переключатели управляют питанием потолочной коробки, а тяговая цепь используется для управления скоростью вентилятора. Дополнительные схемы подключения потолочного вентилятора можно найти по этой ссылке.
Схема подключения трехпозиционной розетки
На этой схеме показана схема подключения трехпозиционной розетки. С помощью этой проводки розеткой можно управлять из двух мест.
Источник находится на SW1, и между всеми устройствами проложен трехжильный кабель. Горячий провод от источника подключается к общей клемме на SW1, а нейтральный провод соединяется с нейтралью на розетке с помощью белого провода кабеля. Черный и красный кабельные провода подключаются к клеммам бегунка на SW1, а в розетке они соединяются с красным и белым проводами, идущими к клеммам бегунка на SW2. Белый провод помечен черной лентой на обоих концах, чтобы определить, что он горячий.Горячая клемма на розетке подключена к черному проводу, идущему к SW2, где он подключен к общей клемме. Дополнительные электрические схемы коммутируемых розеток см. По этой ссылке.
Схема добавления розетки в трехходовой контур
Здесь к трехпозиционной цепи перед первым переключателем добавляется розетка. Он не управляется переключателями, но всегда горячий. Горячий источник, нейтраль и земля подключены к двухжильному кабелю, идущему к новой розетке. Затем трехпозиционные переключатели и свет подключаются обычным образом: общий на SW2 соединяется с источником, а общий на SW1 соединяется с горячим выводом на осветительной арматуре.Дополнительные схемы для добавления розетки к существующей цепи см. По этой ссылке.
Как работают трехпозиционные переключатели
Трехпозиционные переключатели имеют 3 клеммы для подачи электроэнергии цепи и одну клемму для заземляющего провода. Из трех клемм цепи один называется общим, а два других — «путешественниками». Общий терминал может быть помечен и обычно имеет другой цвет, чем терминалы путешественника. В зависимости от производителя, путешественники могут находиться на противоположных сторонах устройства или два терминала могут находиться на одной стороне.В любом случае, общий терминал чем-то будет отличаться от путешественников.
Общие клеммы всегда будут подключены к горячему проводу либо от источника, либо от осветительной арматуры. Эти соединения можно поменять местами, если это более удобно, пока одна из трех общих клемм подключается к горячему источнику, а другая — к горячему на нагрузке, эти схемы будут работать правильно. Терминалы путешественника всегда будут подключены от переключателя к переключателю. Путешественники никогда не подключаются к нагрузке устройства или к проводу источника.Неважно, какой контактный терминал используется для какого дорожного провода, реверсирование их не имеет значения.
Поиск и устранение неисправностей в цепях 3-ходового переключателя
Наиболее вероятная причина отказа цепи — это ошибка в монтажной схеме. Убедитесь, что схема подключена правильно. Убедитесь, что горячий источник подключен к одной общей клемме, а горячий светильник подключен к другой общей клемме. Точно так же убедитесь, что контактные клеммы подключены только между переключателями, а не с горячими проводами или нагрузкой.Кроме того, убедитесь, что нейтраль от источника подключена к клемме нейтрали на нагрузке и больше нигде. Нейтральный провод не будет подключен к трехпозиционному переключателю стандарта , хотя некоторые интеллектуальные переключатели и таймеры могут использовать нейтральный провод для управления устройством. Если вы считаете, что все подключено правильно, а свет по-прежнему не работает, вы можете проверить переключатели, используя следующую процедуру.
Если у вас есть переключатели, которые перестают работать, они могут быть изношены или винты клемм со временем ослабнут.Выключив питание и вынув устройство из розетки, проверьте надежность затяжки всех соединений с помощью отвертки. Если соединения выполняются с помощью зажимов, а не винтов, крепко потяните за провода, чтобы убедиться, что все они затянуты.
Если у вас старый или новый коммутатор, который, по вашему мнению, был подключен правильно, а цепь по-прежнему не работает, возможно, коммутатор неисправен. В этих случаях вы можете протестировать внутреннюю функциональность с помощью простой процедуры. Выключите питание и выньте выключатель из цепи, отсоединив провода.Используйте тестер целостности или мультиметр с настройкой сопротивления, чтобы определить, правильно ли он проводит электричество.
Для проверки трехпозиционного переключателя подключите один измерительный щуп к общей клемме, а другой — к одному из переходников. Поверните тумблер в одну сторону, а затем в другую. Если измеритель показывает непрерывность с переключателем в одном направлении, а не в другом, переместите зонд с этого путевого терминала на другой и повторите попытку. Если вы обнаружите, что второй путешественник показывает непрерывность с переключателем в одном направлении, а не в другом, переключатель, вероятно, работает правильно.Если, однако, вы не обнаружите непрерывности или постоянной непрерывности независимо от того, где находится датчик или как вы переключаете тумблер, вероятно, переключатель неисправен и его следует заменить. Одно замечание об этом тесте: если вы имеете дело с интеллектуальным электронным переключателем или таймером, эта процедура не будет работать для проверки функции переключателя.
Еще подобное на Do-It-Yourself-Help.com
Подключение 3-позиционного переключателя
Подключение 3-позиционного переключателя
Как подключить 3-позиционный переключатель.Подключение 3-позиционного переключателя немного сложнее, чем подключение 2-х позиционного переключателя . Прежде всего, нам нужно немного изучить базовую терминологию, касающуюся коммутаторов.
Перейдите на страницу «Терминология коммутатора », где я обсуждаю термины, используемые для различных типов домашних электрических переключателей. Это также должно помочь понять функции каждого типа переключателя.
При подключении цепи трехпозиционного переключателя мы просто контролировали поток мощности (выключение / включение) на нагрузку (свет, лампу, розетку, потолочный вентилятор и т. Д.)..) из 2 разных мест. пара примеров:
В каждом конце коридора.
Наверху и внизу лестницы
Каждый трехпозиционный переключатель в этих примерах управляет источником питания для одной и той же нагрузки.
При подключении схемы 3-ходового переключателя мы будем использовать 3-проводной кабель , известный как romex, идущий от источника (например, коробки выключателя). Затем 4-проводный кабель проходит между двумя трехполюсными переключателями, а затем 3-проводный кабель, идущий от переключателей к нагрузке.Трехжильный кабель состоит из черного, белого и неизолированного медных проводов, в то время как четырехжильный кабель имеет дополнительный красный провод, который также является горячим. См. Ниже ..
3-проводной кабель
Черный провод = питание или горячий провод Белый провод = нейтраль Голая медь = земля
4-проводной кабель
Красный провод = питание или горячий провод Черный провод = Питание или Горячий провод Белый провод = Нейтраль Голая медь = Земля
При подключении схемы трехпозиционного переключателя все, что мы хотим сделать, это управлять черным проводом (горячим проводом), чтобы включать и выключать загрузка из 2-х разных мест.Приведенная ниже диаграмма поможет вам лучше понять, как устроена эта схема.
Обратите внимание, что в первую коробку входит трехжильный кабель, затем четырехжильный кабель, идущий от левой коробки к правой коробке, затем трехжильный кабель, идущий от правой коробки к нагрузке. Теперь что касается проводки, предположим, что вы смотрите на переключатель так, как он показывает.
Левая коробка: Нижний левый винт является общим и принимает черный провод от источника (3-проводный).Верхний левый винт получает черный провод от правой коробки (4-х проводной). Верхний правый винт получает красный провод от правой коробки (4-х проводный). Белые провода стянуть проволочной гайкой. Оголенные медные провода стягивают проволочной гайкой. Обязательно прикрепите к зеленому винту переключателя неизолированный медный провод.
Правая коробка: Нижний левый винт является общим и принимает черный провод от нагрузки (3-х проводный). Верхний левый винт получает красный провод от левой коробки (4-проводной).Правый верхний винт получает черный провод от левого ящика (4-х проводный). Белые провода стянуть проволочной гайкой. Оголенные медные провода стягивают проволочной гайкой. Обязательно прикрепите к зеленому винту переключателя неизолированный медный провод.
Приведенная ниже диаграмма даст вам хорошее представление о том, что выполняет эта схема.
Следуйте за указателем мыши, пока мы проходим через это. Источник питания (черный провод) идет слева. Он соединяется с общим на левом переключателе.Когда левый переключатель включен, он подключается к верхней цепи, и теперь цепь разомкнута на правом переключателе, который выключает свет. Переключите правый переключатель, и он подключается к верхней цепи, а теперь закрывает путь, снова включает свет и так далее. Поздравляю! по разводке 3-х ходовой цепи.
На мой взгляд, электромонтаж — это одно, но взглянуть на схему, подобную приведенной выше, и понять ее принцип — это ключ к самостоятельной домашней проводке.
Если вы просто заменяете трехпозиционный переключатель, на приведенных ниже схемах будут показаны различные сценарии возможного подключения вашей цепи.
Ваша ситуация похожа на любую из следующих диаграмм? Выключатель питания-Светильник
Power-Light-Switch-Switch Выключатель освещения
Выключатель света / выключатель питания
Что общего в схемах выше и с любой схемой 3-ходового переключателя, так это то, что горячий провод питания, входящий в цепь, всегда будет идти к общей клемме первого переключателя. Горячий провод от света всегда идет к общей клемме второго переключателя.Провода бегунка идут от переключателя к переключателю, подключенному к разъему бегунка, неважно какой. Если вы помните об этом, трехходовая схема становится действительно упрощенной. И, конечно же, нейтраль всегда будет идти прямо на нагрузку.
Позвольте Тиму Картеру с сайта AskTheBuilder.com показать вам отличных советов по установке и подключению трехпозиционного переключателя.
Как подключить сквозной коммутатор. Настройка одноклавишного переключателя
Переключатель прохода значительно расширяет возможности пользователя по управлению осветительными приборами.Конструкция и схема подключения сквозного выключателя. Вы можете управлять одним осветительным прибором или группой светильников из нескольких мест. Это широко применяется в зданиях, отдельных помещениях и сооружениях различного назначения с большими площадями.
Использование проходных выключателей в доме
Проложив переключатели на разных концах стадиона, концертного зала или других обширных объектов, можно включить все освещение на входе. При необходимости покинуть конструкцию с противоположной стороны, не нужно возвращаться к выключателю, которым был включен свет — на другом выходе такой же проходной выключатель.Электрические цепи С помощью сквозных переключателей вы можете управлять освещением из нескольких разных мест.
Такие схемы подключения очень удобно использовать в подземных переходах, тоннелях, а чаще всего схемы с проходными выключателями применяют в частных домах и на лестничных клетках в подъездах многоэтажных домов.
Устройство и принцип действия
Переключатель байпаса по внешнему виду не отличается от обычных изделий. Существенное отличие заключается в конструкции контактной группы, которая спрятана внутри корпуса.Простой выключатель замыкается и размыкает электрическую цепь на одном проводе. Схема подключения сквозного переключателя при изменении положения клавиш размыкает одну цепь и сразу замыкает другую. Принцип переключения контактов схемы гарантирует, что переключатели работают попарно для управления одним и тем же источником света. По техническому решению такой элемент в схеме правильнее было бы называть не выключателем, а выключателем. Профессиональная терминология уже сформирована, и изменения могут только внести большую путаницу, поэтому все остается как есть.
При переключении контактов сквозного переключателя одна часть цепи освещения размыкается, а другая замыкается. Схема переключателя проводки изменена так, чтобы любой из переключателей был готов включить или выключить свет. Выключатель можно использовать только вместе с другим. На практике существует возможность подключения схемы выключателя к схеме, чтобы она работала максимально просто, но тогда теряется смысл всех элементов ее конструкции.
Виды
Как и обычные выключатели, проходные каналы делятся по типу проводки: для внешней проводки, для скрытой проводки.
По конструкции контактных клемм: клеммы с винтовыми клеммами, зажимные пружинные клеммы.
По количеству ключей:
одноклавишный;
двухклавишный;
трехклавишный.
У них все как у обычных выключателей, разница в конструкции и работе контактной группы. Принцип одноклавишного сквозного переключателя заключается в переключении входного контакта на один из двух выходов. Двухклавишные проходные переключатели, как и трехклавишные, в своем корпусе содержат 2 или 3 исполнения одноклавишного переключателя контактной группы.
Подключить шлейфовый переключатель несложно, все можно сделать самостоятельно. Меняем количество контактов, ключей, размер переключателей, принцип работы остается один.
Схема устройства одно-, двух- и трехпозиционного переключателя
одноклавишный переключатель имеет одну входную клемму и два выхода;
двойной переключатель — два входа и четыре выхода;
Трехклавишный переключатель
— три входных и шесть выходных клемм.
Управление освещением 2-х местное
Одним осветительным прибором или группой светильников можно управлять из двух мест: это может быть бра в коридоре или фонарные столбы вдоль садовой дорожки. Для подключения сквозного переключателя необходимо будет использовать обычную схему, точнее с двумя сквозными одноклавишными переключателями, потому что они работают только попарно. На этом примере проще всего понять, как работают переключатели контура. На рисунке ниже показано, как подключить проходной переключатель к цепи.
Схема включения сквозных выключателей
Фаза от сети 220 В подключена к входной клемме одного из проходных переключателей, ее клеммы на выходе подключены к выходам второго. Остается свободная входная клемма второго переключателя, он подключен к осветительному прибору. Второй контакт осветительного прибора подключается к нулевой проводной сети. На схеме видно, что лампа находится в выключенном состоянии, при изменении положения контактной группы любого переключателя на нее подается ток.Следующее включение одного из двух переключателей отключает цепь, лампа гаснет.
Ближе к реальным условиям на схеме подключения показано отключение кабеля и проводки в распределительной коробке. Согласно требованиям Электротехнического кодекса (Правила устройства электроустановок) в этом случае используется кабель с тремя медными жилами:
красный — фаза;
синий — 0;
желто-зеленый — провод заземления.
Отключение кабелей и проводов в распределительной коробке
Схема разделена на четыре участка цепочки:
кабель от источника питания 220 В: от защитного устройства в распределительном щите до коробки;
кабель от одного проходного переключателя до распределительной коробки;
кабель от другого сквозного переключателя к распределительной коробке;
кабель от осветительного прибора до распределительной коробки.
В коробку вложено четыре кабеля.
Требования к цвету проводов по функциональному назначению полностью выполняются только в двух участках. От распределительного щита и светильника до коробки при размыкании контактов проходных выключателей они частично выполняются. Допускается использование проводов любого цвета. Если запутались, проверьте мультиметром в режиме прозвонки или другим измерителем. Фазный (красный) провод необходимо подключить к входным контактам переключателей.
Для управления двумя группами освещения используется схема для подключения двухканального сквозного переключателя. Если человек поймет, как подключать одноклавишные сквозные переключатели, он разберется, как подключить тройной переключатель.
Для управления освещением с трех мест требуется перекидной переключатель. Вы можете установить его в любом удобном месте. В схеме перекрестный переключатель включен между обычными проходными переключателями.Их можно использовать на лестничных маршах, для освещения дворов и других объектов по желанию заказчика.
Перекрестный переключатель несложно сделать своими руками, для этого нужно немного переделать двухклавишный проходной переключатель. На выходные контакты ставятся две перемычки, а две клавиши объединены в одну, можно просто приклеить одну к другой. Приклеивать нужно так, чтобы крепежные отверстия на клавишах совпадали со штифтами на переключателе. Зазор между клавишами можно компенсировать прокладкой из картона, к которой с двух сторон необходимо приклеить пластиковые планки.
В магазинах есть готовая продукция, велосипед не изобретать, просто купи и поставь.
Схема управления освещением 3 места
На схемах А1 и А2 (ниже) показаны разные варианты подключения, но функциональность остается прежней — соблюдается принцип парных переполнений.
Варианты подключения кросс-переключателя
В тех случаях, когда элементом освещения является большая люстра с двумя группами лампочек или всего двумя рядами бра вдоль длинного коридора, следует использовать двухклавишные проходы и перекрестные выключатели.Схема немного сложнее, но видно, что работает тот же принцип переворота контактов. Когда источник света выключается одним из переключателей, контакты замыкают цепи других переключателей.
Схема находится в таком состоянии, что при нажатии любой клавиши этой группы ламп ток проходит на контакты лампы. На основе этих схем можно производить управление освещением из четырех и более мест, вставляя дополнительные перекрестные переключатели.
Схема подключения четырех переключателей
Пример использования
Для ситуации, когда нужно пройти в дом в темном дворе, идеально подойдет схема с двухпозиционными переключателями.В частном доме несложно реализовать этот проект своими руками. В коридоре рядом с распределительным щитом необходимо установить распределительную коробку и один проходной выключатель. Второй — необходимо поставить с внутренней стороны на забор возле ворот, в качестве осветительных приборов можно использовать фонарные столбы, установленные вдоль дорожки. В крупных магазинах электротехники есть множество вариантов с оригинальной декоративной отделкой.
Подключение должно быть выполнено, как описано выше. Кабель от выключателя и между столбами рекомендуется прокладывать под землей в пластиковых трубах.Закапывать глубоко не нужно, 30-40 см для защиты от механических повреждений будет достаточно. Учитывать глубину промерзания в каждом регионе нет смысла, это не водопровод, медные провода не промерзнут.
Как подключиться. Видео
Как подключить переключатель пропуска по всем правилам можно узнать из этого видео.
Изучив принципы работы схемы с двумя однокнопочными переключателями и собрав своими руками, можно приступать к установке более сложных схем с двухклавишными переключателями в трех местах или трехклавишными — в двух. места, если необходимо.
Схема подключения выключателя , многие относятся к разряду электриков по высшему пилотажу.
На самом деле любому, кто желает провести его установку от начала до конца, для этого достаточно иметь под рукой только наглядный образец и
подробное руководство. Это руководство, изложенное в этой статье. Для того, чтобы понять, как устроена и выполнена схема подключения выключателя , рассмотрим подробно ее монтаж от самого начала и до конца.
Принцип выключателя основан на возможности управлять включением и выключением освещения одной комнаты из двух разных мест. Приведем пример, это может быть какая-то большая проходная комната, входя в нее, вы включаете свет одним выключателем, проходите через него и на выходе выключаете свет вторым выключателем или наоборот. Из этого примера мы узнали, что сквозной переключатель, вопреки многим заблуждениям, не может работать с одним механизмом, их в цепи должно быть как минимум два.
Приступим к изучению материала по данному вопросу.
Монтируем провода и установочные элементы схемы
Установка
начинается с распределительной коробки, в ней мы скоро соберем все провода по порядку, а потом произведем их подключение.
Нам понадобится питание, которое по проводам и устройству защиты будет подавать электрический ток в распределительную коробку. Любая электрическая цепь должна быть защищена от токов короткого замыкания. Также должна быть возможность включать или отключать подачу электричества в цепь.В нашем примере все эти функции выполняет одно устройство — двухполюсный автоматический выключатель.
На нем уже есть напряжение, так что запитать нашу распределительную коробку несложно. Для этого проложите провод от автоматического выключателя до распределительной коробки.
Запасной провод для подключения лучше оставить с запасом 10-15 сантиметров, так будет удобнее подключать провода и подключать оборудование.
Далее нам понадобятся два подрозетника (монтажные чашки), в которые мы будем устанавливать переключатели.
Теперь проложите провод от первой монтажной чашки к распределительной коробке.
Потом со второго.
Последней необходимой деталью схемы является осветительный элемент (лампа, люстра, бра), который будет включаться и выключаться из разных мест с помощью наших выключателей. В нашем примере мы используем для этого обычный патрон с лампочкой, он может максимально наглядно продемонстрировать работу освещения в цепочке. Подключаем провод для дальнейшего подключения осветительного элемента.
Все элементы подготовлены, приступаем к их подключению.
Подключение элементов принципиальной схемы
Продолжаем разбирать тему подключения схемы проходного переключателя. На этом этапе нам необходимо соединить элементы схемы.
Сюда входят:
выключатель
Проходной выключатель
— 2 шт.
лампа
Начнем с подключения к биполярному выключателю проводов, идущих к распределительной коробке.Подготовить провода, снять внешнюю изоляцию.
Отмеряем необходимое количество проводов для подключения, зачищаем провода и подключаем. Более подробно рассмотрено подключение двухполюсного автомата.
Перед проведением работ по подключению проводов к токоведущим контактам и клеммам, во избежание поражения электрическим током отключите полное электроснабжение квартиры. Убеждаемся в отсутствии напряжения, с помощью и только после этого приступаем к работе.
Обратите внимание на цвет проводов, синий ноль, белая фаза. Сверху и снизу машина должна совпадать. Провод заземления желтый с зеленой полосой, в нашем примере мы его не используем, изолируем и откладываем в сторону.
Наши выключатели имеют вставные контакты, для их подключения понадобится 1 сантиметр зачищенного провода на каждый провод. На тыльной стороне переключателя, как правило, есть схема подключения проводов. Стрелка вверху указывает соответствующий или отходящий контакт фазного провода, а стрелки ниже — контакты, на которых фаза будет переключать два отходящих провода.
В нашем примере фаза белая. Подключаем его к верхнему подходящему (исходящему) контакту. Синий и желтый с зеленой полосой подключаются к переключающим контактам, какой из них подключать не важно.
Установите его в банку (монтажную чашку).
Второй сквозной переключатель подключается так же, как и первый.
Установлено
Коммутаторы. Теперь перейдем к подключению электрического патрона.Просто очистите провода и подключите. Провод заземления, желтый с зеленой полосой не используется, изолируем изолентой и убираем в сторону. Как вариант, его можно использовать в качестве заземления корпуса светильника, если он металлический, особенно в помещениях с повышенной влажностью.
Все элементы готовы и подключены.
Подключение проводов в цепи выключателя
В нашей коробке четыре провода, пройдемся еще раз:
Фонарь (лампочка с патроном).
Начнем с обрезки питающего провода и провода идущего к лампочке, снимаем внешнюю изоляцию.
Заземлители желтого цвета с зелеными полосами нам не нужны, поэтому сразу изолируйте их изолентой.
Все остальные провода зачищаем, снимаем слой изоляции, оголенная жила должна быть 3,5-4 сантиметра.
Убираем лишние провода внутри распределительной коробки, чтобы они нам не мешали.
Соединяем между собой, скручивая, два синих провода.
Теперь подготовим провода, идущие к переключателю 1 и 2. Снимаем внешнюю изоляцию.
Здесь нам понадобятся все три жилы каждого провода. Убираем по 3,5-4 сантиметра.
Подключаем провод питания белой фазы к одному из проводов белой фазы переключателя.В качестве переключателя 1 можно использовать любой белый провод, 2 не имеет значения.
Второй оставшийся белый фазовый провод переключателя подключается к белой лампе фазного освещения.
Теперь подключаем коммутационные провода, по ним туда пойдет фаза. Скрутите два желтых провода.
Цепь выключателя готова.
Проверить работу
Вкручиваем лампочку в патрон.
Подаем напряжение на выключатель. Включаем (поднимаем рычаг вверх), на цепь подается напряжение.
Включите первый сквозной выключатель, электрическая схема введена в действие, свет горит, выключите выключатель, два индикатора погаснут. Попробуй наоборот. Все работает. Хочу обратить ваше внимание, что в отличие от которого есть правило настройки верха и низа, на переключателях такой разницы нет.Его можно включить или выключить в любом положении.
Отключаем электричество. Для этого достаточно перевести предохранительный выключатель в нижнее положение. Убедимся в отсутствии напряжения, применив для этих целей индикатор напряжения. С помощью изоленты изолируем все скрутки.
Закладываем их в распределительную коробку.
Схема завершена, протестирована и готова к работе.
Цепь выключателя.
Самодельная схема выключателя помогла сэкономить:
поиск и вызов электрика — 200 руб.
установка двухполюсного выключателя — 300 руб.
установка внутренней распределительной коробки — 550 руб.
соединение проводов в распределительной коробке, способ скрутки — 300 руб.
установка и подключение светильника, люстры (450 руб. За 1 светильник, люстру от 800 руб.) — средняя цена 600 руб.
установка баночки (стенка кирпич 200 руб — 1 шт), у нас 2 шт — 400 руб
установка проходного выключателя скрытого монтажа (1 шт. 200 руб.), У нас 2 шт. — 400 руб.
прокладка провода открытой высотой до 2 метров (35 рублей — 1 метр), например взять 4 метра — 140 рублей
прокладка провода открытой высотой более 2 метров (50 руб -1 метр), например, возьмем 15 метров — 750 руб
штробление стен 19 метров (120 рублей — 1 метр) — 2280 рублей
Итого наша экономия составила: 5920 рублей
Посмотреть стоимость электромонтажных работ можно
Приятного использования! Надеюсь, эта информация была вам полезна.
Зачем мне нужен сквозной коммутатор?
Проблема энергосбережения стоит сегодня остро, и в этом может помочь сквозной выключатель. Как? Заходим в подъезд, включаем свет, а на нашем этаже тушим освещение другим выключателем. И наоборот. Выйдя из дома на улицу, на собственном участке включается свет, снимается дно. В таких случаях используется сквозной переключатель, выполняющий функции переключателя.
Подключение двухкнопочного и трехклавишного проходного выключателя — Фото
Подключение выключателя выбирается исходя из количества точек управления.А их может быть несколько:
на каждом этаже многоэтажного дома,
в длинном коридоре на выходе из нескольких комнат.
Как подключить сквозной коммутатор, мы вам сегодня расскажем в этой статье.
Простой выключатель содержит только две контактные клеммы с двумя подключенными проводами.
Проходной выключатель, называемый автоматическим выключателем, имеет три клеммы, к которым подходят три провода. Чтобы включать и выключать свет из большего количества мест, нам нужны так называемые перекрестные переключатели, у которых есть четыре контакта и четыре подходящих провода.Надо сказать, что подключаются не только лампы (накаливания, люминесцентные, энергосберегающие), но и любые электрические устройства, требующие управления из разных мест.
Немного теории о проходных коммутаторах
Назначение проходного переключателя — переключение электрических цепей. Сравнить устройство обычный двойной автоматический выключатель , используется для простого подключения, а — одноклавишный проходной переключатель .
В обоих случаях у нас есть три контакта и три подходящих провода, и происходит простое переключение контактов.Но в первом случае электрические цепи сжимаются, или соединяются, или отключаются. В одном автоматическом выключателе одна одновременно размыкается, а другая замыкается.
Пример автоматического выключателя
Возьмем электрическую схему, состоящую из лампочки и двух одноклавишных проходных затворов.
Лампочка не горит, то есть две цепи разорваны. Нажимаем один из переключателей, подключается одна из цепей и загорается лампочка. Переходя ко второму переключателю, при нажатии, разрывая цепь, тушим лампу и одновременно подготавливаем другую линию для включения с первого переключателя.
Суть работы такого переключателя в перебрасывании контактов — один замыкается, другой размыкается. Проходной переключатель, если не использовать один из контактов, может работать в обычном режиме. Но по финансовым соображениям от этого лучше отказаться: это будет стоить дороже.
Типы проходных выключателей
Выпускаются автоматические выключатели с разным количеством ключей. Мы уже рассмотрели одноклавишные. Проходной переключатель двухклавишный Используется для подключения / отключения двух ламп, расположенных в разных точках.
Такая схема будет состоять из двух выключателей с двумя клавишами и двух осветительных приборов. Светильники можно расположить в одной люстре, тогда можно изменить освещенность комнаты.
Трехклавишный Выключатель по аналогии с двухклавишным предназначен для включения трех ламп.
Схема подключения сквозного выключателя позволяет включать лампочки с трех точек.Потребуется взять два одноклавишных и один кросс-переключатель, который в простейшем случае представляет собой два одноклавишных переключателя с внутренними перемычками. Применяя два перекрестных переключателя, соберите управление с четырех мест.
Здесь нужно помнить одно. Чем больше точек контроля, тем сложнее схема включения выключателя. Загрузка проволокой может создать дополнительные непреодолимые трудности. Во время ремонта обслуживающий электрик может просто не разобраться в схеме, найдя выход в ее упрощении.В результате вам нужно включить освещение только из одного места.
Если вы решили создать себе более комфортные условия проживания, установив проходные выключатели, то приготовьтесь к большой работе. Во-первых, нужно подробно знать, как подключить сквозной переключатель, существующие схемы управления и способы монтажа.Это теоретическая часть. Тогда запаситесь необходимыми инструментами и материалами.
Из инструментов понадобится перфоратор с битой для просверливания посадочных мест для переключателей. Тот же перфоратор пробивает стежки, в которые будут проложены новые провода. Приобретите плоскогубцы, плоскогубцы, бокорезы, различные отвертки. После прокладки проводов нужно будет провести штукатурные работы — понадобится алебастр или цемент с песком. — это, конечно, проводов , переключатели , распределительные коробки .
В зависимости от схемы управления освещением провода могут иметь разное количество жил. В простейшем случае нам понадобится трехжильный медный провод . Если схема посложнее, то без пятипроводной не хватит. При отсутствии такового — используйте два трехпроводных.
Зависит от электрической нагрузки. Чем больше ламп включается, тем больше требуется несущая способность материалов проводников.Однозначно подойдет сечение жилы 2,5 квадрата.
Сначала разметьте трассу для прокладки штроба. Линия прохода должна быть строго параллельна потолку и полу. Отводы выполнены под прямым углом.
Перфоратором высверливаем гнезда для выключателей и пробиваем кожухи для прокладки проводов.
В распределительных коробках жилы скручены по разработанной схеме.
Далее подключается сквозной переключатель.
После сборки всей схемы необходимо проверить ее перед подачей напряжения.
основная задача — Не допускать коротких замыканий. Можно использовать мультиметр и при выключении лампочки «прозвонить» цепь. Только после этого можно проверить работоспособность новой системы освещения.
С положительным результатом штукатурка и покраска необходимых мест.
Конечно, такая работа представляет определенные трудности.Незнакомые с электротехникой люди его не выполняют. Здесь нужна помощь электриков. Только они могут произвести эту работу с соблюдением правил безопасности.
В статье рассмотрен принцип действия перекидного выключателя, принципиальные схемы подключения выключателей, предназначенных для управления освещением с двумя, тремя и более сиденьями. Даются советы по правильному выполнению монтажных работ, связанных с подключением проходных выключателей.
Идея создания переключателя не нова, первые схемы появились в домах радиолюбителей в шестидесятых годах, а особую популярность он приобрел в 90-х годах, когда на рынке появились первые импортные выключатели, «заземленные» под управлением лампа из разных мест.
Устройство и принцип работы переключателя проходного действия
Самым простым представителем семейства проходных выключателей является одноклавишный вариант.
Внешне он ничем не отличается от обычного переключателя, за исключением внутренней схемы, которая обычно указывается на тыльной стороне корпуса.
Принцип работы проходного переключателя прост: при перемещении переключателя внутренний подвижный контакт размыкает одну цепь и автоматически замыкает вторую (так называемый переключающий контакт).На рисунке клемма «2» — это общий контакт, клеммы «3» и «6» — это выход переключения.
Используя этот эффект, можно создать простейшую схему проходного переключателя, в которой одна лампа будет управляться сразу из двух разных мест:
1,2 — выключатели непрерывного действия; 3 — к корпусу лампы
Подключение сквозного переключателя
Монтаж осуществляется трехжильным кабелем.Чтобы упростить монтажные работы, его прожилки должны быть заводского цвета. Сечение выбранного провода должно выдерживать подключаемую через него нагрузку. Поскольку мощность контактов переключателя ограничена 10-16 А, для монтажа чаще всего используется медный гибкий кабель сечением провода от 1 до 1,5 мм 2.
На выключателе необходимо найти общий зажим (на схеме он обозначен цифрой «1»).
На первый выключатель, ближайший к распределительной коробке, подводим «фазу» и подключаем к общей клемме «1».Для монтажа используем самый светлый провод (обычно красный или оранжевый, на пояснительном чертеже мы использовали белый).
Подсоедините клеммы выходного переключателя (как показано клеммами «2» и «3») к выходным клеммам двух оставшихся проводов, запомните соответствие цвета используемой жилы и маркировку на клеммной колодке проходного кабеля. выключатель.
На втором переключателе проводим подключение кабеля так же, как и на первом (строго соблюдаем цветовую кодировку проводов и соответствующих клемм переключателя).
В распределительной коробке подключаем самый светлый провод (на пояснительном чертеже он белый), идущий от второго проходного переключателя с фазой светильника.
Два других провода, обозначенных цветом, соединяются с проводом того же цвета, который вышел от первого переключателя (например, зеленый с зеленым, синим и синим и т. Д.), На пояснительном чертеже соединены зеленый и красный провода.
Нулевой и заземляющий провода в распределительной коробке сразу подключаются к аналогичному кабелю, идущему к светильнику.
Закручиваем скрутки, при необходимости используем людеме, качественно изолируем оголенные участки проводов.
Вы также можете использовать следующее соединение:
1 — распределительная коробка; 2 — к корпусу лампы; 3, 4 — щеки
Соберите проходной выключатель в следующей последовательности:
1. Разбираем выключатель.
2. Подключить к проходному переключателю провода согласно схеме.
3. Вставляем выключатель в распределительную коробку и фиксируем в ней.
Важно! С помощью контроля убедитесь, какой провод находится в «фазе» распределительной коробки. Перед выполнением любых монтажных работ отключите электропитание. Не соединяйте медный и алюминиевый провода в одну скрутку.
Проверка работы цепи
Необходимо убедиться, что каждый переключатель может как включать, так и выключать лампу, независимо от положения другого переключателя.
Каждое включение выключателя должно вызывать выключение или включение электрических ламп, если этого не происходит, необходимо найти и исправить ошибку в завершенной установке.
Двухклавишные проходные переключатели
Эти сквозные переключатели физически состоят из двух одинарных сквозных переключателей, собранных в одном корпусе.
1 — ключ доступа двухкнопочный; 2 — Проходные переключатели
Двухпроходный переключатель позволяет управлять несколькими лампами одновременно.Для этого необходимо собрать следующую схему:
1, 2 — переключатель двухклавишный сквозной; 3 — к корпусу лампы
Для коммутации можно использовать как трехжильные провода, проложенные параллельно, так и шестжильные, главное не ошибиться при подключении.
Собранная схема позволяет независимо включать и выключать две лампы или две лампы с двух разных мест.
Например, включить лампу № 1, изменив положение первого тумблера.
Аналогичным образом можно включить вторую лампу.
Отключение может выполняться как первым, так и вторым переключателем.
Управление освещением из трех и более мест
В некоторых случаях недостаточно иметь возможность управлять освещением с двух мест. Чтобы эффективно управлять освещением трехэтажного лестничного марша, вам понадобится как минимум три контрольных точки. В этом случае, помимо классических проходных выключателей, используется дополнительный тип автоматического выключателя — крестового типа.
Перекрестный переключатель настроен на разрыв соединения между двумя сквозными переключателями, это позволяет создать еще одну точку управления освещением.
1, 3 — выключатели сквозные; 2 — крестовой переключатель; 4 — к корпусу лампы
За счет дополнительной последовательной установки перекрестных выключателей можно увеличить количество мест, с которых осуществляется управление освещением.
Как видно из схемы, переключение любого из переключателей приведет к включению или выключению освещения.
Сборку цепи управления лампой из трех разных мест можно выполнить следующим образом:
1 — выключатель проходной; 2 — крестовой переключатель; 3, 5 — подрозетники для переходных выключателей; 4 — крышка крестового переключателя; 6 — распределительная коробка; 7 — к корпусу лампы
Установка аналогична описанной выше с одинарным сквозным переключателем, для установки требуются двух- и трехжильный кабель.
Как видно из рассмотренного материала, с помощью переходных переключателей можно организовать управление одной лампой из двух разных мест.Использование перекрестного переключателя позволяет увеличить количество контрольных точек до трех и более.
Влад Тараненко, rmnt.ru
Обычно одна конструкция освещения управляется одним электрическим выключателем. То есть люстру в гостиной можно выключить только из гостиной.
Кроме того, обычно в одном помещении, при входе, устанавливается одна коммутационная. С его помощью в этом помещении управляют лампами электрического освещения.
Но часто бывают случаи, когда такой способ управления освещением неудобен.
Когда классическая схема может быть неудобной:
Итак, случаев, когда человеку нужны дублирующие тумблеры, достаточно много. В каждом из них на помощь придет устройство, позволяющее включать и выключать свет из разных комнат, разными ключами и независимо друг от друга.
Этот метод очень практичен и в дополнение к общему удобству помогает экономить энергию . С помощью сквозного электрического выключателя не нужно оставлять свет, например, на крыльце, на всю ночь.Вы можете просто включить его с верхнего этажа по мере необходимости и выключить возле входной двери.
Автоматический выключатель (выключатель) отличается от штатного коммутационного устройства одним конструктивным признаком. Он имеет три, а не два контакта, и может по очереди переключать фазу с одного контакта на два других.
Подключаемые по этому принципу осветительные лампы могут быть любыми или обоими. Кроме того, к этому способу можно подключать любые устройства , помимо подсветки, нуждающиеся в такой схеме включения / выключения.
Элементы схемы
Схема установки таких устройств несложная, но требует осторожности.
ВАЖНО! На этапе создания разводки в местах, где планируется установка триггеров, к первым двум необходимо проложить трехжильный кабель, а при желании установить больше выключателей нужно удлинить четыре -проводим кабель к следующим.
Для создания такого типа управления освещением из двух мест требуются проходные переключатели с двумя положениями переключения и тремя контактами.Где переключение должно быть переключением типа , то есть первый узел будет общим для двух оставшихся. В одном из положений переключения замыкает первый, а в другом — последующий контакт. Замыкание сразу трех соединений в этой конструкции исключено.
Если рассматривать составные части схемы ЛЭП с двумя конструкциями перекидной коммутации , то в нее входят:
Распределительная коробка, иначе называемая отводом.Он служит для защиты электрических кабельных соединений.
Устанавливается в каждой комнате, а в больших комнатах их несколько.
Подключение (двух-, трех- и четырехжильное)
Устройства двусторонние коммутационные
Непосредственно лампа
Примерные проходные переключатели из двух мест выглядят так:
Провод «ноль» идет от источника к отводной коробке, а после — к лампе.
Провод идет от того же источника к той же коробке, а затем к общему контакту первого переключателя.
Переключающие контакты (два) переключателя 1 через распределительную коробку подключены к таким же частям переключателя 2.
Фаза от общего контакта переключателя 2 поступает на другую электрическую сборку светильника.
Примерная схема подключения проходной из двух мест представлена ниже на фото:
Установка системы управления одним осветительным прибором с двух точек проста. Он оформляется следующим образом:
На необходимые места для установки коммутационных структур
Снимите с них трехжильные кабели
Установите электрический светильник или несколько, подключенных параллельно
Снимите с него (их) двухжильный кабель
Установите разъем.Выбор места для нее определяется кратчайшей длиной кабеля и удобным доступом к самой коробке
от электроснабжения, переключающих конструкций и электроосвещения
Соедините их, как описано выше
При таком подключении четыре контакта (две пары) с обеих точек соединяются вместе. Для включения освещения фаза на осветительный прибор поступает от общего узла электрического выключателя 2.
Для примера предлагаем посмотреть видео, в котором показана схема подключения проходных переключателей с двух мест:
Пошаговая установка
Установка проходных выключателей возможна как со скрытым типом проводки, так и со скрытым типом проводки.Сделать это можно самостоятельно, соблюдая несколько правил безопасности:
Отключить электроэнергию от квартиры перед началом работ.
Внимательно проверьте, где находится фаза, а где ноль .
Соединить провода аккуратной скруткой, обжать и изолировать .
Hard закрепите на поверхностях распределительной коробки и электрооборудования.
Определите мощность осветительного прибора и выберите трехжильный кабель соответствующего сечения, исходя из мощности потребляемой электроэнергии.
Схема переключения коммутатора проходного с двух мест:
Из-за своей конструкции дублирующие электрические переключатели не имеют специального положения «вкл / выкл». собственной клавиши. Два соединительных блока в этой конструкции находятся в положении «замкнуто / открыто» в зависимости от положения электрических контактов другого переключателя. Следовательно, положение ключа при выключенном свете будет каждый раз разным.
К этой особенности использования можно очень быстро привыкнуть и использовать сквозные переключатели без помех.
Альтернатива
Альтернативой сквозным резервным выключателям могут быть бистабильные реле или электрические лампы, оснащенные датчиками движения и освещенности.
Бистабильные реле удобнее устанавливать, если требуется управлять освещением не двумя, а четырьмя и более электрическими выключателями. Светильники с таким же не так практичны, как сквозной выключатель. Скорость движения, количество остановок и другие факторы будут влиять на постоянное включение / выключение электрического освещения, что крайне неудобно.
Удобство использования в быту электрических выключателей постоянного тока сделало описанную выше схему управления осветительными лампами очень популярной. В настоящее время сложно представить себе жилое или производственное сооружение, в котором не использовались бы коммутационные коммутационные конструкции.
Заметная экономия энергии приводит к повсеместной установке подобных устройств.
Сделать такое управление электрическими осветительными приборами в своем доме несложно, если следовать рекомендациям, приведенным в нашей статье, и соблюдать правила безопасности.
В заключение предлагаем вам посмотреть еще одно информативное и интересное видео о схеме подключения и установки проходных коммутаторов с 2-х мест:
Соединительный переход и переключатели. Что такое проходной переключатель схемы подключения одноволнового переключателя с 2-мя кроватями
Включение источников света по принципу «подошел, включил — прошел, выключил» — это один из вариантов эффективного использования электроэнергии.Функциональность такой системы управления обеспечивают те же традиционные переключатели, но несколько модернизированные конструктивно.
Переключение обновлений Позволяет подключать переключатель прохода из двух и трех мест для управления источником света из каждой отдельной точки. Согласитесь, такое решение особенно удобно для длинных помещений, например, коридора.
Предлагаем разобраться в принципах подключения проходного переключателя для двух и трех контрольных точек. В статье представлены рабочие схемы организации световых групп, а также описаны особенности реализации коммутационных проектов.
Логика экономии электроэнергии, потребляемой на световых приборах и т. Д., Объясняется простыми действиями пользователя.
Если необходимо осветительное устройство, электричество к нему подается простым замыканием выключателя выключателя. В другом случае выполняется обратное действие.
Выключатель источника света — это интерпретируемый электрический сленговый выключатель. Предлагается принципиально новый подход к эксплуатации электрических участков сетей, предназначенных для установки осветительных приборов (+)
Однако предположим, что помещения (жилые или другого назначения) проезжают.Затем пользователь включит световые приборы у входа, но, покидая комнату через другую дверь, больше не сможет обесточить цепь. Существует нерациональное использование электричества.
Но ситуацию исправить несложно. А сделать это поможет вариант соединения из двух мест комнаты по схеме прохода.
Длинные коридоры различного назначения — потенциальные объекты под устройством для систем управления источниками света из разных мест.Именно при эксплуатации таких помещений стоит актуальный вопрос экономии электроэнергии
Например, есть помещение с функциональным назначением — коридор. Требуется произвести управление общей группой светильников этого помещения из двух точек — у первой (проходной) и второй (проходной) дверей.
Переключение света с двух мест
Освещение дизайнерского коридора состоит из двух световых групп, поэтому в данном случае логично применить управление двумя двухблочными выключателями.
Соответственно, кроме них потребуются:
два соленья;
один;
трешле трос.
Метаж электрических проводников должен быть рассчитан после создания макета и макета макета. Рекомендуется приобретать кабель с небольшим запасом.
Схема управления двумя световыми группами через проходные двухуровневые выключатели выглядит так:
Это тот же выключатель, но по схемотехническому исполнению он выполнен на пяти контактных выводах, два из которых закорочены перемычкой. .Группа переключения такого переключателя содержит четыре контактные площадки.
Распространенный вариант схемного решения для жилых домов: N, L — бытовая сеть; РК — распределительная коробка; L1 — легкая группа; ПВ1, ПВ2 — проходные выключатели; ПрК — перекрестный переключатель (+)
Устройство коммутации линий является дополнительным элементом схемы, в котором также предполагается наличие двух проходных переключателей.
Используются простые одиночные модели устройств.
Принцип работы схемы мелочи следующий:
Терминал PV1 подключается к COMMON терминалу.
От выводов жмыха подключены контакты 1 и 2 перекрестного переключателя.
От 3 и 4 клемм кросс-переключателя к 1 и 2 клеммам торцевых контактов PV2.
Общая клемма «Common» PV2 подключается к одной клемме световой группы.
Второй вывод световой группы коммутирует с электрическим нулем.
Подобные решения с участием именно простых одноцветных устройств рекомендуются для помещений, где количество входов / выходов равно количеству контрольных мест.
Реализация схемного решения на рисунке 6 в «естественном» виде. Похоже, это выполненная установка внутри помещения, где нужна система управления.
Например, создавать подобную схему в условиях прохождения длинного коридора, на 1 входе и 1 выходе, включенном в центральной зоне, явно нецелесообразно. Очевидно, нет смысла включать свет, когда человек прошел только первую половину коридора. Между тем в сети можно встретить аналогичные рекомендации «профессиональных» электриков.
Схемы с более чем тремя местами
Количество отделений, в принципе, не ограничено. Другой вопрос, насколько сложно получаются такие решения. Чем больше устройств участвует во внедрении системы управления, тем сложнее получается схема построения.
Количество подключаемых линий, контактных клемм увеличивается. Соответственно возрастают затраты на комплектующие и установку. Однако довольно активно применяются проекты на 4-5 контрольных точек.Например, такой проект:
Здесь используется пара одноволновых переключателей простого прохода и пара переключателей с функцией реверсивного переключателя. На схеме показана только одна световая группа. Между тем есть возможность подключения дополнительных световых групп.
Дополнительные световые группы
Дополнительные источники света (световые группы) могут отбрасываться свободными выводами и выступать в качестве источников света промежуточных переходных зон. То есть в одинаковых длинных коридорах можно использовать схему для большего количества отделений.
Пятипозиционная схема управления системой переключения света: L1 — световая группа; N, L — сеть; ВКЛ 1, ВКЛ 2 — переключатели-переключатели; ВКЛ 3, ВКЛ 4, ВКЛ 5 — Реверсивные переключатели (+)
При этом световые группы следует разделить на зоны действия — входная, промежуточная, выходная. При таком растворе уже фактически проводится длинный коридор, выключите освещение на пройденной половине и включите свет на площади оставшейся половины.
Многоэлементные схемы, конечно же, малооборотные для жилого частного сектора, так как в проектах такого рода редко бывают длинные коридоры или помещение значительной площади на несколько дверей.Но для коммерческой сферы или производственной среды такое решение востребовано.
Принципы работы системы управления
Инсталляционные особенности для установки попутных выключателей, как правило, отсутствуют. Все монтажные работы выполняются в стандартном исполнении, согласно правилам установки обычных коммутационных аппаратов.
Классическая деталь для монтажа внутри стен. Установлено (наглухо). Электрический кабель отображается внутри Peavercraft.Подключает устройство управления (двухблочное)
Если позволяет бюджет, желательно оборудовать каждый отдельный прибор распределительной коробкой. Тогда вам нужно приобрести коробки небольшого количества по количеству установленных выключателей. Но не исключен и вариант с одним РК.
Факторы выбора здесь напрямую связаны с конкретными условиями установки. Обычно выключатели представляют собой «заподлицо» поверхности стен — схема внутреннего расположения.
Между тем реализация проектов для частной собственности (дачи) часто проходит с устройством схем «накладных» (наземных) инсталляций, несмотря на то, что такой подход считается выбросом.
В первом случае установка потребует преобразования. Для второго — накладные плиты. Эти аксессуары нужны для надежной фиксации выключателей в нишах стеновых панелей или непосредственно на стенах.
Состав кабеля строго соответствует схеме, указанной на задней панели устройства. Схема одноволнового переключателя проста. Однако несостоятельность проводов при неправильном разводе грозит выходу прибора
Электрический проводник, как правило, торчащие кабели бывают тройными, где две жилы необходимы для питания системы, а третья используется как формирование контур защитного заземления.
Светильники бытовые можно применять без «земли», если корпус неметаллический. Промышленные лампы должны иметь шину заземления.
Конечно, независимо от назначения, бытового или промышленного, смонтированная сеть всегда подключается через дополнительную защиту. Это устройство обязательно рассчитывается по отключению мощности и тока применительно к построенной системе управления проходящим светом.
Обвал возможных ошибок:
Появление и внедрение подобных устройств в электрические сети может быть не столь существенным, но все же отразилось на удобстве эксплуатации.Более того, решения, основанные на проходных переключателях, фактически приводят к экономии электроэнергии.
Между тем совершенствование устройств не прекращается. Периодически появляются новые разработки, например, похожие на сенсорные переключатели.
Есть что добавить или есть вопросы по подключению переключателя прохода? Вы можете оставлять комментарии к публикации, участвовать в обсуждениях и делиться собственным опытом устройства электрооборудования. Форма для связи находится в нижнем блоке.
Правильно собранная схема подключения двойного переключателя позволяет управлять двумя разными группами освещения с двух мест независимо друг от друга. Два двухуровневых переключателя прохода будут работать в двух направлениях.
Инструкция по установке:
Два двухблочных выключателя монтируются в выбранных местах монтажных коробок (погружаются).
Устанавливаются все группы подключенного освещения: светильники, корки или люстра с несколькими световыми точками.К каждому источнику света следует подвести по одному трехжильному кабелю: фазный (L), защитный (земля), рабочий ноль (N).
Кабель нужной длины подбирается (3х1,5 мм2) с учетом того, что для выключателей подходят 6 контактов — два трехжильных кабеля.
В распределительной коробке (РК) провода подключаются по схеме.
Установить такую схему можно с помощью четырех однопроходных переключателей, но замена не будет рациональной. Установка двухходовых выключателей более выгодна, так как сохраняется кабельная и распределительная коробка.
Из переключателя двойного прохода можно сделать одинарный перекрестный переключатель. Для этого контакты соединяются между собой, а ключи фиксируются вместе для совместной одновременной работы.
Это намного проще и позволяет организовать контроль электрического смещения двух точек.
Как выбрать, как выбрать и смонтировать систему вентиляции для загородного дома, вы сможете узнать, пройдя через это.
Также можно использовать любой переключатель прохода в обычном режиме.В этом случае один из контактов либо вообще не подключен, либо также подключается к другой независимой регулировке имеющейся линии освещения. Теперь вы знаете, как правильно подключить, или как говорят электрики копать, двухблочный переходной выключатель.
Текущие цены на электроэнергию заставляют задуматься об экономии там, где раньше даже не думали. Например, освещение на лестнице. Неважно, в частном или многоэтажном доме все равно нужно платить. Раньше свет просто оставляли гореть.Сегодня думаешь выключить, но бегать вверх / вниз тоже. Оказывается, выход есть. Чтобы свет не горел постоянно, есть схемы управления лампами из нескольких мест. То есть один или несколько светильников могут включаться и выключаться с нескольких точек. Переключатели для этого нужны специальные. Их называют проходными. Иногда встречаются «повторяющиеся» или «стреляющие» имена. Все это один вид электрооборудования. Отличаются от обычных большим количеством контактов. Соответственно, более сложна схема подключения переключателя прохода.Однако разобраться можно.
Как выглядит сквозной переключатель
Если говорить о лицевой стороне, то единственное отличие: еле заметные стрелки на клавишах вверх и вниз.
Если говорить об электросхеме, то все тоже просто: в обычных выключателях всего два контакта, в переходах (еще называемых переключающими) три контакта, два из которых общие. Таких устройств на схеме всегда два и более, потом с помощью этих общих проводов они переключаются.
Отличие — в количестве контактов
Принцип работы прост. При изменении положения клавиши вход подключается к одному из выходов. То есть у этих устройств всего два рабочих положения:
вход соединен с выходом 1;
вход соединен с выходом 2.
Других промежуточных позиций нет. Благодаря этому все работает. Поскольку контакт переключается с одного положения на другое, электрики считают, что правильнее называть «переключателями».Таким образом, переключатель прохода также является этим устройством.
Чтобы не рассчитывать на наличие или отсутствие стрелок на клавишах, нужно осмотреть контактную часть. На корпоративных товарах должна быть нанесена схема, позволяющая понять, какой тип оборудования у вас в руках. Она определенно присутствует на продуктах LEZARD (Лесард), Legrand (Легран), Viko (Вико). В китайских копиях они часто отсутствуют.
Если такой схемы нет, посмотрите клеммы (медные контакты в отверстиях): их должно быть три.Но не всегда на недорогих экземплярах той Термины, которая стоит одного — это вход. Часто их путают. Чтобы найти, где есть общий контакт, необходимо перезвонить контактам друг с другом при разных положениях клавиши. Это необходимо сделать, иначе ничего не получится, да и сам прибор может сгореть.
Вам понадобится тестер или мультиметр. Если есть мультиметр, переведи его в звуковой режим — треснет при наличии контакта. Если в наличии стрелка тестера, по прозвищу короткое замыкание.Поднесите щуп к одному из контактов, найдите, каким из двух он звонит (прибор бей или стрелка показывает КЗ — отклоняется вправо до упора). Не меняя положения щупа, измените положение ключа. Если KZ ушел, один из этих двух является обычным. Теперь осталось проверить какой. Не переключайте ключ, чтобы переместить один из щупов на другой контакт. Если есть КЗ, то контакт с которым не двигался щуп и есть общий (это вход).
Может быть понятнее, если вы посмотрите видео о том, как найти вход (общий контакт) для проходного переключателя.
Схема подключения переходного выключателя с двух мест
Такая схема удобна в двухэтажном доме на лестнице, в проходном помещении, в длинном коридоре. Можно применить в спальне — выключить верхний свет у входа и возле кровати (сколько раз приходилось его включать, чтобы включить / выключить?).
Ноль и Земля (если есть) сразу приходят к лампе.Фаза подается на выход первого переключателя, второй вход запускается на свободный провод лампы, выходы двух устройств соединены между собой.
Глядя на эту схему, легко понять, как работает переключатель прохода. В положении, показанном на картинке, лампа включена. При нажатии на любое из устройств цепь рвется. Точно так же при выключении позиции переводя любую из них в другую позицию замыкаем цепь через одну из перемычек и загорится лампа.
Для наглядности, что и с чем подключать, как прокладывать провода, приводим несколько изображений.
Если говорить о комнате, то нужно проложить провода как на фото ниже. По современным правилам все они должны находиться на расстоянии 15 см от потолка. Они могут вставляться в монтажные стержни или лотки, концы проводов достигаются в монтажных коробках. Это удобно: при необходимости можно заменить перфорированный провод. Также по последним стандартам все подключения происходят только в монтажных коробках и с помощью контакторов.Если делать скрутки, то их лучше пить, причем сверху изолентой довольно круто.
Провод возврата лампы подключен к выходу второго переключателя. Белым обозначены провода, соединяющие выходы обоих устройств.
Как подключить все в клеммной коробке рассказано в видео.
Схема на 3 точки
Чтобы можно было включать / выключать свет с трех мест, необходимо купить крестовой (крестовый) переключатель на два переключателя.От описанного ранее он отличается наличием двух входов и двух выходов. Он переключает сразу пару контактов. Как все должно быть организовано, смотрите на картинке. Если вы догадались об этом выше, это легко понять.
Как собрать такую схему? Вот процедура:
Обнуление (и заземление, если оно есть) немедленно запускается на лампе.
Фаза подключена ко входу одного из проходных переключателей (с тремя входами).
Второй вход подключен к свободному проводу лампы.
Два выхода одного трехконтактного устройства достигаются на входе кросс-переключателя (с четырьмя входами).
Два выхода второго трехконтактного устройства срабатывают на вторую пару переключающих контактов с четырьмя входами.
Схема та же, но уже в другом ракурсе — где подключать провода на корпусах.
Но примерно так разводится по комнате.
Если вам нужна схема на четыре, пять и более точек, она отличается только количеством перекрестных переключателей (для четырех входов / выходов). Переключателей (с тремя входами / выходами) всегда на любой схеме два — в самом начале и в самом конце цепочки. Все остальные элементы кросс-устройства.
Удалите один «перекресток», получите схему управления из четырех точек. Добавлю также — уже будет схема на 6 контрольных мест.
Чтобы окончательно обдумать все, смотрите еще видео.
Для управления освещением двух ламп (или групп ламп) от одного переключателя с одного переключателя есть двухблочные переключатели прохода. У них шесть контактов. При необходимости общие провода находят по тому же принципу, что и в обычном устройстве этого типа, только большим количеством проводов придется пренебречь.
Схема подключения двухклавишного проходного переключателя отличается только тем, что провода будут больше: фаза должна подаваться на оба входа первого переключателя, а также с двух вторых входов должна идти на две лампы (или две группы ламп, если дело касается молда).
Если вам нужно организовать управление двумя источниками света из трех и более точек, вам придется установить по два перекрестных переключателя в каждой точке: их просто нет двухблочной. В этом случае одна пара контактов заведется на одну траверсу, вторая — на другую. И далее при необходимости их подключают друг к другу. На последнем в цепи двухблочный переходной переключатель подключен к выходам обоих поперечных сечений.
Как организовать управление двумя лампами четырех кроватей
Если вдуматься, все не так уж и сложно, да и схема подключения проходного переключателя 2-х точек в целом проста.Только проводов много …
В первую очередь перед выбором и покупкой нужно определиться, что это такое — проходной переключатель, для чего он нужен, и чем он отличается от обычного одно-, двух- и трехблочного.
Одноволновой переключатель необходим для управления одним шлейфом или линией освещения из нескольких точек, расположенных в разных частях комнаты или всего дома. То есть одним выключателем вы включаете освещение на входе в комнату или коридор, а другим, но уже в другом месте вы выключаете такое же освещение.
Очень часто используется в спальнях. Он вошел в спальню, зажег свет возле двери. Горит на кровати и изголовье или возле тумбочки выключено. В двухэтажных особняках — включил лампочку на первом этаже, поднялся по лестнице на второй и там погас.
Выбор, конструкция и отличия проходных выключателей
Перед тем, как собрать такую схему управления, вот на что стоит обратить особое внимание:
1 Для подключения проходного выключателя света понадобится трехжильный кабель — WDGng-Ls 3 * 1.5 или NYM 3 * 1,5мм2 2 Не пытайтесь собрать подобную схему на обычных выключателях.
Основное отличие обычного оборота заключается в количестве контактов. Простые учебные классы имеют две клеммы для подключения проводов (входной и выходной), а проходные — три!
По простому световая цепь может быть как закрытой, так и открытой, третьего не дано.
Прохождение правильнее называть не переключателем, а переключателем.
Так как указывает цепочку от одного рабочего контакта к другому.
По внешнему виду они могут быть абсолютно такими же спереди. Только на клавишах перехода может присутствовать иконка из вертикальных треугольников. Однако не стоит путать их с тортом или крестиком (подробнее о них ниже). Эти треугольники смотрят в горизонтальном направлении.
А вот с обратной стороны видна вся разница:
при прохождении 1 терминала сверху и 2 снизу
В обычном сверху и 1 снизу
Многих по этому параметру путают с двухблочным.Впрочем, двухблочные здесь тоже не подойдут, хотя у них тоже три клеммы.
Есть разница в работе контактов. Когда один контакт замыкается на проходных переключателях, другой автоматически замыкается, и в такой функции с двумя блокировками такой функции нет.
Причем промежуточное положение при размыкании обеих цепей на проходе вообще отсутствует.
Подключение проходного переключателя
Первым делом надо сам выключатель подключить в сам противоположный.Снимите ключевую и накладную рамы.
В разобранном состоянии хорошо видны три контактные клеммы.
Самое главное найти общий. Схема должна быть нарисована на качественных изделиях с обратной стороны. Если вы их понимаете, вы легко сможете сориентироваться.
Если у вас бюджетная модель, или для вас какие-то схемы электросети Dark Forest, то на помощь придет обычный китайский тестер в режиме кольцевой схемы, либо индикаторная отвертка с аккумулятором.
С помощью щупа тестером поочередно касайтесь всех контактов и ищите тот, на котором тестер будет «пищать» или показывать «0» в любом положении кнопки включения или выключения. Еще проще сделать индикаторную отвертку.
После того, как вы нашли общую клемму, нужно подключить фазу от силового кабеля. К остальным клеммам присоедините два оставшихся провода.
А какая из них где, существенной разницы нет. Выключатель собран и зафиксирован в обратном порядке.
Со вторым переключателем выполните ту же операцию:
Ищите общую клемму
Подсоедините к нему фазный провод, который будет идти на лампочку
Для оставшихся подключенных двух других жил
Схема подключения проводки проходного переключателя в распределительном блоке
Схема без заземлителя
Теперь самое главное правильно собрать схему в распределительной коробке.В нем должно быть четыре 3 жилых кабеля:
Кабель питания от осветительной машины
При подключении проводов удобнее ориентироваться на цвет. Если вы используете трехжильный кабель JVG, то он имеет наиболее распространенную двухцветную маркировку:
или второй вариант:
Чтобы подобрать более правильную фазу во втором случае ориентируйтесь на советы из статьи «»
1 Сборка начинается с нулевых проводников.
Подключите нулевую жилу вводного кабеля и обнуление лампы в одной точке через клеммы Vago.
2 Далее нужно соединить все жилы заземления, если у вас есть заземляющий провод.
Аналогичен нулевому проводу «Земля» от вводного кабеля, соединяется с «Землей» выпускного кабеля до освещения.
Этот провод подключается к корпусу лампы.
3 Осталось правильно и без ошибок подключить фазные жилы.
Фаза вводного кабеля должна быть соединена с фазой отходящего провода к общей клемме проходного переключателя № 1.
А общий провод от переключателя прохода №2 — это отдельный зажим WAGO с фазным жилым кабелем к освещению.
После выполнения всех этих подключений остается только соединить соединенные между собой (вытяжные) жилы переключателем №1 и №2. Причем совершенно неважно, как вы их соедините.
Можно даже цвета перепутать. Но лучше все же придерживаться цветов, чтобы в дальнейшем не запутаться.
Основные правила подключения в этой схеме, которые нужно запомнить:
Фаза от машины должна прийти к общему проводу первого переключателя
И такая же фаза должна выйти из общего проводника второго выключателя на лампочке
Два других вспомогательных провода подключены к распределительному устройству
ноль и земля подаются напрямую без переключателей сразу на лампочку
Выключатели — цепь управления освещением 3-х местная
А что, если вы хотите управлять одним освещением из трех точек и более.То есть переключателей в цепочке будет 3, 4 и т.д. Казалось бы надо взять еще один проходной переключатель и все.
Однако выключатель с тремя выводами здесь уже не подходит. Так как подключенных проводов в разводке будет четыре.
Тут вам на помощь придут, или как его еще называют Крест, крестовина, промежуточный выключатель. Его ключевое отличие в том, что у него четыре выхода — два внизу и два вверху.
И устанавливается точно так же в промежутке между двумя прохождениями.Найдите два вторичных (не основных) провода от первого и второго проходного переключателя в распределительной коробке.
Распределите их по образцу и соедините между собой торт. Те провода, которые идут от первого, подключаются — ко входу (акцентируем внимание на arroges), а те, что идут ко второму — к выходным клеммам.
Всегда проверяйте держатели цепей! Часто вход и доступ у них с одной стороны (сверху и снизу). Например, пожарная схема для торта LEGRAND VALENA:
Естественно, сдвиг жмыха перекладывания в дозаторе не нужно.Достаточно запустить от него концы 4-го жилого кабеля. А сам выключатель, между тем, иметь в любом удобном месте — возле кровати, посреди длинного коридора и т. Д. Свет можно включать и выключать откуда угодно.
Самым важным преимуществом этой схемы является то, что ее можно изменить до бесконечности и добавить, сколько эмоций переключается. То есть всегда будет два (в начале и в конце), а в промежутке между ними 4, 5 или хотя бы 10 лепешек.
Ошибки подключения
Многие при поиске и подключении общей клеммы в переходном переключателе выдают ошибку.Без проверки схемы наивно полагать, что общая клемма — это та, где только один контакт.
Таким образом собирают схему, а то переключатели почему то некорректно работают (зависят друг от друга).
Помните, что на разных переключателях общий контакт может быть где угодно!
И лучше всего называть это так называемой «живой», тестовой или индикаторной отверткой.
Чаще всего с такой проблемой сталкиваются при установке или замене переходных выключателей разных фирм.Если до этого все работало, а после замены одна схема перестала работать, перепутали провода.
Но может этот вариант состоит в том, что новый коммутатор вообще и не проходит. Также помните, что подсветка внутри изделия не может повлиять на принцип переключения.
Еще одна распространенная ошибка — неправильное представление о кресте. Когда оба провода, от прохода №1, посадить на верхние контакты, а с №2 на нижний. Между тем, у Cross Switch схема и механизм переключения совершенно разные.И соединить нужные провода крест-накрест.
недостатки
1 Первый из недостатков проходных переключателей — это отсутствие определенного положения клавиши включения / выключения, которое есть в обычном.
Если вы заблокировали свет и его нужно заменить, при такой схеме не возможно понять, включен свет или нет.
Будет неприятно, когда при замене лампа просто может взорваться на глазах. В этом случае самый простой и надежный способ отключить осветительный прибор в щите.
2 Второй недостаток — большое количество подключений в раздаточных коробках.
И чем больше у вас карт, тем больше их будет в цепи раздачи. Подключение кабеля напрямую по схемам без раздаточных коробок сокращает количество соединений, но в разы может увеличивать либо расход кабеля, либо количество его прожитых.
Если ваша проводка проходит под потолком, вам придется опустить провод к каждому переключателю, а затем поднять его обратно. Оптимальный вариант здесь — использование импульсных реле.
Наличие одного в большой комнате может доставить серьезные трудности при включении и выключении света. Придется преодолеть большое расстояние, чтобы нажать на заветную кнопку. В такой ситуации лучше отдать предпочтение проходному выключателю, устройству, позволяющему включать и выключать освещение сразу из нескольких мест. Предлагаем ознакомиться с отличительными особенностями этого устройства, а также с тем, как выглядит схема подключения переходного переключателя с 2-местным.После этого самостоятельно выполнить необходимые работы не составит большого труда.
Для начала необходимо определить, что это за переходной переключатель. Так называемые коммутационные устройства используются для управления одним из двух и более мест. Именно поэтому такие устройства популярны при установке системы в помещении большой площади.
Часто инсталляцию производят в длинных коридорах, концертных, спортивных залах или лестничных маршах. Установив два переключателя на значительном расстоянии друг от друга, вы можете использовать любой из них для отключения или наоборот включения освещения.
Такие выключатели используются при монтаже системы освещения в. Особенно, если площадь жилого помещения достаточно большая, имеется лестничный марш или большое количество садовых дорожек. В этом случае вы можете включить свет, будучи выключенным, а выключить — на верхнем сайте. Это не только позволит защитить человека, поднимающегося или спускающегося по лестнице, но и оптимизирует затраты на электроэнергию.
В типовых квартирах такие устройства тоже находят применение. Особенно в спальне.Очень часто один выключатель ставят прямо в комнату, а второй. В этом случае можно будет выключить освещение в комнате, не вставая с постели.
Многих интересует, чем коммутатор отличается от коммутатора? В первом случае при нажатии на клавишу происходит простое прерывание цепочки. Нажатие клавиши на переключателе приводит к переключению с одного контакта на другой путем перебрасывания контактов и создания новой цепочки. Благодаря этому и появляется возможность управлять источником света с нескольких точек.Система, включающая несколько переключателей, называется проходным переключателем.
Устройство и принцип работы проходного переключателя
Прежде чем разбираться с порядком подключения, стоит изучить принцип работы проходного переключателя. В этом случае установка может быть произведена самостоятельно без особых трудностей.
Внешне проходной переключатель практически не отличить от обычного. При этом функциональность у них очень разная.Конструкция обычного прерывателя предполагает наличие двух мест для крепления проводов. Первый используется для подключения контакта на входе, второй — на выходе. Внутри устройства есть подвижный элемент, который используется для размыкания или замыкания контактов в момент нажатия клавиши.
Типичный переключатель может работать только в двух положениях:
«Включено» , при котором электрическая цепь замыкается, и напряжение подается на осветительные устройства, подключенные к устройству.начинают светиться;
«Отключено» , при котором электрическая цепь размыкается. Лампы возвращаются.
Установка двух обычных выключателей в разных местах комнаты не позволит управлять светильником сразу с двух мест. Это основная проблема.
Внимание! Переключатель прохода отличается от обычной контактной системы.
Отличительной особенностью устройства выключателя подачи является наличие трех контактов, из которых два расположены на выходе, а один — на входе.Внутри устройства перекидной элемент замыкает одну из двух цепочек. Промежуточного положения в этом случае не предусмотрено. В результате всегда существует замкнутая цепь между входом и одним из двух выходов.
Как сделать переходной выключатель из обычного: порядок выполнения работ
Не всегда удается быстро найти подходящую модель устройства, позволяющего управлять освещением сразу с двух точек. В этом случае возникает вопрос, как сделать переход от обычного, чтобы он по своим возможностям и характеристикам не выводил покупной.Это можно сделать в следующей последовательности:
Фото
Описание работы
Берем обычный двухрядный выключатель. Желательно, выпускаемые под торговыми марками Anam, Legrand, panasonic, а также других производителей, чьи устройства имеют модульную конструкцию. От использования других продуктов необходимо отказаться.
Снимаем один из модулей, переворачиваем, освободив защелку, и устанавливаем на прежнее место.Учитывая, что элемент находится в перевернутом состоянии, зафиксировать его на прежнем месте будет невозможно. Для крепления модуля используйте термокон или жидкие гвозди.
Собираем выключатель. Получаем два переключателя, работающие в противофазе.
Установите перемычку между контактами с одной стороны, которая будет действовать как общий контакт переключателей. Клавиши склеены так, что одновременно включаются и выключаются.
Если принято решение о приобретении готового, следует помнить, что производители предлагают диверсионные переключатели различных типов, позволяющие управлять одним или несколькими источниками света.Чтобы не возникло затруднений при эксплуатации электрической сети, следует заранее узнать, как установить переключатель прохода исходя из его конструктивных особенностей. Вот несколько вариантов, каждый из которых заслуживает особого внимания.
Как подключаются разные переключатели прохода разных типов.
В каталогах производителей можно найти переключатель прохода:
Одноблочный , имеющий два входа и один выход;
Двухблочный , с четырьмя выходами и двумя входами;
Трехблочный , имеющий шесть выходов и три входа;
Крест .Эти устройства имеют два или три входа и выход. Они позволяют управлять светом сразу из трех и более мест.
Приступая к выполнению монтажных работ, следует научиться правильно подключить переключатель выбранного типа. Это позволит избежать типичных ошибок и гарантирует безопасную работу электрической сети.
Особенности и схема подключения переключателя проходной разблокировки
Схема подключения одноволнового перекрестного переключателя имеет свои особенности.У такого устройства есть одна клавиша, с помощью которой включается и выключается освещение в доме. Особого внимания заслуживает последовательность подключения клемм. Алгоритм выполнения обычно выполняется в следующей последовательности:
Как правило, установка переключателя проходящего блока не вызывает особых затруднений. Весь объем работ можно выполнить своими силами. Из необходимых:
Отвертка нормальная и индикаторная. С помощью первого можно фиксировать, а с помощью второго — контролировать напряжение;
Пассия.При их отсутствии можно использовать грабли;
Инструмент, с помощью которого можно удалить изоляцию;
Уровень, обеспечивающий необходимое пространственное положение переключателей;
Рулетка, чтобы можно было отмерить проволоку нужной длины;
Перфоратор для крепления элементов системы к стене.
Особенности схемы подключения двухблочного проходного переключателя
Как подключить коммутатор: схемы видеоподключения помогут все заработать самостоятельно
Достаточно сложно, даже если схема есть, сделать установка переходного переключателя при отсутствии профильного образования.В этом случае на помощь могут прийти записанные на видео мастер-классы. В них подробно описано, как подключить переходной выключатель, и в какой последовательности это делать.
Перед просмотром необходимо определить тип выбранного устройства. Порядок подключения кросс-переключателя будет иметь ряд существенных отличий, с которыми стоит ознакомиться заранее.
Визуальная схема подключения проходного переключателя с 2-мя кроватями: видео инструкция по эксплуатации
Если речь идет о проходном переключателе, то схема подключения на 2-х точках — самый простой вариант.Это минимальное количество устройств, которые можно подключить к системе, чтобы пользователь мог включить или выключить одну лампу. В противном случае речь пойдет о обычном переключателе.
При установке двухходового выключателя можно реализовать схему подключения с двумя гнездами для двух нагрузок. Это довольно удобно, если комната имеет большую длину, и необходимо предусмотреть установку нескольких светильников для более равномерного освещения окружающего пространства. В этом случае вы можете регулировать интенсивность, решая, сколько ламп будет включено в определенный момент времени.
Следующее видео поможет более подробно со следующим видео подключить коммутатор из двух мест:
Здесь наглядно показано, как подключить провода в распределительной коробке, чтобы не возникло трудностей в ход эксплуатации. Следуя рекомендациям специалиста, можно выполнить необходимый объем работ с минимальными затратами.
Схема подключения проходного переключателя с 3-мя станинами: подробное видео-исполнение
Схему подключения проходного переключателя на 3 точки можно назвать условной.В данном случае речь идет о схеме кросс-переключателя, выступающей в качестве дополнительного звена. Как правило, монтажные работы не вызывают особых затруднений. Кросс-устройство подключается между переходами.
Более подробно схему подключения попутных стрелок с 3-х мест можно узнать, просмотрев следующее видео:
Подробная инструкция позволит разобраться с порядком выполнения работ, а также позволит узнать какой инструмент нужен для монтажа.
Схема подключения переходного выключателя на 4 спальных места: Актуальная информация
Если площадь помещения достаточно большая, двух — трех выключателей может быть недостаточно. Придется каждый раз преодолевать большое расстояние, чтобы включить или выключить освещение. В этом случае можно будет использовать схему подключения проходных переключателей к 4 точкам. В этом случае в систему дополнительно вводятся два кросс-устройства.
Внимание! При выборе подходящего варианта следует покупать модель на одинаковое количество ключей для каждой точки.
Схема Соединение четырех точек будет актуально для многоэтажной конструкции. В этом случае одной и той же лампой можно будет управлять с каждого этажа и, при желании, из подвала.
Обзор производителей проходных переключателей: Популярные модели
Перед тем, как купить проходной переключатель, следует познакомиться с ведущими производителями, выпускающими продукцию высочайшего качества. В этом случае сориентироваться в ассортименте профильных магазинов будет намного проще.К наиболее значимым следует отнести:
Legrand;
Schneider Electric;
Viko;
Лезард.
Продукция, выпускаемая под указанной торговой маркой, отличается высоким качеством сборки и длительным сроком службы. При сопоставимых технических характеристиках цена переходных выключателей может варьироваться в широких пределах. Предлагаем ознакомиться со средними ставками, чтобы вам было намного проще определиться с выбором в процессе покупки.
Legrand: Стоимость наиболее популярных моделей
При выборе попутного переключателя LEGRAND стоит наглядно представить, для каких целей приобретается тот или иной товар, и какую схему подключения необходимо реализовать.В каталоге производителя можно найти одно- и мультиклавные модели разного цвета и размера. Предлагаем ознакомиться со средними ценами на проходные переключатели LEGRAND:
Schneider Electric: Стоимость самых популярных моделей
Под известной торговой маркой Schneider Electric выпускает качественную продукцию, имеющую стильный современный дизайн. Такие устройства способны гармонично вписаться в любой интерьер. Наличие изделий с разноцветной отделкой позволит украсить любое помещение.Ознакомьтесь со средними ценами на самые популярные модели:
ABB: Стоимость самых популярных моделей
Для изготовления выключателей WVB используются качественные материалы. Такие изделия отличаются качественной сборкой и стильным дизайном. Вне зависимости от выбранного стилистического оформления помещения всегда можно выбрать наиболее подходящий вариант. В коллекции производителя можно найти подходящий вариант для классического и декорированного интерьера.Предлагаем ознакомиться со средними расценками на самые популярные модели:
Viko: Стоимость наиболее популярных моделей
Электротехническая продукция, выпускаемая под торговой маркой VIKO, представлена в достаточно большом ассортименте. Благодаря этому вы можете выбрать подходящий вариант для помещения любого назначения и площади. Среди предложенных моделей можно найти подходящий по стоимости и дизайну вариант. Средние ставки представлены в таблице.
Как работает сквозной переключатель.Коммутатор сквозной
В первую очередь перед выбором и покупкой нужно определиться, что это такое — сквозной переключатель, для чего он нужен и чем он отличается от обычного одно-, двухклавишного и трехклавишного.
Однокнопочный выключатель необходим для управления одной цепью или линией освещения из нескольких точек, расположенных в разных частях комнаты или всего дома. То есть одним переключателем вы включаете освещение при входе в комнату или коридор, а другим, но в другой точке, вы выключаете то же освещение.
Очень часто используется в спальнях. Зашел в спальню, зажег свет возле двери. Он лег на кровать и выключил свет у изголовья кровати или возле тумбочки. В двухэтажных особняках — включил свет на первом этаже, поднялся по лестнице на второй и там выключил.
Выбор, конструкция и отличия проходных выключателей
Перед тем, как собрать такую схему управления, вот на что следует обратить особое внимание:
1 Для подключения проходного выключателя света понадобится трехжильный кабель — ВВГнг-Лс 3 * 1.5 или NYM 3 * 1,5 мм2 2 Не пытайтесь собрать подобную схему на обычных выключателях.
Основное различие между обычным и проходным изолятором — это количество контактов. Простые одноклавишные имеют две клеммы для подключения проводов (вход и выход), а сквозные — три!
По простому, цепь освещения может быть как замкнутой, так и разомкнутой, третьего пути нет.
КПП правильнее называть не свичем, а свитчем.
Так как он, именно он переключает схему с одного рабочего контакта на другой.
По внешнему виду, спереди они могут быть точно такими же. Только ключ доступа может иметь значок из вертикальных треугольников. Однако не путайте их с шлепанцами или кроссовками (подробнее о них ниже). Эти треугольники смотрят в горизонтальном направлении.
А с обратной стороны сразу видна вся разница:
на проходной клемме 1 вверху и 2 внизу
обычный 1 сверху и 1 снизу
Многие их путают с двухклавишным по этому параметру.Впрочем, двухклавишные здесь тоже не подходят, хотя у них тоже три клеммы.
Существенная разница именно в работе контактов. Когда один контакт замыкается, проходные переключатели автоматически замыкают другой, но в двухклавишных переключателях такой функции нет.
Причем промежуточного положения при разомкнутых цепях на КПП нет.
Подключение коммутатора проходного типа
Прежде всего необходимо правильно подключить сам выключатель в розетку.Снимаем ключевую и накладную рамы.
В разобранном виде легко увидеть три контактных клеммы.
Самое главное найти общий. На качественных изделиях следует рисовать схему на обороте. Если вы их понимаете, то сможете легко перемещаться по ним.
Если у вас бюджетная модель, или вам какие-то электросхемы в темном лесу, то на помощь придет обычный китайский тестер в режиме непрерывности, либо индикаторная отвертка с аккумулятором.
С помощью щупов тестера поочередно коснитесь всех контактов и найдите тот, на котором тестер издаст звуковой сигнал или покажет «0» в любом положении кнопки ON или OFF. Еще проще сделать это индикаторной отверткой.
После того, как вы нашли общую клемму, вам нужно подключить к ней фазу от силового кабеля. Подключите оставшиеся два провода к оставшимся клеммам.
И какой из них где, особой разницы не имеет. Выключатель собран и закреплен в розетке.
Выполните ту же операцию со вторым переключателем:
ищи общий вывод
подключите к нему фазный провод, который будет идти к лампочке
подключить два других ядра к оставшимся
Схема подключения проходного выключателя в распределительной коробке
Цепь без заземляющего провода
Теперь самое главное правильно собрать схему в распределительной коробке.В него должны войти четыре трехжильных кабеля:
кабель питания от распределительного щита осветительной машины
кабель для лампы или люстры
При подключении проводов удобнее всего ориентировать по цвету. Если использовать трехжильный кабель ВВГ, то в нем чаще всего встречаются две цветовые маркировки:
или второй вариант:
Чтобы найти более правильную фазировку во втором случае, следуйте советам из статьи «»
1 Сборка начинается с нейтральных проводников.
Вы подключаете нулевую жилу от кабеля входной машины и нулевой выход к светильнику в одной точке через клеммы автомобиля.
2 Далее нужно подключить все заземляющие проводники, если заземлитель у вас есть.
Аналогично нейтральным проводам соедините «землю» входного кабеля с «массой» отходящего кабеля к освещению.
Этот провод подключается к корпусу светильника.
3 Осталось правильно и без ошибок подключить фазные провода.
Фаза от входного кабеля должна быть подключена к фазе отходящего провода к общей клемме проходного переключателя № 1.
А общий провод от проходного выключателя №2 соединить отдельной клеммой wago с фазным проводом кабеля освещения.
Завершив все эти подключения, остается только соединить вторичные (отходящие) проводники от переключателя №1 и №2 между собой. И совершенно неважно, как вы их соедините.
Можно даже цвета перепутать. Но лучше придерживаться цветовой гаммы, чтобы в дальнейшем не запутаться.
Основные правила подключения на этой схеме, которые необходимо запомнить:
фаза от автомата должна приходить на общий провод первого переключателя
и такая же фаза должна выходить из общего проводника второго переключателя на лампочку
два других вспомогательных провода соединены между собой в распределительной коробке
ноль и земля подаются напрямую, без переключателей, прямо на лампочки
Кулисные переключатели — цепь управления освещением из 3 мест
А что, если вы хотите управлять одним освещением из трех или более точек.То есть в схеме будет 3, 4 переключателя и т. Д. Казалось бы, нужно взять еще один проходной переключатель и все.
Однако трехконтактный переключатель здесь не работает. Так как в распределительной коробке нужно будет подключить четыре провода.
Здесь вам на помощь придет кулисный переключатель, или как его еще называют крестовой, крестовой, промежуточный. Его ключевое отличие в том, что у него четыре выхода — два внизу и два вверху.
И устанавливается как раз в промежутке между двумя контрольными точками.Найдите в распределительной коробке два вторичных (неосновных) провода от первого и второго проходного переключателя.
Отсоедините их и подключите кроссовер между ними. Те провода, которые идут от первого, подключаются ко входу (следуйте стрелкам), а те, что идут ко второму, — к выходным клеммам.
Всегда проверяйте цепь на выключателях! Часто бывает, что вход и выход находятся на одной стороне (сверху и снизу). Например, схема подключения кулисного переключателя Legrand Valena:
Перемычку в распределительную коробку, естественно, вставлять не нужно.Достаточно вывести оттуда концы 4-жильного кабеля. А пока разместите сам выключатель в любом удобном месте — возле кровати, посреди длинного коридора и т. Д. Включать и выключать свет можно откуда угодно.
Основным преимуществом этой схемы является то, что ее можно бесконечно изменять и добавлять сколько угодно кулисных переключателей. То есть всегда будет две контрольных точки (в начале и в конце), а в промежутке между ними будет 4, 5 или как минимум 10 переходов.
Ошибки подключения
Многие ошибаются на этапе поиска и подключения общей клеммы в проходном переключателе. Не проверяя схему, они наивно полагают, что общая клемма — это та, у которой всего один контакт.
Собирают схему так, а потом переключатели почему-то некорректно работают (зависят друг от друга).
Помните, что на разных выключателях общий контакт может быть где угодно!
И лучше всего назвать это, что называется «живым», тестером или индикаторной отверткой.
Чаще всего с такой проблемой сталкиваются при установке или замене коммутаторов pass-through от разных фирм. Если до этого все работало, а после замены схема перестала работать, значит провода перепутались.
Но может быть такая опция, что новый свитч вообще не сквозной. Также помните, что подсветка внутри продукта не влияет на сам принцип переключения.
Другая распространенная ошибка — неправильные кроссоверные соединения.Когда оба провода от прохода №1 насажены на верхние контакты, а с №2 — на нижние. Между тем у перекрестного переключателя схема и механизм переключения совершенно другие. И соединять провода нужно крест-накрест.
недостатки
1 Первым из недостатков сквозных переключателей является отсутствие определенного положения клавиши ВКЛ / ВЫКЛ, которое есть у обычных.
Если ваша лампочка перегорела и ее нужно заменить, при такой схеме не сразу можно понять, горит она или нет.
Будет неприятно, когда при замене лампа может просто взорваться у вас на глазах. В этом случае самый простой и надежный способ отключить автоматическое освещение в приборной панели.
2 Второй недостаток — большое количество подключений в распределительных коробках.
И чем больше у вас будет световых точек, тем больше их будет в распределительных коробках. Подключение кабеля напрямую по схемам без соединительных коробок сокращает количество подключений, но может значительно увеличить либо расход кабеля, либо количество его жил.
Если ваша проводка проходит под потолком, вам придется опустить провод оттуда к каждому переключателю, а затем снова поднять его. Оптимальный вариант — использование импульсных реле.
Переключатель проходного типа, он же коммутатор. Некоторые называют это «кулисным» переключателем. Алгоритм его работы однозначно определяется названием. Выключатель обеспечивает соединение одного общего контакта с тем или другим из двух альтернативных. Редко, но есть еще и трехкнопочные переключатели.
Следует отметить, что цены на сквозные переключатели в последнее время зачастую даже ниже, чем на обычные переключатели того же производителя (например, это относится к Legrand).
Таким образом, многие поставщики перестают покупать коммутаторы и предлагают вместо них коммутаторы. Собственно говоря, в этом нет ничего плохого. Просто используются два из трех контактов переключателя — общий и один из альтернативных. Тем более что внешний вид таких устройств похож.
Управление освещением с двух мест
Использование выключателей позволяет организовать включение и выключение нагрузки (обычно — освещения) с нескольких точек.На первом рисунке показано, как работает такая схема. Смысл его работы в том, что в схеме, состоящей из двух противоположных переключателей (подключены альтернативные контакты), изменение положения любого из переключателей сразу вызывает включение или отключение общих контактов.
Рисунок 1
Для обычного переключателя состояние включения и выключения определяется положением клавиши. Для цепочки из двух переключателей при любом фиксированном положении ключа одного переключателя можно включить или выключить подключенную нагрузку, изменив положение ключа другого переключателя.
Основная проблема при установке проходных выключателей — это очень точное определение назначения всех контактов установленных устройств. Одна и та же принципиальная схема устройства может быть конструктивно реализована совершенно по-разному.
Все три контакта могут располагаться на одной стороне механизма, могут быть распределены в любом сочетании в любые точки. Переключатели производятся множеством производителей (Legrand, ABB, Schneider Eltctric …).
Пример расположения переключателей прохода на рисунке (Рисунок 2)
Хотя концепция использования переключателей для управления светом из двух мест выглядит очень простой, тогда фактическое соединение с использованием распределительных коробок требует особой осторожности.
Как показано на схеме подключения, в распределительную коробку подключено как минимум два двухжильных и два трехжильных провода.
Схема подключения двух переключателей из разных мест (рисунок 3)
При использовании двухклавишных переключателей количество подходящих проводов увеличивается вдвое.
Управление освещением из трех точек
Если вы внимательно посмотрите на следующий рисунок, вы увидите, что освещением можно управлять из трех мест и, как правило, из любого количества мест. Для этого вам просто нужно вставить дополнительное устройство в промежуток между нашими простейшими переключателями.
Это устройство называется перекрестным (или промежуточным) переключателем. Если вы внимательно посмотрите на рисунок 4, становится ясно, что это устройство состоит из двух сквозных переключателей, между которыми устанавливается механическое соединение.
Рисунок 4. Подключение из трех или более точек
С одной стороны, двухпроводная линия от первого переключателя в цепи подключается к общим контактам обоих переключателей, входящих в промежуточный переключатель. Альтернативные выходные контакты этих переключателей сгруппированы вместе, как показано на рисунке.
Рисунок 5. Пример расположения 3 переключателей
В результате мы имеем два рабочих состояния промежуточного переключателя. Либо входная двухпроводная линия продолжается после этого переключателя «как есть», либо после переключателя линии меняются местами («пересекаются», отсюда и название). Таким образом, у нас есть устройство, которое выполняет функцию, аналогичную функции первого или последнего переключателя в цепочке.
Рисунок 6
В состоянии, показанном на рисунке, цепь замкнута. Его можно открыть, изменив состояние любого из переключающих устройств.
Монтаж такой схемы (см. Схемы подключения на рисунках) затруднен только с точки зрения обилия подключаемых проводов. При использовании одной распределительной коробки два двухжильных, два трехжильных и один четырехжильный провод необходимо соединить в семи точках (скрутки, концевые соединители). Для такого количества проводов и соединений нужна распределительная коробка достаточно большого размера.
Ситуацию можно несколько облегчить, если использовать дополнительную распределительную коробку (как показано на следующем рисунке).
Рисунок 7. Подключение автоматических выключателей в 2 распределительных коробках
Два кулисных переключателя
Все рассматриваемые устройства также доступны в двухклавишном исполнении. Схема подключения двухклавишного проходного переключателя Legrand показана на рисунке 8. Следует отметить, что двухклавишные переключатели выполнены в виде комбинации двух переключателей, установленных в механизме напротив друг друга.
Рисунок 8
При установке таких устройств необходимо очень внимательно понимать назначение всех контактов.
Вообще говоря, использование двухклавишных переключателей довольно редко. В этом случае количество коммутируемых проводов увеличивается вдвое по сравнению с количеством, необходимым при использовании одноклавишных устройств. И мы уже отметили, что количество проводов и соединений в таких схемах далеко не маленькое.
Несколько слов об использовании сквозных и промежуточных коммутаторов. Прежде всего, они удобны в помещениях и на участках, размер которых большой, а вход и выход находятся далеко друг от друга.Такой прием удобно использовать для освещения дорожек в саду, прихожей или крыльце дома; очень часто их используют для управления светом на лестнице многоэтажного дома.
Для управления освещением из большого количества точек использование проходных и промежуточных выключателей — надежный метод, но очень дорогостоящий с точки зрения расхода проводов и трудоемкости коммутационных работ.
Рисунок 9
В этом случае более приемлемым является использование бистабильных (то есть имеющих два стабильных состояния) реле.Для управления такими реле используются импульсные сигналы от кнопок-переключателей (переключатели без фиксации положения). Сигналы от всех таких кнопок параллельно подаются на бистабильное реле.
Рисунок 10. Бистабильное реле
В результате получается очень гибкая и несложная схема управления с неограниченным количеством точек управления. Само бистабильное реле обычно изготавливается в виде стандартного модуля, устанавливаемого на DIN-рейку в коробке. Основным недостатком данной схемы является то, что бистабильное реле можно купить, как правило, только в специализированной компании.
Проходные переключатели позволяют управлять одной моделью осветительного оборудования (светильник, люстра, торшер) из нескольких комнат, причем делать это можно одновременно. Важно знать, как подключить сквозной выключатель, чтобы все лампы работали исправно. Для этого следует использовать соответствующие схемы.
Проходные выключатели — незаменимый вариант в частных домах, планировка которых предусматривает несколько помещений, расположенных на разных этажах. Соответствующие схемы подключения можно подобрать для больших квартир, заведений с планировкой коридорного типа.К достоинствам таких вариантов можно отнести не только удобство, но и возможность снизить количество потребляемой электроэнергии: свет горит только там, где это необходимо. В остальных комнатах освещение не включается, следовательно, энергия не расходуется.
Подключение проходных выключателей в распределительной коробке
Сквозные коммутаторы
отличаются от стандартных моделей следующими особенностями:
В их конструкции три контакта, в отличие от типовых моделей, у которых два контакта
Аппаратура позволяет быстро сменить «фазу» на второй или на третий контакт с первого.
Важно! Функции источника света при условиях соответствующей схемы могут выполнять люминесцентные, светодиодные, энергосберегающие и любые другие лампы. Примечательно, что схему можно использовать в связи практически с любым типом нагрузки, управление которой осуществляется из разных частей помещения.
Распределитель группы проходных выключателей
Схема подключения: 2 места
Тем, кого интересует вопрос, как подключить сквозной выключатель, будет особенно полезна схема подключения на 2 места.Фактически, процесс практически такой же, как и для стандартного автоматического выключателя. Основные отличия заключаются в следующем:
Общее количество клемм контактного типа
Количество проводов, подключаемых к оборудованию.
Важно: выключатель подключается тремя проводами и таким же количеством клемм. Вам понадобится трехжильный провод, который нужно будет осторожно протянуть в сторону прерывателя от распределительной коробки.
Схема управления группой проходных выключателей из двух элементов
В рамках данной схемы подключения задействована распределительная коробка, также используются два проходных переключателя.Как уже было сказано выше, в коробку следует уложить провода, идущие от люстры или любого другого светильника. От выключателя вытянуты трехжильные провода. Подключение сквозного выключателя по схеме с двух мест подразумевает использование фазного провода. Рекомендуется придерживаться выполнения работ в следующем порядке:
От распределительной коробки фазный провод протягивается к области ввода контактов на первом переключателе
Контакты закреплены на проводах, выходящих из других аналогичных контактов в конструкции второго автоматического выключателя
Входной контакт другого выключателя подключен к проводу торшера, бра или другого светильника, установленного в комнате
Оставшийся провод фиксируется на нуле, и это нужно делать напрямую.
Важно! Сечение провода с тремя жилами следует выбирать исходя из мощности осветительного оборудования. Если вам необходимо подключить несколько секций управления освещением, то вам потребуется приобрести переключатели крестового типа. Схема подключения сквозного переключателя в этом случае не подойдет, потому что используется несколько контактов, а провод должен иметь соответствующее количество жил.
Двухточечное управление с двумя нагрузками
Схема подключения: 3 места
В данном случае выбираются переключатели стандартного типа.Устанавливаются в последней и первой контрольных секциях. Для желающих узнать, как подключить сквозной переключатель, схема такого типа должна быть понятна. Она несколько сложнее схемы подключения из трех мест, но вы можете понять ее специфику. В соответствии с ним перекрестные переключатели следует устанавливать на остальных участках, то есть не на последних и не на первых.
Схема подключения трех сквозных переключателей
Количество зон управления светильниками может быть любым.Их количество определяет сложность подключения в распределительной коробке, ведь к ней подключается гораздо больше проводов. В этом случае потребуется их правильная и упорядоченная маркировка. Иначе есть риск, что провода не разберутся.
Работы по установке переключателя проходного действия, схема которого не сложна, выполняются в следующем порядке:
Два контакта на выходе, расположенные на участке первого переключателя, закреплены на тех проводах, которые выводятся на пару на входе следующего перекрестного элемента.Этот этап повторяется ровно до тех пор, пока не будет подключен последний элемент
Общий контакт последнего элемента подводится к проводу, идущему к торшеру, светильнику, бра
Фазный провод подключен к контакту на входе в конструкции первого выключателя
Второй провод светильника, торшера или другого осветительного оборудования закрепляется на нулевой секции коробки.
Важно! К каждому элементу проходного типа необходимо подключить трехжильный провод.К перекрестным переключателям подключаются четыре провода.
Важные моменты
Как отключить сквозной выключатель, подключить — теория и практика дадут ответы на эти вопросы. Следует четко понимать, по какому принципу работают предложенные схемы. Внутри каждого из них задействованы одни и те же элементы:
Переключатели проходные;
Ящики;
Провода на определенных этапах заменяются кабелями;
Лампы.
Первая схема считается самой простой.Из него легко понять, как сделать проходной выключатель: нейтральный провод ведет от источника питания к осветительной технике. Плюс, он умещается в коробке. Фазовый провод тоже помещается туда, но ведет через него прямо к контакту. Все контакты связаны друг с другом. Фаза исходит от общего контакта. Вторая схема немного сложнее, но действительно удобна.
Простая схема подключения сквозного переключателя
Установка выключателей осуществляется одновременно с установкой коробки, в которую вводятся кабели от всех источников электроэнергии.В коробке их подключают, руководствуясь выбранной схемой. Важно помнить, что место установки нужно выбирать правильно, в соответствии с характеристиками кабелей, в том числе их длиной.
Обычные выключатели, которые устанавливаются в нашем доме, способны включать и выключать освещение из одного места. Согласитесь, люстру, которая находится в спальне, можно включить только расположенным там выключателем.
А что, если вам нужно управлять одной лампой одновременно из разных комнат.Такую схему сложно собрать с помощью обычных переключателей. На помощь придут сквозные переключатели или переключатели, как их еще называют.
Такие переключатели используются для организации управления светильниками независимо с нескольких мест. Предлагаемая схема коммутации не только очень удобна, но и позволяет значительно экономить электроэнергию.
Рассмотрим в этой статье, как идет в распределительной коробке.
Особенно важно использование проходных выключателей для управления освещением лестничных клеток.Для этой цели часто используются схемы, использующие реле времени, но следует признать, что они не так удобны в использовании, менее надежны и экономичны.
Все движутся по лестнице с разной скоростью, и ты сам можешь сегодня подняться налегке, а завтра с тяжелым чемоданом. Ставить большие задержки с учетом маржи — значит сокращать экономию.
Предлагаемая схема позволяет одним выключателем включить лампы внизу, а после подъема по лестнице выключить другим.Если вам нужно спуститься, вы можете использовать переключатель наверху, чтобы включить свет, и внизу, чтобы выключить его. Подобную схему также удобно использовать для освещения длинных коридоров.
Однако проходные переключатели пригодятся не только владельцам длинных коридоров и многоэтажных домов. Они будут очень кстати обитателям малогабаритных квартир. Типичная ситуация. В вашей квартире есть проходная комната, при входе в которую вы включаете свет, затем переходите в соседнюю комнату, включаете в ней свет, а в проходной комнате выключаете лишнее освещение с проходной. выключатель.Согласитесь — это очень удобно. Устраняет ненужные прогулки и экономит электроэнергию.
Еще один пример. Заходите в спальню и включаете свет у двери. Перед сном включите настольную лампу или бра, чтобы почитать книгу перед сном, но теперь вам придется снова встать, подойти к двери и выключить люстру! И нельзя этого сделать, если вы заранее установили в изголовье кровати сквозной выключатель.
Для реализации такой схемы управления используются так называемые «сквозные переключатели», которые, собственно говоря, фактически являются переключателями.В отличие от обычных выключателей, они имеют не два, а три контакта и могут переключать «фазу» с первого контакта на второй или третий.
В качестве источника освещения в такой схеме может использоваться любой тип лампы — от обычных ламп накаливания до люминесцентных, энергосберегающих и светодиодных ламп. Однако по той же схеме можно подключать не только лампы, но и любую другую нагрузку, включением которой нужно управлять с нескольких мест.
Как подключить сквозной выключатель — 2-х местная схема управления лампой
Процедура подключения сквозного переключателя мало чем отличается от подключения обычного переключателя.Разница лишь в количестве контактных клемм и проводов в комплекте. У сквозного переключателя их три.
Заранее учтите, что от распределительной коробки до такого выключателя нужно протянуть трехжильный провод.
Схема подключения переключателя проходного типа — управление светильником с 2-х мест
В схеме используются два проходных переключателя и распределительная коробка, в которую вставляются провода от контролируемой лампы и трехжильные провода от переключателей.
Фазный провод от распределительной коробки подключается к общему входному контакту первого проходного переключателя. Два других (выходных) контакта подключаются к проводам, идущим от аналогичных контактов второго переключателя. А общий (входной) контакт второго переключателя подключен к проводу, идущему от лампы.
Второй провод от светильника подключается напрямую к нулю распределительной коробки.
Сечение трехжильного провода, подводимого к проходным выключателям, необходимо подбирать в соответствии с мощностью контролируемой лампы.
Как подключить сквозной выключатель — 3-х точечная схема управления светильниками
В некоторых случаях возникает необходимость предоставить не две, а больше точек управления освещением. Например, свет на лестнице в многоэтажном доме нужно включать и выключать на каждом этаже. Такая же ситуация с длинным коридором, в который открываются двери нескольких комнат.
Реализовать такую схему можно, но помимо простых сквозных переключателей потребуются еще и перекрестные переключатели.В таких переключателях уже не три, а четыре контакта — два входных и два выходных, которые представляют собой две пары одновременно переключаемых контактов. Соответственно, к таким выключателям необходимо подключать четырехжильный провод.
Схема подключения переключателя проходного типа — управление светильником с 3-х мест
В такой схеме управления обычные проходные переключатели используются в первой и последней контрольных точках светильников и перекрестные переключатели во всех остальных.
Количество контрольных точек не ограничено, только увеличивается сложность переключения в распределительной коробке из-за большого количества подводимых к ней проводов. И здесь не обойтись без грамотной маркировки проводов при их прокладке, иначе вы просто запутаетесь в них.
Принцип подключения следующий — выходная пара контактов первого проходного переключателя подключается к проводам, идущим к входной паре следующего перекрестного переключателя, и так далее, до последнего проходного переключателя. , общий контакт которого подключен к проводу, идущему к светильнику.Фазный провод подключается к входному контакту первого переключателя, а второй провод от лампы подключается к нулю распределительной коробки.
Мы протягиваем трехжильный провод к каждому сквозному переключателю и четырехжильный провод к каждому перекрестному переключателю.
На представленной схеме показано подключение трех точек управления светильниками, состоящих из одного крестового и двух сквозных переключателей.
Небольшое пояснение к схемам подключения
Давайте посмотрим, как это работает.На представленных схемах использованы следующие элементы: распределительная коробка, лампа, проходные переключатели и соединительные провода, которые в процессе монтажа используются с кабелями различной конструкции.
Первой из предложенных схем является подключение сквозного коммутатора, в котором управление осуществляется из двух разных мест, такой тип схемы считается достаточно простой в реализации.
При таком подключении один провод, равный нулю, направляется от источника электричества к лампе через распределительную коробку.Вторая фаза также направляется через распределительную коробку к контакту переключателя.
Таким образом, две пары контактов переключателя соединены между собой. Для зажигания лампы фаза подается на лампу с общего контакта второго сквозного переключателя.
На второй схеме показано соединение сквозных переключателей вместе с переключателем или кроссовером. Благодаря такому расположению можно управлять освещением из трех разных мест.
Со схемой подключения разобрались, теперь подробнее о его установке.Он заключается в установке проходных выключателей и дальнейшей прокладке от них трехжильных кабелей. Также установлены, подключенные параллельно, лампы, от которых отходит двухжильный кабель.
Параллельно монтируем распределительную коробку, куда прокладываем кабели от выключателей, ламп и источника питания, чтобы соединить их вместе, в соответствии с вышеприведенной схемой. При этом обратите внимание на выбор подходящего места для установки распределительной коробки с учетом длины используемых кабелей.
Надеюсь, эта статья «» помогла вам разобраться со всеми вопросами подключения, если у вас есть вопросы или пожелания, задавайте их в комментариях, с радостью отвечу.
Содержимое:
Целесообразность использования проходных выключателей обусловлена индивидуальной планировкой помещения светильниками, требующими регулировки с разных точек. Таким образом обеспечивается дополнительное удобство и комфорт. В таких случаях довольно часто используется схема подключения сквозного переключателя из трех мест.При необходимости можно использовать больше очков.
Использование схем с тремя переключателями
Использование системы управления освещением с тремя переключателями дает возможность включать и выключать освещение из любого удобного места. Проходные выключатели хорошо зарекомендовали себя на лестничных клетках, в больших помещениях, подъездах, а также во дворе или на приусадебном участке.
В длинных коридорах устанавливают несколько выключателей в начале, в середине или в конце. Такая же схема используется при нескольких входах в разные комнаты.То есть в начале коридора свет можно включить, а в середине или в конце — выключить. Чтобы осветительный прибор мог включаться и выключаться с трех разных точек в комнате, необходимо использовать схему подключения с тремя проходными выключателями.
Элементы и составляющие схемы подключения
Эта схема включает в себя распределительную коробку, фонари, переключатели и провода. В качестве источников света используются не только обычные лампы накаливания, но и различные типы светодиодных и энергосберегающих ламп.Переключатели, используемые в схеме, делятся на прямые и перекрестные. В свою очередь, сквозные переключатели могут быть клавишными, резервными или лестничными. Их установка занимает гораздо больше времени.
Классическая схема подключения сквозного переключателя с трех мест требует использования двух и одного кроссовера. Внешний вид дублирующих устройств практически такой же, как и у одноклавишных. В любом положении клавиш такого переключателя соединение электрической цепи не прерывается, переключаются только контакты.Механизм переключения в проходных переключателях расположен в центре контактов.
Устройства могут быть одно- или двухклавишными. Во втором случае два устройства объединены в одно с шестью контактами. В схемах часто используются одноклавишные переключатели света, не отличающиеся друг от друга. Каждый из них снабжен тремя контактами. В первом устройстве к одному контакту подключается фазный провод, а к двум другим — промежуточные. У третьего переключателя, наоборот, к одному контакту подключается промежуточный провод, а к двум другим подключаются выходные фазные линии.
Переключатель, установленный посередине, действует как перекрестный переключатель. Он имеет четыре контакта, от которых идет по два провода к каждому кулисному переключателю №1 и №3. В случае короткого замыкания промежуточного электрического провода на любом из кулисных переключателей загорится свет. При изменении состояния ключа цепь разрывается и свет гаснет. Если возникнет необходимость увеличить количество точек управления освещением, достаточно добавить в существующую схему перекрестные переключатели в необходимом количестве.
Для правильной установки системы управления необходимо соблюдать определенные рекомендации. Если в помещении уже есть электрическая сеть, то к резервным коммутаторам необходимо подключить отдельные открытые или закрытые сети. Во втором случае стены нужны. Для фиксации гофрированной трубы может потребоваться специальный инструмент и гипс. Новые линии прокладываются трех- или четырехжильным кабелем.
Как подключить трехпозиционный переключатель
Общие сведения о трехпозиционных настенных переключателях
Настенные переключатели, используемые для управления потолочными светильниками или другими приборами, бывают трех типов.Наиболее распространенным является однополюсный переключатель , используемый для управления осветительной арматурой из одного места. Следующим по распространенности является трехпозиционный переключатель . При использовании в сочетании с другим типом переключателя — четырехпозиционным переключателем — вы можете расположить переключатели для управления осветительными приборами из трех или более мест.
Что такое настенный трехпозиционный переключатель?
Трехпозиционные переключатели обычно используются для управления осветительной арматурой из двух разных мест. Например, в длинном коридоре или лестнице можно использовать пару трехпозиционных переключателей на каждом конце, чтобы свет можно было включить при приближении к одному концу коридора или лестницы, а затем выключить с другого конца.
Когда оба переключателя подняты или оба опущены, цепь замкнута и светильник будет гореть. Когда переключатели находятся в противоположных положениях, цепь прерывается, и светильник выключается. Это позволяет любому переключателю управлять включением-выключением осветительной арматуры в любое время.
Есть два явных признака, которые идентифицируют коммутатор как трехходовой:
На переключателе нет маркировки ВКЛ / ВЫКЛ. Такая маркировка не нужна для этого типа переключателя, как для однополюсного переключателя.
В дополнение к зеленому винту заземления на корпусе коммутатора есть три винтовые клеммы. Один винт, известный как common , имеет более темный цвет, чем другие. Два других винта, обычно более светлого цвета из латуни, известны как клеммы Traveller .
Смотреть сейчас: объяснение 5 основных типов электрических переключателей
Детали трехпозиционного переключателя
Трехпозиционный переключатель имеет четыре различных винтовых зажима на корпусе:
Зеленый винт, прикрепленный к металлической планке переключателя, всегда предназначен для заземляющего провода (это неизолированный медный или зеленый изолированный провод внутри цепи).Винты заземления на переключателях не всегда требовались, поэтому, если вы заменяете старый трехпозиционный переключатель, вы можете найти один без винта заземления.
Два более легких винта латунного цвета называются шурупами Traveller . Провода перемещения, подключенные к этим винтам, будут обеспечивать два разных пути передачи энергии от одного переключателя к другому. На некоторых брендах переключателей эта пара винтов будет расположена на противоположных сторонах корпуса переключателя, но есть некоторые бренды, в которых винты-ходовые части находятся на одной стороне переключателя.
Последний винт — это общая клемма . Это более темный цвет, чем у путешественников, обычно темный латунный, медный или черный. Этот винт служит одной из двух целей в зависимости от того, где он расположен в цепи: либо он принимает входящий черный (горячий) провод от источника питания, либо подключается к черному (горячему) проводу, который ведет к осветительной арматуре. .
Иллюстрация: Ель / Хайме Нот
Винтовой зажим заземления
В целях безопасности всегда устанавливайте трехпозиционный переключатель с винтом заземления.Он подключается непосредственно к металлическому ремешку переключателя и может располагаться внизу переключателя, как показано здесь, либо сбоку, либо в другом месте. Если вы наткнетесь на старый выключатель без винта заземления, его следует заменить новым выключателем с заземлением.
Тимоти Тиле
Подключение трехпозиционного переключателя
Трехпозиционные переключатели могут быть подключены различными способами, в зависимости от того, где они расположены относительно осветительной арматуры на трассе кабеля.Например, они могут быть расположены так, чтобы питающий кабель шел к первому трехпозиционному переключателю, затем к коробке осветительной арматуры, а затем ко второму трехпозиционному переключателю.
Или, как показано здесь, их можно подключить так, чтобы кабели проходили через оба трехпозиционных переключателя, а затем к осветительной арматуре. Это относительно распространенная конфигурация, в которой электрические соединения выполняются следующим образом:
В месте первого переключателя подводящий провод от источника питания представляет собой двухжильный кабель с заземлением.Это означает, что имеется черный провод под напряжением, белый нейтральный провод и неизолированный медный провод заземления. На этом первом переключателе черный подводящий провод подсоединен к общему винту переключателя. Заземляющий провод подключается как к переключателю с помощью гибкого провода, так и ко второму участку кабеля, идущему к следующему переключателю. Если распределительная коробка металлическая, ее также необходимо подключить к заземляющим проводам.
Кабельная трасса, соединяющая два переключателя, выполнена с 3-проводным кабелем. Черный и красный провода являются «путевыми» и подключены к клеммам ходовых винтов на двух переключателях.Это обеспечивает два альтернативных пути протекания горячего тока между переключателями — это то, что позволяет переключателям гибко включать и выключать свет.
Поскольку переключатели не имеют соединений белых нейтральных проводов, нейтральные провода в распределительных коробках просто соединяются вместе, так что они проходят через коробку с осветительной арматурой.
В месте расположения второй распределительной коробки электропроводка аналогична проводке первого переключателя, с подвижными клеммами, подключенными к бегущим проводам, идущим от первого переключателя.Однако у этого второго переключателя общий винтовой зажим соединен с черным горячим проводом, который ведет к осветительной арматуре. И снова белые нейтральные провода просто соединяются вместе, а заземляющие провода соединяются вместе с помощью косичек, соединяющих выключатель и коробку, если она металлическая.
Для прокладки кабеля от осветительной арматуры требуется двухжильный кабель с заземлением. В осветительной арматуре завершение электромонтажа — это просто вопрос подключения черного и белого проводов схемы к соответствующим проводам на осветительной арматуре.Заземляющий провод подключается к выводу светильника и присоединяется к коробке, если он металлический.
Тимоти Тиле
Обратите внимание, что конфигурации проводки могут сильно различаться в зависимости от того, как устроена схема. Но если вы помните путь электрического потока и помните, что бегущие провода должны соединять два переключателя, будет достаточно легко правильно подключить осветительную арматуру, управляемую двумя трехпозиционными переключателями.
простая схема подключения своими руками (инструкция с фото и видео).Как сделать переключатель с переключателя на управление освещением с двух мест
Схема подключения выключателя , многие относятся к разряду электрического высшего пилотажа.
Фактически любой желающий может выполнить его установку от начала до конца, для этого вам достаточно иметь визуал и
подробное руководство. Это руководство, изложенное в этой статье. Для того, чтобы понять, как устроен и выполнен автоматический выключатель , подключение , давайте подробнее рассмотрим его установку от самого начала до конца.
Принцип действия выключателя основан на возможности управлять включением и выключением освещения одной комнаты из двух разных мест … Приведем пример, это может быть какое-то большое проходное помещение, когда вы входите в него, вы включаете свет одним переключателем, проходите через него и выходите, выключаете свет вторым переключателем или наоборот. Из этого примера мы узнали, что сквозной переключатель, несмотря на множество заблуждений, не может работать с одним механизмом, их в схеме должно быть как минимум два.
Приступим к изучению материала по данному вопросу.
Монтируем провода и установочные элементы схемы
Установка
начинается с распределительной коробки, в которую мы вскоре последовательно соберем все провода, а потом будем их подключать.
Нам нужен источник питания, который через провода и устройства защиты будет подавать электрический ток в распределительную коробку. Любая электрическая цепь должна быть защищена от токов короткого замыкания … Также должна быть предусмотрена возможность включения или выключения подачи электричества в эту цепь.В нашем примере все эти функции выполняет одно устройство — двухполюсный автоматический выключатель.
Напряжение на нем уже есть, так что запитать нашу распределительную коробку не составит труда. Для этого проложите провод от автоматического выключателя до распределительной коробки.
Запас провода для подключения лучше оставить с запасом в 10-15 сантиметров, так будет удобнее подключать провода и подключать оборудование.
Далее нам понадобятся две розеточные коробки (монтажные гильзы), в которые мы будем устанавливать выключатели.
Теперь прокладываем провод от первой монтажной втулки до распределительной коробки.
Потом со второго.
Последней необходимой деталью схемы является элемент освещения (лампа, люстра, бра), который будет включаться и выключаться из разных мест с помощью наших выключателей. В нашем примере мы используем для этих целей обычный патрон лампы, он максимально наглядно продемонстрирует работу освещения в цепи. Вносим провод для дальнейшего подключения осветительного элемента.
Все элементы подготовлены, приступаем к их подключению.
Подключение элементов схемы переключателя
Продолжаем разбирать тему схемы подключения сквозного выключателя. На этом этапе нам необходимо соединить элементы схемы.
Сюда входят:
выключатель
переключатель проходной — 2 шт.
лампочка
Начнем с подключения проводов двухполюсного выключателя, идущих к распределительной коробке.Подготавливаем провода, снимаем внешнюю изоляцию.
Отмеряем для подключения нужное количество проводов, зачищаем провода и подключаем. Более подробно рассмотрено подключение двухполюсной машины.
Перед проведением работ по подключению проводов к токоведущим контактам и клеммам, во избежание поражения электрическим током отключите полное электроснабжение квартиры. Убеждены, что напряжения нет, с помощью и только после этого приступаем к работе.
Обратите внимание на цвет проводов, синий ноль, белая фаза. Верх и низ машины должны совпадать. Провод заземления желтый с зеленой полосой, в нашем примере мы его не используем, изолируем и откладываем в сторону.
Наши переключатели имеют вставные контакты, и для их подключения требуется 1 сантиметр зачищенной жилы каждого провода. Обычно на задней панели коммутатора есть схема подключения проводов. Стрелка вверху обозначает подходящий или отходящий контакт фазового провода, а стрелки под контактами, по которым фаза будет переключаться по двум отходящим проводам.
В нашем примере фаза белая. Подключаем его к верхнему подходящему (исходящему) контакту. Синий и желтый с зеленой полосой подключаем к переключающим контактам, подключать какой не важно.
Устанавливаем в розетку (монтажную втулку).
Второй сквозной переключатель подключается так же, как и первый.
Коммутаторы установлены. Более подробно о том, как подключить другие элементы электропроводки (розетки, выключатели с подсветкой и без нее, люстры и лампы) можно посмотреть.
Перейдем к подключению электрического патрона. Так же зачищаем провода и подключаем. Провод заземления желтый с зеленой полосой не используем, изолируем изолентой и убираем в сторону. Как вариант, его можно использовать в качестве заземления корпуса светильника, если он металлический, особенно в помещениях с повышенной влажностью.
Все элементы готовы и подключены.
Соединительные провода к выключателю
В нашей коробке четыре провода, давайте еще раз пройдемся по ним:
Фонарь (лампочка с цоколем).
Начнем с того, что перережем питающий провод и провод идущий к лампочке, снимем внешнюю изоляцию.
Нам не нужны заземляющие жилы, желтые с зелеными полосами, поэтому сразу изолируем их изолентой.
Зачищаем все остальные провода, снимаем изоляционный слой, голая жила должна получиться 3,5-4 сантиметра.
Убираем лишние провода внутри распределительной коробки, чтобы они нам не мешали.
Соединяем вместе, скручивая, два синих провода.
Теперь подготавливаем провода, идущие к переключателю 1 и 2. Снимаем внешнюю изоляцию.
Здесь нам понадобятся все три жилы каждой проволоки. Убираем по 3,5-4 сантиметра.
Подключаем провод питания белой фазы к одному из проводов белой фазы переключателя. Вы можете использовать любой белый провод обоих переключателей 1 и 2, не принципиально.
Второй оставшийся белый фазовый провод переключателя подключается к белому фазному проводу лампочки.
Теперь подключаем коммутационные провода, фаза по ним будет ходить то тут, то там. Скрутите два желтых провода вместе.
Цепь выключателя готова.
Проверка работы
Вкручиваем лампочку в патрон.
Подаем напряжение на выключатель. Включаем (поднимаем рычаг вверх), на цепь подается напряжение.
Включаем первый сквозной выключатель, схема подключения выставлена в рабочий режим, свет горит, выключатель выключаем, две лампы выключены.Мы пробуем наоборот. Все работает. Хочу обратить ваше внимание на то, что в отличие от того, на котором есть правило настройки вверх и вниз, на переключателях такой разницы нет. Его можно включить или выключить в любом положении.
Отключаем электричество. Для этого просто переведите рычаг автоматического выключателя в нижнее положение. Убеждаемся в отсутствии напряжения, используя для этого индикатор напряжения. Все скрутки изолируем изолентой.
Закладываем их в распределительную коробку.
Схема укомплектована, протестирована и готова к использованию.
Цепь выключателя.
Схема автоматического выключателя, сделанная своими руками, спасла нас:
поиск и вызов электрика — 200 руб.
установка двухполюсного выключателя — 300 руб.
установка внутренней распределительной коробки — 550 руб.
соединение проводов в распределительной коробке методом скрутки — 300 руб.
установка и подключение светильника, люстры (450 руб. За 1 светильник, люстра от 800 руб.) — средняя цена 600 руб.
установка розетки (кирпичная стена 200 руб — 1 шт), у нас 2 шт — 400 руб
установка проходного выключателя скрытого монтажа (1 шт. По 200 руб.), У нас 2 шт — 400 руб.
прокладка открытого провода на высоту до 2 метров (35 рублей — 1 метр), например, возьмем 4 метра — 140 рублей
прокладка провода открытая с высоты более 2 метров (50 руб -1 метр) например возьмем 15 метров — 750 руб
рубка стен 19 метров (120 руб — 1 метр) — 2280 руб
Наша общая экономия составила: 5920 рублей
Посмотреть стоимость услуг по электромонтажным работам можно
Приятного использования! Надеюсь, эта информация была вам полезна.
Свет в комнате должен включаться и выключаться. Для этого есть переключатели. Но обычный выключатель включает лампы только из одного места, и параллельная установка выключателя не решает этой проблемы.
Для управления освещением с двух мест необходим проходной выключатель. В схеме управления освещением перекрестные переключатели добавлены в два прохода с трех мест.
Устройство и принцип работы проходных выключателей
Проходной выключатель — это устройство, позволяющее включать и выключать свет с двух мест и устанавливается попарно, например, на разных концах длинного коридора или вверху и внизу лестницы.
Не путать с двухпозиционным переключателем — это обычный двойной переключатель, в котором обе группы контактов замыкаются одновременно.
Как подключить сквозной переключатель
На схеме подключения сквозных выключателей к каждому устройству идет по три провода:
подает фазу на переключатель или от переключателя на лампу;
два других соединяют переключатели вместе.
При прокладке проводки можно использовать один трехжильный кабель вместо трех отдельных проводов на электрической схеме выключателя.
По сути, это не переключатель, а переключатель. У этих устройств нет определенного положения «включено». Фаза поступает на выключатель, затем, в зависимости от положения ключа, подается на один из проводов, соединяющих устройства. Резервный переключатель также имеет два положения, и отходящий провод подключается к одному из соединительных проводов.
Если оба устройства подключены к одному из проводов, значит цепь замкнута и лампа горит, иначе цепь разомкнута и свет выключен.Поэтому для включения и выключения люстры необходимо переключать сквозной переключатель в другое положение.
В отличие от обычного переключателя, который имеет два контакта — подвижный и фиксированный, один и две клеммы для подключения проводов, в проходных переключателях есть три клеммы и контакта — два фиксированных для подключения проводов и один подвижный для подключения фазы или люстра.
Двойные проходные выключатели — это две независимые конструкции в одном корпусе с шестью клеммами.Этим они отличаются от обычных двойных выключателей, в которых подвижные контакты соединены встроенной перемычкой.
Как сделать проходной выключатель света своими руками
При отсутствии сквозного выключателя можно сделать его самостоятельно из двух обычных — одноклавишного и двухклавишного и использовать вместо сквозного выключателя в схеме для включения света с двух мест. Устройства должны принадлежать одной компании.
Конструкция аппарата должна позволять раскрывать один из подвижных контактов и переставлять неподвижный:
снимите двухкнопочный переключатель с корпуса;
снимите один из подвижных контактов;
демонтируйте неподвижный контакт, связанный со снятым подвижным контактом, поверните его на 180 ° и установите на место;
установите ранее снятый подвижный контакт, также повернув его на 180 °;
собрать выключатель и установить ключ от однокнопочного выключателя.
После переделки при переключении ключа один из контактов замыкается, а другой размыкается.
Неподвижный контакт снимается с одноклавишного устройства. В этом случае его не нужно снимать с двухклавишного аппарата.
Управление освещением из трех или более точек
Помимо включения ламп с двух мест, бывают ситуации, в которых этого недостаточно. Необходимо выключать свет в комнатах с разных ракурсов, в длинном коридоре с множеством дверей и прочим.Для этого используются перекрестные или промежуточные переключатели. Другое название этого устройства — реверсивный переключатель.
Сквозные переключатели подключаются двумя проводами. Если к одному из них подключены оба переключателя, значит, цепь замкнута и лампа горит, в противном случае — выключена.
На схеме крестовой выключатель включен в разрыв двух проводов, соединяющих вводы. Это называется кроссовером, потому что он меняет местами подключение входящих и исходящих проводов и подключение сквозных переключателей друг к другу.
Такое устройство подключается двумя парами проводов. Количество контрольных точек может быть любым, а количество перекрестных переключателей всегда на два меньше — в начале и в конце цепи устанавливаются проходные устройства.
В обычных одноклавишных устройствах, способных управлять только одной группой ламп, 6 контактов — 2 подвижных и 4 неподвижных. Схему устройства производители кладут на его спину. Это сделано для удобства подключения.
Двух- и трехклавишные устройства, способные управлять двумя или тремя электрическими устройствами, соответственно, представляют собой два или три отдельных устройства в одном корпусе и имеют двойной или тройной набор контактов и клемм для подключения.
Вместо прямого может быть установлен перекрестный переключатель. В этом случае некоторые клеммы остаются неподключенными.
Если нет перекрестного переключателя, вместо него можно установить двухпроходный переключатель. В этом случае неподвижные контакты замыкаются таким образом, чтобы схема переключения соответствовала промежуточному устройству.
Соединительные переключатели прямого и перекрестного типа
Такие устройства устанавливаются аналогично обычным розеткам и выключателям в монтажных коробках или непосредственно на стене.Установленные выключатели необходимо подключать согласно схеме.
Условные обозначения переключателей разных типов
На принципиальных схемах подключения, на которых нанесены все провода, вместо переключателей изображены их контакты. Но на однолинейных схемах и плане расположения электроприборов эти устройства обозначаются символами.
Обычный одинарный (одноклавишный) переключатель, замыкающий цепь только в одном положении, имеет форму круга, от которого вверх идет наклонная линия, похожая на букву «G».
На изображении сдвоенного (двухклавишного) выключателя, отдельно включающего две группы ламп в люстре, таких линий две. Они направлены в разные стороны.
Переключатель проходного действия, позволяющий включать свет с двух мест, тоже изображен в виде круга, но есть две наклонные линии в форме буквы «L». Направляйте их в противоположные стороны.
Двойной сквозной переключатель изображен как два расположенных рядом одиночных переключателя.
Крестообразный или промежуточный переключатель имеет форму круга с четырьмя буквами «G», и они направлены в разные стороны.
Электропроводка
Провода к этим устройствам прокладываются при скрытой проводке в пазах, а при открытии — в кабельных каналах.
Перетяжка прокладывается открытым способом на роликовых коньках.
Количество проводов, необходимых для подключения, зависит от конструкции устройства:
до одиночных пунктов пропуска — 3;
к первому двойному проходному (на который подводится фаза) двойному — 5;
до второй двойной КПП (к которой подключаются фонари) — 6;
К промежуточным переключателям на каждую клавишу проложено 8 проводов.
Для удобства подключения желательно использовать кабели с разноцветными жилами.
Сквозные и перекрестные переключатели — это устройства, которые позволяют управлять освещением из разных мест. Они позволяют жильцам дома включать и выключать свет.
Как подключить сквозной коммутатор — видео
Для повышения комфорта и удобства в эксплуатации осветительных приборов используется проходной выключатель: на схеме подключения четко отображен принцип работы коммутационного устройства.С его помощью можно управлять освещением комнаты из любой точки. Особенности конструкции и правила установки продукта подробно описаны в этой статье.
Проходные выключатели предназначены для включения и выключения освещения с разных концов комнаты или лестничного марша … Это означает, что вы можете включить свет, например, при входе в комнату, и выключить его — в другой его части. Такой принцип работы позволяет значительно экономить электроэнергию.
Внешний вид коммутатора не отличается от обычного.Его передняя подвижная панель также показывает стрелки вверх и вниз. Обычный переключатель имеет один вход и один выход. В отличие от этого проходное устройство имеет один вход и два выхода. Это означает, что ток здесь не прерывается, а перенаправляется на любой из выходов.
Как подключить розетку своими руками … Описание подготовительных мероприятий и технологии монтажа. Правила обращения с электричеством
Если управление освещением планируется с нескольких мест, по общей схеме вводятся дополнительные перекрестные переключатели, которые подключаются по вышеуказанному принципу.
К каждому проходному коммутатору прилагается трехжильный кабель, а к крестовине подключается четырехжильный кабель. Все провода, используемые для подключения, должны быть одинакового сечения. Выключатели, которые могут работать при нормальных токах 6,10 и 16 А, должны иметь одинаковые номиналы. На специализированных сайтах в сети Интернет наглядно можно увидеть схему подключения сквозных коммутаторов с 3-х мест.
С помощью проходных переключателей можно управлять не только одним светильником, но и группой из нескольких осветительных приборов.Для этого подключите КПП двухкнопочные переключатели … На каждом из них по шесть контактов. Обычные провода определяются по тому же принципу, что и для обычных устройств, но необходимо звено большого количества проводов.
Отличие схемы подключения двойного сквозного переключателя в том, что здесь используется больше проводов. Фаза подается на оба входа первого переключателя. С двух входов второго переключателя должны выходить провода для двух ламп. В случае организации управления освещением из трех и более точек следует установить по два перекрестных переключателя на каждую из них, так как они производятся только одноклавишными.
В этом случае по принципу соединения двойных сквозных переключателей с перекрестными переключателями первая пара контактов должна быть соединена с одним крестом, а вторая — с другим. При необходимости устройства подключаются друг к другу. Выход обоих перекрестных переключателей должен быть подключен к последней двухклавишной перемычке.
Известные производители проходных выключателей
Компания Legrand занимает лидирующие позиции на рынке электротоваров.Востребованность проходных выключателей Legrand обусловлена высоким качеством исполнения изделий, простотой монтажа, удобством в дальнейшей эксплуатации, стильным дизайном и гибкой ценовой политикой. Единственный недостаток — необходимость корректировки места крепления. Если он не подходит к изделию, могут возникнуть трудности при его установке, которая осуществляется согласно схеме подключения сквозного переключателя Legrand.
Дочерним предприятием Legrand является китайская компания Lezard.Однако от оригинального бренда остался только стильный дизайн. Качество сборки намного ниже из-за невысокой стоимости продукта.
Одним из ведущих отечественных производителей электротоваров считается компания Wessen, входящая в состав компании Schneider Electric. Вся продукция изготавливается по новейшим технологиям на современном зарубежном оборудовании и соответствует европейским стандартам качества. Модели имеют универсальный стильный дизайн, позволяющий каждому элементу вписаться в любой интерьер комнаты.Отличительной особенностью автоматических выключателей Wessen является возможность замены декоративной рамки без демонтажа устройства.
Еще один не менее известный производитель — турецкая компания Viko. Продукция отличается высоким качеством изготовления, надежностью и долговечностью, соответствует требованиям электробезопасности и европейским стандартам качества. При изготовлении корпуса устройства использован огнестойкий прочный пластик, который рассчитан на большое количество циклов работы.
Турецкий бренд Makel предлагает качественную, надежную, безопасную и стильную продукцию.Благодаря возможности подключения шлейфа без использования распределительной коробки, установка выключателей упрощается, а дальнейшая эксплуатация становится комфортной и безопасной.
Популярная линейка проходных переключателей
Проходные переключатели Legrand серии Velena отличаются стильным дизайном и разнообразием цветовых вариаций. Вот одно и два основных продукта, которые имеют пылевлагозащитный слой. Купить выключатель можно от 300 руб.
В серию Celiane входят изделия, в которых круглые клавиши вписаны в квадрат. Они могут быть бесконтактными с рычагами или бесшумными. Стоимость выключателей начинается от 700 руб. Линия Exclusive Celiane представлена ограниченным количеством переключателей ручной работы из мрамора, бамбука, фарфора, золота, мирта и других материалов. Рамы изготавливаются исключительно на заказ. Цена на товар начинается от 5,9 тыс. Руб.
Самыми популярными сериями коммутаторов от Lezard являются Demet, Mira и Deriy.Здесь представлены изделия из негорючего поликарбоната, отвечающие требованиям электробезопасности. Токопроводящие элементы изготовлены из фосфористой бронзы, которая отличается высокой проводимостью и низким нагревом. Купить переключатель КПП однокнопочный можно от 125 р.
В серии Wessen W 59 Frame используется модульный принцип, позволяющий установить от 1 до 4 устройств в одной раме по горизонтали или вертикали. Цена товара 140 руб. Отличаются простой конструкцией, но качественным исполнением одинарные и двойные проходные переключатели из серии Asfora, которые можно купить за 450 рублей.
Среди популярных серий от Макела — Дефне и Макел Мимоза. Корпус устройства выполнен из качественного пластика, снабжен надежным внутренним механизмом. Стоимость продукции от 150 руб.
Принцип работы и установка коммутационных аппаратов не представляет значительных трудностей. Необходимо предварительно изучить схему подключения и соблюдать рекомендации правил электробезопасности, что позволит осуществить надежный и безопасный монтаж приборов, тем самым обеспечив удобное и комфортное управление осветительными приборами в доме.
Как подключить сквозной коммутатор: схемы видеоподключения
Обычные выключатели, которые устанавливаются в нашем доме, способны включать и выключать освещение из одного места. Согласитесь, люстру, которая находится в спальне, можно включить только переключателем, расположенным там же.
А что, если вам нужно управлять одной лампой одновременно из разных комнат. Такую схему сложно собрать с помощью обычных переключателей. На помощь придут сквозные переключатели или, как их еще называют, переключатели.
Такие переключатели используются для организации управления светильниками независимо с нескольких мест. Предлагаемая схема коммутации не только очень удобна, но и позволяет значительно экономить электроэнергию.
Рассмотрим в этой статье, как собирается в распределительной коробке.
Особенно важно использование проходных выключателей для управления освещением лестничных клеток. Для этой цели часто используются схемы, использующие реле времени, но следует признать, что они не так удобны в использовании, менее надежны и экономичны.
Все движутся по лестнице с разной скоростью, а ты сам можешь сегодня подняться налегке, а завтра с тяжелым чемоданом. Ставить большие задержки с учетом маржи — значит сокращать экономию.
Предлагаемая схема позволяет одним выключателем включить лампы внизу, а после подъема по лестнице выключить другим. Если вам нужно спуститься, вы можете использовать переключатель наверху, чтобы включить свет, и внизу, чтобы выключить его. Подобную схему также удобно использовать для освещения длинных коридоров.
Однако проходные переключатели пригодятся не только владельцам длинных коридоров и многоэтажных домов … Они будут очень полезны жителям. малогабаритные квартиры … Типичная ситуация. В вашей квартире есть проходная комната, при входе в которую вы включаете свет, затем переходите в соседнюю комнату, включаете в ней свет, а в проходной комнате выключаете лишнее освещение проходной. выключатель. Согласитесь — это очень удобно. Устраняет ненужные прогулки и экономит электроэнергию.
Еще один пример. Заходите в спальню и включаете свет у двери. Отправляясь спать, включите настольную лампу или бра, чтобы почитать книгу перед сном, но теперь вам придется снова встать, подойти к двери и выключить люстру! И нельзя этого сделать, если вы заранее установили в изголовье кровати сквозной выключатель.
Для реализации такой схемы управления используются так называемые «сквозные переключатели», которые, строго говоря, фактически являются переключателями. В отличие от обычных выключателей, они имеют не два, а три контакта и могут переключать «фазу» с первого контакта на второй или третий.
В качестве источника освещения в такой схеме могут использоваться любые типы ламп — от обычных ламп накаливания до люминесцентных, энергосберегающих и светодиодных. Однако по той же схеме можно подключать не только лампы, но и любую другую нагрузку, включением которой нужно управлять с нескольких мест.
Как подключить сквозной выключатель — 2-х местная схема управления светильниками
Процедура подключения сквозного переключателя мало чем отличается от подключения обычного переключателя… Разница лишь в количестве контактных клемм и проводов в комплекте. У сквозного переключателя их три.
Заранее учтите, что от распределительной коробки до такого выключателя нужно протянуть трехжильный провод.
Схема подключения переключателя проходного типа — управление светильником с 2-х мест
В схеме используются два проходных переключателя и распределительная коробка, в которую вставляются провода от контролируемой лампы и трехжильные провода от переключателей.
Фазный провод от распределительной коробки подключается к общему входному контакту первого проходного переключателя. Два других (выходных) контакта подключаются к проводам, идущим от аналогичных контактов второго переключателя. А общий (входной) контакт второго переключателя подключен к проводу, идущему от лампы.
Второй провод от светильника подключается напрямую к нулю распределительной коробки.
Сечение трехжильного провода, подводимого к сквозным выключателям, необходимо подбирать в соответствии с мощностью управляемого светильника.
Как подключить сквозной выключатель — 3-х местная схема управления светильниками
В некоторых случаях возникает необходимость предусмотреть не две, а больше контрольных точек для светильников. Например свет на лестнице многоэтажного дома должен включаться и выключаться на каждом этаже. Такая же ситуация с длинным коридором, в который выходят двери нескольких комнат.
Реализовать такую схему можно, но помимо простых сквозных переключателей потребуются еще и перекрестные переключатели.В таких переключателях уже не три, а четыре контакта — два входных и два выходных, которые представляют собой две пары одновременно переключаемых контактов. Соответственно, к таким выключателям необходимо подключать четырехжильный провод.
Схема подключения переключателя проходного типа — управление светильником с 3-х мест
В такой схеме управления обычные проходные переключатели используются в первой и последней контрольных точках светильников и перекрестные переключатели во всех остальных.
Количество контрольных точек не ограничено, только увеличивается сложность переключения в распределительной коробке из-за большого количества подводимых к ней проводов.И здесь не обойтись без грамотной маркировки проводов при их прокладке, иначе вы просто запутаетесь в них.
Принцип подключения следующий — выходная пара контактов первого проходного переключателя подключается к проводам, идущим к входной паре следующего перекрестного переключателя и так далее, до последнего проходного переключателя общий контакт которого подключен к проводу, идущему к лампе. Фазный провод подключается к входному контакту первого переключателя, а второй провод от светильника подключается к нулю распределительной коробки.
Мы протягиваем трехжильный провод к каждому сквозному переключателю и четырехжильный провод к каждому перекрестному переключателю.
На представленной схеме показано подключение трех точек управления светильниками, состоящих из одного перекрестного и двух проходных переключателей.
Небольшое пояснение к схемам подключения
Давайте посмотрим, как это работает. На представленных схемах использованы следующие элементы: распределительная коробка, лампа, проходные переключатели и соединительные провода, для которых в процессе монтажа используются кабели различной конструкции.
Первой из предложенных схем является подключение сквозного коммутатора, в котором управление осуществляется из двух разных мест, схемы данного типа считаются достаточно простыми для реализации.
При таком подключении один провод, равный нулю, направляется от источника электричества к лампе через распределительную коробку. Вторая фаза также направляется через распределительную коробку к контакту переключателя.
Таким образом, две пары контактов переключателя соединены между собой.Для зажигания лампы фаза подается на лампу с общего контакта второго сквозного переключателя.
На второй схеме показано соединение сквозных переключателей вместе с переключателем или кроссовером. При такой схеме можно управлять освещением из трех разных мест.
Со схемой подключения разобрались, теперь подробнее о его установке. Он заключается в установке проходных выключателей и дальнейшей прокладке от них трехжильных кабелей.Также установлены, подключенные параллельно, лампы, от которых отходит двухжильный кабель.
Параллельно монтируем распределительную коробку, в которую прокладываем кабели от выключателей, ламп и источника питания, чтобы соединить их вместе в соответствии с вышеприведенной схемой. В этом случае следует обратить внимание на выбор подходящего места для монтажа распределительной коробки с учетом длины используемых кабелей.
Надеюсь, эта статья «» помогла вам разобраться со всеми вопросами подключения, если у вас есть вопросы или пожелания, задавайте их в комментариях, с радостью отвечу.
В первую очередь перед выбором и покупкой нужно определиться, что это такое — сквозной переключатель, для чего он нужен и чем он отличается от обычного одно-, двухклавишного и трехклавишного.
Однокнопочный переключатель требуется для управления одной цепью или линией освещения из нескольких точек, расположенных в разных комнатах или во всем доме. То есть одним переключателем вы включаете освещение при входе в комнату или коридор, а другим, но в другой точке, вы выключаете то же освещение.
Очень часто используется в спальных комнатах. Зашел в спальню, зажег свет возле двери. Он лег на кровать и выключил свет у изголовья кровати или возле тумбочки. В двухэтажных особняках — включил свет на первом этаже, поднялся по лестнице на второй и там выключил.
Выбор, конструкция и отличия проходных выключателей
Перед тем, как собрать такую схему управления, вот на что следует обратить особое внимание:
1 Для подключения проходного выключателя света понадобится трехжильный кабель — ВВГнг-Лс 3 * 1.5 или NYM 3 * 1,5 мм2 2 Не пытайтесь собрать подобную схему на обычных выключателях.
Основное различие между обычным и проходным изолятором — это количество контактов. Простые одноклавишные имеют две клеммы для подключения проводов (вход и выход), а сквозные — три!
По простому, цепь освещения может быть как замкнутой, так и разомкнутой, третьего пути нет.
КПП правильнее называть не свичем, а свитчем.
Так как он, именно он переключает схему с одного рабочего контакта на другой.
По внешнему виду, спереди они могут быть точно такими же. Только ключ доступа может иметь значок из вертикальных треугольников. Однако не путайте их с шлепанцами или кроссовками (подробнее о них ниже). Эти треугольники смотрят в горизонтальном направлении.
А вот с обратной стороны сразу видна вся разница:
на проходной клемме 1 вверху и 2 внизу
нормальный 1 сверху и 1 снизу
Многие их путают с двухклавишным по этому параметру.Впрочем, двухклавишные здесь тоже не подходят, хотя у них тоже три клеммы.
Существенная разница именно в работе контактов. Когда один контакт замыкается, проходные переключатели автоматически замыкают другой, но в двухклавишных переключателях такой функции нет.
Причем промежуточного положения при разомкнутых цепях на КПП нет.
Подключение переключателя проходного типа
Прежде всего необходимо правильно подключить сам выключатель в розетку.Снимаем ключевую и накладную рамы.
В разобранном виде легко увидеть три контактных клеммы.
Самое главное найти общий. На качественных изделиях следует рисовать схему на обороте. Если вы их понимаете, то сможете легко перемещаться по ним.
Если у вас есть бюджетная модель, или какие-то для вас электрические схемы темного леса, то на помощь придет обычный китайский тестер в режиме проверки целостности цепи, либо индикаторная отвертка с аккумулятором.
С помощью щупов тестера поочередно коснитесь всех контактов и найдите тот, на котором тестер издаст звуковой сигнал или покажет «0» в любом положении кнопки ON или OFF. Еще проще сделать это индикаторной отверткой.
После того, как вы нашли общую клемму, вам нужно подключить к ней фазу от силового кабеля. Подключите оставшиеся два провода к оставшимся клеммам.
И какой из них где, особой разницы не имеет. Выключатель собран и закреплен в розетке.
Выполните ту же операцию со вторым переключателем:
ищи общий вывод
подключите к нему фазный провод, который будет идти к лампочке
подключить два других ядра к оставшимся
Схема подключения проходного выключателя в распределительной коробке
Цепь без заземляющего провода
Теперь самое главное правильно собрать схему в распределительной коробке.В него должны войти четыре трехжильных кабеля:
кабель питания от распределительного щита осветительной машины
кабель для лампы или люстры
При подключении проводов удобнее всего ориентировать по цвету. Если использовать трехжильный кабель ВВГ, то он имеет две самые распространенные цветовые маркировки:
или второй вариант:
Для подбора более правильной фазировки во втором случае следуйте советам из статьи «»
1 Сборка начинается с нейтральных проводов.
Вы подключаете нулевую жилу от кабеля входной машины и нулевой выход к светильнику в одной точке через клеммы автомобиля.
2 Далее нужно подключить все заземляющие проводники, если заземлитель у вас есть.
Аналогично нейтральным проводам соедините «землю» входного кабеля с «массой» отходящего кабеля к освещению.
Этот провод подключается к корпусу светильника.
3 Осталось правильно и без ошибок подключить фазные провода.
Фаза от входного кабеля должна быть подключена к фазе отходящего провода к общей клемме проходного переключателя № 1.
А общий провод от проходного выключателя №2 соединить отдельной клеммой wago с фазным проводом кабеля освещения.
Завершив все эти подключения, остается только соединить вторичные (отходящие) провода от переключателя №1 и №2 между собой. И совершенно неважно, как вы их соедините.
Можно даже цвета перепутать. Но лучше придерживаться цветовой гаммы, чтобы в дальнейшем не запутаться.
Основные правила подключения на этой схеме, которые необходимо запомнить:
фаза от автомата должна приходить на общий провод первого переключателя
и такая же фаза должна выходить из общего проводника второго переключателя на лампочку
два других вспомогательных провода соединены между собой в распределительной коробке
ноль и земля подаются напрямую, без переключателей, прямо на лампочки
Кулисные переключатели — цепь управления освещением с 3-х мест
А что, если вы хотите управлять одним освещением из трех или более точек.То есть в схеме будет 3, 4 переключателя и т. Д. Казалось бы, нужно взять еще один проходной переключатель и все.
Однако трехконтактный переключатель здесь не работает. Так как в распределительной коробке нужно будет подключить четыре провода.
Здесь вам на помощь придет кулисный переключатель, или как его еще называют крестовой, крестовой, промежуточный. Его ключевое отличие состоит в том, что у него четыре выхода — два внизу и два вверху.
И устанавливается как раз в промежутке между двумя контрольными точками. Найдите в распределительной коробке два вторичных (неосновных) провода от первого и второго проходного переключателя.
Отсоедините их и подключите кроссовер между ними. Те провода, которые идут от первого, подключите ко входу (следуйте стрелкам), а те, что идут ко второму, — к выходным клеммам.
Всегда проверяйте цепь на выключателях! Часто бывает, что вход и выход находятся на одной стороне (сверху и снизу).Например, схема подключения кулисного переключателя Legrand Valena:
Перемычку в распределительную коробку, естественно, вставлять не нужно. Достаточно вывести оттуда концы 4-жильного кабеля. А пока разместите сам выключатель в любом удобном месте — возле кровати, посреди длинного коридора и т. Д. Включать и выключать свет можно откуда угодно.
Основным преимуществом этой схемы является то, что ее можно бесконечно изменять и добавлять сколько угодно кулисных переключателей.То есть всегда будет две контрольных точки (в начале и в конце), а в промежутке между ними будет 4, 5 или как минимум 10 переходов.
Ошибки подключения
Многие на этапе поиска и подключения общей клеммы в проходном коммутаторе допускают ошибку. Не проверяя схему, они наивно полагают, что общая клемма — это та, у которой всего один контакт.
Собирают схему так, а потом переключатели почему-то некорректно работают (зависят друг от друга).
Помните, что на разных выключателях общий контакт может быть где угодно!
И лучше всего его вызвать, что называется «живым», тестером или индикаторной отверткой.
Чаще всего с такой проблемой сталкиваются при установке или замене коммутаторов pass-through от разных фирм. Если до этого все работало, а после замены схема перестала работать, значит провода перепутались.
Но может быть такая опция, что новый свитч вообще не сквозной.Также помните, что подсветка внутри продукта не влияет на сам принцип переключения.
Другая распространенная ошибка — неправильные перекрестные соединения. Когда оба провода от прохода №1 насажены на верхние контакты, а с №2 — на нижние. Между тем у перекрестного переключателя схема и механизм переключения совершенно другие. И соединять провода нужно крест-накрест.
недостатки
1 Первым из недостатков сквозных переключателей является отсутствие определенного положения клавиши ВКЛ / ВЫКЛ, которое находится в обычных.
Если ваша лампочка перегорела и ее нужно заменить, при такой схеме не сразу можно понять, горит она или нет.
Будет неприятно, когда при замене лампа может просто взорваться у вас на глазах. В этом случае проще и надежнее всего отключить автоматическое освещение в панели приборов.
2 Второй недостаток — большое количество подключений в распределительных коробках.
И чем больше у вас будет световых точек, тем больше их будет в распределительных коробках.Подключение кабеля напрямую по схемам без соединительных коробок сокращает количество подключений, но может значительно увеличить либо расход кабеля, либо количество его жил.
Если ваша проводка проходит под потолком, вам придется опустить провод оттуда к каждому переключателю, а затем снова поднять его. Лучше всего здесь применение импульсных реле.
Выкопать яму под туалет в г. Москва за 1100 рублей
Яма 1*1*3 копать нужно 2.06.2016.
Более подробно детали задания обсудим с выбранным исполнителем.
В предложениях указывайте время, когда сможете выполнить задание и сумму за работу. Жду Ваших предложений!
Когда:
, 09:54
Адрес:
15а, Ельдигино, Московская область, 141255
Смотрите также:
Хотите найти лучшего мастера по ремонту?
Последние добавленные задания
Цена договорная
Подключить коллектор для воды, посудомойка, фильтр. ..
Подключить коллектор для воды, кран, посудомоечную машину и фильтр барьер.
Поклонов Д.
жилой комплекс Дом на Барвихинской, Москва
7 500 руб
Изготовить три стола 1340х700х750 (цвет: пример на…
Без сборки на месте, самые простые: две ноги царга и столешница (пример стола на фото), цвет тоже на фото можно что-то похожее максимально.
Денис М.
1-я улица Энтузиастов, 3, Москва, Россия
Цена договорная
Шпаклевка стен, поклейка обоев под покраску, покраска…
Виды работ: шпаклевка стен-60 м Поклейка обоев под покраску и покраска Кварцвинил 51 Проживание возможно
Хеликс А.
Дворцовый проезд, 4, Королёв
75 000 руб
Ремонт ванной комнаты
Ванная 4,2м2 Укладка плитки стены пол. Тёплый пол Инсталляция 2 короба Поддон для душевой кабины залить 3 вывода под воду Откосы Плитка
Александр Т.
жилой комплекс Юнтолово, Санкт-Петербург
Цена договорная
Круглосуточный электрик в Перми
Загорелась проводка
Софья
улица Александра Щербакова, 39, Пермь, Россия
Выгребная яма | Цены на выгребные ямы в Саратове
Распространенные виды выгребных ям
Выгребная яма из бетонных колец
На сегодняшний день большой популярностью пользуется выгребная яма из бетонных колец. Простота и доступность в экономическом плане, делают такой вариант постройки самым популярным. Положительные конструктивные особенности, позволяют подобрать необходимый объем выгребной ямы, а о прочности бетонных колец, уже давно всем известно, бетонная яма прослужит дольше в разы, чем другие известные способы постройки выгребных ям. На предварительном этапе вырывается котлован, вручную или механическим способом, в зависимости от условий и возможности подъезда к месту работ спецтехники. Дно ямы либо заливается бетоном, либо делается фильтрующий слой из песка и гравия. К слову сказать, у производителей бетонных колец в наличии есть кольца с дном, покупка готового кольца с дном, избавит от ненужной работы и ускорит процесс постройки выгребной ямы. Поочередно опуская бетонные кольца, подгоняя верхнее кольцо с предыдущим, до заданной высоты. Для придания герметичности, перед установкой очередного кольца, на края предыдущего, наносится раствор из цемента, песка и жидкого стекла. После установки швы герметизируются снаружи и внутри кольца, для пущей надежности применяются скобы, которыми скрепляют между собой установленные кольца.
В зависимости от объема сточных вод, если он велик, в таких случаях рассматривается вариант постройки септика из бетонных колец с несколькими камерами.
Простая выгребная яма для туалета на даче
Выгребная яма может быть использована, как естественный природный септик. Суть работы выгребной ямы заключается в том, что сточные воды проходя сквозь песок и землю под воздействием микроорганизмов, подвергаются микробиологическому разложению элементов, находящихся как в сточной воде, так и в самой земле. Стоит заметить, что данный вид выгребной ямы, используется только для туалетных нужд. При этом согласно нормативам, количество сточных вод, попадающих в выгребную яму не должен превышать 1 куб.м. Связано это с тем, что земля способна отфильтровать определенное количество стоков, при превышение данного норматива, сточная вода через выгребную яму может попасть в водоносные слои. Для такого типа выгребной ямы, вам достаточно нанять землекопов.
Выгребная яма из кирпича
При постройке выгребной ямы из кирпича используется как правило красный кирпич или иной блочный материал, устойчивый к разрушительному воздействию влаги. Также, как и в любых других случаях постройки выгребных ям, сначала роется котлован, дно котлована выравнивается при помощи песка и гравия, сверху накладывается арматурная сетка, затем дно заливается бетоном. Когда стяжка высохнет, осуществляется кладка кирпича, круговым или прямоугольным способом. Снаружи кладка промазывается битумной мастикой, чтобы предотвратить попадание нечистот в грунт. В случаях, когда объем сточных вод невелик, целесообразно будет построить кирпичную выгребную яму с фильтрующим дном. Устойчивость такой конструкции ниже, чем вышеописанная, но время на постройку и затраты значительно меньше. Дно «бездонного колодца» используется в качестве очищающего фильтра, а материал, используемый для последующей фильтрации стоковых вод, это все тот же песок и гравий.
Выгребная яма из покрышек
Многие умельцы используют при монтаже выгребной ямы в качестве материала покрышки от грузового транспорта. Конструкция такой постройки крайне проста, для постройки используются старые покрышки, трубы и герметик. Строительство выгребной ямы из старых покрышек не займет и дня и основное время уйдет на земляные работы, а не монтаж. К недостаткам данной конструкции можно отнести следующие факторы: велик риск нарушения герметичности конструкции из-за возможных подвижек почвы, сложность в ремонте и демонтаже, возможность появления неприятного запаха по истечении времени, строить такую выгребную яму желательно в 30 метрах от источников воды (не каждый участок может похвастаться такими размерами).
С чего начать?
Безусловно, что строительство выгребной ямы, это в первую очередь земляные работы. Определившись с местом расположения и конструкцией будущей выгребной ямы, проводятся земляные работы: ручным или механическим способом. Задача выгребной ямы – локализация сточных вод с последующим разложением или удалением. В первом случае используются специальные биологические препараты (бактерии), которых на нынешнем рынке великое множество, во втором случае, происходит откачка выгребной ямы при помощи ассенизаторской машины. В любом случае какую бы конструкцию выгребной ямы вы не выбрали, без земляных работ тут явно не обойтись. Глубина выгребной ямы не должна превышать 3-х метров иначе качественно очистить ее не получиться, за исключением септика, в которым очистка происходит естественным путем.
Как выбрать место под выгребную яму
При выборе места для расположения выгребной ямы, необходимо руководствоваться санитарными нормами (СНиП). Если конструкция выгребной ямы предполагает очистку ассенизаторской машиной, то необходимо предусмотреть месторасположение в доступности для подъезда спец автомобиля. Наиболее лучшее месторасположение из часто практикуемых, это угловое место участка.
Размещения выгребных ям согласно нормам СНиП:
Расположение выгребной ямы, должно находится минимум в 12 метров от жилого здания.
От забора до ямы, должно быть соблюдено расстояние минимум в 1 метр.
От ямы до деревьев, должно быть выдержано расстояние в 4 метра, до кустарников 2 метра.
Любые хозяйственные постройки должны находится от выгребной ямы за 4 метра, в том числе и с животными.
Выгребная яма должна находится в 30 метрах от любого источника воды (пруд, озеро, скважина и д.р.) Постройка выгребных ям вблизи от любых водоемов, категорически запрещена.
Заказать копку выгребной ямы
Какую бы выгребную яму вы не выбрали, компании «Единая служба переезда» осуществит копку выгребной ямы и монтаж в любое удобное для вас время. Если у вас возникли трудности с выбором конструкции выгребной ямы или местом ее расположения, мы всегда готовы предложить вам помощь в решении данного вопроса. Позвоните по телефонам (8452) 77-85-18, +7 927-277-8518 и вы всегда окажитесь довольны качеством выполненных услуг.
Выгребные ямы, Земляные работы | Противопожарные металлические двери EI-60
Копаем выгребные ямы, колодцы ТОЛЬКО в г.Иваново ЗАКАЗАТЬ: ЗЕМЛЯНЫЕ РАБОТЫ В г.ИВАНОВО
Квалифицированная бригада рабочих быстро в срок выкопаем выгребные ямы любой сложности: Кольцо 1. 5х0.9h 3500р, крышка 1000р. 8(920) 671-87-84 8(905) 157-03-77 Евгений
Что же такое Выгребная яма — обустроенная бетонными кольцами, один из наиболее простых, и при этом весьма эффективных способов частной канализации. Она не требует особенного ухода и дорогостоящего обслуживания, быстро копается и легко используется. В компании ГК Двери вам будет выгодно сделать выгребные ямы из бетонных колец под ключ. Все работы по установке оказываются профессионалами, поэтому предоставляем долгую гарантию на материалы и монтаж – от 1 года. Что же нужно знать о выгребных ямах?
Качественная выгребная яма делает утилизацию отходов практичной, удобной и безопасной. Копка выгребной ямы – сложный процесс, требующий строгих соблюдений стандартов и нормативов. Поэтому такую работу обязательно надо доверять специалистам.
Затраты на копку выгребной ямы «под ключ» окупятся тем, что будут отсутствовать проблемы при её эксплуатации. Сооружение выгребной ямы своими руками и при помощи организаций, не имеющих нужного опыта, это может привести к загрязнению грунтовой воды, а также периодическому плохому запаху в здании, на участке, порче плодоносных деревьев, проблемами с соседями и обслуживающими организациями. Разве оно вам нужно?
Особое внимание при строительстве выгребной ямы ГК Двери уделяет изучению месторасположения объекта, что позволяет установить систему канализации грамотно и правильно. Наша современная спецтехника работает быстро, качественно и не повреждает в процессе работы окружающие строения. А стоимость аренды такой спецтехники на сегодняшний день по карману не только строительным организациям, но и частным лицам. Также наши специалисты копают Выгребная яма в ручную.
Выгребная яма, купить выгребную яму, выгребная яма цена, выгребная яма для туалета, выгребная яма дома, выгребная яма отзывы, выгребная яма своими руками, яма для септика, выгребной туалет, бетонные кольца, туалет для дачи, выгребная яма в частном доме, выгребные яма в частном доме, как сделать выгребную яму, дачные выгребные ямы, выгребная яма вода, выгребная яма бетонная, выгребная яма на даче, выгребная яма под, устройство выгребной ямы, канализация выгребная яма, выгребная яма для дачного туалета, выгребные ямы под ключ, выгребная яма видео, выгребная яма без откачки, как сделать выгребную яму своими руками, как сделать выгребную яму в частном доме, выгребная яма своими руками без откачки, схема выгребной ямы, кольца для выгребной ямы, нормы выгребной ямы, яма на даче, строительство выгребных ям, трубы выгребных ям, выгребная яма в частном доме схема, выгребная яма из кирпича, емкость для выгребной ямы, санэкс для выгребных ям, выгребная яма иваново, выгребная яма услуги, выгребная яма колодец, дачный туалет, кольца для ямы, выгребной туалет, яма для туалета, сливная яма, выгребная яма без дна, выгребная яма с дном, выгребная яма на участке, канализация выгребная яма в частном доме, яма для септика, септик, выгребная яма фото, выкопать выгребную яму, стоимость выгребной ямы, установка выгребной ямы, размеры выгребной ямы, выгребная яма быстро, глубина выгребной ямы, требования выгребной ямы, выгребные ямы из бетонных колец под ключ, био выгребная яма, как построить выгребную яму, копка выгребных ям, выгребная яма заказать, система выгребных ям, удачный для туалетов и выгребных ям, выгребная яма под ключ цена, выгребные ямы иваново, какая выгребная яма лучше, санэкс для выгребных ям, расположение выгребной ямы, выгребная яма купить, купить выгребную яму, купить выгребная яма, земляные работы, рытье котлованов, разработка котлована, рытье траншеи, работа вручную, вывоз грунта, земельные работы, стоимость земляных, благоустройство территории, производство земляных работ, земляные работы цена, проведение земляных работ, ручные земляные работы, объем земляных работ, земляные работы вручную, снип земляные работы, стоимость земляных работ, строительство земляные работы, выполнение земляных работ, правила производства земляных работ, земляные работы область, земляные работы в иваново, земляные работы в строительстве, земляные работы траншеи, разработка грунта, земляное строительство, работа строительство, земляные работы фундамент, расчет земляных работ, земляные работы скачать, безопасность земляных работ, расценки на земляные работы, гэсн 01 земляные работы, земляные работы котлован, виды земляных работ, организация земляных работ, подсчет земляных работ, земляные работы цена вручную, земляные работы за куб, устройство земляных работ, порядок земляных работ, разрешение на производство земляных работ, выполняем земляные работы, земляные работы экскаватором, подсчет объемов земляных работ, земляные работы прайс, земляные работы на участке, журнал земляных работ, карта земляных работ, земляные работы вручную расценки, енир 1 земляные работы, расчет объемов земляных работ, проект земляных работ, земляные работы допуск, производство земляных работ, технология земляных работ, земляные работы определение, земляные работы своими руками, иваново земляные работы, правила проведения земляных работ, тер земляные работы, услуги земляные работы, стоимость земляных работ за куб, земляные работы инструкция, стоимость земляных работ вручную, земляные работы в городе, земляные работы в области, земляные работы стоимость 1 м3, земляные работы цена за куб, подготовительные земляные работы, осуществление земляных работ, начало земляных работ, процессы земляных работ, производство земляных работ на территории, ручные земляные работы цена, подготовка производства земляных работ, разработка грунта, земляное строительство, стоимость земляных работ за куб вручную, порядок производства земляных работ, акт на земляные работы, земляные работы разработка грунта, механизированные земляные работы, объем земляных работ траншеи, графики земляных работ, земляные работы под фундамент, любые земляные работы, правил подготовки и производства земляных работ, этапы земляных работ, фур земляные работы, земляные работы рытье траншеи, рытье котлованов, разработка котлована, рытье траншеи, работа вручную, земельные работы, монтажно земляные работы, авито земляные работы, организация производства земляных работ, прайс на земляные работы вручную, определение объемов земляных работ, производим земляные работы, ведение земляных работ, земляные работы канализация, копка котлованов, земляные работы бульдозером, ведение земляных работ, перечень земляных работ, строительные и земляные работы, котлованы, сколько стоят земляные работы, специальные земляные работы, производство земляных работ в иваново, особенности земляных работ, требуются земляные работы, расчет земляных работ траншей, копка траншей, земляные работы подрядчики, технология производства земляных работ, земляные работы строительного объекта, правила по земляным работам, ручные земляные работы, комплекс земляных работ, земляные работы разработка котлованов, объем земляных работ котлована, земляные работы оквэд, земляные работы трактором, расценки на земляные работы вручную рытье траншеи, рытье траншеи, земляные работы и устройство фундаментов, механические земляные работы, земляные работы траншеи и котлованы, компания по земляным работам, копка земляные работы, стоимость ручных земляных работ, наружные земляные работы, раздел земляные работы, ооо земляные работы, ведутся земляные работы, земляные работы выемка грунта, дачные земляные работы, расчет объемов земляных работ траншеи, организация проведения земляных работ, вычисление объемов земляных работ, земляные работы при реконструкции, правила производства земляных работ, граница земляных работ, правила производства земляных строительных и ремонтных работ, земляные и геодезические работы, процесс производства земляных работ, качество выполнения земляных работ, расчет земляных работ котлована.
г.Иваново ул.Станкостроителей д.2
Яма для дачного туалета копаем по правилам
Туалет для дачи такой же необходимый атрибут, как и садовые принадлежности. И если последние можно заменить на что-то другое, то нужник ничем заменить невозможно. Если только бегать в соседний лесок, что совсем неудобно. Вот почему дачники стараются сразу же построить данное сооружение, когда только ещё начинают осваивать новые просторы. Но подходить к данному делу необходимо предельно осторожно и основательно, в том числе и при определении места, где должна быть яма для дачного туалета. В противном случае можно навлечь на себя огромное количество проблем и неприятностей. А раз так, то стоит придерживаться правил, которые позволят всё сделать надёжно и безопасно.
Какой туалет можно построить на даче
Как и несколько десятилетий назад, использование обычного «деревенского» туалета, где основную роль играет выгребная яма, продолжает быть актуальным. Но имеются и другие варианты этого деликатного сооружения. Дачники могут себе позволить:
Пудр-клозет;
Люфт-клозет;
Торфяной туалет;
Биотуалет.
Часть из перечисленных вариантов представляют собой небольшой сосуд, устанавливаемый в помещении дома. А остальные предполагают наличие такого элемента, как выгребная яма, куда и будут поступать фекалии и стоки. Компактные туалеты для дачи позволяют быстро решить проблему, но они не всегда удобны для пользователей. К тому же при большом количестве гостей, может потребоваться более габаритное сооружение, в основе которого находится выгребная яма.
Вот почему большинство владельцев дач предпочитают строить уличные туалеты, где основным элементом является выгребная яма. Данный привычный вариант сооружения можно легко сделать своими руками, что и привлекает основную массу дачников. К тому же выбрать нужно всего лишь один тип из двух:
Обычная выгребная яма;
Герметичная выгребная яма.
От выбора в значительной степени зависит место, где должна находиться яма будущего туалета для дачи.
В каком месте можно ставить дачный туалет
Выбор места, где будет построена яма, дело ответственное. Поэтому необходимо особое внимание уделить следующим моментам:
Как далеко может быть размещена яма для дачного туалет от дома и других построек;
В каком месте на территории участка должна быть выкопана яма;
На каком расстоянии должны оставаться растения;
Как повернуть туалет по отношению к соседям.
Но самое главное, решить вопрос насколько удалена яма от источника питьевой воды. От этого зависит здоровье всех проживающих на самой даче и на близлежащих участках. Как гласят нормы и санитарные стандарты, яма для туалета не может быть ближе, чем 25 метров от любого источника воды. При этом необходимо внимательно осмотреть свой участок земли. Если уклон, то яма должна быть в самой нижней точке.
Определяя место где будет находиться яма, следует думать не только о собственной земле. Уклон территории может продлиться к соседям и в этом случае нужно учитывать расположение источника питьевой воды у них. Без согласования данного вопроса строить отхожее место нельзя.
Где должна быть выкопана яма для туалета? Подальше от самого дома. Жилые здания и погреба должны остаться на расстоянии 12 метров от места, где выкопана яма. Ближе располагаются бани и летние души. До них яма может быть расположена на расстоянии 8 метров. А вот хозяйственные постройки и загоны для животных могут находиться в четырёх метрах от места, где находится отхожая яма.
Растения должны оставаться на расстоянии не ближе 4 метров от места где выкопана яма. Это необходимо для того, чтобы яма не разрушалась мощными корнями растений. Если это произойдёт, то всё содержимое отправится прямо в грунт. Также следует обратить внимание на место, где расположена яма для дачного туалета относительно забора. Он не должен быть ближе одного метра от территории, где выкопана яма.
В тоже время к яме должен иметься постоянный доступ. Необходимо предусмотреть возможность откачки нечистот ассенизационной машиной.
Определение типа ямы относительно грунтовых вод
Уровень грунтовых вод является важным показателем в характеристики любого участка. И тем более, когда стоит вопрос где должна быть выкопана яма для туалета. Здесь необходимо руководствоваться следующим правилом: при залегании грунтовых вод ниже отметки в 2,5 метра можно выбирать любой тип отстойника. Но если этот показатель выше, то единственно возможным вариантом остаётся герметичная яма.
Данный яма позволит избежать негативных последствий от смешивания грунтовых вод и фекальной массы. Заражение почвы сделает невозможным дальнейшее выращивание растений и забор воды без проведения дорогостоящих работ по обеззараживанию.
Какой объём должна иметь яма туалета для дачи
Когда место где будет находиться яма выбрано, следует определить её объём. От решения данного вопроса зависит как часто придётся заказывать ассенизационную машину. При проведении расчётов требуется учесть:
Тип грунта на участке;
Количество проживающих на даче человек одновременно;
Желаемый период между откачиваниями собранных стоков.
От типа грунта зависит не только частота заказов ассенизационной машины, но и вариант, который будет иметь сама яма. На песчаных почвах можно строить отстойник без дна. Вместо него яма должна быть заполнена гравийной подушкой, которая одновременно будет служить механическим фильтром.
Такой вариант устройства отстойника сможет «отфильтровывать» до 40 % всей жидкости, поступающей в него. В этом случае яма может принять в себя канализационные трубы из дачного дома, чтобы внутри можно было свободно пользоваться водой.
От числа единовременно находящихся на даче человек зависит какой объём будет иметь яма туалета. Если людей собирается не больше 2 – 3, то можно ограничиться размерами 1х1х2,5 м. Этого вполне хватит не только для туалета, но и для принятия душа, если он имеется на даче. Для большего количества дачников, требуется увеличить габариты, которые будет иметь яма. В этом случае ассенизационную машину придётся заказывать чаще.
Учитывая, что при активном использовании воды, суточная норма одного человека не превышает 180 литров, объём, который должна иметь яма для туалета, может составить от 12 м2. И это из расчёта, что на даче одновременно будут пребывать не более 3 человек. Также следует прибавить запас, составляющий до 50 % от расчётного объёма, который имеет яма. Данные габариты отстойника и необходимо построить при строительстве дачного туалета.
Материалы для устройства ямы дачного туалета
Несколько десятилетий назад яма для дачного туалета имела земляные стены. Кабинку просто ставили над вырытым котлованом и постепенно заполняли его фекалиями. Но такая яма не только не долговечна, но и опасна. Поэтому требуется построить более прочные и герметичные стены отстойника.
В качестве строительного материала могут быть использованы:
Кирпич;
Бетон;
Пластик.
Кирпичная кладка имеет большое количество незащищённых мест в швах, где может оказаться недостаточное количество раствора. Поэтому, используя данный строительный материал для обустройства ямы дачного туалета, требуется оштукатурить стены выложенного колодца. Форма ямы делается округлой, но можно выбрать и прямоугольный или квадратный формат.
Из бетона получается более герметичная дачная яма. Этот материал прекрасно подойдёт для создания колодцев, имеющих дно. В этом случае получается цельная конструкция, обладающая хорошей долговечностью. Но прочности такой яме можно придать только с помощью стальной или стекловолокнистой арматуры.
Максимальную герметичность яме способны придать пластиковые ёмкости. Единственным ограничением для использования этих конструкций может стать наличие рёбер жёсткости. При их отсутствии резервуар будет деформироваться из-за постоянного смещения грунта.
Как строится яма для дачного туалета своими руками
Земляные работы
Работы по устройству дачной ямы начинаются с выемки грунта. Для этого необходимо вооружиться лопатой. Котлован должен получиться больше, чем сооружаемая яма. К размеру отстойника необходимо добавить по 50 см в ширину и до 1,5 м в глубину. Большое заглубление понадобится при закладывании песчано-гравийного фильтра.
Когда котлован будет готов, необходимо выполнить песчаную подсыпку. При условии, что яма будет герметичной, требуется насыпать слой 50 см. Укладку песка производят частями по 10 – 15 см. Каждый слой требуется трамбовать. Если позволяет возможность, то песок можно как следует пролить водой. Так подсыпка получится максимально качественной.
Армирование дна ямы
На следующем этапе производится укладка гидроизолирующего материала. Им может служить рубероид или стеклоизол. Края полотен накладываются друг на друга с напуском 10 мм. Между собой материал должен быть спаян или приклеен битумной мастикой. Такое соединение позволит получить максимально эффективную гидроизоляцию, которая обязательно должна иметь яма.
Далее необходимо сделать дно будущей выгребной ямы для туалета. Это можно выполнить при помощи бетона или кирпича, уложенного на раствор в несколько слоёв. При использовании бетонной смеси, нужно выполнить армирование будущего дна. Для этого используется арматура диаметром 12 – 14 мм. Прутки кладут перпендикулярно друг другу, получая ячейки 10х10 см.
Опалубка и бетонировка ямы
Края арматуры нужно загнуть вверх. Данная мера позволит соединить стальной каркас дна с каркасом стен. Как только армирование будет готово, начинают устанавливать опалубку. Для этого используют фанеру или обрезную доску. Внутри ямы требуется поставить распорки, чтобы бетон не смог выдавить щиты и не изменить геометрию колодца.
Сверху яма дачного туалета должна быть накрыта плитой или щитом. Не следует использовать дерево для данной конструкции, так как оно будет подвержено постоянному контакту с водной средой. Лучшим вариантом станет заливка бетонной плиты. Для этого следует сделать опалубку, подперев её снизу. Стоек нужно ставить много, чтобы плита не получилась прогнутой.
Армируя верхнюю площадку важно оставить отверстия для смотрового люка и поступления фекальных стоков. После укладки бетона необходимо вмонтировать канализационный люк, чтобы яма дачного туалета регулярно очищалась. После того, как плита станет крепкой и просохнет, можно начинать строительство кабинки.
Засыпка стенок выгребной ямы
Когда колодец будет готов, необходимо засыпать пространство между стенками резервуара и краем котлована песком. Данная операция должна быть выполнена слоями с последующим трамбованием. По верхней части засыпки следует уложить дёрн. Это вернёт участку первозданный вид.
Яма для туалета на даче выгребная под биотуалет своими руками
Сделать своими руками туалет на даче проще всего, если использовать выгребную яму. Данный вариант обустройства уличного санузла будет стоить достаточно дешево, а в результате можно получить надежную конструкцию, которая прослужит не один год.
Разновидности выгребных ям
Почти для каждого дачного туалета нужна выгребная яма
Принцип работы выгребной ямы на даче придуман давно, и актуален по сей день. В подготовленном углублении в почве собираются все отходы из туалета. Благодаря специально подобранной конструкции и укрепленным стенкам, такая выгребная яма может выполнять все поставленные функции. Она обустраивается следующим образом:
Выгребная яма из кирпича
из кирпича или бутового камня;
из пластиковой или металлической емкости;
из железобетонных колец;
из готовой емкости для септиков;
из монолитного бетона.
После того как в данном углублении скопится много жидкости, можно приступать к откачке отходов. Сделать это необходимо при помощи специальной машины-ассенизатора или вручную. Многие владельцы загородных дач выбирают вариант, который предусматривает засыпку выгребной ямы через 3-4 года. При этом нужно ориентироваться на степень ее наполнения.
Когда отходы заполнят 70% котлована, его можно засыпать, после чего сам туалет переносится на новое место на даче. Через 7-8 лет вся биологическая масса расщепляется и образовывается обычный чернозем. На этом месте можно вновь выкопать яму и установить своими руками туалет.
Выгребная яма для дачного туалета из шин
Выбираем правильно место на участке
Если вы решили использовать выгребную яму для обустройства своими руками туалета на даче, нужно правильно выбрать место на участке. Если этого не сделать, отходы из санузла будут негативно влиять на несущие конструкции соседних зданий, загрязнять почву и питьевую воду. Придерживайтесь следующих рекомендаций при выборе места на участке для обустройства выгребной ямы своими руками:
Схема выбора месторасположения выгребной ямы
расстояние до любого водоема – 25 м;
если участок находится на наклонной местности, устанавливайте туалет в нижней точке;
при наличии глинистых грунтов расстояние от санузла к колодцу с питьевой водой может составлять 20 м, на суглинках – 30 м, на песчаных или супесчаных – 50 м;
к ближайшему подвалу, погребу, жилому дому должно быть как минимум 12 м;
к сауне или бане может быть 8 м;
расстояние к сараю с животными должно составлять 4 м;
ближайшее дерево может находиться на расстоянии 4 м, а кустарник – 1 м;
забор на даче должен отдаляться от санузла как минимум на 1 м;
учитывайте преимущественное направление ветра, чтоб предотвратить распространение неприятного запаха на участке.
Также возьмите к вниманию глубину залегания грунтовых вод. Если она находится на расстоянии от поверхности грунта 2,5 м или больше, тогда можете смело выкапывать своими руками яму для туалета на даче. Если это не так, тогда используйте герметичные конструкции для обустройства уличного санузла на участке.
Размеры ям для уличного санузла
Для обустройства своими руками туалета на даче необходимо вырыть небольшой котлован. Его глубина должна составлять как минимум 2 м, но не больше 4 м. Выгребная яма не должны быть слишком глубокой, поскольку в таком случае не будет возможности выкачать все нечистоты. Машина-ассенизатор просто не достанет до дна, если глубина котлована слишком большая.
Схема выгребной ямы своими руками
Оптимальная ширина и длина выгребной ямы должна составлять примерно 0,8-1,2 м. Этого будет достаточно для дачи, где постоянно или периодически проживают 2-5 человек.
Герметичные накопительные системы или земляные?
Когда выбрано оптимальное место на даче, нужно приступать к рытью котлована своими руками. После того как выгребная яма будет готова нужно выбрать тип обустройства ее дна. Оно может быть в виде:
фильтрационного поля;
сплошной плиты.
В первом случае можно сэкономить на выкачке отходов из котлована, поскольку лишняя жидкость будет постепенно впитываться в почву. В этом случае необходимо тщательно выбирать место установки туалета на дачном участке. Выгребная яма с земляным дном способна справиться с 1 куб. м отходов сутки.
Выгребная яма из бетонных колец с дном
Если вы посчитали, что у вас их больше, тогда нужно выбирать другой вариант устройства септиков. Чтоб сделать своими руками фильтрационное поле для уменьшения вредных примесей, которые могут попасть в грунт, нужно уложить на дно ямы слой гравия толщиной 10-15 см. Обязательно тщательно его утрамбуйте, после чего насыпьте несколько ведер песка.
При обустройстве герметичного дна, нужно понимать, что придется несколько раз в год заниматься выкачиванием застоявшийся жидкости. Но таким способом можно предупредить загрязнение грунтовых вод и почвы на участке. Для обустройства такого основания необходимо:
Утрамбуйте грунт на дне.
Обустройте песчаную подушку слоем 10-15 см.
Уложите армирующую сетку.
Залейте стяжку высотой 30-40 мм. Для увеличения прочности приготовьте цементно-песчано-щебневую смесь.
Когда основание затвердеет, можете приступать к укреплению стенок ямы.
Используем кирпич
Если условия на участке вам позволяют, можно сделать фильтрационным не только дно ямы, а и ее стенки. Это позволит не выкачивать жидкость из туалета как минимум 4-5 лет. Для этого необходимо уложить кирпич на цементно-песчаный раствор, оставляя при этом зазор между рядами размером 1-2 см. Пространство между стенками и грунтом рекомендуется заполнить мелким щебнем, который дополнительно будет отфильтровывать биологические отходы.
Виды кирпичных выгребных ям
Для обустройства герметичной ямы нужно:
Залейте бетонное дно.
Выкладывайте стенки при помощи красного кирпича и цементно-песчаного раствора. Используйте перевязку швов, чтоб кладка была прочной. Кирпич можно укладывать на ребро.
При помощи отвеса проверьте вертикальность стенок. Контролируйте это после укладывания каждого ряда кирпича.
Оштукатурьте внутреннюю поверхность ямы.
Дополнительно нанесите битумную мастику, чтоб добиться полной герметизации.
Кирпичные стенки должны выступать над поверхностью на 10-15 см, чтоб внутрь не стекала дождевая вода.
Сливная яма из кирпича своими руками
Укрепляем стенки при помощи ж/б колец
Данный тип укрепления стенок выгребной ямы считается очень надежным, но дорогостоящим. Установить железобетонные кольца своими руками сложно, поскольку вес одного элемента может достигать 400 кг. Для их монтажа необходимо воспользоваться услугами спецтехники – манипулятором или небольшим краном.
Процесс установки железобетонных колец состоит из следующих этапов:
Схема выгребной ямы из железобетонных колец
Выгребная яма должна иметь ширину и длину около 1,1-1,2 м, чтоб установить кольцо диаметром 1 м. Его высота составляет 0,9 м, поэтому используйте 2-3 штуки.
Опустите ж/б кольца в яму, чтоб на поверхности они выступали на 10-15 см.
В качестве альтернативного варианта установки ж/б стенок можно поставить кольцо на поверхности грунта в нужном месте. После чего подкапывайте под ним. От собственного веса кольца будут постепенно опускаться в почву.
Соедините между собой элементы при помощи металлических пластин или скоб. Стыки замажьте цементно-песчаным раствором.
Дальше можно залить бетонное дно.
Зазор между кольцами и стенками котлована засыпьте песком и утрамбуйте.
Если вы решили сделать выгребную яму из монолитного бетона, тогда необходимо использовать опалубку, куда заливается готовая смесь. Это длительный процесс, который требует больших затрат. Поэтому обустройство стенок таким способом оправданно лишь при наличии грунтовых вод недалеко от поверхности грунта.
Используем емкости
Пластиковые выгребные ямы
Выгребная яма своими руками из готовой емкости считается одним с самых выгодных вариантов. Для ее обустройства необходимо немного времени, поскольку такие емкости мало весят и легко устанавливаются. Лучше всего использовать пластиковую бочку, которая не подвержена коррозии и имеет длительный срок службы. Для ее монтажа необходимо:
Яма должна быть больше от пластикового резервуара на 15-20 см, чтоб можно было без проблем его установить. При этом можно использовать как цельную бочку, так и емкость без дна, в зависимости от условий на участке.
Если санузел будет размещаться на пучинистых грунтах, залейте под бочку бетонную стяжку.
После установки бочки засыпьте свободное пространство между ее стенками и грунтом песком. При этом тщательно утрамбуйте его.
Готовые емкости для септиков устанавливаются таким же образом. Если они имеют значительный вес без услуг манипулятора или крана не обойтись.
После того как яма для санузла полностью готова, можно приступать к установке наземной части санузла.
Туалеты дачные в Клинском районе за 3890 руб с гарантией 3 года
Основные правила устройства дачного туалета
Выкопать яму под туалет с кольцами
Когда на участке располагается система водоснабжения в виде колодезной конструкции, то установка ямы под туалет приобретает особой важности. Наша компания может выкопать яму под туалет с кольцами различного диаметра по двум основным методам:
С установкой монолитного дна из железобетонной плиты;
Со специальной высыпкой на дне ямы, которая функционирует как септик.
В любом из этих случаев устройство ямы будет эффективно сохранять все отходы жизнедеятельности человека. Использование бетонных колец дает возможность продлить сроки эксплуатации ямы в несколько раз, а профессиональная установка может сделать такую конструкцию практически вечной.
Ряд важных требований и правил
Выкопать яму под туалет с кольцами не так то и трудно и вполне реализуемо самостоятельно с помощью простого домашнего инструмента. Но существует ряд важных требований и правил, которые нужно соблюдать в обязательно порядке:
Месторасположение ямы должно находиться на расстоянии не менее 10-15 метров от системы забора воды. Это минимизирует вероятность попадания фекальных бактерий и других вредоносных элементов в источник питьевой воды;
Яму нужно копать не ближе чем 10 метров от дома или жилых построек;
Не менее важным является момент установки ямы близь высотных сооружений (забор, башня). Расстояние до заборной или высотной конструкции должно быть не менее 4 метров;
Глубина ямы под туалет тоже имеет ограничения и может составлять не больше 5 метров.
После того, как выкопана выгребная яма
После того как яма выкопана, проводят установку бетонных колец. Железобетонные элементы крайне редко используются в таких случаях, поскольку давление при таких размерах небольшое, а несущие способности конструкции здесь не столь важны. Последним завершающим этапом является герметизация стыковочных швов.
Копка выгребных ям по цене от 350 руб/м3
В компании “Оренгруз” жители Оренбурга могут заказать установку септика. Также мы выполняем услуги по копке выгребных ям на Вашем участке.
Септик — это что?
Сегодня жителям частных секторов, коттеджных поселков, дач и деревень предлагается современное решение по обустройству септика, который будет накапливать и очищать сточные воды.
Септики могут работать от электроэнергии и без нее. Первый тип оснащен системой насосов и фильтров, что позволяет очищать воду на 95-98%. Немеханизированный тип септиков может очищать воду только поверхностно — не более 60% очистки.
Разновидностей септиков очень много, каждый из подвидов применяется в определенных условиях. Например, разные системы устанавливаются для постоянного и периодического использования, при разных типах грунта, объемах переработки и т.д. Разобраться в этом непросто.
Обустройство септика в Оренбурге
Установка септика в частном или загородном доме проходит по следующему плану:
Подготовка площадки. Место монтажа системы нужно расчистить, выкопать котлован необходимого размера, подготовка траншей для подводящего и отводящего трубопровода.
Монтаж септика. Система при помощи спецоборудования аккуратно опускается в котлован и фиксируется песчано-цементной смесью.
Подключение системы. К септику подводятся все необходимые трубопроводы и электрокабели (при энергозависимой системе), вся система фиксируется.
Копка сливных и выгребных ям
Многие в целях экономии отказываются от септической системы. В таком случае мы предлагаем более бюджетное решение — обустройство выгребных ям. При этом проводятся следующие работы:
выкапывание котлована;
бетонирование дна;
установка системы из железобетонных колец, схваченных цементом;
Примеры нашей работы по копке и обустройству сливной ямы
В СНТ Авиатор (район Кушкулей) подготовили сливную яму под ключ. Использовали 4 кольца по 1,5 метра, крышку люка. Из услуг были оказаны: копка, доставка, монтаж и обратная засыпка.
В поселке Нежинка выполнены несколько услуг под ключ
В поселке Нежинка раскапали и засыпали старую сливную яму грунтом, рядом выкопали котлован, работа под ключ была выполнена за 1 день.
Выкопали котлован
Смонтировали 4 кольца
5 метровых плиту перекрытия и люк3
Монтаж колодезных колец и плиты перекрытия
После монтажа обратно засыпали
Поселок Южный
Работы проводились в поселке Южный, объект был очень тяжёлым из-за ряда причин:
Очень маленький двор
Демонтаж старой сливной ямы из автомобильных покрышек затруднён был тем что не откачали
Приходилось копать и по ковшу вывозить и грузить в камаз
Монтировать пришлось через соседний двор
В поселке Заречье выкопали сливную яму и установили переливной септик
В поселке Заречье сделали переливной СЕПТИК:
Большой диаметр ямы
Проводили трубы к колодцу
Установка переливного септика
После работы засыпали обратно
В районе Автограда вырыли котлован рядом с существующей сливной ямой из автомобильных покрышек
Провели полный спектр работ под ключ:
Смонтировали 3 кольца 1,5 метровых плиту перекрытия
Два добора 30 и 60 см, сверху люк
Соединили между собой канализационной трубой
Дубовая Роща
В Дубовой Роще выполнены несколько услуг под ключ:
Выкопали котлован под воду и сливную яму
Смонтировали 4 колодезных кольца
Провели монтаж плиты перекрытия
После работы засыпали обратно
В ЖК Дубки выкопали сливную яму
Провели полный спектр работ под ключ:
Выкопали котлован
Произвели монтаж колодезных колец и плиты перекрытия
Использовали 4 кольца по 1,5 метра
Дачный участок СНТ за колхозом Ленина
Обустройство сливной ямы проходило по следующему плану:
Подготовили площадку: место расчистили, выкопали котлован необходимого размера
Установили 2 кольца по 1,5 метра
Провели монтаж плиты перекрытия
Как заказать
Чтобы вызвать мастеров для организации копки выгребной ямы и произвести монтаж септика, обращайтесь в “Оренгруз” — мы сделаем все работы за один день, а на качество работы предоставим официальную гарантию. Записаться можно по телефону: +7 (3532) 95-77-77.
2021 Стоимость замены канализации
Традиционный процесс: 50-250 долларов США + за фут
Бестраншейный процесс: 60-250 долларов США + за фут
Типичные затраты:
Традиционный метод «выкопать и заменить» требует рытья длинной и глубокой траншеи или траншей для удаления старых труб и установки новых.Этот метод может стоить $ 50–250 или более за фут, в зависимости от длины и глубины существующих труб, местных тарифов и простоты доступа. Замена средней канализационной линии от дома до того места, где она соединяется с общественной канализационной системой, обычно стоит $ 3,000-6,000 . Однако, если проект сложный и / или если подключение к общественной системе находится посреди улицы, это может стоить $ 7,000-25,000 $ или больше. Читатели CostHelper сообщают, что платят 4500–13000 долларов, или 50–100 долларов за фут традиционную замену 50-100 футов канализационной линии при средней стоимости 7 493 долларов или 106 долларов за фут.
Бестраншейная замена канализации предполагает минимальное копание одним из нескольких методов — разрыв трубы, при котором машина ломает и выталкивает старую трубу, протаскивая ее и устанавливая на ее место новую трубу. Ожидайте, что вы заплатите около $ 60-200 за фут, или $ 3500-20,000 за среднюю бытовую канализационную линию в зависимости от типа, длины и глубины существующей трубы, плюс стоимость любых необходимых разрешений или ремонта тротуаров. Метод бестраншейной прокладки (при котором новый меньший диаметр устанавливается внутри существующей канализационной линии) или перебазировка (оба метода уменьшают общий внутренний диаметр канализационной линии) обычно стоит $ 80-250 или более за фут. , или 4 000–25 000 долларов или больше для типичной бытовой канализации.Читатели CostHelper сообщают, что за бестраншейный ремонт канализации заплатили $ 6000–12000 или около $ 92–238 за фут при средней стоимости $ 8 900 (162 долларов за фут).
Небольшие проекты обычно стоят дороже за фут. Чтобы заменить канализационные линии длиной менее 50 футов, читатели CostHelper заплатили $ 5 500-6 800 или $ 148-550 за фут для традиционных проектов рытья траншей при средней стоимости $ 6 167 или $ 232 за фут.
Статьи по теме: Септическая система, Очистка септика, Замена медных труб, Прочистка туалета
Что должно быть включено:
Традиционные работы по раскопке и замене канализации могут потребовать большого объема инвазивных земляных работ и привести к заделке двора, но это может быть относительно простой проект; экскаватор выкапывает старые трубы, устанавливают новые и засыпают траншею. Сантехник из Калифорнии предоставил видео по замене старых глиняных трубопроводов традиционными методами [1] .
Бестраншейные методы обычно быстрее, чем традиционный подход, но требуют по крайней мере некоторого рытья, обычно на каждом конце существующей трубы и в любом месте между ними, где она изгибается или поворачивается. Видео от производителя US Trenchless иллюстрирует процесс разрыва трубы [2] , а видео от водопроводной компании из Нью-Гэмпшира объясняет замену облицовки канализационной трубы [3] .
Установка или замена канализационных труб обычно требует разрешения; обратитесь в местный строительный департамент или убедитесь, что подрядчик обрабатывает все необходимые правительственные разрешения и документы.
Дополнительные расходы:
Многие компании сначала проводят осмотр труб видеокамерой по цене 100-800 долларов , но по средней цене 250-550 долларов, в зависимости от местных тарифов и общей суммы длина труб; часто эта сумма вычитается из окончательного счета, если тот же подрядчик заменяет канализационную линию.
Задайте подробные вопросы о том, в каком состоянии будет двор после завершения проекта. Замена (газон, деревья, кустарники, клумбы), смещенных или поврежденных традиционным рытьем траншеи, может стоить $ 50-5 000 или больше, в зависимости от того, сколько потребуется.
Покупка для замены канализационной линии:
Замена частной канализационной линии может быть сделана сантехником, канализационным подрядчиком или генеральным подрядчиком; получите самые разные котировки, потому что они могут отличаться как по цене, так и по имеющемуся оборудованию. Город Портленд, штат Орегон, предоставляет обзор установки частной канализационной линии [4] .
Обратитесь в канализационный отдел, чтобы узнать, ведет ли он список местных подрядчиков, или, для более крупных проектов, поищите местных членов Ассоциации подрядчиков по сантехнике, отоплению и охлаждению.
Спросите об обучении и опыте; запрашивать (и проверять) ссылки; подтвердить, что компания надлежащим образом связана, застрахована и лицензирована.
Запросите подробное предложение (а не только смету) в письменной форме, четко описывая всю работу, которая должна быть сделана, и материалы, которые будут использоваться, кто оплачивает и получает необходимые разрешения на строительство, общую стоимость проекта и предполагаемое начало и финишные даты.
Новости CostHelper
Сколько люди платят — последние комментарии
Страница 3 из 3 — 1 2 3
Автор: Рик П. в Саннивейл, Калифорния.
Размещено: 26 февраля, 2020 19:02
Тип: ABS
Длина: 80 футов
Чугунный слив диаметром 4 дюйма имел корни и требовал извилистости 2 раза в год. Наконец, его заменили на 4-дюймовый ABS. Траншея была глубиной 4 фута и длиной 80 футов. Компания, которую я использовал, работает на почасовой основе. фиксированная ставка
Добавил: Брайан Кларк из Тастина, Калифорния.
Размещено: 7 июля, 2019 19:07
Тип: Трубопровод ABS
Длина: От всех точек слива внутри корпуса
Вкладыш для 57 футов от Фундамент для очистки тротуара
Автор: Ларри Джонс в Памоне, Калифорния.
Размещено: Январь 7, 2019 14:01
Тип: Талия ПВХ
Длина: 27
Автор: JaneD из Хьюстона, Техас.
Размещено: 12 августа 2018 г., 06:08
Тип: Чугунные канализационные трубы
Длина: 150 ‘
Нанял компанию для съемки проточной канализационной линии всю длину середины нашего дома. Множественные сбои. Мы выбрали полную переброску из-под дома, так как прокладка труб в недоступном (опять же!) Месте звучала как ужасная идея. Мы выбрали наименее инвазивный и наиболее доступный в будущем способ изменения маршрута, поэтому линейная съемка траншеи была довольно высокой, плюс два больших туннеля / ямы для доступа к двум ваннам.Теперь у нас дома периодически проводятся чистки, перекрыты трубы под плитами. В большинстве послевоенных домов здесь есть чугунные трубы под плитой, средний срок службы которых составляет ~ 50 лет, поэтому было слишком шокирующим, что это нужно было сделать, но примерно по 115 долларов за погонный фут для рытья траншей и 5 тысяч долларов. каждый для бани туннели / соединяет, это больно (для справки — в каждую цену включены детали, работа, разрешения / сборы, осмотры).
Автор: Шейла и Брэд в Энсино, Калифорния.
Размещено: 13 сентября, 2017 18:09
Тип: Канализация под домом
Длина: ???
У нас есть фундамент из бетонных плит. На стене снаружи образовалась трещина, которая указала нам на то, что происходит. Выяснилось, что канализационная труба была сломана годами. Пришлось забить ванную, крыльцо и всю кухню отбойным молотком. Канализация вышла из строя в трех местах.Под домом произошла сильная эрозия (образовалась трещина снаружи). Пришлось засыпать все три места, плюс отбойным молотком в гараже поправить фундамент. Я не думаю, что цена была чрезмерной после прочтения этих других комментариев. Жаль, что мы не смогли подать иск против продавца. Статуя прошла. А через пару месяцев нам пришлось бороться с тараканами на заднем дворе. Я думаю, мы закончили с этим фиаско!
Автор: Mmurray87 в Буффало, штат Нью-Йорк.
Размещено: 9 сентября 2017 г. 07:09
Тип: Замена
Длина: 25 футов
Вызывается rooter для визуального осмотра сливной плитки на дом, который я собирался купить — обнаружилось, что в трубе есть трещина, из-за которой та же вода перерабатывалась моим водоотливным насосом! Они заявили, что разобьют бетонный тротуар, примерно 3 фута на 4 фута и 4 фута глубиной до разрыва, и отремонтируют его за 1800! Я купил дом и велел им отремонтировать его — после раскопок они сказали, что было 25 футов гофрированной надежды, что было реальной проблемой, и теперь его замена стоит 4400, и это не включая цемент обратно на землю! В целом я доволен обслуживанием и оперативностью — смогу ли я найти кого-нибудь, кто сделает это дешевле? Возможно, но мне просто все равно, и я хочу, чтобы он был заменен и починен, поэтому мне не нужно беспокоиться о том, что мой водоотливной насос сгорит и затопит подвал!
Добавил: Betrayed_in_LA в районе Лос-Анджелеса, Калифорния.
Размещено: 1 августа 2017, 20:08
Тип: футеровка (20 дюймов) и замена (4 дюйма)
Длина: 25 \ ‘
750 долларов на гидроструйную очистку и обследование с помощью камеры превратились в 3700 долларов на замену 4-футовой трубы (камера показала, что трубы не выровнены), что превратилось в дополнительные 32000 долларов для выравнивания старых глиняных трубопроводов, идущих к магистрали. «Чрезвычайная ситуация» «Надо делать сейчас» не позволяла нам делать покупки.Слесарь-сантехник, которого я много лет успешно использовал для небольших работ, поэтому доверял компании. Расчетное расстояние 25 футов.
Добавил: Огайо Канализация в Хиллсборо, Огайо.
Размещено: 29 июля, 2017 06:07
Тип: PVC
Длина: 110 ‘
Заменено 100 футов глиняной плитки, которая была забита корнями на 100 футов из пвх. Общая стоимость, включая земляные работы и очистку, составила 2800,00. Муниципальный люк находился за бордюром, поэтому никаких уличных работ не требовалось.
Добавил: cartemd в Опелика, Алабама.
Размещено: 18 июля, 2017 21:07
Тип: Замена канализации и водопровода
Длина: 85 \ ‘
Заменена моя старая труба PVC / Orangeburg от уборка в городскую уборку.Трубопровод Orangeburg был поврежден, что привело к резервному копированию. Б / у Бенджамин Франклин Сантехника. Хороший опыт.
Автор: пользователь из Лос-Анджелеса, Калифорния.
Размещено: 29 июня, 2017 14:06
Тип: Боковой
Длина: 40 ‘
У нас никогда не было серьезных проблем с сантехникой раз в три года, это подтверждает когда я позвонил своему соседу, имеющему лицензию сантехника, чтобы взглянуть на него, он сначала процитировал нам 3500 долларов, он бы сделал это за день у него были все модные инструменты камера, локатор после того, как выкопал и сломал глиняную трубу и вошел чтобы очистить линию, затем снова включил камеру, чтобы сообщить нам, что корни врезаются в боковую часть, которая выходила на улицу, и если она когда-нибудь сломается, мы смотрим на тысячи и тысячи долларов ремонтных работ, так как городу нужно будет принять участие, и нам нужно будет получить разрешения и городских инспекторов задолго до того, как он сказал, что нам нужно провести лайнер от места засора до улицы, поскольку он также был смещен, если он был связан с линией города, он тогда сказал, что будет еще 11 долларов, 500 помимо 3500 долларов Я чуть не потерял сознание Я был в слезах от шока Я даже не знал, что делать, но плакал он видел, как я плакал, и сказал, что попробует заключить с нами более выгодную сделку на лайнере, поэтому он сделал звонок и
Добавил: roro в Литл-Рок, штат Арканзас.
Размещено: 11 апреля 2017 19:04
Тип: Замена
Длина: 70 \ ‘
Little Rock предлагает программу замены канализационной линии для владельцев старых Трубки Orangeburg. Они заплатят до 2500 долларов за замену, если вы соответствуете требованиям. Вы должны заплатить 400 долларов в пользу города плюс затраты на замену водопроводчика или сделать это самостоятельно и получить компенсацию. Так что общая стоимость для меня должна составить около 900 долларов, если все пойдет так, как ожидалось, когда я получу возмещение.
Автор: Уильям Фриман из Колорадо-Спрингс, Колорадо.
Размещено: 10 апреля 2017 г. 05:04
Тип: пластик ПВХ 4-дюймовая линия
Длина: около 35 -40 ‘
В 2005 году я жил в Колорадо-Спрингс, и мне пришлось заменить канализационную линию из-за засорения инвазивных корней в потрескавшейся канализационной линии, что мешало нормальному дренажу. Rotorooter использовался безуспешно; не смог пробиться сквозь корни. Врезка и ремонт улицы стоили очень дорого (6000 долларов). Прошло три дня.
Добавил: несчастный турист в Санта-Крус, Калифорния.
Размещено: 25 февраля, 2017 16:02
Тип: PVC
Длина: 15 футов
Я был процитирован (только устно) 2500 долларов и ждал 3 недели чтобы сантехник назначил мою работу.Старая керамическая труба была глубиной около 3 футов, проходила под недавней медной водопроводной трубой и рядом с березой, над которой пересекались 2 больших корня, которые были вырезаны (и, вероятно, убьют дерево). раскопки заняли 2 неквалифицированных рабочих за пару часов. В сменной секции была установлена очистка, которая возвышалась на 10 дюймов над землей в центре моей квартиры, двора почтовых марок. Куст был удален без необходимости, и уборка не проводилась. Я пожилая одинокая женщина и я чувствую себя сорванным! вся работа заняла 5 человек.5 часов. после этого я потратил 2 часа на уборку мощеной подъездной дороги и стратегически переустановил куст, чтобы скрыть бельмо на глазу (хотя куст, вероятно, тоже кончился). Мне предложили скидку в 600 долларов за оплату наличными и отказ от счета-фактуры или квитанции. Это означает, что я плачу 600 долларов за вычет из моих налогов за 2017 год на ремонт дома.
Автор: #IFEELTAKEN в Батон-Руж, штат Луизиана.
Размещено: 13 февраля 2017 13:02
Тип: PVC
Длина: 20 футов
После того, как Roto-Rooter осмотрел дренажную линию, которая не могла пройти В 35 футах от очистных сооружений военнослужащий предложил установить новые очистные сооружения рядом с местом, куда не могла пройти камера, за это по цене 1450 долларов. Как только они раскололи цемент и выкопали примерно 2 фута, они поняли, что старая смоляная труба рухнула. Так как это нужно было отремонтировать, они дали мне смету в 8 500 долларов на то, чтобы разобрать длину привода (около 70 футов), уложить новый ПВХ (кажется, четверть дюйма), установить новую очистку и вернуть плохой цемент обратно на привод. После дальнейшего анализа мы решили подключиться к новой дренажной линии от костюма родственников родственников, который сокращает разрыв цемента и бедность с 70 футов до 20 футов и трубу из ПВХ с 80 футов до 20 футов. С этими сокращениями я предполагал, что мои расходы снизятся как минимум на 40 процентов от первоначальной оценки в 8 500 долларов, но военнослужащий стоял на своем и сказал, что лучшее, что он может сделать, — это 7 600 долларов.Я считаю, что этот ремонт должен стоить не больше 4600 долларов.
Автор: Клара Химерсон из Блу-Спрингс, Миссури.
Размещено: 27 января, 2017 12:01
Тип: Заменить канализационную линию от дома до города
Длина: 80 ‘
Несколько сантехников прочистили линию 16 месяцев, но резервное копирование повторялось несколько раз.В конце концов позвонили в Rotorooter, и в 23:00 к нам зашел приятный молодой человек, чтобы убраться, чтобы мы могли воспользоваться ванными комнатами. На следующий день приехал оператор, чтобы осмотреть всю линию. За 2 дня была заменена чугунная линия 40-летней давности, и все работает нормально. Рабочие были превосходны и нанесли как можно меньший ущерб нашему двору. Очень приятно, что эта компания решила досадную проблему так быстро, что другие сантехники не смогли этого сделать. Не может быть счастливее!
Добавил: Yourshitismybreadandbutter в Чендлере, штат Аризона.
Размещено: 20 декабря, 2016 19:12
Тип: Камера
Длина:
Паркер и его сыновья бесплатно осмотрели камеру. Отличное место.
Автор: Мистер Проактивный из Сан-Франциско, Калифорния.
Размещено: Сентябрь 20, 2016 13:09
Тип: Запасной чугун
Длина: 30
Замененный 80-летний пласт из глины с диаметром 4 дюйма.чугун. Траншея была 5 футов глубиной на выходе из основной канализационной линии. Установлены две новые чистки и доведены до кода. Я был свидетелем того, как слишком много соседей платили более 8 тысяч долларов, чтобы заменить своих, поэтому я потратил некоторое время на исследования и заставил компанию сделать это за 5 тысяч долларов. Я думал, что буду действовать на опережение и просто сделаю это, пока он не потерпел неудачу. Спешки не было, поэтому я смог получить хорошую цену.
Добавил: Девушка из Вирджинии в Фоллс-Черч, штат Вирджиния.
Размещено: 21 июля, 2016 04:07
Тип: Замена магистральной канализации
Длина: 50 футов
У нас была магистральная канализация (50 футов) Замена была произведена от входной двери дома до тротуара графства с использованием традиционного метода рытья траншей, так как труба Orangeburg в одном месте обрушилась. Установили 2 отверстия для чистки: 1 у дома и 1 у тротуара. Им пришлось проложить туннель под нашим крыльцом примерно на 3 фута.
Автор: RMartinez09 в Глендейле, штат Аризона, в Глендейле, штат Аризона.
Размещено: 21 апреля 2016 13:04
Тип: Orangeburg
Длина: 50 футов
Итак, я живу в семейном доме, который был построен еще в конец 1950-х гг. До того, как меня привели в этот мир, поскольку мне всего 31 год, мои родители говорили мне, что у них всегда будут проблемы с водопроводом.Перенесемся в 60 с лишним лет спустя, и теперь трубка наконец сдалась. Я позвонил в компанию под названием Option One, и они пришли посмотреть, могут ли они попытаться спасти мой трубопровод. Когда все-таки закопали трубу, трубопровод полностью исчез! ТРУБЫ НЕ БЫЛО. Он полностью исчез в месте соединения двух труб. Изначально они процитировали мою цену в 11000 долларов, но смогли снизить ее до 8700 долларов. Когда я продолжил настаивать на цене, они снизили ее еще на 400 долларов, в результате чего цена упала до 8300 долларов.По-прежнему не лучшая цена, но работу нужно было делать. Поэтому они начали копать там, где была моя старая чистка, чтобы заменить ту часть. Им также пришлось сделать еще один раскоп в том месте, где старая труба соединялась с глиняным трубопроводом. Затем они использовали бестраншейную технологию. Быстрый ремонт
Автор: Дебра Бойтано из Кэмпбелла, Калифорния.
Размещено: 18 января, 2016 16:01
Тип: Глина
Длина: 40-50 футов
Оцинкованные трубы заменены на медные 2015.В коттедже была протечка в ванной, и пока сантехник не был, заметил, что при открытии подпорка. Не смог пройти 40-50 футов, используя змею. Нужно было проверить камеру и дать оценку.
Автор: дурак в Вентуре в Вентуре, Калифорния.
Размещено: 12 января 2016 г. 08:01
Тип: 11 января 2016 г.
Длина: 17 ‘
Ну, я болван.Чугунная труба под плитой была корродирована и образовала трещины, через которые скапливалась грязь, что привело к закупорке линии. Итак, они: 1-змейка 2-определили, где блок проходил через вентиляционное отверстие в крыше 3-вырыли дыру в передней части дома, чтобы получить доступ к главной линии под домом 4- «начальник» сказал, что они ‘ Придется разрезать плиту. 5 — Они очистили трубу с помощью гидроочистки, чтобы показать ржавчину — она очистила грязь 6 — Они установили камеру на остальных канализационных трубопроводах и вниз на улицу; также их очистили гидроочисткой. 7-17 футов бестраншейной трубы в исходной проблемной зоне Таким образом, первоначальный счет за змею составил 250 долларов.Чтобы найти, оценить и провести новую очистку — $ 2500. Затем, когда я сказал сделать гидроочистку, они добавили 1100 долларов. Бестраншейный сейчас стоит 12000 долларов, к которым они добавили 1100 долларов, в общей сложности 13100 долларов. Это 588 долларов за погонный фут, как минимум в два раза. Я подумывал о втором предложении; Мой прошлый опыт работы с жилым сектором показывает, что когда речь идет о большой компании, цены не сильно различаются и являются непристойными.
Автор: Nab33, Маркус Хук, Пенсильвания.
Размещено: 13 октября 2015 г. 05:10
Тип: Чугун 1976 г.
Длина: 60 футов
Horizon вышел и использовал камеру, которая показала 2 больших животы в 20 линии рядом с главным домом. Линия находится на глубине 8 футов под землей и тротуаром. Я согласился заменить эту секцию на PVC. Я также решил «выровнять» оставшиеся 40 футов чугуна ПВХ и удалить ловушку, которая сегодня больше не используется.Также была заменена 8-футовая вертикальная труба. Horizon гарантирует работу НА ЖИЗНЬ «ВСЕГО, что идет не так». Отличная компания, но очень дорогая. Эта работа выполняется СЕГОДНЯ.
Автор: Зопкиос в Беллингеме, штат Вашингтон.
Размещено: 26 августа 2015 года, 04:08
Тип: Orangeburg
Длина: 70 футов
Дом построен в 1953 году.Никаких проблем до этого года, когда сточные воды снова попали в ванну. Roto Rooter очищен от засорения с помощью ударного мешка. Затем, 6 недель спустя, он не смог преодолеть препятствие на высоте 25 футов. Затем мы обратились в другую сантехническую фирму, решив заменить линию до препятствия, но при раскопках обнаружили, что мы стали жертвой установки Orangeburg. И что первоначальный подрядчик подключил ливневую канализацию к канализационной сети. Поэтому мы заменили все на 4-дюймовую АБС. Эта новая установка включала очистку внешнего доступа, которой у нас не было раньше.
Добавил: Барб Рот в Fair Lawn, NJ.
Размещено: 23 августа 2015 18:08
Тип: глиняные сломанные трубы
Длина: 50
Я надеюсь, что кто-то там может мне помочь! У меня 2 основных вопроса. Мне нужно как можно скорее приступить к этой работе. 1. Кто-нибудь знает, как узнать, где труба боковой канализации соединяется с трубой уличной? Никто не скажет мне, что они могут знать.Рабочие создают у меня впечатление, что они просто копаются повсюду, чтобы узнать. Имеет большое значение, где это. 2. Как мне найти образец контракта или предложения, чтобы даже узнать, о чем спросить этих работников? Недавно я обнаружил, что в нашей боковой канализационной трубе есть разрыв и значительное смещение. Был расчищен запасной участок, но нам сказали, что это только вопрос времени, когда эта небольшая территория снова будет заблокирована. Разрыв был дважды расположен с фотоаппаратами (которые не согласовывались друг с другом).Один сказал, что пролом находится под тротуаром, а другой сказал, что под вторым выступом ступеньки упираются. Оба использовали передатчики от камер. Мы знаем, что в трубах тоже много корней. У меня было 2 сантехника,
Автор: Билли Дон Тернер из Хьюстона, Техас.
Размещено: 5 августа 2015 г., 21:08
Тип: Ремонт канализации
Длина: 7 футов
Укоренился в канализационной трубе глубиной 6 футов. Они заменили около 4 футов трубы и закрыли ее. Справедливая плата, учитывая, что у меня были оценки, которые были вдвое больше, чем мне выставили эти ребята.
Автор: Грег Саммерс из Йорба Линда, Калифорния.
Размещено: 6 июля, 2015 12:07
Тип: PermaLiner
Длина: 63
С 1998 года у нас были проблемы с резервными копиями основной линии.Первоначально это было резервное копирование каждые 2 года. В 2007 году мы отремонтировали наш дом. В то время нам сказали, что если мы захотим заменить нашу глиняную леску, это будет стоить 10 000 долларов. Мы уже превысили наш первоначальный бюджет, поэтому мы воздержались. Шесть месяцев спустя наша первая резервная копия. Очищено до 150.00. Затем каждый год после этого 2-3 раза в 50. 00 — 100.00 очищать. Перенесемся в 2015 год 3 раза за последние 6 месяцев. У нас дважды проводился бесплатный осмотр камеры, и сантехники говорили нам, что им придется очистить все корни на Hydro-jet на 350.00 выбираем как раз основу змейки. Они предупредили, что наша линия может обрушиться, если это произойдет, ремонт будет стоить 11 000 долларов. Я начал исследовать варианты. У нас есть несколько взрослых деревьев, которые мы хотели срубить или уничтожить, поэтому 3 июля я нанял ProPowerPlumbing. Пять парней работали по 2-6 часов каждый, выполняя работу за один день. Мы получили Perma-Liner с 50-летней переходной гарантией.
Добавил: Ромен Гигер из Сан-Хосе, Калифорния.
Размещено: 15 апреля 2015 г. 08:04
Тип: Цемент / ABS
Длина: 2 фута
Разрыв был на 5 1/2 футов ниже. Земля должна была быть тестом ок. 3 фута в ширину и 4 фута в длину Почва была средней, и человеку потребовалось около 6 часов копания. Ремонт занял дополнительно 2 часа 1 час на засыпку и очистку. Кроме того, линия была очищена и обследована камерой .Я считаю, что цена в 7200 долларов была очень высокой. Как вы думаете?????
Автор: пользователь из Далласа, Техас.
Размещено: 5 марта 2015 17:03
Тип: Соединительный элемент из ПВХ
Длина: 1 фут
Сделал сам. I Обнаружил засор у корня дерева с канализационной змеей 1/2 «линией.Яма, выкопанная вручную, была размером около 2 футов на 4 дюйма с глубиной в 3 фута в клумбе. Стоимость указана на материал и инструмент для резки труб. Я маленький человек (не сантехник) с умом своими руками.
Средняя стоимость ремонта основной канализационной линии составляет 3 818 долларов , при этом большинство домовладельцев тратят от 91 302 2250 долларов до 5750 долларов . Стоимость полной замены канализационной линии составляет от $ 8 000 до $ 30 000, или $ 50 — 200 $ за погонный фут , в зависимости от длины и ширины необходимой канализационной трубы.
Обнаружение утечек в канализационной трубе в жилом районе стоит в среднем 480 долларов (на расстоянии до 40 футов), если утечки можно найти только копанием, и 641 доллар для коммерческого района. Ремонт канализационных труб включает первоначальную стоимость услуг по поиску труб для обнаружения утечек, разрывов и остановок канализации и воды в трубах.В зависимости от сложности повреждений может потребоваться полная замена.
Стоимость ремонта канализации
Средняя стоимость по стране
3 818 долл. США
Минимальная стоимость
225 долл. США
Максимальная стоимость
30 000 долл. США
Средний диапазон
2250 долл. США
к
5750 долл. США
Сточные воды, скапливающиеся в вашем доме, на подъездной дорожке или во дворе, могут вызывать невыносимый запах, который может привести к повреждению водой.Ил создает биологическую опасность, если канализационная служба не позаботится о нем сразу. Чтобы быстро диагностировать проблему, запланируйте осмотр видеокамеры в трубе.
Содержание
Стоимость ремонта канализации
Стоимость замены канализации
Стоимость ремонта основных проблем канализации
Стоимость выкопания канализации
Стоимость замены или ремонта бестраншейной канализации
Дополнительные затраты на ремонт канализации
Часто задаваемые вопросы
Сделай сам vs.Наем сантехника
Канализационные компании рядом со мной
Стоимость замены канализации
Замена канализационной линии стоит от 50 до 200 долларов за фут в среднем . Стоимость замены небольших труб начинается с , от 3000 до 6000 долларов, или с , от 5000 до 13000 долларов, на канализационных трубах длиной более 50 футов. Если есть несколько утечек под фундаментом и необходимо заменить канализационную систему, затраты возрастут до 30 000 долларов США .
Другие варианты включают метод бестраншейного разрыва трубы для от 60 до 300 долларов за фут или отверждение на месте трубной футеровки (CIPP) для от 75 до 250 долларов за фут .Общая стоимость замены канализации в жилом районе зависит от многих факторов, характерных для вашего дома.
Место и степень проблемы или утечки сточных вод.
Расположение ловушки вашего дома: подвал или палисадник.
Требования к размеру канализации вашего города.
Длина ремонтируемой или заменяемой трубы.
Тип замены: обычная, бестраншейная или полимеризуемая на месте.
Если город должен быть вовлечен из-за более сложных повреждений, которые могут повлиять на другие дома или городские трубы, они будут взимать базовую плату в размере , 3000 долларов, или больше.Этот сбор включает земляные работы, повторное уплотнение и ремонт улицы, но не включает плату за пропускную способность и другие сборы в зависимости от типа требуемого ремонта канализации. Плата за мощность — это единовременная плата за подключение к городской канализации и водопроводу.
В зависимости от того, где вы живете, местный санитарный округ может потребовать строгих требований к ремонту, который может стоить вам дороже. Дополнительные расходы, требуемые на уровне улицы (для коммерческого ремонта), могут быть связаны с облицовкой люков, вымощенной рамой и крышкой служебных ям, восстановлением асфальтового покрытия и организацией движения.
Стоимость новой канализационной линии — чугунная труба по сравнению с Orangeburg
Новая облицовка канализационного коллектора стоит от 26 до 107 долларов за фут , большинство из которых тратят от до 1040 долларов до 4280 долларов на высоту до 40 футов, включая выемку грунта и засыпку. Цена зависит от расположения труб, а также от того, заменяются ли трубы из ПВХ, чугуна, свинца или Orangeburg.
Заменить канализацию от дома до улицы
Тип трубы
Стоимость погонного фута
4-дюймовый трубопровод для керамической глины (VCP)
26–28 долларов
6-дюймовый трубопровод для керамической глины (VCP)
29–34 долл. США
Улица Работа
65–70 долларов
Заменить линию канализации от линии собственности на главную линию
Тип трубы
До 40 линейных футов
Каждая ступня больше 40
Канализационная труба из ПВХ 4 «
1 650–2 300 долл. США
$ 52
Канализационная труба из ПВХ, 6 дюймов
2600–3700 долларов
$ 83
Канализационная труба из ПВХ 8 дюймов
4050–5 200 долл. США
$ 107
Трубы Orangeburg распадаются, так как они сделаны из древесной массы.Профессионал сможет определить, подходит ли бестраншейная футеровка для крепления труб Orangeburg. Бестраншейная прокладка трубопровода стоит от 75 до 250 долларов за погонный фут и будет проложена вдоль старых труб, поэтому их не нужно выкапывать.
При ремонте канализации нарушается целостность чугунной трубы. Полная замена — лучший способ пойти с этим типом. Чугунная дренажная труба с фланцем будет стоить $ 23–75 за погонный фут для трубы от 4 до 12 дюймов, с минимальной платой за замену $ 3 000 на рабочую силу, фитинги, клапаны и аксессуары.Для подъема и выгрузки тяжелых предметов необходим экскаватор с обратной лопатой, а выемка грунта и засыпка не включены в эту цену.
Необходимо заменять только определенные части канализационных трубопроводов. Глина, Orangeburg или чугун используются в трубах для старых домов. По мере появления новых технологий в индустрии канализационных сетей для производства труб используются более качественные материалы. Некоторые подрядчики канализационных сетей предложат деньги, чтобы снять старые трубы, так как материал можно использовать повторно. Предпочтительными трубами для дренажных линий в доме являются трубы из АБС-пластика, изготовленные из смол на каучуковой основе, цена которых варьируется от доллара за 1 доллар.От 87 до 5,35 долл. США за фут для 10-дюймовых секций.
Основная канализационная линия и замена боковых сторон от дома до улицы
Основная канализационная линия и замена боковой канализации от дома к улице стоит от до 3 000–7 000 долларов в среднем. Стоимость зависит от рытья траншеи и удаления существующих труб, а также от размера трубы, который вам нужен, чтобы соответствовать основной линии. Под боковой канализацией понимается часть канализационной трубы в собственности домовладельца. Если сантехник рекомендует заменить канализационную линию от дома на главную на улице, возможно, потребуется участие города.
Стоимость замены канализации в подвале
Средняя стоимость замены или ремонта канализационной линии в подвале составляет 3000–5000 долларов , или 60–200 долларов за фут . Полная замена может стоить от $ 7 000 до $ 20 000 или больше. Основная причина замены или ремонта трубы в подвале — наличие резервной канализации.
Внешний ремонт и замена требуют рытья траншей и земляных работ, а также подвалов.Цемент нужно взломать, чтобы добраться до труб. Получите предложения, которые точно показывают, где находятся все утечки, прежде чем что-либо подписывать, чтобы вы знали, сколько точек ремонта требуется.
Убедитесь, что сантехник проводит статическое испытание — испытание гидростатическим давлением — после завершения работ по замене, чтобы убедиться, что все утечки устранены. Если у вас есть этажи ниже, вам придется заплатить и за их переделку.
Стоимость замены канализации под перекрытием
Стоимость замены канализационной линии под плитой стоит от 3 000 до 5 000 долларов для небольших работ и от 15 000 до 20 000 долларов всего для более крупных работ. Прокладка траншеи под плитой может стоить дополнительных от 150 до 200 долларов за фут .
Under Slab Plumbing в Хьюстоне, штат Техас, указывает на общую сумму 10 275 долларов США за «средние» ремонтные работы под перекрытием, которые включают 3600 долларов на выемку грунта и замену, 6250 долларов на участок под плитой и 425 долларов на проектирование и разрешения. Необходимо разбить бетон и вырыть траншею размером 3 на 3 фута по всему дому. Вытащить старую трубу и заменить ее, затем засыпать песком, а затем залить бетоном.
Чтобы избежать разрушения плиты, вместо нее можно установить бестраншейную канализационную линию, которая стоит от 6000 до 12000 долларов . Принцип его работы заключается в том, что внутри старых труб устанавливается новая футеровка, а внешние трубы могут продолжать разрушаться, в то время как новая внутренняя эпоксидная футеровка / трубы выполняют свою работу.
Стоимость замены канализационной ловушки
Замена сифона для канализации стоит минимум 1500 долларов . Самая высокая стоимость приходится на земляные работы, замену, подключение и засыпку.Осмотр камеры в трубе может быстро определить, является ли это проблемой, а затем эту часть трубы можно заменить новой частью, которая удерживает сифон канализационного дома.
Резервное копирование в канализационной линии может быть признаком засорения, но также может означать, что засорена канализационная ловушка. Вы не узнаете, пока профессионал не сможет получить к нему доступ через ваш двор или канализационную яму дома и осмотреть. Сифон — это неотъемлемая часть канализационной системы, потому что он не дает газам попадать в дом по трубам.
Вернуться к началу
Стоимость ремонта канализации Основные проблемы
Средняя стоимость ремонта канализационной трубы составляет 1500–4500 долларов , если проблема связана с трубой длиной десять футов или меньше. Осмотр видеокамеры для обнаружения проблемы стоит от 169 долларов до долларов 460, в то время как раскопки для обнаружения утечки стоят около 480 долларов для жилого района и 641 долларов для коммерческих.
После обнаружения проблемы затраты на ремонт могут варьироваться от 50 до 450 долларов за погонный фут .Цена также зависит от того, сколько работы требуется для устранения проблемы и насколько сложно получить доступ к этой части трубы.
Также возможны расходы на ремонт ландшафта, если придется выкопать трубы. В наши дни ремонт обычно выполняется путем футеровки старых труб новыми трубами — бестраншейная замена, но иногда выкапывание труб и замена их обычными трубами — единственный вариант.
Общие проблемы с канализацией
Канализационный трубопровод сломан или треснул
Труба лопается
Корни деревьев в канализации
Обрушился канализационный трубопровод
Засор основной канализационной линии
Ремонт слива
Стоимость ремонта сломанной или треснувшей канализационной трубы
Ремонт сломанной или потрескавшейся канализационной трубы стоит от 50 до 450 долларов за погонный фут в зависимости от степени повреждения. Трубы обычно ломаются в местах стыков, что часто бывает вызвано циклами замораживания-оттаивания в вашем районе. Когда канализационная линия треснула или сломалась, участок выкапывают и устанавливают новые сочлененные трубы.
Стоимость ремонта сломанной или треснутой канализационной трубы
Сервис
Средняя стоимость
Доступная канализационная труба
500–1000 долларов
Наружная подземная канализационная труба
1000–4000 долларов
Необходимо выкопать землю вокруг сломанной канализационной трубы, прежде чем можно будет приступить к ремонту.С вас также будет взиматься плата за укладку грунта на верхнюю часть трубы и за транспортировку опасных материалов. Земляные работы составляют от $ 33 до 68 $ за кубический ярд , а засыпка от $ 11 до 19 $ за кубический ярд . Обе цены зависят от твердости почвы. В среднем $ 255 — это стоимость транспортировки материала сломанной трубы.
Корни деревьев в канализации Стоимость
Удаление корней деревьев в канализационной линии стоит от 200 до 600 долларов , чтобы убить их, или от 50 до 450 долларов за фут с использованием альтернативных методов.Корни деревьев, врастающие в канализацию, — обычная проблема. Если в ваших трубах есть трещина, значит, они выделяют кислород и влагу в окружающую почву, к которой естественным образом начинает расти корень дерева.
Корни также можно срезать канализационным шнеком (вращающимся ножом), который направляется по канализационной линии. С этим справится профессионал за $ 160 за .
Самым дорогим вариантом будет использование гидроабразивной машины для промывки труб, а затем использование хлорида натрия или сульфата меди для сушки всего, что осталось.Эта услуга будет стоить вам от 225 долларов до 575 долларов.
Если корень относительно небольшой, вы можете смыть два фунта хлорида натрия или сульфата меди в унитаз, чтобы он высушился. Хлорид натрия стоит $ 5,98 , а сульфат меди — $ 5,60 в местном хозяйственном магазине. Если хочешь сэкономить, откопай их сам.
Если ни одно из этих действий не сработает, трубы можно будет выкопать вместе с корнями и заменить по цене $ 50-200 $ за фут, но CIPP (футеровка труб) в этом случае является более дешевой альтернативой, так как там Это не такой большой ущерб ландшафту, трудные раскопки и уборка, за которые нужно платить.
Покрываются ли корни деревьев в канализации страховкой?
Корни деревьев в канализационной сети , иногда покрываются страховкой. Вы застрахованы только в том случае, если у вас есть исключительная страховка, которая покрывает все, или у вас есть водитель, который включает в себя резервное копирование канализации.
Стоимость ремонта рухнувшей канализации
Ремонт тонущей или обрушившейся дренажной трубы стоит от 60 до 300 долларов за фут , если для ремонта используется разрыв трубы. Когда часть трубы опускается ниже, чем остальная часть канализационной линии, она собирает воду и мусор, что в конечном итоге приводит к снижению давления воды.Эту часть трубы необходимо удалить и заменить.
Если повреждение достаточно велико, может потребоваться замена всей канализационной линии. Глиняные или терракотовые трубы в старых домах не подлежат утилизации, поскольку со временем они становятся очень хрупкими. По мере того как земля сдвигается, она создает трещины в трубопроводах и разрушает их общую структуру, поэтому полная замена необходима по цене от 8000 долларов до 30 000 долларов , в зависимости от ширины канализационной трубы и объема необходимых земляных работ.
Смещение грунта может также вызвать другие проблемы, такие как провисание канализационной линии, когда труба задерживает воду даже после прекращения нормального потока воды.Необходимо будет заменить только затронутые участки трубопровода.
Стоимость засора основной канализации
Засор основной канализационной линии стоит от 150 до 800 долларов в среднем. Профессионал может использовать змейку, стоимость которой колеблется от $ 150 до $ 500, или гидроструйную очистку от $ 250 до $ 800 для более значительных засоров. Цены зависят от степени засорения, доступности и трудозатрат.
Признаки засорения основной канализации
Накопленный туалетный мусор возвращается в ванну или подвал
Проникающий шум в туалете
Любые другие признаки, такие как медленный дренаж или неприятный запах, обычно связаны с вторичными дренажными линиями, а не с основной канализационной линией, но их тоже следует устранять быстро.
Стоимость ремонта канализации
Ремонт канализации стоит около 160 долларов за погонный фут. Хотя водостоки устанавливаются всего на несколько дюймов ниже поверхности, они обычно находятся под плитой, поэтому бестраншейный ремонт канализации предпочтительнее. В цену уже учтена стоимость рабочей силы, но сантехник может взимать дополнительную базовую цену от $ 43 до $ $ 150 за час за любую дополнительную работу.
Вернуться к началу
Стоимость выкопания и замены канализации
Стоимость рытья и замены канализационной линии составляет от 50 до 450 долларов за фут , или от 3000 до 6000 долларов в среднем, но может стоить до 30 000 долларов , если необходимо заменить всю канализационную систему.Ремонт участка канализационной трубы длиной от 10 до 15 футов стоит минимум $ 1 500 или $ 2,500 для чугунной трубы. Этот метод утомителен, так как подрядчик по канализации должен избегать повреждения канализационных труб или подземных коммуникаций.
Прочие дополнительные факторы, влияющие на цену:
Тип трубы — керамика или ПВХ
Ширина трубы — 4, 6 или 8 дюймов
Фитинг, клапаны и аксессуары — Каждая ножка соединений будет стоить 52–107 долларов за погонный фут.
Длинный или короткий отрезок трубы — множественные изгибы и точки соединения
Работа на улице или в жилых помещениях — расходы на помощь при дорожном движении и тротуары и тротуары, если речь идет о уличных работах
Подключиться на улице или в переулке — около 640–1140 долларов дешевле, если это переулок
Дополнительная оценка канализационной линии
Осмотр — Профессионалу обычно требуется вставить камеру в канализацию для проведения визуального осмотра. Эти камеры имеют высокое разрешение и являются дорогостоящим оборудованием. Инспекция обойдется в $ 200 против $ $ 450. Некоторые технические специалисты предлагают свои фотоаппараты бесплатно, если вы заранее заказываете их для ремонта.
Засыпка — Когда трубопровод будет отремонтирован, вы останетесь с сырой землей там, где когда-то могла быть трава. Повторная посадка будет зависеть от вас, но большинство профессионалов сделают все возможное, чтобы трава и верхний слой почвы остались нетронутыми. Если это крупномасштабный проект, то будет практически невозможно сохранить нетронутыми верхний слой почвы и дерн, так как потребуется откопать большую площадь.Засыпка будет стоить от 11 долларов до 18,80 долларов за кубический ярд .
Рытье траншей и земляные работы — Проходка траншей стоит от 6 до 15 долларов за фут , а стоимость удаления грязи для доступа к трубопроводам составляет от 33 до 67,50 долларов за кубический ярд .
Вернуться к началу
Затраты на замену или ремонт бестраншейной канализации
Бестраншейная замена канализационной линии стоит от 80 до 255 долларов за фут , а ремонт 20 футов трубы от дома до улицы стоит около 3200 долларов .В целом, большинство домовладельцев платят от 6000 до 12000 долларов за бестраншейный ремонт канализационной линии из-за дополнительных затрат на отключение системы, чистку канализации, осмотр, изгибы труб и количество вертикальных отверстий, которые необходимо проделать в трубах.
Ваш проект может стоить вдвое, если задействована какая-либо городская собственность. Бестраншейный ремонт канализации — это способ избежать серьезных нарушений ландшафтного дизайна, но он требует некоторых земляных работ. Трубы не нужно откапывать, если они все еще структурно устойчивы.Вдоль трубопровода проделываются небольшие вертикальные отверстия, в которых обнаружены утечки, и ремонт производится через отверстия.
Затвердевшая футеровка канализационной трубы на месте
Другой бестраншейной технологией является вулканизация труб на месте (CIPP), которая стоит от 75 до 250 долларов за фут , или примерно от 3000 до 4000 долларов за небольшой участок протекающей трубы. На прокладку 30 футов дренажных линий в доме и за его пределами можно потратить около $ 4 875 в сумме.В цену включены дополнительные расходы на отключение сети, очистку канализации, осмотр, изгибы труб и количество вертикальных отверстий, которые необходимо проделать в трубах.
CIPP — отличный вариант для фиксации конструктивно прочных канализационных линий вместо того, чтобы их откапывать. CIPP можно использовать для всех форм облицовки канализационных труб, чтобы избежать раскапывания существующих труб. Их можно наносить на глину, стекловолокно, ПВХ, железную сталь, металл и бетон. Однако, если у вас неглубокие трубы и вы выкапываете только лужайку, а не кустарник или подъездную дорожку, может быть дешевле выкопать их и заменить их на новую. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Стоимость бестраншейного разрыва трубы
Разрыв трубы стоит 60–300 долларов за фут , или 3500–20 000 долларов в среднем. В качестве еще одного бестраншейного метода замены канализационной трубы используется инструмент, который расширяет старую трубу до тех пор, пока она не рассыпается, а затем эти части проталкиваются глубже в почву, чтобы расширить площадь.
Преимущество разрыва трубы заключается в использовании старой трубы в качестве направляющей для освобождения места для новой трубы. Увеличенный диаметр позволяет легко заменять и устанавливать.Сантехник может протянуть полиэтиленовую трубу через внутреннюю часть треснувшего участка, а затем запечатать два конца трубы, которые были разрезаны, чтобы получить доступ. Этот метод сводит раскопки к минимуму.
Вернуться к началу
Дополнительные затраты на ремонт канализации
Несколько факторов влияют на то, почему канализационная линия подкреплена или разрушена, но после ремонта или замены останется несколько проблем, которые все еще необходимо решить. Когда пришло время убрать беспорядок, вызванный просачиванием воды, наводнением или земляными работами, затраты могут оказаться высокими.
Пересадка двора будет стоить 14–16 доллара за квадратный фут.
Ремонт проезжей части или перекрытия будет стоить от $ 121, до $, 131 $ за кубический ярд.
Очистка любых сточных вод составит $ 500 или больше .
Очистка канализации
Стоимость очистки и восстановления после повреждения канализационной водой составляет от 2 000 до 10 000 долларов , или примерно 5 000 долларов в среднем. Степень повреждения во многом будет определять количество мусора, который необходимо удалить — трубы, гипсокартон, полы, изделия из дерева и т. Д.Перетяжка материала будет стоить минимум 550 долларов и более 2000 долларов . Чем сложнее получить доступ к вашей собственности и тем больше мусора нужно вытащить, рассчитывайте, что заплатите больше. С вас может взиматься ежедневная, а не фиксированная ставка, если бригада, которую вы наняли для ремонта канализационной линии, должна арендовать мусорный контейнер.
Инспекция канализационной камеры
Осмотр канализационной камеры стоит от 125 до 500 долларов и гарантирует, что техник точно выяснит, что и где не так с трубами.Вы сможете обсудить объем необходимого ремонта или необходимость полной замены. Если вы подозреваете, что в более старом доме, который вы хотите купить, есть проблемы с водопроводом, лучше всего пройти осмотр в течение периода действия опциона, чтобы вы могли договориться с продавцом об оплате ремонта.
Замена ландшафта
Не сажайте растения с большими или мочковатыми корнями рядом с канализационной линией. Если вы выберете бестраншейную технологию, то стоимость замены недостающих частей двора будет намного меньше, чем при использовании традиционной траншейной и канализационной линии.
Если вам нужно повторно засеять ярд, это будет стоить 0,10–0,20 доллара за квадратный фут .
Удобрение составляет 0,05–0,25 доллара за квадратный фут .
Верхний слой почвы, размещаемый на ровной поверхности, стоит от 5 до 30 долларов за кубический ярд для скошенных участков.
Ремонт проезжей части или тротуаров
Ремонт подъездной дороги стоит от 8,50 до 8,90 долларов за квадратный фут , и стоимость зависит от толщины бетона или асфальта.Если вы строите новый дом, не прокладывайте дорогу над септиком, так как тяжелые автомобили могут его раздавить. Выясните, где находится канализационная магистраль, чтобы избежать проблем в будущем, избегая строительства рядом с этими участками.
Замена патио, навесов или ограждений
Необходимость сносить строения на вашем участке из-за канализации — важный проект. Эти постройки нужно будет перестраивать с нуля.
Базовое сетчатое ограждение — от 12 до 17 долларов за установленный погонный фут.
Стоимость деревянного забора составляет от $ 17 до $ 22 за установленный погонный фут . Стоимость во многом зависит от того, какой ширины дощатый забор вы возводите.
Средняя цена строительства бетонного патио составляет ок. 1200 — 4300 долларов .
Комплект для сарая среднего размера 12 на 8 дюймов стоит около 950 долларов , а сарай 8 на 6 футов стоит около 500 долларов.
Вернуться к началу
Часто задаваемые вопросы
Сколько стоит прочистка канализации?
Очистка канализационной линии будет стоить около 300 долларов и устранит большинство засоров.Если потребуется очистка гидроструйной очистки, она будет стоить от $ 225 до $ 575 . Медленный слив может означать, что глубже в трубах есть серьезная проблема, о которой следует немедленно позаботиться.
Каковы признаки поломки канализационной трубы?
Несколько знаков могут означать, что труба сломана. Если вы чувствуете запах канализационного газа, есть какие-либо резервные сточные воды, любой мусор, поднимающийся в ванну или подвал, или слышите проникающий шум в туалете, то у вас проблема с канализационной трубой.
Нужно ли мне разрешение на работу в канализации?
Уточните в своем городе, требуется ли разрешение для работы на вашей канализационной линии, потому что в случае повреждения соединительной городской линии вы можете нести ответственность за ремонт.Даже на мелкий ремонт может потребоваться разрешение. Всегда соблюдайте местные законы о разрешениях — так что ваши базы будут защищены и избежать неприятностей.
Сколько стоит эпоксидная футеровка труб?
Эпоксидная футеровка трубы стоит от 75 до 250 долларов за фут . Эпоксидное покрытие покрывает внутренние поверхности существующих труб, чтобы трещины и коррозия были закрыты и покрыты покрытием.
Должен ли я заменить или устранить утечку в канализационной сети?
Для трещин любого размера в канализационной линии необходимо немедленно произвести ремонт, чтобы избежать более серьезных проблем.Замена потребуется, если труба не является достаточно прочной для ремонта. Профессионал сможет сказать, требуется ли ремонт или замена.
Кто может отремонтировать мой предохранитель обратного слива?
Нанять сантехника для ремонта устройства предотвращения обратного потока, которое имеет решающее значение для предотвращения попадания канализационной воды в трубопроводы питьевой воды.
Что такое рукав для канализации и сколько он стоит?
Канализационная втулка — это еще одно название CIPP или замены внутренней футеровки трубопровода.Он стоит от 75 до 250 долларов за фут .
Сколько стоит очистка канализационной трубы от накипи?
Удаление накипи из канализационной трубы стоит около 300 долларов США и включает в себя очистку внутренней части от мусора, не повреждая трубу.
Каков срок службы канализационных сетей?
Срок службы большинства канализационных линий От 30 до 100 лет . Трубы Orangeburg и глиняные канализационные трубы служат от 30 до 60 лет, а канализационные трубы из ПВХ, чугуна и свинца служат от 50 до 100 лет. Продолжительность жизни зависит от содержания, состояния почвы и корней близлежащих деревьев.
Ожидаемый срок службы канализационной сети
Тип
Продолжительность (лет)
Оранжбург
30-50
Глина
50-60
ПВХ
75–100
Чугун / свинец
50–100
Сколько стоит линия водоструйной канализации?
Гидравлическая канализационная линия стоит от $ 225 до $ 575 , но если труба труднодоступна или если засорение серьезное, то она может стоить дороже.
Сколько стоит замена основного канализационного коллектора?
Средняя стоимость замены трубы основной канализационной трубы составляет 3000–6000 долларов. Термин «дымовая труба» относится к секции трубопровода, по которой отходы доставляются в общественную септическую систему и отводятся септические газы за пределы основной канализационной линии.
Сколько стоит страхование линии канализации?
Страхование канализационной сети стоит от 8 до 12 долларов в месяц . Страхование канализационной трубы защищает ваш дом от любых повреждений, вызванных неисправностью канализационной линии.Он также охватывает ремонт, который необходимо произвести в канализационных трубопроводах.
Сколько стоит дренаж Roto-Rooter Snake?
Roto-Rooter стоит от 225 до 500 долларов. за дренаж, что намного выше, чем у большинства других, и в большинстве мест взимается фиксированная ставка, а не почасовая оплата. Они предлагают удобство доступа 24 часа в сутки.
Вернуться к началу
Сделай сам или нанять сантехника
В среднем для замены канализационной линии требуется не менее трех рабочих и пять дней для завершения.Ремонт канализационной трубы без помощи профессиональной канализационной компании можно сделать очень мало. Для этого проекта требуется несколько разных типов гаечных ключей, уровней, труборезов и канализационных змей. Сумма всех этих инструментов составит около 3150 долларов.
Большинство профессионалов бесплатно дадут вам оценку и расскажут, что нужно сделать, чтобы ваши трубы работали правильно. Не откладывайте получение консультации профессионала в случае подозрительных протечек, запахов или скопившейся воды.
Получите бесплатную оценку HomeGuide от проверенных канализационных служб:
Получите бесплатные оценки
88 Пользователи HomeGuide
Сантехническая служба Робинсона | https://www.robinsonsplumbingservice.com/2018/09/how-much-cost-repair-sewer-line/
Одна из самых сложных проблем, с которыми сталкиваются домовладельцы, — это обрывы канализационных сетей.Обрыв канализационной трубы — это верный путь к катастрофе и может остановить жизнь, вызывая постоянные засоры. Кроме того, неисправная канализационная труба может нанести ущерб вашему газону, заставив воду подниматься на него. Это требует вашего немедленного внимания. Прежде чем ситуация ухудшится, попросите подрядчика по прокладке канализационных труб в Джонс-Крик разобраться в этом вопросе.
Стоимость ремонта канализации
Средняя цена, которую домовладельцы платят за ремонт канализации, составляет 2556 долларов. Вы можете рассчитывать потратить от 1073 до 4054 долларов, в зависимости от типа ущерба.Домовладельцы, которые получают полную замену, тратят от 3000 до 25000 долларов.
Стоимость замены канализации
Если вы хотите заменить канализационную линию, рассчитывайте заплатить от 50 до 250 долларов за фут. Большинство домовладельцев платят от 50 до 125 долларов за фут. Фактическая сумма, которую вы потратите, будет зависеть от длины линии, от того, как она проложена на вашем участке, а также от типа используемой сантехники.
Стоимость замены канализации подвала
Большинство владельцев недвижимости платят 600 долларов за замену канализации в подвале.Это не включает плату, взимаемую подрядчиками по очистке канализации в Johns Creek за прорезание бетона для замены подземных труб. Если ваш проект предусматривает рытье траншей под плитой, рассчитывайте заплатить от 150 до 250 долларов за фут.
Замена сифона
Сифоны являются неотъемлемой частью вашей санитарной системы. Они предотвращают проникновение вредителей и запаха канализации в ваш дом. Если ваши канализационные сифоны слишком старые или повреждены, замените их. Замена канализационного сифона обойдется в 100 долларов в материалах.Подрядчик по очистке канализации в Johns Creek будет брать от 45 до 200 долларов в час за работу.
Стоимость ремонта основных проблем канализации
Большинство домовладельцев платят 2600 долларов за решение основных проблем канализации. Фактическая сумма, которую вы заплатите, будет зависеть от характера проблемы.
Корни деревьев в канализации
Удаление корня дерева из канализации обойдется вам в сумму от 100 до 600 долларов. Будьте готовы заплатить дополнительно 350 долларов за осмотр канализационной камеры.
Стоимость устранения обрыва линии
Если ваша канализационная линия обрушилась, вам придется заплатить от 50 до 250 долларов за фут, чтобы заменить ее. Если ущерб значительный и проходит на большое расстояние, полный повтор имеет больше смысла.
Часто задаваемые вопросы
Да. Получение одобрения от соответствующего органа гарантирует, что все соответствует кодексу.
Чаще всего ремонт протекающей канализационной линии включает замену хотя бы части трубы.
Сантехники берут от 45 до 200 долларов в час за ремонт части поврежденных труб. Вы также должны будете заплатить номинальную плату за использованный материал.
Из-за обрыва канализационной трубы вы бессонны по ночам? Флетч Барни здесь, чтобы помочь. Мы предлагаем услуги по ремонту канализационной линии в районе Джонс-Крик . Наш опыт научил нас, что проблемы с водопроводом могут возникнуть в любое время. Чтобы члены нашего сообщества получали квалифицированную помощь, когда они больше всего в ней нуждаются, мы работаем 24 часа в сутки.Чтобы поговорить с одним из наших экспертов, позвоните нам по телефону 770-333-3031 .
Почему затраты на ремонт ванной комнаты так сильно различаются: четыре важных момента
Рассматривая стоимость ремонта ванной комнаты, имейте в виду, что изменение плана этажа существенно влияет на стоимость. Есть различные факторы, влияющие на стоимость ремонта ванной комнаты, но изменение плана этажа может добавить значительную сумму денег в ваш бюджет.
После реконструкции сотен ванных комнат мы обнаружили, что в некоторых случаях изменение плана этажа необходимо для улучшения функциональности и / или эстетики пространства.Поскольку изменение плана этажа сильно сказывается на стоимости, его следует проектировать с осторожностью. Многие подрядчики уклоняются от разговоров о ремонте ванной комнаты, пока t
Большинство домовладельцев изучают затраты на реконструкцию ванных комнат. Мы опубликовали статью в блоге, которая непосредственно затрагивает тему затрат на ремонт ванных комнат в Южной Калифорнии.
Ремонт ванной комнаты включает в себя четыре основных вида строительных работ:
1) Сантехника
2) Каменная кладка (Плитка)
3) Электрооборудование
4) Мебель
1.Стоимость переезда сантехники
Стоимость перемещения унитаза или раковины может составлять от 2500 до 3500 долларов за приспособление. Сантехника может стать значительным фактором затрат при переделке, когда план этажа ванной комнаты изменился. Туалет — самый дорогой в перемещении. Подключение унитаза к существующей канализационной сети может быть немного сложным для вашего сантехника. Канализационная труба зависит от уклона. Трубы канализационной линии сохраняют определенный уклон для хорошего дренажа. Другой уровень сложности существует, если дом построен на бетонной плите, а не на поднятом фундаменте.В домах с фундаментом из бетонных плит требуется резка бетона для перемещения новых труб. Это может занять больше времени, чем дом с поднятым фундаментом.
Второе соображение — это вентиляционная линия, которая позволяет канализационной линии вытеснять воздух водой. Эта вентиляционная линия должна быть перемещена так, чтобы она проходила в стене, на расстоянии не более 5 футов от сливного отверстия унитаза и вентиляции через крышу. Стоимость повторного обрамления стен и ремонта гипсокартона может добавить к этой стоимости. Эта стоимость может варьироваться от 1500 до 2500 долларов в зависимости от объема необходимых работ.
В ванной, изображенной ниже, нам пришлось переместить вентиляционные линии для раковины и установить новые сливные линии, соединяющиеся с существующими канализационными линиями. Линии канализации были в другой плоскости, и нам пришлось проявить творческий подход к установке. В совокупности затраты могут увеличить затраты на реконструкцию ванной комнаты на 40%.
Роскошная сантехника также может существенно снизить затраты на реконструкцию вашей ванной комнаты. Системы смесителей, такие как New Port Brass, добавляют уровень роскоши, требующий большего бюджета.Многофункциональные душевые системы повышают стоимость светильников, а также могут потребовать перехода на более крупный водонагреватель или водонагреватель без резервуара.
Стоимость установки плитки в ванную — Счетчик брызг на потолок
2. Плитка
Ремонт ванной комнаты требует укладки плитки. Это ведущий фактор затрат на реконструкцию ванной комнаты. Затраты на плитку тяжелы для рабочей силы; На то, чтобы правильно облицевать ванную комнату, уходит около двух недель. Подготовительные работы обычно занимают четыре дня, а установка плитки — пять дней.
На прилагаемом изображении наш клиент хотел, чтобы задняя панель умывальника простиралась от столешницы умывальника до потолка. Некоторые домовладельцы предпочитают укладывать плитку на все стены ванной комнаты высотой 48 дюймов.
Другие клиенты предпочитают полностью покрыть несколько стен плиткой. Эти типы дизайна плитки могут значительно увеличить расходы на реконструкцию ванной комнаты. Стоимость таких дизайнов может варьироваться от 5500 до 7500 долларов в зависимости от плитки и количества добавляемой плитки.
Эта статья написана не для того, чтобы посоветовать читателям устанавливать меньше плитки. Проще говоря, установка плитки — значительный фактор затрат при ремонте ванной комнаты, и вы должны иметь свой дизайнерский дизайн с учетом бюджета.
3. Движущиеся стены
Перемещение или изменение стен часто необходимо, чтобы сделать ванную комнату больше и функциональнее. В некоторых случаях установка дверцы с карманом создает больше полезного пространства. В стенах часто находятся вентиляционные трубы, электрические провода, вентиляционные отверстия и другие объекты инфраструктуры, перемещение которых может быть дорогостоящим.
Перемещение стен может потребоваться, чтобы увеличить площадь ванной комнаты. Добавленная функция в пространство может превзойти расходы.
Стоимость перемещения стены может составлять от 2 000 до 8 500 долларов в зависимости от того, что необходимо переместить вместе со стеной. Если стена структурная, добавьте стоимость инженерных работ, специального оборудования и рабочей силы для модернизации фундамента. Стоимость может возрасти до 13 000-15 000 долларов в зависимости от того, какой объем работ указан в планах строительства.
То же можно сказать и об установке карманной двери.Для установки карманной двери необходимо изменить поврежденную стену, чтобы создать пустоту для размещения карманной двери. Это означает, что существующие электрические или вентиляционные системы, которые находятся в пределах необходимой площади, должны быть перемещены, чтобы создать пустоту для установки дверцы кармана.
Вы можете рассчитывать заплатить от 1800 до 2500 долларов за карманную дверь, включая стоимость каркаса, гипсокартона, рабочей силы и двери.
4. Туалетные столики: нестандартные шкафы против сборных шкафов
У вас есть два варианта для умывальника: купить сборный умывальник с полки или создать собственный умывальник.Если вы выберете индивидуальные шкафы, вы можете рассчитывать заплатить в два-три раза больше стоимости сборного умывальника.
Для сравнения: сборный 6-дюймовый туалетный столик может стоить 600-850 долларов. Изготовленный на заказ 6-дюймовый туалетный столик может стоить от 1800 до 4500 долларов в зависимости от оборудования и столярных изделий.
Индивидуальный туалетный столик — это особый компонент реконструкции ванной комнаты. Его можно настроить для размещения определенных предметов, а также сделать его центром внимания в ванной комнате. Несколько лет назад мы создали туалетный столик, изображенный ниже, для клиента, чтобы он соответствовал ящикам спальни ее бабушки (Добавить фото № 4 и 4a).Я вручную выбрал древесный шпон и попросил плотника сориентировать структуру дерева, как вы видите на этой картинке. В данном случае тщеславие было произведением искусства. Этот туалетный столик стоил около 6000 долларов и стал центральным элементом пространства. Выбирайте туалетный столик с умом, потому что он является неотъемлемой частью формы и функциональности ванной комнаты.
Теперь, когда мы рассмотрели некоторые пункты, которые увеличивают стоимость ремонта ванной комнаты, вы можете узнать об общих ценах на ремонт ванной комнаты здесь, в Южной Калифорнии.В этой статье рассматривается тема уровней цен. Калифорния — одно из самых дорогих мест для ведения бизнеса, и этот факт четко отражается на расценках на оплату труда и транспортных расходах по сравнению с другими частями страны.
Я написал дополнительную статью о затратах на реконструкцию ванной комнаты.
Сколько стоит ремонт ванной комнаты?
Эта статья даст вам справочную информацию о затратах на реконструкцию ванных комнат в Калифорнии.
Вторая статья представляет собой сравнительную модель.Независимо от вашей ценовой категории, в этой статье затраты отражаются в процентах от общего объема проекта, чтобы вы могли понять, сколько вы можете получить за свой бюджет. Прочтите нашу статью с тематическим исследованием о процентах затрат на реконструкцию ванной комнаты от общей суммы работы. В этой статье объясняется распределение затрат по конкретным профессиям, стоимость установки плитки, затраты на сантехнику, затраты на установку электрооборудования в процентах от общей стоимости.
Сколько стоит септик? Путеводитель по септическим системам
Фото: depositphotos.com. обработка отходов. Сельские и некоторые загородные дома, как правило, не подключены к муниципальным канализационным сетям, которые используются в более густонаселенных районах. Оплата канализационных труб до новой строительной площадки может оказаться дорогостоящим предприятием, поэтому септики становятся экономически эффективной альтернативой.Эти полезные и часто неправильно понимаемые системы построены под землей, чтобы управлять очисткой отходов и сточных вод путем отделения органических веществ, позволяя жидкости возвращаться в землю естественным путем.
При рассмотрении затрат на септик, домовладельцы должны учитывать размер дома, количество сточных вод, материал, из которого сделан септик, и многое другое. В некоторых штатах есть правила, касающиеся минимального размера септиков, и во всех штатах есть свои собственные правила разрешений и проверок, а также цены перед установкой.Эти и другие соображения описаны более подробно ниже.
Профессионалы знают септические системы
Свяжитесь с проверенными специалистами в вашем регионе и получите бесплатные предложения по вашему проекту без каких-либо обязательств.
+ Факторы при расчете стоимости септика
Фото: depositphotos.com
От размера дома до состава почвы на стоимость септика влияют несколько факторов. Эти затраты также различаются в зависимости от региона, где содержание почвы, разрешения и материальные сборы варьируются от одного штата к другому.В то время как в среднем по стране стоимость установки септика составляет 6 361 доллар, максимальная стоимость установки системы септического резервуара составляет 18 650 долларов. Следующий список включает основные факторы, которые могут повлиять на установку септика, чтобы вы могли лучше понять, как ответить на вопрос: сколько стоит септик?
Размер дома
Размер дома является основным фактором при принятии решения о покупке септика, поскольку он должен быть в состоянии справиться с объемом воды и производимых отходов.Для дома с 3 спальнями потребуется резервуар на 1000 галлонов, который стоит в среднем от 600 до 1000 долларов.
Размер резервуара в галлонах
Стандартные септики начинаются с 750 галлонов для домов с 1 и 2 спальнями. Резервуар на 3000 галлонов может удовлетворить потребности некоторых зданий с более чем 15 жильцами, что будет стоить от 2900 до 3900 долларов.
Анаэробные и аэробные
Анаэробные системы — менее дорогие септики, которые можно установить (стоимостью от 2000 до 5000 долларов).Они полагаются на бактерии, не переносящие кислород, чтобы естественным образом разлагать отходы в резервуаре. Установка аэробных систем может стоить от 10 000 до 20 000 долларов, поскольку они используют воздушный насос для аэрации резервуара, позволяя кислородолюбивым бактериям разрушать отходы.
Септическая система насыпи
Когда осмотр земли показывает, что почва не подходит для дренажного поля септика, домовладельцы могут установить перфорированные дренажные плитки и тонкую биопленку, которые помогают создать подходящую среду для естественной очистки сточных вод перед этим. достигает уровня грунтовых вод ниже.Строительство этого пространства под септиком может привести к появлению холмистого вида и в среднем может стоить 15 000 долларов на установку.
Септическая система с песочным фильтром
Септическая система с песочным фильтром использует насос для подачи жидкости или сточных вод в систему фильтрации, которая состоит из коробки, заполненной трубами, заполненными песком. Сточные воды естественным образом фильтруются через песок, прежде чем достигают уровня грунтовых вод ниже. В среднем стоимость установки этих септиков составляет от 6000 до 10 000 долларов.
Септическая система распределения давления
При средней стоимости от 7 000 до 10 000 долларов домовладельцы могли выбрать септическую систему распределения давления, которая может быть установлена в пределах 2 футов от уровня грунтовых вод. В нем используются насосы для более быстрой обработки сточной жидкости в дренажное поле для обработки до достижения уровня грунтовых вод.
Фото: depositphotos.com
Стоимость септика: запасные части
Как и с любой механической системой, проблемы обязательно возникнут.Септики, которые правильно очищены и обслуживаются, могут прослужить в среднем от 20 до 40 лет. Хотя некоторые проблемы с системами септиков легко решить, для других потребуется значительная помощь профессионала. От перегородок до крышек резервуаров — это самые распространенные части септика, которые могут нуждаться в замене или ремонте.
Замена перегородки
Перегородки предназначены для предотвращения засорения впускных отверстий и труб накипью. Перегородки, которые выходят из строя или забиваются, являются распространенной проблемой, и их замена обычно намного дешевле, чем замена всего бака.Стоимость замены составляет от 300 до 500 долларов, включая оплату труда.
Замена насоса септического резервуара
Для септических резервуаров, которым требуется насос для выталкивания сточных вод из резервуара в дренажное поле, возможно, что насос не сможет выполнять свою работу должным образом. Средняя стоимость замены вышедшего из строя насоса составляет от 800 до 1400 долларов, включая оплату труда.
Замена крышки бака
Сломанная или заржавевшая крышка — это мелкий ремонт, который стоит от 30 до 70 долларов без учета работ.Металлические крышки легче всего заменить, если они заржавели, в то время как бетонная крышка может потребовать специального оборудования для снятия и установки новой крышки.
Замена фильтра септика
Замена фильтра септика — наиболее распространенная проблема для большинства домовладельцев. Стоимость замены фильтра на септик в среднем составляет от 230 до 280 долларов.
Замена участка дренажа септика
Если поле выщелачивания септика или дренажное поле становится перенасыщенным, сточные воды могут снова подняться в дом.Средняя стоимость выкопки существующего водостока и установки нового составляет 7000 долларов.
Профессионалы знают септические системы
Свяжитесь с проверенными специалистами в вашем регионе и получите бесплатные предложения по вашему проекту без каких-либо обязательств.
+ Дополнительные расходы и соображения
При установке любой системы септика необходимо учитывать несколько предварительных затрат и соображений. Необходимо получить разрешения, проверить почву, подготовить землю и т. Д.Иногда может потребоваться удаление септика, что потребует дополнительных затрат. Хотя эти задачи могут показаться сложными, они легко решаются с помощью квалифицированных специалистов.
Подготовка ландшафта
После того, как будет найдено лучшее место, домовладельцы могут самостоятельно очистить ландшафт для подготовки к установке или воспользоваться помощью компании по установке септиков. В среднем стоимость подготовки ландшафта может составлять от 1200 до 4500 долларов, но это часто закладывается в стоимость установки по более низкой ставке.
Тестирование почвы
Домовладельцы должны пройти тест на просачивание до установки септика, чтобы убедиться, что земля может разместить систему и соответствовать требованиям местного департамента здравоохранения. Инженеры просверливают отверстие, чтобы проверить проницаемость почвы и слои отложений. Это стоит примерно от 1000 до 2000 долларов.
Разрешения и проверки
Местные разрешения могут быть получены после тестирования почвы и выбора соответствующей системы.Стоимость разрешений устанавливается местными городскими службами и департаментами здравоохранения, которые проверяют и инспектируют почву и конструкции. Для более значительного строительства может потребоваться разрешение на строительство, которое может стоить от 400 до 2500 долларов. (В некоторых регионах могут взиматься более низкие сборы за разрешения на использование септических резервуаров.)
Поле выщелачивания
Поле выщелачивания септической системы является важным элементом, который необходимо построить правильно, чтобы избежать проблем в будущем. Это также часто включает прокладку трубопровода от дома.Стоимость установки поля для выщелачивания варьируется в зависимости от размера, содержания почвы и необходимости установки специальной дренажной системы. Средняя стоимость составляет от 2000 до 10000 долларов.
Трудозатраты
В среднем затраты на рабочую силу при использовании профессиональной компании для установки системы септика составляют от 1500 до 4000 долларов. Это включает в себя рабочую силу, материалы и страховку, которые несет компания. Средняя ставка составит 160 долларов в час.
Удаление септика
В случае, если септик необходимо полностью удалить или заменить, потребуется дополнительное время и рабочая сила для безопасного выполнения работы.Резервуар необходимо опорожнить, выкопать, снять и надлежащим образом и безопасно утилизировать. Средняя стоимость откачки септика составляет от 250 до 600 долларов, а дополнительные расходы на удаление и сброс септика составляют приблизительно 5500 долларов.
Фото: depositphotos.com
Стоимость септика: типы септиков
Существует всего несколько материалов, одобренных для конструкции септиков, и у каждого есть свои плюсы и минусы. Правильное обслуживание септика может продлить срок службы системы независимо от того, какой материал выбран.Чаще всего септики конструируют из бетона, стеклопластика или пластика и стали.
Бетон
Бетонные резервуары являются наиболее распространенными и долговечными, их средний срок службы составляет 20 лет. Со временем они могут начать трескаться, что приведет к просачиванию жидких отходов и грунтовых вод в резервуар, поэтому важно регулярно проводить проверки. Средняя цена бетонного септика колеблется от 2350 до 6750 долларов.
Стекловолокно
Септики из стекловолокна — отличная альтернатива, которая противостоит любой ржавчине, коррозии и росту водорослей.Они также не расширяются и не сжимаются. Хотя резервуары из стекловолокна тяжелее пластиковых резервуаров, они все еще подвержены риску смещения, если уровень грунтовых вод или грунт изменится. Эти септики стоят примерно от 1600 до 2000 долларов.
Пластик
Пластиковые септики со средней стоимостью от 830 до 1900 долларов являются более легким вариантом по сравнению с бетонным резервуаром. Они также противостоят ржавчине и растрескиванию. Хотя меньший вес может облегчить их установку, при неправильной установке они могут подняться на поверхность через подвижную почву или сломаться под изменяющимся давлением.
Сталь
Нержавеющая сталь — прочный металл для многих применений, но септики из нержавеющей стали являются наименее предпочтительным стилем, так как изготовленные из этого материала могут выйти из строя до ожидаемого 20-летнего срока службы. Закопанный в землю и подверженный воздействию коррозионных материалов стальной септик имеет широкие возможности для ржавления или коррозии. Старые дома, выставленные на продажу, скорее всего, потребуют осмотра, чтобы проверить безопасность резервуара, прежде чем они будут проданы.
Септики для мобильных домов
Септики для мобильных домов в основном такие же, как и стационарные септики по размеру, разрешениям и установке.Проблема с системой септика на колесах для дома состоит в том, чтобы установить ее в месте, которое не будет перемещено самим домом или грузовиками, перемещающими дом. Вес передвижного дома или грузовиков может повредить септик, поэтому перед перемещением передвижного дома лучше проверить его положение.
Фото: depositphotos.com
Стоимость септиков: типы систем септиков
Не все септические системы предназначены для работы одинаково. Некоторые из них были спроектированы так, чтобы лучше подходить к домам, которые расположены на холме или имеют плохой дренаж.Другие работают эффективно и достаточно безопасно с существующими слоями почвы, чтобы обеспечить естественную очистку до достижения уровня грунтовых вод. Тип септика, который лучше всего подходит для вашего дома и географического района, повлияет на общую стоимость септика. На выбор доступны три дизайна, и квалифицированные специалисты могут помочь определить, какой из них лучше всего подходит для данной собственности.
Обычная септическая система
Наиболее распространенной является обычная септическая система, в которой для сбора бытовых отходов в резервуар используется сила тяжести.Твердые отходы естественным образом оседают на дне резервуара, а жидкости поднимаются вверх. Выпускная труба рядом с верхней частью резервуара позволяет жидким отходам сбрасываться в сливное поле для разложения, когда резервуар достигает своей емкости. Благодаря простой конструкции средняя стоимость обычной септической системы от 3500 до 10000 долларов ниже, чем стоимость других конструкций.
Альтернативная септическая система
Альтернативные септики работают аналогично традиционной системе, используя силу тяжести для сбора отходов в резервуар, но они полагаются на кислород, который помогает разрушать отходы внутри резервуара с помощью двигателя или насоса.Это означает, что более чистые сточные воды сбрасываются в дренажные поля, для чего может потребоваться до половины площади обычного дренажного поля. Средняя стоимость альтернативной септической системы составляет от 6000 до 15000 долларов.
Инженерная септическая система
После завершения теста почвы домовладельцы могут обнаружить, что земля либо слишком проницаема, либо недостаточно проницаема для стандартного септика, и необходимо будет установить специальный резервуар. Эти септики должны принудительно перекачивать жидкие стоки в специальное, спроектированное дренажное поле.Система может быть построена на новом насыпи дренажного поля или рядом с заполненным песком ящиком, который может очищать сточные воды до того, как они достигнут уровня грунтовых вод. Инженерная септическая система может стоить в среднем от 12 000 до 15 000 долларов.
Профессионалы знают септические системы
Свяжитесь с проверенными специалистами в вашем регионе и получите бесплатные предложения по вашему проекту без каких-либо обязательств.
+ Стоимость септика: нужен ли мне новый септик?
Средний срок службы септика составляет примерно 20–40 лет, а у некоторых даже дольше.Замена септика — редкое событие в течение этого срока, если выполняются тщательное обслуживание и регулярные осмотры. Вот несколько наиболее серьезных проблем, которые могут потребовать установки нового септика.
Стоячая вода
Без проливных дождей, разрыва дождевальной линии или разлива реки, виновных в появлении лишней воды, которая видна на части участка, оставшимся виновником, вероятно, является перенасыщенное дренажное поле, сломанная труба или септик. бак.Избыточная жидкость плохо впитывается в землю и может быть заражена бактериями.
Странные запахи
Вопреки распространенному мнению, септики не должны постоянно пахнуть — в конце концов, они закапываются под землей. Новый запах сточных вод может быть вызван переполненным септиком и утечкой твердых отходов. Поле выщелачивания могло быть загрязнено и перенасыщено черной водой или загрязненными сточными водами.
Медленный слив
Если септик переполнится, все трубы будут опорожняться медленнее, так как для них остается меньше места для правильного слива под действием силы тяжести.Когда только одна труба опорожняется медленно, возможно засорение только этой трубы. Если все туалеты смываются медленно или засыпаются отходами, проблема с септической системой требует ремонта или замены.
Пятнистая трава
Когда трава покрывает септик и дренажное поле, некоторые проблемы можно определить по участкам травы, которые внезапно разрастаются ярче. Утечка сточных вод может быть антисанитарным методом полива или удобрения травы или небольших растений, которые растут над системой.Пятнистая трава может и не сопровождаться неприятным запахом, но лучше обратиться к специалисту.
Старая система
Многие домовладельцы, которые устанавливают септическую систему, переезжают в новый дом до того, как система когда-либо потребуется заменить. Однако, если был приобретен более старый дом, в котором установлена старая система, и часто проводится ремонт (или система требует частой откачки), вероятно, пришло время подумать о замене системы септика.
Увеличение размера дома
Поскольку размер дома является основным определяющим фактором, определяющим размер септика, расширение дома или увеличение использования воды с дополнительными людьми повлияет на срок службы септика.Это важные факторы, которые могут повлиять на то, будет ли септик достаточно большим для размещения дома.
Соседние источники загрязненной воды
Загрязнение сточных вод может произойти в близлежащих источниках воды, если септическая яма протекла ненадлежащим образом. Если в природных источниках воды рядом с домом обнаружены нитратные, нитритные или колиформные бактерии, важно выяснить, не является ли ваш септик источником заражения.
Фото: depositphotos.com
Стоимость септика: сделай сам по сравнению с наймом профессионала
Установка системы септика — нелегкая задача, но когда муниципальные канализационные системы недоступны, это задача, которая, возможно, неизбежна. Хотя затраты на установку септика могут показаться высокими или сложными, зачастую установка септика оказывается более экономичным вариантом, чем попытки прокладывать канализационные линии из города, если это вообще возможно.
Многие домовладельцы заинтересованы в установке септика своими руками, чтобы сэкономить деньги.Есть ряд задач, которые легко могут быть выполнены домовладельцами. Координация испытаний почвы и получение соответствующих разрешений — простые задачи. Домовладельцы также могут удалить существующие элементы ландшафтного дизайна или вырыть ямы и траншеи для септика. Помимо этих шагов, лучше всего рассмотреть возможность передачи фактической установки профессиональной компании, имеющей лицензию и застрахованную, чтобы безопасно завершить работу.
Ставки высоки при установке системы септиков, поскольку это метод сбора и очистки отходов инфекционных заболеваний, таких как E.coli. Неправильная установка септика может привести к появлению неприятных запахов, загрязнению источников воды и стоячей воде на участке, что может поставить под угрозу семью и соседей. С квалифицированными профессионалами, выполняющими тяжелую работу, домовладельцы могут наслаждаться бесперебойной системой, для обслуживания которой не требуется больших усилий. После того, как была выбрана компания по производству септических резервуаров, домовладельцы могут работать с ними, чтобы определить любые задачи, которые может выполнить домовладелец при желании.
Профессионалы знают септические системы
Свяжитесь с проверенными специалистами в вашем регионе и получите бесплатные предложения по вашему проекту без каких-либо обязательств.
+ Как сэкономить деньги на стоимости септика
Есть несколько способов сэкономить деньги на расходах на септик. Некоторые из них могут быть решены путем самостоятельного выполнения некоторых из более простых задач перед установкой. Вот несколько идей для начала.
Спросите о текущих или предстоящих скидках или рекламных акциях.
Если возможно, запросите предложение как минимум у двух компаний.
Спросите о расходах на установку «все-в-одном» и сравните их с ожидаемыми затратами на случай, если вы выполните некоторые задачи самостоятельно.
Рассмотрите возможность подготовки земли перед началом установки.
Подумайте о покупке и размещении гравия под резервуаром и дренажным полем самостоятельно.
Запросите тесты почвы и разрешите сами. Однако имейте в виду, что некоторые компании будут принимать только те разрешения, которые они получили.
Вопросы о стоимости септика
Септик может быть незнакомым домовладельцу. Базовое понимание того, что повлечет за собой владение септиком, — важный шаг к успешному обслуживанию дома.Если вы покупаете дом с уже существующим септическим резервуаром или строите дом, который будет нуждаться в системе септического резервуара, вот несколько полезных вопросов.
Чем отличается септик от канализации?
Будет ли я все время чувствовать запах неочищенных сточных вод, если я установлю на заднем дворе септик?
Зачем мне проходить тест на перколяцию?
Сколько места мне нужно зарезервировать для септика?
Какой септик лучше всего подходит для моего дома?
Сколько это будет стоить?
Могу ли я установить его самостоятельно?
Должен ли я обслуживать его самостоятельно?
Можно ли отремонтировать?
Как часто нужно менять септики?
Есть ли какие-нибудь передовые методы, которые я должен применять при использовании воды в моем доме, чтобы предотвратить проблемы с моим септическим резервуаром?
Как часто нужно откачивать мой септик?
Сколько стоит откачка септика рядом со мной?
Почему у моего септика возникают проблемы во время дождя?
Могут ли замерзнуть септики?
Могу ли я сажать деревья возле своего септика?
Будет ли мой септик работать нормально, если я отключу электричество?
Часто задаваемые вопросы
Выбор лучшей системы септика для вашего дома может показаться сложной задачей.Помощь профессионала может упростить процесс, особенно если вы вооружены ответами на эти часто задаваемые вопросы.
В. Сколько лет прослужит септик?
Средний срок эксплуатации септика от 20 до 40 лет. Стальные резервуары могут прослужить менее 20 лет из-за коррозии, но бетонные резервуары могут прослужить более 40 лет при надлежащем обслуживании. Срок службы дренажного поля для жидких отходов может составлять от пяти до 50 лет в зависимости от состава почвы, погодных условий, использования и качества инженерных систем.
В. Может ли домовладелец установить собственную септическую систему?
Домовладельцы, увлеченные своими руками, могут выполнить ряд задач, включая подготовку ландшафтного дизайна, рытье ям и покупку гравия. Однако во многих штатах требуется, чтобы лицензированные компании устанавливали септик, поскольку неправильная установка может привести к загрязнению отходов в близлежащих источниках воды.
В. Какой тип септика лучше?
Состав земли вокруг дома и размер дома — два основных фактора, которые определяют лучший тип септика.Бетонные резервуары долговечны, а резервуары из стекловолокна устойчивы к коррозии. Если почва непроницаема, может потребоваться установка специальной насосной системы для надлежащего дренажа и очистки жидких отходов. Квалифицированный специалист может помочь определить лучший септик для вашего дома после завершения теста почвы.
Профессионалы знают септические системы
Свяжитесь с проверенными специалистами в вашем регионе и получите бесплатные предложения по вашему проекту без каких-либо обязательств.
+
Как вырыть траншею для канализации
По понятным причинам неисправная канализационная линия вселяет страх в сердца домовладельцев.Во-первых, высокая стоимость замены канализационной линии может серьезно повлиять на банковские счета большинства домовладельцев. С другой стороны, полностью вышедшая из строя канализационная линия означает, что все операции по очистке сточных вод в доме должны быть прекращены: туалеты, раковины, душевые и ванны.
Когда подрядчик составляет смету затрат на ремонт вашей канализационной линии, смета включает как стоимость рытья траншеи землеройным оборудованием, так и стоимость фактической замены трубы.
Если вы готовы вручную выкопать траншею, необходимую для доступа к старой канализационной линии и установить новую, вы можете значительно сократить расходы.Если вы перейдете к следующему шагу и замените линию самостоятельно, стоимость замены канализационной линии будет исчисляться центами на доллар по сравнению с заменой с полным спектром услуг подрядчиком.
Насколько глубока канализационная линия?
Канализационные линии на частной собственности могут быть от 18 до 30 дюймов глубиной или от 5 до 6 футов. В районах с холодным климатом труба будет заглублена глубже, чтобы труба не замерзла зимой.
Глубина трубы не всегда зависит от климата.Даже в теплом климате труба иногда может быть зарыта очень глубоко — это может зависеть от того, насколько глубоко в вашем районе расположены канализационные сети.
Полезно знать
Канализационные трубы в частных владениях — это не то же самое, что и общественные канализационные сети, глубина которых не менее 12 футов.
Меры безопасности
Щиты траншеи предотвращают обрушение стен траншеи, а правила OSHA (Управление по охране труда и технике безопасности) требуют использования траншейных щитов для траншей глубиной 5 футов или глубже.Как домовладелец, вы не связаны правилами OSHA, но для вашей собственной безопасности разумно следовать рекомендациям OSHA.
Требования к навыкам
Выкопать траншею до канализационной трубы — это, в основном, просто тяжелый труд. Технически это несложно, но может быть очень требовательно физически. Никаких материалов не требуется, а инструменты простые, которые многие домовладельцы уже имеют под рукой или могут арендовать.
Один взрослый в достаточно хорошей форме может рассчитывать вырыть канализационную траншею глубиной 4 фута, длиной 8 футов и шириной 3 фута за один уик-энд длинных рабочих дней.Эта оценка основана на предположении, что у вас рыхлая почва с умеренным количеством корней, которые нужно прорезать. Глина или плотно утрамбованная почва, а также наличие большого количества крупных корней могут значительно увеличить время копания.
Температура и климат
Холодный климат может вызвать дополнительные осложнения. В этих местах глубина канализационной трубы может быть довольно большой, потому что линия промерзания (глубина, на которой земля замерзает зимой) может быть на 4 фута или более ниже поверхности.
Кроме того, если ваша канализационная линия выходит из строя зимой, перед вами стоит непростая задача прорваться сквозь мерзлую землю при отрицательных температурах. Это может быть невозможно сделать вручную, и вам может потребоваться землеройное оборудование.
Предупреждение
Копать, а затем работать в глубокой траншее может быть опасно. Согласно OSHA, в среднем около 20 рабочих ежегодно умирают, когда земляные стены траншей обрушиваются на них, когда они работают в траншеях.Открытая траншея также представляет явную опасность для детей и домашних животных. Обязательно примите все необходимые меры предосторожности, чтобы предотвратить несчастный случай.
Стоимость туалета: сколько стоит установка туалета?
Туалеты требуют большего внимания, чем вы думаете, и заслуживают некоторого внимания при строительстве или ремонте дома, в котором вы хотите быть приятным для друзей, семьи, гостей и, самое главное, для вас самих.
Давайте немного повеселимся, если нам нужно обсудить тему, о которой немного неудобно говорить, например, какие туалеты вам нравятся, а какие — не очень удобные.Некоторых людей вполне устраивает пристройка или небольшая деревянная хижина, стратегически расположенная над ямой в земле. Большинство «нормальных людей» предпочитают домашний туалет с проточной водой, которая ведет либо в канализацию, либо в септическую систему. Есть много отличных шуток про туалеты и сантехников, вы можете доверять смешному, который вы считаете умным, уже сотни раз рассказывали, это уже не смешно. В этой статье мы обсудим реалистичные аспекты установки туалетов и сантехники как для новых строительных проектов, так и для ремонта старых домов.Кодексы диктуют, что можно, а что нельзя делать, авторитетный подрядчик выражает эти требования к кодексу клиенту.
Как только мы поймем друг друга при обсуждении домашних туалетов, станет доступно множество вариантов. Существуют недорогие базовые туалеты, способные справиться с текущим делом, и есть туалеты среднего класса, которые лучше подходят для длительного использования. Существуют также довольно дорогие туалеты и индивидуальные роскошные туалеты. У каждого есть свои плюсы и минусы, и то, что вы можете себе позволить или «хотите», является самым основным соображением.Если туалет — это не что иное, как место, где можно расслабиться, когда вы используете ванную для купания и подготовки к работе каждое утро, лучше всего подойдет конкретный унитаз, исходя из цены. Кто-то другой может наслаждаться долгими и роскошными ваннами, наслаждаться ароматическими свечами и использовать комнату для нанесения макияжа и укладки волос. Такому человеку не «нужен» лучший унитаз, но он, скорее всего, хочет, чтобы он был более декоративным, чтобы соответствовать другим особенностям комнаты.
Стоимость туалетов
Универсальный унитаз по низкой цене: $ 90 +
Туалеты не обязательно должны быть очень дорогими, они могут стоить всего 90 долларов от Home Depot или меньше от компании-подрядчика, занимающейся поставками излишков жилья.Это зависит от того, что есть, а что нет в вашем регионе. В отношении такого недорогого туалета есть два соображения. Во-первых, он прослужит вам всю оставшуюся жизнь, поэтому убедитесь, что вы хотите заменить, а не ремонтировать существующий унитаз, прежде чем зайти слишком далеко. Во-вторых, недорогой унитаз может лучше всего подойти для вашей ванной комнаты, но посмотрите другие варианты, прежде чем покупать самый дешевый унитаз, который вы можете получить.
Туалеты для коммерческого здания вообще разные. Давайте просто скажем это вслух и покончим с этим один раз, а затем перейдем к логическому рассуждению на эту тему.«Общественные туалеты отвратительны». Как только мы поймем концепцию, мы можем приступить к работе с ней. К туалетам для общественных зданий, коммерческих и промышленных зданий предъявляются иные требования, чем для жилых домов. Обычный недорогой унитаз в такой ситуации не подойдет, необходимо установить унитаз, предназначенный для коммерческого использования. Выбор туалета, который соответствует этому требованию, зависит от строительных норм и правил штата и местных властей. Всегда помните, что лучше строить за пределами кода, чем просто соответствовать ему, так как вы не будете удовлетворены минимальными требованиями, которые вам нужны для чего-либо еще, что вы используете ежедневно.
Средняя цена: от 200 до 300 долларов
Средняя цена может составлять от 200 до 300 долларов. Опять же, помните, что вы будете пользоваться этим туалетом всю оставшуюся жизнь или, по крайней мере, пока живете в нынешнем доме. С другой стороны, если это дом для сдачи в аренду или инвестиционный дом, это ценовой диапазон, который вы захотите рассмотреть, поскольку он выглядит лучше и добавит привлекательности уборной, когда потенциальные клиенты будут оценивать дом для аренды или покупки.
В общем, если вы покупаете динозавров, драконов и кукол принцесс, вместо того, чтобы позволять детям думать, что ваша кувалда — их любимая игрушка, этот уровень туалета подходит для основной ванны, гостевой ванны и дамской комнаты.Унитаз средней ценовой категории будет доступен в нескольких разных стилях, чтобы незаметно дополнять остальную часть ванной комнаты, вместо того, чтобы быть более заметным элементом, чем туалетный столик, душ или пол.
Дорогие цены на унитаз: от 400 до 600 долларов
Унитаз с более высокой ценой имеет такую цену не зря и будет стоить дополнительных денег либо из соображений личного комфорта, либо из соображений перепродажи. Более дорогой туалет может иметь конструкцию, позволяющую экономить воду, что важно для некоторых засушливых районов.В качестве альтернативы он может быть слишком большим для людей, которые исключительно высоки или немного тяжелее среднего. Вообще говоря, унитаз стоимостью от 400 до 600 долларов будет более удобным в использовании и менее дорогим за смыв, если вы живете в районе, где цена на воду может повлиять на ваше решение в отношении техники.
Дорогие туалеты стоят своей цены. Возможно, вы захотите это сделать для собственного комфорта в основной ванне, или они могут стать отличным экспонатом. Если вы развлекаете друзей и гостей дома или если ваш офис предназначен для обеспечения роскоши для ваших клиентов, туалет, который немного лучше среднего, будет отражать ваше внимание к деталям и ожидания людей, с которыми вы проводите время.
Роскошный туалет Цена: Миллионы
Роскошные туалеты могут быть настолько дорогими, насколько вы можете себе позволить. Во дворце Бленхейм в Англии есть унитаз из прочного 18-каратного золота стоимостью шесть миллионов долларов США. Его украли, но, поскольку он представлял собой особый артефакт, его было слишком жарко для продажи на черном рынке. Вора поймали и в настоящее время судят, люди, работающие в музее, очень обрадовались возвращению экспоната.
Предполагая, что такая вещь выходит за рамки вашего ценового диапазона, дорогие туалеты, сопоставимые с настоящими туалетами, могут содержать простые функции, такие как биде или сиденье с подогревом, или могут быть компьютеризированы для подъема крышки и обогрева сиденья в соответствии с индивидуальными предпочтениями человека используй это.Такие туалеты можно запрограммировать на распознавание каждого человека, живущего в доме, и автоматическую настройку при входе человека в комнату. У них также есть элементы управления, которые позволяют регулировать температуру сиденья и воды из биде в соответствии с вашими общими интересами, но изменяются в зависимости от вашего настроения в любой день.
Трудовые затраты на установку туалета: 2 часа (обычно)
Обычно 2 часа работы (без осложнений)!
Стоимость работ по установке унитаза может варьироваться в зависимости от цены унитаза.Это также зависит от того, какие расценки подрядчик в данной области. Установка туалета в соответствии с ценами в центре крупных городов будет больше, чем установка такого туалета в пригородном районе, который также может варьироваться в зависимости от средних цен на жилье в таком месте. Эти цены не будут иметь отношения к расходам на установку нового туалета в сельской местности, будь то проект нового строительства или ремонт.
Важная часть оплаты установки туалета такая же, как и при других контрактных работах.Вам нужны три оценки и полное понимание того, что влечет за собой контракт. В какой-то момент происходит «прыжок веры»: новый человек без рекомендаций может просто сделать лучшую работу за наименьшую сумму денег, но это может быть не так. Надежный подрядчик с хорошей репутацией, имеющий отзывы в местном сообществе, заслуживает доверия и в большинстве случаев стоит немного более высокого вознаграждения, чем тот, кого вы не знаете и никто не знает. Еще одно соображение, которое я лично считаю более важным, чем ценообразование, — это то, подсказывает ли мой инстинкт, что я хочу, чтобы человек предлагал работу в моем доме и среди моих детей.Да, я буду доплачивать за того, кому доверяю, вместо того, кто будет отправлять незнакомцев в качестве сотрудников для выполнения этой работы.
Обычно установка унитаза занимает около двух часов, цена зависит от того, что взимает подрядчик или сантехник. Будет работать лицензированный сантехник, помощник или рабочий, а в некоторых случаях комиссия для человека, который согласовывал работу с клиентом. Имейте ввиду, два часа — это установка. Если сантехника не соответствует фактическому унитазу, или если домовладелец не предоставил восковую прокладку, которая идет под устройством, потребуется больше времени, чтобы забрать унитаз или пойти в хозяйственный магазин за подходящими фитингами и переходниками.
Пользовательские затраты
Любые специальные функции, которые может предложить унитаз, такие как подогрев сидений, автоматический смыв или подъем и опускание сиденья, требуют больше времени для правильной установки и могут потребовать второй группы лицензированных электриков для выполнения. Предельная роскошь, компьютеризированный туалет, может потребовать лицензированного специалиста, обученного тому, как настроить и запрограммировать оборудование и программное обеспечение, необходимое для его работы.
Доступны и другие функции настройки, кроме компьютеризированных iToilets или SmartToilets.Мягкие сиденья доступны для пожилых людей или людей с определенными проблемами со здоровьем. Поручни для инвалидов не являются частью унитаза, но человек, устанавливающий унитаз, поймет такую необходимость и решит ее соответствующим образом. Есть способы поднять или опустить фактическую зону отдыха, если у кого-то возникнет такая необходимость или предпочтение.
Этажей
Еще одна статья расходов, которая может оказаться неожиданной, связана с полом. При замене туалета в более старом доме пол вполне может сгнить от предыдущих протечек воды.Черновой пол такой, какой он есть, он должен быть конструктивно прочным, чтобы смонтировать унитаз. Если балки перекрытия также повреждены, их необходимо укрепить, прежде чем проект можно будет продолжить. Плесень необходимо постоянно обрабатывать, пока пол открыт, иначе в соответствии с правилами может потребоваться обновить старую сантехнику или электрические линии после ее воздействия. Невозможно предугадать все нюансы того, что может произойти, поэтому хорошо составленный контракт и смета должны включать руководство о том, как будут решаться неожиданные проблемы.
См. Наш калькулятор стоимости паркета и ламината.
Монтаж труб и сантехники
Трубы и сантехника — еще одна проблема, которую следует учитывать при установке нового туалета. Новое строительство приобрело модульный характер, каждый этап процесса совпадает с другим, а сантехника будет размещена должным образом, чтобы упростить установку унитаза. В старых домах, будь то ремонт, модернизация или необходимый ремонт, уже установленные трубы необходимо будет адаптировать к оборудованию нового туалета.В некоторых случаях может потребоваться замена самих труб.
Опять же, эти инциденты непредсказуемы, но они связаны с установкой туалетов, особенно в старых домах или зданиях. У сантехника просто нет возможности взглянуть на ваш унитаз и узнать, что происходит под ним с точки зрения водопровода, электричества или структурного каркаса. По этой причине оплата сантехники часто сводится к почасовой ставке, а не к ставке на работу, и вам просто нужно доверять подрядчику, с которым вы работаете.
Печатный бетон – сравнительно новая технология, уверенно вытесняющая клинкерный кирпич, тротуарную плитку. При помощи специализированных приспособлений, можно полностью передать любую текстуру, не имея строительного образования и многолетнего опыта.
Физические характеристики бетонного покрытия часто превосходят передаваемые поверхности, а внешний вид от них практически не отличается. Эта статья поможет узнать, что такое печатный бетон, и с какими сложностями можно столкнуться при его изготовлении.
Что такое печатный бетон
Штампованный бетонный настил отличает от обычного рельефное декоративное тиснение, которое выдавливается на покрытии. Узор может полностью повторять текстуру любых отделочных материалов, независимо от их происхождения:
брусчатка;
структура древесного скола;
растрескавшаяся почва;
натуральный камень.
Специальные штампы для печатного бетона, всевозможные лаки и защищающие пропитки позволяют создавать привлекательную поверхность, высокой прочности.
Сфера применения
Это универсальный материал, который успешно применяется внутри помещений и снаружи. Для него не требуется специальное основание, поэтому покрытие получило массовое применение для создания полов:
на открытых террасах;
на лестницах;
в беседках, патио;
на предприятиях общепита, выставочных залах.
Способность имитировать различные материалы, делает текстурированный настил незаменимым при проведении реставрационных работ. Данное покрытие не имеет ограничений, выдерживает автомобильные нагрузки, ударные, механические воздействия. Диапазон перепадов температур -50 – +500 градусов. Это позволяет устраивать подобный настил практически во всех регионах страны.
Однако, чтобы декоративный штампованный бетон прослужил неограниченное количество лет, требуется четкое соблюдение технологического процесса.
Плюсы и минусы
В отделке тротуаров, парковочных площадок, дорожек такому виду настила нет равных. Это монолитное покрытие, не имеющее провалов, с многообразием расцветок и текстур, морозоустойчивостью, прочностью, долговечностью эксплуатации. К положительным сторонам декоративной поверхности нужно отнести:
декоративность – разнообразие форм для печатного бетона позволяет создавать уникальные шедевры своими руками, на которые хватит фантазии;
экологичность – если сравнивать с асфальтом или другими подобными покрытиями, в составе раствора отсутствуют химические компоненты, способные причинить вред окружающей среде;
долговечность – благодаря полной гигроскопичности, исключается растрескивание при замораживании, входящие в состав раствора красители невосприимчивы к ультрафиолетовым лучам и не подвержены истиранию. Правильно уложенное покрытие прослужит 15 и более лет. Варианты мощения показаны на фото штампованного бетона, имитирующего различные поверхности.
Износоустойчивой бетонированной поверхности не страшны атмосферные воздействия, однако ее легко поцарапать металлическими предметами. Шипованные колеса автомобиля могут оставить характерные следы. Поверхность быстро покроется царапинами в местах ежедневного поворота передних колес. Конечно, появление подобных дефектов возможно и на брусчатке либо натуральном каменном мощении, но считаться с этим придется.
Езда на шипах или выкручивание руля на штампованном бетоннированном настиле недопустимо. Разрешить подобную ситуацию помогут полосы, залитые под колеса. Их можно демонтировать при необходимости, и залить заново. Ширина полос должна составлять порядка 0.7-0.8 метра.
Причины разрушения печатного бетона
Разобравшись, что такое печатный бетон, изучив его положительные стороны и характеристики, нужно узнать причины, которые приводят к преждевременному разрушению покрытия. Этот вопрос интересует многих, изучающих технологию. Спровоцировать разрушение может много факторов.
Нарушение технологии
Отсутствие гидроизоляции пропитывающей или пленочной. Мощение бетонной поверхности предусматривает создание защитных изоляционных слоев, один из которых располагается сверху, второй – снизу.
Выполнение работ в сильную жару, холод, сырую погоду.
Несвоевременное закрепление состава. Закрепитель печатного бетона не может проникнуть вглубь схватившегося раствора, он связывает лишь поверхностные слои. Это вызывает отслаивание в первую же зиму.
Недостаточный уклон. Застоявшиеся снеговые или дождевые воды просачиваются постепенно вглубь поверхностного слоя, разрушая насыщенный влагой настил. Технологией предусмотрено порядка 1,5 см небольшого уклона для погонного метра поверхности.
Недостаточное или отсутствующее армирование. Приводит к деформации бетонной плиты.
Качество бетона
Слишком густой. Значительно усложняет работу. Быстрое затвердевание затрудняет нанесение закрепителя.
Жидкий. В процессе вибрирования лишняя вода поднимается вверх, ухудшая свойства бетона, ослабляя поверхность. Чтобы этого избежать, жидкость можно частично заменить модификаторами.
Несоответствие марки. Чтобы приготовить печатный бетон своими руками, технология предусматривает использование цемента не менее М300. Более низкие марки не соответствуют специфике работы.
Для создания долговечной поверхности, нужно следующее:
достаточный угол уклона;
надежная гидроизоляция;
раствор проверенных производителей.
Работу нужно выполнять в теплую, не пасмурную погоду раствором, соответствующей консистенции.
Технология изготовления печатного бетона своими руками
Сделать штампованный бетон своими руками не трудно, работа не затрагивает специфических знаний, применения дорогого оборудования.
Технология предусматривает использование следующих материалов:
специализированное покрытие, для получения насыщенного цвета, создания гидроизолирующей защиты используют лак либо пропитки.
Изготовление архитектурного бетонного настила – это придание определенной расцветки, текстуры бетонированной поверхности. Штампы для печатного бетона своими руками помогают создавать имитацию кирпичной кладки, гранитной брусчатки, шкур зверей, дощатой мостовой. Использование специализированного оборудования, определенных упрочняющих и окрашивающих материалов ускоряют и облегчают работу, помогая создать нужную текстуру.
Чтобы реализовать задуманную идею, потребуется приобрести или арендовать специальный инструментарий:
для изготовления бетонного состава нужно запастись бетономешалкой, штык-лопатой, совковой, железными оцинкованными ведрами;
6-7 резиновых штампов нужной формы, специальная трамбовка для улучшенного «обжатия» штампом;
текстурный ролик, чтобы сделать рисунок на бетоне при заливке;
рустовка;
малярный валик, кисточки, пластиковые емкости.
Помимо этого, понадобится опалубка из хороших обрезных досок 100*20мм, специализированные отделочные материалы, бетон М350. Конечно, изготовление текстурной поверхности по бетону, затея довольно затратная, но результат того стоит. Особенно, если учесть, что многие инструменты могут пригодиться позже для выполнения других ремонтных или строительных работ, которых в частном дворе всегда хватает.
Этапы работ
Для самостоятельного мощения архитектурного бетона потребуются определенные знания строительных технологий. Если не знать точно, как делают печатный бетон, могут возникнуть сложности с получением качественного отпечатка и устранением образовавшихся дефектов.
Технология предусматривает последовательного соблюдения определенных этапов.
Подготовка поверхности
Заливка штампованного бетона выполняется на спланированной площадке нужных размеров, границы которой размечают шнурком и колышками. Земля вынимается по отметке, отчерченной шнуром-ограничителем, на глубину порядка 20 см. Получившуюся поверхность тщательно трамбуют и засыпают щебневой подушкой около 10-12 см. Соорудив опалубку из ровных обрезных досок, на подготовленную площадку кладут арматурную сетку, приподняв ее камушками на 3-4 см над поверхностью.
Замешивание
Чтобы приготовит бетонный состав для создания текстурированной поверхности, потребуется цемент М500 либо М400. Для придания крепости покрытию, в раствор рекомендуется добавить фиброволокно, из расчета 600 грамм на каждый куб бетона. Полипропиленовая добавка предотвращает растрескивание, появление сколов, продлевает период эксплуатации поверхности. Для приготовления состава потребуются следующие виды материалов:
песок (желательно речной) – три (3) части;
щебень (крупность зерна 5-20мм) – три части;
пластифицирующий наполнитель С-3 – добавляется по инструкции;
цемент М400;
фиброволокно.
Подготовленная смесь закладывается в опалубку, тщательно разравнивается и уплотняется. Чтобы поверхность сделать гладкой, можно использовать правило или специальный роллер, которым прокатывают застывающую смесь.
Окрашивание
Поверхность обрабатывается закрепителем, после чего разглаживается. При этом расходуется порядка 70% предусмотренного объема закрепляющего состава. Оставшуюся часть закрепляющего материала рассыпают по настилу и разглаживают. Следующим этапом будет послойное нанесение отвердителя, содержащего вяжущие компоненты, устойчивые пигменты, наполнители. Каждый слой тщательно втирается до образования гладкой, равномерно прокрашенной поверхности.
Создание имитации или рельефа
Чтобы создать рисунок на бетоне под камень, поверхность обрабатывается специальными прессами, позволяющими придать бетону нужную форму. Работа выполняется по незастывшему раствору, поверхность которого прожимается под нажимом пальца.
Штамповка
Поверх свежего насыпанного настила укладывают трафарет брусчатки для бетона, стараясь первый ряд совместить с наружной кромкой опалубки. Чтобы получить идеально ровные очертания, матрицы тесно сжимают между собой. Окончательное отвердевание длиться порядка двух суток. Затем поверхность очищается жесткими щетками, чтобы убрать излишки материала.
Температурно-усадочные швы
При помощи болгарки с установленным диском для бетона, нарезаются температурно-усадочные швы. Эта процедура позволяет снять напряжение бетона, предотвратить растрескивание настила. Швы прорезают после полного просыхания состава либо специальным резчиком по свежему раствору.
Нанесение акрилового слоя
Окончательная отделка тонкослойного печатного бетона осуществляется путем нанесения защитного акрилового состава. Это позволит снизить воздействие атмосферных осадков и продлить период эксплуатации покрытия.
Какими бывают штампы для бетона
Строительные магазины предлагают большой выбор любых пресс-форм. Однако к их выбору нужно относится ответственно, обращая особое внимание на степень жесткости формы. Чем выше этот показатель, тем проще будет создавать имитацию брусчатки из бетона. Мягкие формы потребуют немалых усилий при распечатке рисунка.
Качественные оттиски можно получить при помощи следующих видов штампов:
Силиконовые/полиуретановые. Гибкие конструкции, позволяющие получать любую фактуру, независимо от сложности. Они имеют длительный период эксплуатации, не требуют дополнительной смазки.
Пластмассовые. Достаточно жесткие штампы, способные с высокой точностью передать геометрические формы. Используются при имитации кирпичной кладки либо брусчатки. Позволяют работать на горизонтальных или вертикально расположенных поверхностях.
К отдельной категории относятся трафареты для заливки смеси. Это простые в использовании формы, которые раскладывают по земле, заполняя раствором. После застывания, трафарет снимают, переставляют дальше. С их помощью можно сделать пол на террасе или в беседке, украсить крыльцо, выложить садовую дорожку.
Чтобы полученный результат не доставил огорчений, нужно соблюдать определенные правила:
Используя штамп впервые, пробный оттиск рекомендуется сделать на плотно утрамбованном песке. Это позволит получить представление о рисунке будущей поверхности.
Для получения реалистичной картины, нужно избегать повторения штампованных картинок, особенно повторяющих природные материалы.
Чтобы придать эффект старины будущей поверхности, на незастывший бетон наносится незначительное количество порошкообразного разделительного состава. Поверх него распыляется жидкий разделяющий компонент, который растворит порошковый слой. Цветные акценты, появляющиеся на поверхности, будут напоминать потертость.
Разделительный состав следует старательно вдавливать в раствор при распечатке, чтобы исключить смывание при последующей промывке водой.
Обувь человека, шагающего по штампам при трамбовке, должна быть идеально чистой. Полностью исключается присутствие на ней пыли или остатков строительного мусора. Попадая на мокрый бетон, загрязняющие вещества нарушают текстуру будущей поверхности.
Выполняя все инструкции и советы по укладке печатного бетона, реально получить уникальную поверхность, имитирующую заданную форму. Приведенная технология описывает основные этапы данного процесса. Домашним умельцам рекомендуется, перед изготовлением промышленных масштабов декоративного бетона, испытать свои способности на небольшой поверхности. Это поможет избежать многочисленных ошибок и значительных расходов, которые потребуются для заливки значительных участков для штамповки.
Поделиться
Твитнуть
Запинить
Нравится
Класс
WhatsApp
Viber
Телеграмка
Печатный бетон (декоративный, штампованный, декор) своими руками
Печатный бетон — это относительно недавно появившийся метод декорирования поверхности. Эта технология позволяет воссоздать текстуру натуральной древесины, сланцевых плит, брусчатки и т.д. Это расширяет сферы применения этого способа облицовки.
Такой подход позволяет создать прочное покрытие, которое даже при интенсивной эксплуатации будет сохранять свои декоративные качества. Технология нанесения данного покрытия имеет свои тонкости. Для создания красивой поверхности потребуются штампы для бетона и другие специальные инструменты.
Возможности использования
Штампованный бетон — это технология, предполагающая заливку цементно-песчаного массива, на верхнем слое которого делается оттиск специальными формами для штамповки. В состав декоративного бетона вводятся специальные красители.
Этот метод позволяет имитировать такие поверхности, как:
древесина;
брусчатка;
кирпичная кладка;
испещренная трещинами почва;
старинная мостовая;
рельеф опавших листьев;
шкуры животных и т.д.
Декоративный печатный бетон подходит для оформления террас и тротуаров. Декоративный бетон в интерьере применяется при обустройстве беседок, лестничных маршей и мест отдыха. Этот материал достаточно прочный, чтобы его можно было применять при оформлении детских площадок и мест большого скопления людей.
Такое декоративное покрытие можно использовать для оформления полов в торговых центрах. Кроме того, такой способ покрытия активно применяется при проведении сложной реставрации, когда поверхность должна иметь состаренный вид. Существующие формы для печатного бетона позволяют воссоздать почти любую фактуру.
Преимущества
Рассматривая, что такое декоративный бетон, следует выделить ряд преимуществ использования данного покрытия. Этот материал отличается высокой степенью экологичности. Для создания декоративной поверхности не требуется применять какие-либо токсические добавки.
Печатный бетон своими руками позволяет сделать покрытие высокой прочности. При желании можно подобрать штамп для бетона, позволяющий создать фактурную поверхность любой сложности.
Штампованный бетон отличается высокой устойчивостью к воздействию разных природных факторов, в т.ч. к:
ультрафиолету;
перепадам температур;
осадкам и т.д.
Такое покрытие не теряет своих декоративных свойств при контакте с агрессивными веществами. Для ухода за поверхностью можно воспользоваться подручными средствами. Покрытие хорошо чистится. Достоинством этого метода декорирования является низкая стоимость материалов, необходимых для создания покрытия.
В чем сложность процесса
Чтобы качественно провести работы по обустройству такого покрытия, недостаточно купить материалы и штампы для декоративного бетона. Для использования такого способа оформления, как печатный бетон, технология и рецептура должны быть соблюдены в полной мере.
Только в этом случае возможно достичь качественного результата. Кроме того, есть ряд проблем, которые могут возникать в процессе штамповки.
Изготавливая штампованный бетон своими руками, нужно учитывать, что отвердение материала происходит быстро, поэтому оттиск может получиться с размытыми границами или нечетким. Используя штамп для бетона, необходимо прилагать немало усилий для продавливания оттиска.
Ошибки при проведении тиснения залитого массива в дальнейшем почти невозможно устранить. Нужно заранее попробовать делать оттиск на земле, чтобы приобрести навык проведения данной работы.
Разнообразие штампов
Сейчас в строительных магазинах в Москве и других крупных городах можно приобрести специальные формы для декоративного бетона. При необходимости их также можно заказать в интернет-магазинах. Штампы для печатного бетона бывают 2 видов, в т.ч. алюминиевые и полиуретановые.
Формы, изготовленные из литого алюминия, представляют собой массивные элементы, оснащенные ручками. Они крайне удобны для создания узоров, имитирующих поверхность каменной или кирпичной кладки. Для создания покрытий с более сложной текстурой лучше подходят полиуретановые штампы. Они отличаются высокой гибкостью, поэтому позволяют передать малейшие шероховатости, трещины и другие элементы текстуры.
Формы различаются степенью жесткости. Рельефность готовой поверхности зависит от плотности матрицы. Чем она жестче, тем более качественным получится оттиск. Эластичные формы применяются для создания неглубоких оттисков. Использование таких штампов требует особых навыков для получения качественного результата.
Штампы для бетона своими руками сделать сложно. При необходимости можно изготовить их из металлического уголка или других подручных предметов. Качество самодельных форм часто ниже, чем фабричных.
Использование отвердителей
Технология печатного бетона предполагает нанесение специального отвердителя перед проведением оттиска поверхности. Данный состав повышает прочность покрытия. Отвердитель — сухая смесь, в которой присутствуют следующие компоненты:
мелкий кварцевый песок;
красящий пигмент;
гранитная крошка;
вяжущий наполнитель.
Компоненты проникают в поры покрытия, что повышает его прочность и дает равномерную окраску.
Технология самостоятельного производства
Чтобы создать штампованный декоративный бетон своими руками, необходимо выполнить ряд последовательных действий. Сначала выполняется подготовка основания, приготовление специального бетонного раствора и его заливка. После этого наносится цветной отвердитель и разделительный компонент.
Следующим этапом выступает штамповка поверхности. До застывания обязательно нужно провести устранение возникших недочетов и нарезку усадочных швов. После этого выполняется промывка поверхности. Когда смесь застынет, обязательно должна быть проведена герметизация поверхности.
Подготовка бетонной площадки
Основанием для дальнейшей штамповки выступает армированная забетонированная площадка. Для ее заливки стоит использовать цемент марки М350 и выше. Сначала площадку нужно освободить от травы и мусора. После этого колышками и шнуром выполняется обозначение границ участка, заливка которого будет проводиться в дальнейшем. После этого с основания снимается примерно 15-20 см грунта. Дно следует тщательно утрамбовать.
После этого на дно засыпается подушка из щебня толщиной до 10 см. По границам площадки следует установить деревянную опалубку. После этого выполняется укладка армирующей сетки. Следует располагать ее на камнях и битом кирпиче.
Важно, чтобы она была приподнята над землей на 3-5 см. Таким образом, после заливки раствора она окажется внутри него. Это сделает покрытие более прочным.
Бетон можно замешать вручную или с помощью бетономешалки. Если площадь заливки большая, лучше всего заказать готовую смесь в нужном объеме. Раствор заливается внутрь опалубки и разравнивается металлическим правилом. Поверхность следует хорошо утрамбовать виброрейкой. Необходимо дополнительно разровнять площадку.
Нанесение цветного отвердителя
Цветной отвердитель наносится на свежий бетон. При проведении данного этапа работ обязательно нужно надевать очки и перчатки. Существует не менее 30 тонов данного строительного материала. Порошкообразный отвердитель разбрасывается вручную. Лучше проводить процедуры в безветренную погоду.
Для нанесения состава нужно набрать в ладонь порошок, а затем резким движением бросить его на свежий бетон. Это поспособствует равномерному нанесению красящего состава.
После разбрасывания 1 слоя нужно подождать не менее 10 минут. В этот период нужно гладилкой разравнивать поверхность, чтобы равномерно распределить отвердитель и ускорить проникновение красителя в глубокие слои бетона. Особенно тщательно необходимо обрабатывать инструментом углы. После этого наносится еще 1 слой цветного отвердителя. Этот пласт следует разровнять. Поверхность нужно оставить еще на 10 минут.
Нанесение разделительного компонента
Разделительный компонент требуется для недопущения прилипания штампа к бетону при проведении оттиска. Данный состав выпускается в форме жидкости и порошка. Наиболее часто применяется порошок, который можно легко нанести широкой кистью. Этот инструмент еще называется макловицей.
Сначала в ведро с компонентом опускается кисть. Когда щетинки будут равномерно покрыты составом, нужно поместить кисть над бетонной площадкой и стряхивающими движениями распылить порошок. Это позволит добиться равномерного распределения состава.
Дополнительно может потребоваться распыление разделительного компонента по углам площадки и в области возле опалубки.
Штампование поверхности
Штампование поверхности следует провести до окончания застывания бетона. Основание должно иметь консистенцию пластилина. Важно правильно выбрать время для начала проведения работ. Если начать слишком рано, основание не сможет выдержать вес формы и рабочего, перемещающегося по ней. Если начать поздно, оттиск будет некачественным.
Для проверки степени застывания следует попробовать поверхность рукой. Если он продавливается на 3-5 мм, можно начинать работу.
После этого на поверхность бетона раскладываются штампы. Нередко производители нумеруют их. Это облегчает процесс создания рисунка. Нужно уложить форму, а затем встать на нее. Таким образом, последовательно проштамповывается весь рисунок на бетонном покрытии.
В конце площадки, где бетон может оказаться более застывшим, для нанесения штамповки нередко требуются большие усилия. Для этого можно использовать молоток, чтобы форма вошла на нужную глубину в бетон.
Устранение недостатков
В месте стыков форм нередко наблюдается незначительное смещение раствора. При недостаточной трамбовке результат будет размытым. Швы будут выглядеть неаккуратными. Пока бетон не застыл, можно сгладить данные дефекты. По местам стыков и швов следует провести ручным валиком. При необходимости дефекты следует зачистить текстурным шнурком.
Нарезка усадочных швов
Для снятия напряжения с бетона при перепадах температур и недопущения растрескивания необходимо вырезать несколько швов в плите. Процедуру требуется провести до застывания бетона. В этом случае следует задействовать специальный резчик. Когда бетон застынет, для проделки швов нужно будет воспользоваться болгаркой.
Промывка поверхности
Следующий этап — промывка поверхности. Проводить данную процедуру следует только после ее высыхания. Сначала с покрытия водой из шланга тщательно смываются остатки разделительных компонентов и краски. После этого выполняется промывка соляной кислотой.
Это необходимо, если требуется получить эффект сочетания нескольких цветов. Промывка кислотой поспособствует раскрытию пор в бетоне и улучшит его сцепление с герметиком.
Нанесение герметика
Только на следующий день после промывки можно приступать к нанесению состава герметика. Этот слой предохранит поверхность от быстрого истирания и пропитывания химическими веществами. Кроме того, герметик придаст блеск и более насыщенную цветовую гамму покрытию. Он также облегчит уход за поверхностью.
Наносить герметик лучше всего широким валиком. Углы и области возле опалубки следует прокрасить кисточкой. Герметик наносят в 2-3 слоя. Каждому пласту нужно дать высохнуть перед нанесением следующего.
Советы для качественной штамповки
Чтобы получить хороший результат, нужно учесть несколько важных моментов. Если раньше не приходилось работать со штампами, лучше предварительно пропечатать рисунок на песке. Нужно избегать расположения одинаковых форм рядом. Случайная локализация сделает композицию более реалистичной, особенно если планируется поверхность, имитирующая природные материалы.
Это позволит избежать его быстрого смывания при промывке. Кроме того, важно, чтобы человек, который будет наступать на штампы для печатного бетона при их вдавливании, был в чистой обуви. Любые загрязнители, которые попадают на свежий бетон, могут ухудшить внешний вид готового покрытия.
Печатный бетон – технология получения оригинального декора — каталог статей на сайте
Печатный бетон – технология это не сложная, но интересная, позволяющая из распространенного и, в принципе, дешевого материала делать удивительные изделия. С его помощью обустраиваются дорожки и площадки в саду, цоколи домов, заборы, пр.
В интерьере печатный (штампованный) бетон используют для отделки стен, полов, каминов и т. п. Поверхность, отделанная печатным бетоном, имитирует дерево (не только срез, но и древесную кору), кирпич, плитку, камень. Цвет зависит от пигмента, который введен в массу во время ее приготовления, а поскольку виды красителей для бетона сегодня исчисляются десятками, получить желаемый эффект не трудно.
Как приготовить основу для печатного бетона
Основа печатного бетона – обычный бетон. Получить его просто – был бы цемент и песок. Понадобится сделать раствор с классическими пропорциями 1:3 (1 ч цемента на 3 ч песка). Посмотрите подробное руководство по самостоятельному изготовлению качественного бетона – оно может помочь вам избежать ошибок.
Инструменты для декорирования поверхности печатного бетона
Самый главный инструмент, который помогает получать нужный рельеф поверхности – штамп (поэтому вариант названия печатного бетона – штампованный). Материалы, из которых изготавливаются штампы, разные, но самым удачным в этом плане считается полиуретан. Благодаря своей пластичности, он дает наиболее четкий рисунок поверхности. К тому же, штампы из полиуретана прочны и долговечны. На втором месте формы из пластика – более дешевые, обычно используемые для создания несложных рельефов. Есть и валики, позволяющие нанести на бетон нужный рельеф.
Как применять печатный бетон
Технология дает возможность создавать новые изделия или декорировать уже имеющиеся. Готовая бетонная масса распределяется на поверхности, после чего штампом на нее наносится рисунок (отпечаток).
Если решено декорировать старую поверхность, нужно предварительно подготовить ее.
Промываем, по необходимости обезжириваем, просушиваем.
Обрабатываем поверхность соляной кислотой, опять просушиваем.
Наносим клей – благодаря этому шагу новый слой бетона плотно соединится со старым.
Свежий слой бетонной массы не должен быть толстым – укладывайте на поверхность ровно столько раствора, сколько необходимо для создания рельефа. Обычно достаточно 0,8-1 см, но если уложите немного больше, отрицательного эффекта не будет – дело только в экономии.
Разравниваем раствор.
Смазываем штамп маслом (отработкой, олифой, пр.)
Создаем рельеф, вдавливая штамп в бетон на нужную глубину.
Посмотрите подробный материал по окрашиванию бетона различными красителями – в нем много полезного.
После того, как поверхность окрашена и высушена, покрываем ее лаком для наружных или внутренних работ – в зависимости от расположения.
Площадка с применением декорирования печатным бетоном.
Бетонное покрытие — штампованный бетон под дерево
Эти деревянные планки — декоративный бетон
Штампованный бетон полностью имитирует срез древесного ствола
Бетонные емкости для растений украшены «корой» из печатного бетона.
Хочу больше статей:
Оставьте Ваш отзыв
Average rating: 0 reviews
Декоративный бетон: разновидности и технология производства
Новые технологии, которые сегодня применяются в строительной отрасли, позволяют находить удивительные дизайнерские решения. Сегодня специалисты создают красивые декоративные формы, оформляя интерьеры из обычных стройматериалов и покрытий. Такое преображение возможно даже при работе с простым материалом – бетоном. Использование специальных штампов поможет сделать поверхность из бетона схожей с брусчаткой, деревом или плитами. Эти покрытия получили названия штампованный и печатный бетон. С их помощью декоративно оформляют помещения, дорожки, стены. При наличии определенных навыков, можно создать штампованный бетон своими руками.
Особенности печатного бетона
Декоративный бетон имеет несколько особенностей. К ним относятся широкая цветовая палитра и большой выбор типов отделки. Помимо этого, материал может выдерживать значительные нагрузки, большие, чем плитка для тротуаров. Ему нипочем воздействие кислот и других веществ. Для декоративной отделки помещений строители используют наполнители разных цветов (крошка из мрамора, измельченное стекло).
Кроме того, на современном рынке стройматериалов продается окрашенный цементный раствор, способный придавать декоративному бетону нужный оттенок. Необходимость в таком бетоне возникает, когда специалисты занимаются отделкой полов, стен помещений, дорожек (форма и размеры не ограничены).
Изготовление массивных конструкций требует дополнительной процедуры – армирования. В свою очередь, образование пустот в бетонной смеси поможет придать ей больше устойчивости к воздействию низких температур.
Вернуться к оглавлению
Разновидности декоративного строительного материала
Декоративный бетон выпускается в нескольких видах, у каждого из которых разный состав и назначение.
Цветной. Существует более двух десятков пигментов, которые применяются при изготовлении печатной разновидности материала. Состав пигментов разработан таким образом, что цвет сохраняется в течение длительного времени даже при негативном влиянии извне. Зачастую для окрашивания декоративных бетонных поверхностей специалисты пользуются оксидами или солями металлов. Например, окись хрома добавляют, чтобы придать раствору зеленый оттенок.
Имитация камня. Новейшие технологии обработки позволяют производителям изготавливать смеси, которые выглядят как настоящий камень. При осмотре декоративный бетон почти невозможно отличить от природного камня.
Декоративный бетон с рельефной структурой. Такого эффекта можно достичь за счет добавления в бетонный состав специальных заполнителей. Затем строители снимают поверхностный слой инструментами либо растворами. Декоративная отделка выполняется при помощи измельченного мрамора и других материалов. Особенно эффектно выглядит декоративное оформление поверхностей, изготовленных с использованием серых и красных цветов.
Вернуться к оглавлению
Технология производства
Работа над строительным материалом не требует значительных усилий, однако чтобы заниматься ею, необходимо наличие определенных навыков. В противном случае результат окажется противоположным тому, который вы надеялись получить. Трудности возникают из-за некоторых особенностей, свойственных печатному бетону:
бетонный раствор быстро затвердевает, из-за чего применение специальных штампов оставляет нечеткий оттиск;
чтобы изготовить штампованный бетон, необходимо прилагать силу;
огрехи на печатном стройматериале сложно исправить;
изготовление материала своими руками потребует от строителя специальных навыков обращения с инструментами, необходимыми для создания нужной формы и разглаживания поверхности.
Существует восемь этапов изготовления материала своими руками:
Подготовка участка.
Для начала нужно подготовить площадку. Штампованный бетон изготавливается на армированной площадке. Она должна быть выполнена с использованием бетона М350. Перед началом работ необходимо обозначить границы колышками, шнуром. После этого строители снимают двадцать сантиметров грунта, утрамбовывают дно, насыпают подушку из щебня толщиной до пятнадцати сантиметров. На границе подготовленной площади делают опалубку, в которую закладывают арматурную сетку, поднимают над грунтом на несколько сантиметров. Бетонный раствор замешивают в бетономешалке или вручную, затем заливают и уплотняют специальной виброрейкой. Поверхность разглаживают с помощью гладилки.
Когда работа над подготовкой площадки завершена, специалисты наносят отвердитель необходимого оттенка сразу после испарения воды с поверхности бетона. Порошок равномерно насыпают от середины подготовленной площадки к каждому краю. Необходимо подождать, пока впитается отвердитель. На это уйдет около десяти минут. В это время строитель может разгладить декоративный бетон, одновременно втирая краситель при помощи гладилки. Кроме того, специальные гладилки используются для обработки углов. Это помогает придать им нужную форму. После этого наносят еще один слой отвердителя и выравнивают бетон гладилкой. Отвердитель позволяет окрасить бетонную поверхность, сделать ее более прочной. В состав цветного отвердителя входят пигменты, наполнитель, измельченный гранит и кварц. Частицы смеси заполняют пустоты в цементном растворе. За счет этого он становится более прочным. Отвердитель придает поверхности цвет, который не тускнеет в течение длительного времени. На рынке представлены несколько десятков разных оттенков.
Следующий этап работы предполагает распределение разделительного красящего компонента. Он способствует предотвращению возможного прилипания материала к металлическим штампам. Помимо этого, компонент окрашивает стройматериал, добавляя разные оттенки. Компоненты продаются в форме порошка либо раствора. В большинстве случаев строители применяют порошок. Они наносят его кистью, погружая в емкость с компонентом таким образом, чтобы макловица покрылась равномерным слоем порошка. После этого посыпают порошком цементную смесь. После завершения процедуры окрашивания специалисты обрабатывают все углы текстурными шкурами для придания им необходимой формы.
Отпечатывание рисунка при помощи текстурных матриц.
Штампование цементной поверхности своими руками. Перед началом штамповки следует удостовериться в том, что декоративный бетон стал пластичным: консистенция материала должна быть такой же, как пластилин. В случае если штамповка будет начата рано, раствор не сохранит четкие линии оттисков. А если работы начнутся позже, то печать потребует больших физических усилий. На плотном стройматериале может не остаться оттисков от штампов, в особенности на последнем этапе штамповки. Для определения плотности нужно надавить пальцем в разных местах. Если остаются отпечатки по несколько миллиметров глубиной, то работы можно проводить. Существует еще одна возможность проверить плотность нанесенной смеси: необходимо поместить штамп на краю бетонной площадки, а затем наступить ногой.Важно, чтобы металлический штамп удерживал весь вес строителя, не вяз в растворе и не скользил. После успешной проверки специалисты могут начинать штамповку. Для этого раскладывают металлические штампы. Нередко производители штампов пронумеровывают их, обозначая необходимую последовательность расположения. Чтобы сделать бетон печатным, достаточно положить штамп и наступить. В некоторых случаях применяются трамбовки. Затем штампованный бетон оставляют для затвердения примерно на сутки.
Устранение дефектов. На месте состыковки штампов нередко смещается цементная смесь. Если печатный бетон недостаточно утрамбован, швы на оттиске могут получиться размытыми. Для исправления недостатков по стыкам нужно провести валиком.
Работа над усадочными швами. Специальные швы помогут предотвратить возникновение трещин и, как следствие, разрушение стройматериала. Швы делают в свежем цементном растворе резчиком. Также швы можно сделать болгаркой уже после того, как смесь полностью высохнет.
Отмывка и нанесение защитного слоя.
Промывание бетонной поверхности. Через сутки специалисты промывают цементную поверхность струей воды из поливочного шланга, смывая излишки компонентов. Затем промывают печатный бетон кислотой. Благодаря этому можно добиться сочетания разных оттенков. Кислота помогает раскрыть пустоты в составе стройматериала, за счет чего бетон и герметик лучше взаимодействуют друг с другом.
Распределение герметика. Через день на материал наносят полимерный герметик, который помогает защитить изделие от износа, проникновения масел, вредных веществ. Состав герметика помогает придать бетонным конструкциям блеск: он может быть едва заметным либо лаковым. За счет применения средства цвета становятся более насыщенными. Использование герметика помогает упростить основной уход. Строители наносят средство валиком, равномерно распределяя герметик. Однако необходимо принимать во внимание, что если текстура стен или дорожек имеет глубокие отпечатки, то при обработке изделия таким средством лучше попеременно совмещать нанесение герметика валиком и кистью. Как правило, нужно нанести два-три слоя состава. После высыхания средства цементная поверхность готова к дальнейшему использованию.
Вернуться к оглавлению
Рекомендации
Важно учитывать некоторые особенности строительных работ:
Если строитель применяет штамп впервые, и плохо представляет себе, какой оттиск он оставит, можно оставить отпечаток на песке.
Желательно избегать повторений штампов, в особенности, если они имитируют дерево, гранит и другие материалы. Напротив, случайно составленные композиции выглядят реалистичнее.
Для получения эффекта состаренной поверхности следует нанести на жидкую цементную смесь немного разделительного порошка, а сверху распылить это средство, но в жидкой форме. Жидкость поможет растворить порошок. Таким образом, на цементе останутся акценты цвета, напоминающие потертости.
Частицы компонента должны быть вдавлены в раствор. В противном случае он смоется при очищении поверхности.
При проведении штамповки обувь рабочего должна быть чистой: на ней не должен оставаться сор, поскольку он испортит текстуру изделия.
Формы для печатного бетона своими руками
Оглавление
Где применяется
Основные достоинства
Особенности штамповки
Виды штампов
Как сделать штамп: советы по изготовлению
На что обратить внимание?
Технология укладки печатного бетона
Прогрессивные строительные технологии помогают находить креативные решения в отделке. Новые разработки позволяют экономить деньги на дорогих материалах, повышают износостойкость покрытия без ущерба его самобытному внешнему виду. Нестандартный подход даже к самым простым привычным материалам позволяет мастерам создать впечатляющие работы.
Речь пойдет о новом способе облицовки — технологии создания печатного (штампованного) бетона. С ее помощью можно воссоздать на поверхности любые текстуры — имитацию камня, тротуарной плитки, брусчатки или деревянной доски.
Раньше эту разработку применяли для строительства взлетно-посадочных полос на военных аэродромах, а затем строители стали декорировать бетонными поверхностями городские улицы и площади. Время показало, что покрытие выдерживает большие нагрузки, чем натуральные материалы, а также долго сохраняет рисунок из-за невосприимчивости к перепадам температур, воздействия солнечных лучей и осадков.
Разберемся, как превратить унылую серую стяжку в декор, который станет стильным акцентом уличной зоны отдыха и всей архитектуры участка.
Где применяется?
Суть технологии заключается в том, чтобы нанести на заранее подготовленную поверхность оттиск с помощью специального штампа. Трафарет может быть любым: например, повторять рисунок состаренной мостовой или кирпичной кладки, растрескавшейся земли, опавших листьев или паутины. Нет ограничений для оформления поверхности. Мастер может поэкспериментировать с разными цветными красителями, добавить в раствор декоративную мозаику или измельченный мрамор.
Технология применяется и во внутренней отделке, но из-за износостойкости часто используется дизайнерами-ландшафтниками и подходит для оформления:
дорожек, тротуаров;
террас, патио;
зон отдыха;
парковочных мест;
детских площадок.
Технологию часто используют для облицовки пола в местах с большой проходимостью: на открытых террасах ресторанов, в торговых центрах, декора других общественных зон.
Основные достоинства
При всем многообразии строительных материалов, при выполнении отделочных работ мастера все чаще используют технологию штампованного бетона. Этот метод имеет весомые преимущества перед другими.
Универсальность. Вы сможете создать покрытие, которое украсит ландшафт или интерьер: выбирайте из огромного многообразия текстур, цветов.
Способность выдерживать огромные нагрузки: до 500 кг на 1 куб. метр.
Невысокая стоимость. Отличается низкими ценами на материалы для изготовления в сравнении с аналогами, особенно натуральными покрытиями — деревом. камнем.
Монолитность. Бетонное покрытие — это плита, практически не имеющая швов. Значит, такая поверхность менее подвержена влиянию внешних факторов, не требует регулярной реставрации и ремонта.
Экологичность. При нагревании и другом воздействии бетон не выделяет ядовитых испарений, в сравнении со многими искусственными материалами.
Долговечность. При соблюдении технологии укладки, а также эксплуатации, материал прослужит более 15 лет. При этом, вне зависимости от погоды или перепадов температур, полностью сохранится рисунок и цвет.
Бетонную поверхность легко очистить без специальных приспособлений. Единственный минус материала — как в случае с настоящим и искусственным камнем, брусчаткой или плиткой, покрытие может поцарапаться при воздействии металлическими инструментами или предметами. Это стоит учесть и тем, кто хочет декорировать штампованным бетоном парковочное место: в местах поворачивания колес могут оставаться небольшие дефекты.
Особенности штамповки
Обработка поверхности имеет особенности, которые нужно учитывать при изготовлении штампов для бетона своими руками.
Начинать работу нужно в тот момент, когда раствор уже схватился, но застыл не полностью: консистенция должна быть как у пластилина. Идеальные условия — чтобы трафарет не скользил и не вяз. Если начать работы раньше — то не удастся получить четкий оттиск, а если позже — штамповка потребует серьезных физических усилий.
Исправить дефекты трудно. Поэтому работа с инструментом требует навыка, аккуратности, а также равномерного распределения усилий.
Чтобы получить идеальный результат, мастеру потребуется опыт шлифовки и сглаживания поверхностей. Также важно, чтобы инструмент для штамповки был прочным, удобным и в точности соответствовал целям работ.
Виды штампов
Эстетика изделия зависит от подбора формы. Современные отделочники используют два вида штампов для бетона:
гибкие (мягкие). Делаются из полиуретана, силикона, резины, других материалов. Главное преимущество таких форм – они полностью передадут поверхности рельеф оригинала, подходят для воссоздания сложных рисунков, текстур. Устойчивы к износу, просты в использовании – гибкий трафарет можно без труда удалить из раствора.
жесткие. Чаще всего их делают из металла — алюминия, но можно использовать прочный пластик. Подойдут для тиснения простых геометрических форм — например, имитации кирпичей или брусчатки.
Несмотря на то, что штампы предназначены для выполнения разных задач, преимущество имеют именно мягкие. Главные достоинства — возможность четко передавать даже мелкие детали, придавать блеск или матовость поверхности. Кроме того, такие формы не требуют специальной подготовки, более стойки к щелочи, воздействию других химических веществ, их легко обрабатывать и чистить.
Если вам нужно задекорировать небольшую площадь, то формы для печатного бетона можно изготовить своими руками.
Как сделать штамп: советы по изготовлению
В строительстве применяются все подручные средства. В качестве трафаретов для формирования рисунка можно использовать любые вещи: мастера приспосабливают для работы даже бытовые предметы — тарелки, пластиковые контейнеры для еды, формочки для песочницы.
Чтобы отлить штучные экземпляры — например, кубики или кирпичи — можно изготовить форму из пенопласта. Для массивных предметов, как бордюры или сваи – сколотить разборную опалубку из смоченного дерева.
Способов изготовления подходящих трафаретов — огромное количество. Можно изготовить необходимую форму из металлических труб с помощью сварки или отлить брусчатку в специально вырытой яме в земле. Рассмотрим самые популярные способы изготовления штампов, проверенные мастерами.
Из полиуретана
Прежде, чем приступить к созданию трафарета, необходимо сделать матрицу — специальный короб, в котором будет изготавливаться форма. Для этого понадобится материал, текстуру которого вы хотите перенести на бетон. Например, искусственный камень, доска или брусчатка.
Расположите элементы для оттиска на листе фанеры. Получившиеся швы между фрагментами, включая крайние, нужно окантовать бортиками. Он должен возвышаться над композицией на несколько сантиметров. Это нужно для создания формы будущего штампа, в которую мы будем заливать полиуретан. Если вы хотите наносить рисунок на стяжку хаотично, то края формы могут быть любыми. Однако если планируете полностью проштамповать поверхность, то края трафарета должны совпадать друг с другом.
Чтобы полиуретан не пристал к форме, нужно ее обработать воскосодержащим составом или обычным вазелином. После высыхания разделителя можно заливать специальный жидкий полиуретан для форм, разведенный согласно инструкции на упаковке.
Для удобства использования готового инструмента можно приделать к штампу ручки: для этого необходимо приклеить к не до конца просохшему составу вырезанную по форме рисунка заготовку из войлочной резины с прикрепленными к ней держателями.
Рулонный трафарет
Технология подойдет тем, кто хочет нанести на стяжку рисунок, орнамент или любое изображение — от цветов и листьев до звезд и силуэтов животных. Понадобится плотный и прочный материал, который не деформируется в процессе работы — например, кусок линолеума или пластика. Обратите внимание: окончательный результат зависит также от толщины трафарета.
Перенесите выбранный рисунок на выбранный материал так, чтобы отдельные элементы не прилегали друг к другу вплотную, и вырежьте его. Получившийся трафарет нужно наложить на поверхность, а потом равномерно вдавить в раствор. Извлечь инструмент можно до полного высыхания бетона.
На что обратить внимание?
Если вы раньше не работали со штампами, продумайте, как органично поместить формы на поверхность. Особенно это касается штампов, имитирующих природные материалы. Если одинаковые элементы располагаются рядом — это выглядит неестественно, искажая общую идею. Лучше сделать два или три разных трафаретов или штамповать бетон в случайном порядке. Перед нанесением рисунка можно потренироваться на песке или земле.
Кроме того, чтобы не испортить внешний вид готового покрытия, нужно вдавливать трафарет в стяжку только в чистой обуви с гладкой подошвой без протекторов. Получившиеся штампы можно также использовать для декорирования стен — оставлять оттиски на штукатурке.
Технология укладки печатного бетона
Теперь, когда штампы готовы, поговорим об особенностях подготовки бетонной поверхности. Как любой строительный процесс, эта технология требует ответственного подхода и определенных профессиональных навыков. Если вы уверены, что справитесь со всеми трудностями, рассмотрим каждый этап пошагово.
Для получения правильного, износостойкого результата, соблюдайте последовательность создания покрытия:
подготовка к заливке бетонной площадки;
замешивание раствора;
применение компонентов, способствующих улучшению качеств материала;
нанесение рисунка штамповкой;
нарезка усадочных швов;
очистка поверхности;
Первый этап: подготовка
Начинать работу можно только при конкретных погодных условиях: приемлемая температура для заливки бетона — от +5 до +20 градусов. Важно, чтобы не было перепадов температур и осадков. Несоблюдение температурных режимов ведет к потере прочности материала.
Приступаем к подготовке поверхности:
ппределяем размеры и контуры участка;
чтобы уложить бетон вровень с окружающим рельефом, нужно удалить слой грунта в 10-25 см шириной;
заполняем углубление слоем песка и щебня. Рекомендуемая глубина — не более 12 см. Трамбуем получившуюся «подушку».
чтобы стяжка не растеклась, нарушив задуманную форму, необходимо построить опалубку, которая задаст контур бетонной площадки. Для сооружения используем любой материал с гладкой поверхностью: доски, листы пластика или металла, ДСП, шифер;
если поверхности нужна дополнительная прочность, то переходим к армированию: укладываем на дно готовую или самодельную металлическую сетку.
Второй этап: бетонирование
Это простой, но требующий аккуратности процесс. Главная сложность — это соблюдение пропорций при приготовлении раствора: на одну часть цемента М400 или F200 (морозостойкая марка) взять три части песка, две — щебня. Затем добавлять воду до получения раствора нужной густоты.
Если предстоят масштабные работы или вы хотите наверняка не ошибиться, можно заказать готовую смесь на заводе.
Чтобы улучшить эксплуатационные свойства бетона, в смесь можно добавить специальные модификаторы и пластификаторы. Заливаем подготовленный участок раствором таким образом, чтобы он равномерно распределился по всей площади.
Третий этап: нанесение отвердителя, окрашивание поверхности
Для усиления прочности и ликвидации недостатков до высыхания на бетон наносят специальный состав — отвердитель. Дело в том, что бетон — это пористый материал, склонный к пылеобразованию. Отвердитель же состоит из мелких частиц кварцевого песка, гранитной крошки, вяжущих элементов. Смесь заполняет поры бетона, делая его влагоустойчивым, износостойким. Те, кто хочет поэкспериментировать с декором, могут выбрать состав с цветными пигментами.
Наносить порошок можно в период, когда бетон только схватился, а с поверхности испарилась выступившая влага. Сначала на площадку наносится три четверти всей массы отвердителя, а затем поверхность разравнивается с помощью штукатурного правила. Оставшаяся смесь наносится спустя 20 минут, а затем снова необходимо убрать получившиеся неровности.
Сейчас в магазине можно купить усилитель прочности в сухом виде, а ещё специальную жидкую пропитку, составы на основе эпоксидных систем и полиуретанов.
Четвертый этап: штамповка
Перед тем, как применить изготовленный трафарет, нужно перед этим обработать поверхность разделителем. Это необходимо чтобы штамп не прилип к бетону во время тиснения. Разделительный состав можно приобрести в жидком или сухом виде — в зависимости от цены, удобства, площади поверхности, которую необходимо обработать.
Наносится кистью или распылителем, чаще требуется обработать саму бетонную площадку, а также штамп. После выполнения подготовительных работ, можно приступать к нанесению рисунка. Главные составляющие качества штамповки — нужный этап высыхания бетона, расположение элементов и равномерность вдавливания трафарета. Чтобы облегчить процесс, пронумеруйте штампы, чтобы определить последовательность нанесения.
После полного отвердевания поверхности можно устранить дефекты: неровности часто получаются по краям и на местах стыков рисунка — это легко исправить шкуркой.
Пятый этап: заключительные работы
Чтобы на декоративной поверхности во время высыхания и эксплуатации не появились уродливые трещины, нарежьте приспособлением или болгаркой усадочные швы.
Площадка готова. Теперь можно сделать декор опрятнее, очистив от загрязнений. Проще всего это сделать водой под давлением: например, полить из шланга. Чтобы защитить покрытие от любого вида воздействий, мастер может применить профильный лак. Он увеличит срок службы материала, а также придаст глянцевый блеск или наоборот бархатную матовость.
Когда можно начинать пользоваться дорожкой или зоной отдыха с покрытием из печатного бетона? Эксперты рекомендуют подвергать поверхность пешеходным нагрузкам не ранее, чем через четыре дня, а более тяжелым воздействиям — только через четырнадцать дней. Не стоит также очищать покрытие металлическими инструментами.
Теперь покрытие из штампованного бетона готово и послужит хозяевам долгие годы.
Разбор технологии создания печатного (штампованного) бетона
Все чаще в строительстве появляются технологии, способные из привычных покрытий и материалов создавать произведения искусства. Подобное преображение возможно даже с таким обыденным материалом, как бетон. Благодаря использованию полиуретановых или металлических штампов, скучная бетонная поверхность может стать похожей на каменную брусчатку, деревянный настил или сланцевые плиты. Такой бетон называют штампованным, печатным или пресс-бетоном. О нем, а также о возможности создания печатной поверхности самостоятельно, мы сейчас и поговорим.
Суть процесса – это нанесение на бетонную поверхность с помощью специальных штампов стилизованного под какую-то текстуру отпечатка. Вид декоративной штукатурки может создавать имитацию любого материала: кирпича, брусчатки, досок, шкур животных, природного камня, потрескавшейся земли, а также оформляться в виде листьев, изображения зверей и отпечатков их лап.
Широкое распространение штампованный бетон получил в обустройстве террас, садовых тропинок, прибассейных площадок, пешеходных дорожек, декоративных полов в местах отдыха и культурного досуга людей. Технология печати на бетонной поверхности оказалась находкой в проведении реставрационных изысканий.
Только применяя штампы для отделки бетона, можно воссоздать фрагмент разрушенной мостовой либо старинной ограды, так как практически невозможно воспользоваться таким же материалом, состарившимся естественным путем.
На сегодняшний день очень актуальным становится обустройство своих домов и квартир с помощью декоративных отделочных и строительных материалов. Одним из них является штампованный бетон. Штампованный бетон часто называют печатным, так как при его производстве применяется штамп, а техника напоминает печать. Такой способ украшения изделий, конструкций нашел широкое применение во многих странах. В России же пока он не пользуется такой большой популярностью. Такой аствор уже давно используется в Америке, европейских странах, таких как Великобритания, Германия, Италия, Франция. Декоративный бетон можно сделать своими руками, но все же лучше обратиться к специалистам.
Штампованный бетон способен украсить любую поверхность – садовые дорожки, стены дома, дачный камин.
Технология его изготовления основана на том, что на не полностью застывший бетон с помощью штампов наносится определенный рисунок. Он может быть самым разнообразным.
Декоративный раствор можно наносить практически на любые поверхности: штукатурку, бетон, камень, шлакоблок, кирпич, ДСП, гипсокартон или пенобетон. Данный отделочный материал прекрасно украсит интерьер любого помещения. Его можно наносить на стены, двери, шкафы, камины и другие предметы обихода. Рассмотрим более подробно, как сделать штампованный бетон своими руками, преимущества данного материала.
Первые штампы для печатного бетона были сделаны из литого алюминия и представляли собой массивные формы, оснащенные ручками. Такие матрицы хорошо подходят для имитации обычных кирпичных или каменных узоров. Но копировать сложные текстуры им не по силам. Совсем другое дело – современные полиуретановые штампы. Их отливают на реальных материалах, текстуру которых необходимо скопировать. В результате этого с помощью полиуретановых форм можно получить невероятно подлинные текстурные эффекты.
Готовые штампы можно приобрести во многих строительных магазинах или центрах. При выборе стоит обратить внимание на степень жесткости формы. Чем плотнее штамп, тем проще с его помощью выполнить четко просматриваемый рисунок. Слишком мягкие и податливые формы сложнее в работе, к ним нужно прикладывать больше усилий в процессе распечатки.
Для того, чтобы штампованный бетон “сложился” в красивый и неповторимый рисунок, существует огромное количество форм штампов.
Для такого раствора важно соблюдать следующие основные правила при его изготовлении и нанесении рисунка. Во-первых, масса, на которую планируется наноситься штамп, должна быть монолитной. Это необходимо для того, чтобы обеспечить качественность, прочность и герметичность конструкции. Во-вторых, на поверхности не должно быть трещин, сколов, на нее не должно оказываться высокой динамической нагрузки. В-третьих, для декоративного бетона лучше использовать сухие клеевые смеси на основе белого цемента. Обязательное требование – наличие в составе клея пластификаторов, это требуется для придания конструкции прочности и предупреждения образования трещин.
В-четвертых, для декорирования вертикальных поверхностей нецелесообразно применять смеси, приготовленные своими руками, так как здесь очень важно соотношение элементов, в частности песка. Последнее в свою очередь может повлиять на качество штамповки. Таким образом делать такой бетон своими руками очень не просто. Перед штамповкой и нанесением бетона поверхность требуется хорошо очистить и обезжирить, так как впоследствии на нее будет наноситься клей. Большое значение в ходе работы имеют и сами штампы.
Специальные формы штампов выкладываются на бетонную поверхность, а сверху стучат специальным молотком. Это необходимо для того, чтобы рисунок с формы штампа лучше отпечатался на бетоне.
Для создания потребуется немало усилий и времени. Интересно, что печатный бетон в отличие от других отделочных материалов, имеет ряд преимуществ. Он очень износоустойчив и морозостоек. Достигается это благодаря его составу и введению специальных добавок для получения заданных свойств. После проведения всех основных работ поверхность покрывается специальными герметизирующими веществами, которые защищают его от истирания и повреждения. Для декоративного бетона характерно и то, что на нем не скапливается пыль. Кроме того, за ним очень просто ухаживать. Он не требует особенного ухода.
Такой бетон имеет высокую противоударную стойкость, не разрушается насекомыми и грызунами, так как он чрезвычайно твердый. Помимо всего этого, он хорошо подходит для любого интерьера. Очень часто изготовление такого бетона сочетается с различным его окрашиванием, например, химическим или интегральным. Основной недостаток – это большие сроки выполнения работы и использование специального оборудования.
Если вы используете штамп в первый раз и не представляете, как будет выглядеть его отпечаток на бетоне, сделайте пробную печать на утрамбованном песке.
Избегайте повторения печатной картины на поверхности, особенно, если штампы имитируют природные материалы (камень, дерево и т.п.). Случайные композиции будут выглядеть более реалистично.
Чтобы получить на поверхности эффект старины, нанесите на еще жидкий бетон небольшое количество сухого разделительного компонента (в виде порошка). Поверх него распылите жидкий разделительный компонент. Жидкость растворит легкий слой порошка, после чего на поверхности останутся цветные акценты, похожие на потертости.
Следите, чтобы частицы разделительного компонента были хорошо вдавлены в бетон при распечатке. Иначе он просто будет смыт водой при промывке поверхности.
Проследите, чтобы человек, идущий по штампам во время трамбовки, носил чистую обувь без следов строительного мусора и пыли. Неизбежно эти загрязняющие вещества попадут на свежий бетон и нарушат желаемую текстуру штампованной поверхности.
Вот и все секреты технологии штампованного бетона! Но, прежде, чем приступать к самостоятельной штамповке, предлагаем вам посмотреть небольшое познавательное видео. На нем продемонстрированы основные этапы технологии: окрашивание бетона, нанесение разделительного компонента и создание текстуры поверхности при помощи штампов.
Чтобы изготовить и нанести декоративный бетон своими руками, в первую очередь нужно подготовить рабочую поверхность, иначе штампы будет трудно ставить. Поверхность очищается от механических примесей, жира, высолов. Все вмятины и трещины тщательно шпаклюются своими руками. После всего этого поверхность грунтуется. Грунтовка при ее высыхании не должна оставлять скользкой пленки. Оптимально использовать грунтовку такого типа, для которой имеется в наличии клей. Для очень гладких оснований потребуется грунтовка для проблемных поверхностей, она улучшит сцепление с клеем.
На проблемные основания лучше всего наносить штукатурную сетку, которая способствует лучшему схватыванию и удержанию декоративного бетона. После грунтовки наносится клеевая масса своими руками. Толщина ее слоя определяется толщиной камня на штампе. В среднем – 1-5 см. Важно, чтобы консистенция клея была оптимальной. Избыток воды может привести к тому, что произойдет залипание со штампом. Смесь накладывается в несколько слоев, затем просушивается. Перед тем как готовить штампы, важно определить готовность поверхности. Ее консистенция должна быть такой, чтобы при прикосновении она не тянулась за пальцем. Кратко всю технологию подготовки можно описать следующим образом: заливается стяжка, выравнивается, посыпается упрочнителем, затем посыпается разделитель, чтобы форма не прилипала.
Штамповка или тиснение осуществляется в зависимости от температурно – влажностного режима помещения через 40 – 80 минут после того, как начался замес. Форма смачивается водой. Это нужно чтобы она не прилипала к поверхности. После этого осторожно вдавливается штамп. Штамп требуется подержать некоторое время и только затем убирать. Делать это нужно очень осторожно. Часто чтобы штамп лучше отпечатался на поверхности используют специальную стучалку, напоминающую небольшой молоток.
Рекомендуется перед тем как наносить штамп, освежать и клеевую поверхность с помощью распылителя. Отдельно необходимо выделить штамп на гипсовых штукатурках. Такие штампы очень популярны, но могут использоваться только в закрытых помещениях. Поверхности для нанесения тоже могут быть самыми разными. В качестве основного материала используется финишная гипсовая шпаклевка или же штукатурная смесь, обладающая большой эластичностью. Преимуществом этого способа является то, что поверхность высыхает быстрее нежели в предыдущем случае, поэтому требуется наносить ее на небольшие площади.
На основании всего вышесказанного можно сделать заключение о том, что делать штампы своими руками можно без особого труда, важно знать четко технологию. Для того чтобы сделать штамп бетона, нужно иметь в наличии следующее оборудование и сырье: распылители, цементную смесь, штамп с формами, клей, грунтовку, разделители и упрочнители, воду, стучалку, шпатель или рейку для выравнивания поверхности, щетку для ее очистки. Полученный штампованный бетон обладает высокой прочностью, износоустойчивостью и другими ценными свойствами.
Кол-во блоков: 11 | Общее кол-во символов: 10665 Количество использованных доноров: 3 Информация по каждому донору:
http://tehno-beton.ru/beton/vidy/shtampovannyj.html: использовано 1 блоков из 4, кол-во символов 887 (8%)
https://pol-master.com/ustroistvo-rmnt/pechatnyj-beton.html: использовано 3 блоков из 5, кол-во символов 2868 (27%)
http://o-cemente.info/izgotovlenie-betona/izgotovlenie-shtampovannogo-betona-s.html: использовано 6 блоков из 7, кол-во символов 6910 (65%)
Декоративный бетон своими руками: фото, видео инструкция
Изготовление декоративного штампованного бетона позволяет создавать необычные дорожки, площадки. Преимуществом технологии является нестандартный вид готового покрытия, его надежность и долговечность. Внешне штампованный бетон похож на плитку. Но при изготовлении он требует меньших денежных затрат, обладает долгим сроком службы.
Как изготовить декоративный бетон
Приступать к заготовке площадки или садовых дорожек из печатного бетона нужно только после составления проектной документации, подготовки территории (установки ливневой канализации). Начинается работа с установки опалубки, которая будет ограничивать стилизованную площадку. На ее дно укладывается полиэтиленовая пленка с толщиной порядка 150-200 микрон. Чтобы в дальнейшем декоративный штампованный бетон не разрушался и долго сохранял целостность, проводится вязка арматуры (с шагом в 20 см).
Технология заготовки декоративного бетона
На подготовленную арматурную сетку проводится заливка бетона. Его марка должна быть не ниже М300. Высокая морозостойкость, прочность марки станут гарантом длительного сохранения площадки.
После заливки бетона проводится его утрамбовка с помощью виброрейки или аналогичного инструмента. Уплотненный состав прокатывается роллером.
Завершающим этапом корректировки верхнего слоя становится обработка с помощью магниевой гладилки.
Далее подготавливать декоративный печатный бетон нужно по следующей пошаговой инструкции:
1. После первичного схватывания бетона выполняется его покрытие цветным закрепителем. Распределять состав нужно равномерно, расход на первый слой составляет 70% от общей массы заготовленного красителя. Для надежности окрашивания поверхность проглаживается магниевой гладилкой.
2. Оставшиеся светло-серые пятна на поверхности указывают на недостаточное качество окрашивания. Данные участки посыпаются оставшимися 30% цветного закрепителя. Конечная обработка окрашенной площадки выполняется с использованием стальной гладилки.
3. Современная технология декоративного бетона предусматривает получение плиты с закругленными краями. Поэтому каждый борт площадки дополнительно обрабатывается специальной теркой. Это исключит образование сколов на краю плиты в будущем.
4. Чтобы исключить прилипание штампов к бетонному составу поверх красителя наносится разделительный компонент. Распределение порошка выполняется с помощью кисти макловицы.
5. После достаточного застывания бетона (должен быть и эластичным, и прочным) проводится штамповка. Для этого штамп с рисунком укладывается на поверхность бетона. Рисунок переводится с помощью ручной утрамбовки. При появлении нечетких стыков доработка узора выполняется с применением валиков.
Спустя три дня по окончанию работ выполняется промывка площадки и ее очистка от мусора, излишков разделительного компонента. Процедура выполняется с применением щетки, требует тщательной проработки рельефных переходов.
Завершающие этапы работы
В указанной инструкции подробно рассказано, как сделать декоративный бетон своими руками без привлечения специалистов. Но исполнитель должен дополнительно позаботиться о защите покрытия от последующих повреждений. Исключить появление трещин поможет заготовка усадочных швов. Они заполняются полиуретановым герметиком. Подробней с процессом выполнения таких работ можно ознакомиться в прилагаемых фото и видео материалах.
Завершается создание декоративных площадок и дорожек после нанесения на бетон защитного лака. Он повышает его прочность и стойкость к истиранию, устойчивость к осадкам, химии. Лак дополнительно улучшает внешний вид покрытия, повышает его яркость и стильно подчеркивает переходы цвета между участками.
Видео изготовления декоративного бетона своими руками
Позвольте мне сказать вам; Лайф-кастинг — это волшебная вещь! Раньше я экспериментировал с ним, но на этот раз целью было сделать «мастер» для бетонной формы; DIY Life Литые бетонные руки. В этом уроке много шагов, но, в конце концов, у вас будет самая уникальная и персонализированная бетонная скульптура!
Мне пришлось ждать, пока я найду подходящий предмет; кто-то, кто позволил бы мне использовать свои руки. Я не могу сделать обе части сам. Так что, когда моя дочь пришла на ужин, расплатой за нее стала частичка ее рук Жизни!
Принадлежности для мастер-кастинга:
Жизнь Рук:
Практикуйте форму, на которую вы надеетесь, стараясь не иметь слишком много лишних пустот. Альгинат — это материал, который используется в стоматологической промышленности для быстрого и безопасного литья ротовой полости для изготовления ретейнеров и т.д. формы как руки.Однако это считается средством одноразового кастинга.
Всегда полезно провести небольшой тест, чтобы в дальнейшем избежать дорогостоящих ошибок. Если вам действительно интересно, как работает альгинат; сделайте крошечный тестовый слепок из пальца. Время работы будет зависеть от вашей марки и типа альгината, но в целом оно ДЕЙСТВИТЕЛЬНО быстрое, поскольку оно создано для детей в стоматологическом кабинете. У некоторых даже есть изменение цвета, чтобы вы знали, что он готов к распаковке. Я бы посоветовал найти ближайшее стоматологическое место, чтобы заказать здесь или здесь.
Я предполагал, что дно не имеет большого значения, поскольку в конце концов оно будет плоским. Мне нужна была миска, чтобы держать смесь вокруг рук, так как она довольно жидкая при заливке. После установки вы можете просто осторожно пошевелить пальцами и вытащить руки. У него неплохая «игра», поскольку он гибкий. Чаша вертикальная, так как форма схлопнется, если руки не будут удерживать середину, это сохранит ее форму.
Заливка гипса:
Альгинат лучше использовать сразу (а не на следующий день), так как он высохнет.Смешайте простой гипс и вылейте его в форму, стараясь «размазывать» его так, чтобы он попал во все полости для пальцев. Оловянная фольга была моей попыткой заполнить лишнее, так как у меня закончился гипс. (вот что происходит, когда вы волнуетесь)
Штукатурка нагреется и схватится. Как только это станет твердым, вы можете очистить и разрушить альгинат.
Какое удовольствие видеть детали. Не беспокойтесь о мелких недостатках, у вас есть шанс их исправить. Вы будете поражены тем, как этот Life Casting подбирает каждую морщинку на коже! Опять же, это легко может стать зависимостью.Я весело проводил время с детьми, отливавшими в гипсе неглубокие отпечатки своих ступней и рук и помещая их в рамку из теневого ящика.
Я визжал от радости, когда вырывался…
Несколько пузырей, но ничего страшного! Все пальцы были на месте!
Успех! Штукатурка может быть еще влажной и ее необходимо просохнуть. Из-за нетерпения я сразу убрал некоторые мелкие детали, но будьте осторожны, чтобы не сломать пальцы!
Штукатурка достаточно мягкая, чтобы в ней можно было вырезать любые мелкие детали или ногти.Я также залил некоторые пузыри смешанным гипсом. Да, я знаю, я перфекционист…
Это этап, на котором я решил, как они будут сидеть, плоское дно. Я отрезал и сбрил низ и закончил концы запястий. Дно будет заливным отверстием для новой формы.
Это последняя гипсовая повязка; довольно удивительно, не правда ли ?! Теперь вы можете остановиться на этом, но тогда у вас будет только один…
Гипс пористый, и я боялся, что мой любимый литейный материал прилипнет, поэтому нанёс кистью смесь воска и вазелина.
Принадлежности для изготовления пресс-формы:
«Ваши удивительные гипсовые руки»
Пистолет для уплотнения 100% силикона
сосуд / чаша для смешивания
кукурузный крахмал
нож острый xacto / матовый
Разделительный агент (вазелин или смесь воска и вазелина)
Используйте острый предмет, чтобы проткнуть внутреннюю часть трубки или прикрепленную к ней заглушку пистолета для уплотнения. Не забывайте об этом … так как вы лопнете трубку, если попытаетесь, не ткнув ее предварительно! (Не спрашивайте, откуда я знаю)
Это довольно большая пресс-форма, поэтому потребуется пробовать всю трубку, но все же она довольно недорогая.
Перчатка и покрытие кукурузным крахмалом. Старайтесь держать кукурузный крахмал между пальцами и конопаткой; меньше прилипания. Продолжайте добавлять кукурузный крахмал, пока не заметите, что он не прилипает и не превращается в более жесткий формовочный материал.
Слепите из него шар, а затем расплющите так, чтобы немного растянуть по форме. Вставьте форму и получите ровное покрытие. Если штукатурка слишком тонкая, вы почувствуете, как она протыкает. Эта форма уникальна тем, что в ней есть углубление в середине ладоней, которое должно быть ровным слоем внутри.Чем толще стены; тем меньше гибкости форма должна удалить. Дайте ему настояться примерно на 30 минут или до тех пор, пока он не перестанет «размяться».
Я полагаю, что лучший способ открывания — это разрез посередине вокруг «чаши». Осторожно резать, пока не коснется штукатурки. Эта смесь силикона и кукурузного крахмала прекрасно режет!
Если вы сможете достать его сейчас, вы сможете достать бетон позже для этих бетонных рук Life Cast.
Чтобы вытащить центр, потребовалось немало усилий.При необходимости вырежьте форму, чтобы она была более гибкой. ТАДА! Форма готова!
Заливка бетона:
Я ИЗОБРЕЛ новый способ подготовки формы для литья. Да, резинки отлично работают, удерживая снаружи вместе, но мне нужно было что-то получше для других областей. У профессиональных форм есть язычки и зажимы, которых здесь нет.
Я тестировал длинные штифты для квилтинга, они не оставляют дырок; т.е. они сами себя «исцеляют» — отлично! Идеально подходит для временного крепления.
Принадлежности для заливки бетона:
«X» Приколите стороны, удерживающие внутреннюю часть «чаши». Только протыкайте материал формы, а не пустоты.
Все выровнены и закреплены
Переверните и закрепите снаружи резинками.
Теперь все готово; смешайте Rapidset Cementall. Он схватывается очень быстро и довольно сильно.
Эта смесь использует меньше воды и быстро растворяется.
Для дополнительной уверенности добавьте волокна. Если у вас их нет, просто будьте более осторожны при снятии форм. У меня не было сломанных пальцев ни с, ни без. Для лучшего потока используйте эту смесь более жидкой консистенции.
Заполните форму (отверстие внизу) и хорошо постучите / встряхните. У вас будет много пальцев и деталей в этих бетонных руках, сделанных своими руками!
Выровняйте форму и оставьте на 1 час или более (полюбите этот быстрый набор!)
Все готово и еще тепло.
Вынуть штифты и резинки. Откройте переднюю часть формы и отогните ее, чтобы обнажить стороны.
Центр вытащить немного сложнее, продолжайте аккуратно обрабатывать его, пока он не отпустит.
Здесь есть поднутрения, из-за которых требуется гибка формы. Это будет зависеть от вашей точной формы. (Приятная вещь; у вас есть оригинальная гипсовая повязка, которую можно восстановить, если это не сработает)
Из-за небольшой утечки может образоваться несколько линий шва.
Используйте напильник или прочную наждачную бумагу, чтобы разгладить швы или кусочки. Сделайте это до того, как оно застынет за 24 часа.
Мне нравится, насколько простоватыми получились эти руки из бетона DIY Life Cast. Вы можете видеть детали кожи, но она не похожа на пластик! Птица просто случайно оказалась там. Если вы новичок в изготовлении этой формы, возможно, вы хотели бы начать с лепки птицы, а затем попрактиковаться в заливке формы.
Это может быть сеялка или кормушка для птиц, или сменный держатель, или ключница… Но это будет «конкретное» напоминание об этом особенном человеке!
Внутренний дворик из штампованного бетона | Как штамповать бетон по бюджету 101.com
Наш дом — это то, что они считают «обширным ранчо». На протяжении многих лет мы добавляли и дополняли снова и снова по мере необходимости для нашей семьи. Построили гараж и пристроили к дому. Поскольку это не было точно «спланированным», оно создавало довольно уникальную форму вдоль задней части дома.
Мы решили превратить эту территорию в крытую террасу. Я получил оценки от различных местных компаний, наименее дорогая компания процитировала мне более 23 тысяч долларов. Правильно, это не опечатка, мне процитировали двадцать три тысячи долларов.
Итак, как и все остальное в нашем доме, мы решили сделать это сами и построили собственный внутренний дворик. Этот проект занял у нас двоих, моего мужа и меня, четыре полных дня.
DIY Штампованный бетонный дворик
Во-первых, у нас уже был небольшой вход во внутренний дворик из плит вдоль длины пристройки. Пространство нужно было привязать к задней палубе, ведущей к гидромассажной ванне и бассейну.
Как видите, здесь довольно крутой обрыв, и наша территория склонна к красной глине.
Итак, всю эту территорию нужно застроить и выровнять, чтобы сформировать внутренний дворик.
Как видите, у нас очень много работы!
Эта область будет полностью покрыта внутренним двориком, поэтому к концу водосточного желоба потребуется прикрепленная к концу труба для обеспечения надлежащего дренажного потока. Мы начали внутренний дворик с использования ландшафтных блоков, чтобы поднять его на желаемую высоту.
Мы продолжили с блоками патио по всей длине заднего патио, начиная с нижнего слоя, измеренного и помеченного веревкой и столбиками, чтобы убедиться, что он прямой.
Когда один конец был закончен, мы начали формировать лестницу.Выкопайте их, чтобы убедиться, что они ровные.
Затем сформировайте лестницу, мы хотели, чтобы она была достаточно широкой, чтобы на ней можно было разместить фонари или растения, или чтобы было место для домашних животных или детей, и при этом оставалось достаточно места для их обхода.
После того, как бетон залит и выровнен, пора вздремнуть в гамаке, чтобы дать ему время правильно застыть. 😉
Если у вас есть такой большой проект, я настоятельно рекомендую приобрести переносную бетономешалку. Они относительно недороги, около 300 долларов, и как только вы закончите свой проект, вы можете продать его на Craigslist или на местной бирже обмена и обмена как минимум за половину этой суммы.
Затем мы засыпали площадку гравием и песком, чтобы довести ее до уровня блоков.
Полностью заполните поверхность, разгребая ее, пока она не станет гладкой. Используйте шланг, чтобы смочить гравий и песок, чтобы он плотно набивался. Вы же не хотите, чтобы область высыхала и оседала, а затем патио треснуло или упало.
Повторяйте, пока вся область не будет заполнена. Как вы можете видеть здесь, мы оставили самый конец открытым для доступа, чтобы принести много песка. Эту маленькую машинку, которую вы видите, можно арендовать на день примерно за 300 долларов.Мы фактически взяли его у приятеля, без арендной платы (ну, если не считать ящика пива и барбекю на гриле!).
Еще раз опрыскайте поверхность, полностью пропитав ее, чтобы утрамбовать песок, используя трамбовку.
Вот вид из конца внутреннего дворика, в этой части нужно немного времени, чтобы убедиться, что все уложено плотно.
После того, как участок полностью заполнен, он готов к бетону (или цементу), что бы вы ни выбрали.
Используя бетономешалку и мешки с бетоном, мы работали на участках смешивания, заливки и выравнивания внутреннего дворика.
Перемешать, разлить, разгладить.
Перемешать, разлить, разгладить. (Вы чувствуете здесь закономерность?)
Да, мы вдвоем работаем над этим проектом.
После заливки бетона разгладьте его.
Затем, когда он начал схватываться, но еще не высох, нанесите антиадгезионный состав для тиснения истинного цвета. Это делает две вещи: во-первых, он добавляет немного цвета вашему проекту (если вы этого хотите), а во-вторых, предотвращает прилипание бетона к текстурному штампу, который вы собираетесь нанести.
Через какое время после заливки бетона можно его штамповать?
Общее практическое правило для этого: когда вы можете положить руку на бетон и не иметь песка на руке, он достаточно покрыт коркой и готов к работе. Мы обнаружили, что это занимает около часа, но это зависит от температуры, уровня влажности и т.д. как вы видите здесь.
Эти комки, если их раскатать текстурным валиком, образуют небольшие углубления в готовом проекте.Затем раскатайте область текстурированным валиком по вашему выбору. Как видно на фото, мы остановили свой выбор на грифельной выкройке.
Равномерно раскатайте поверхность бетона полосами, чтобы создать красивый узор.
Работа на небольших участках
Помогает работать на небольших участках или участках одновременно. Здесь мы работаем над небольшим разделом, а у следующего раздела есть время для правильной настройки.
Если вы попытаетесь свернуть секцию до того, как она успеет застыть, на ней будут образовываться влажные пятна, как вы видите здесь в заднем левом углу.Не делай этого. Это была наша первая штамповка бетона, и мы начали с этого раздела. Здесь есть некоторая кривая обучения.
После полного высыхания смести оставшийся разделительный агент, сэкономив как можно больше средств для других проектов. Затем тщательно промойте это место из шланга, чтобы смыть остатки разделительного средства.
После высыхания поверхности нанесите жидкий мембранообразующий отвердитель или герметик по вашему выбору. Рекомендуется вырезать усадочные соединения (также называемые контрольными соединениями) в плите, чтобы снять напряжение и предотвратить неконтролируемое случайное растрескивание.Вот как выглядит профиль после прокатки, сушки и очистки.
и вот наш законченный внутренний дворик. После полного высыхания бетона, примерно через 3-4 недели, нанесите финишный слой герметика.
Еще одна точка обзора…
Как только внутренний дворик будет готов, сделайте ландшафт по желанию.
Кофе хорошо растет во внутреннем дворике, как вы можете видеть здесь.
Предметы, необходимые для самодельного штампованного бетонного патио или пешеходной дорожки
Ролик или штамп для бетонной текстуры Ролик для большой рамы Разделительный состав True Color Смеситель для бетона и цемента Пропитка-герметик трамбовка Формы, блоки подпорной стены или кирпич Песок или гравий (насыпь)
Теперь я понимаю, что инструменты во всяком случае недешевые. Однако, если вы купите их, используете для своего проекта, а затем перепродаете, когда закончите, это будет значительно дешевле, чем нанять кого-то! Если вы не знаете, сколько бетона вам понадобится, воспользуйтесь этим калькулятором для расчета необходимого количества бетона.
Мы построили весь внутренний дворик менее чем за 2700 долларов! Это далеко не те двадцать три тысячи долларов, которые местная компания хотела бы взимать с нас.
Эта техника штамповки бетона хорошо работает и на пешеходных дорожках.
Изготовление детского отпечатка руки — садовые формы
Наша форма для ступенек Handprint была разработана с полостью 7 ″ шириной и 1 ″ глубиной в центре.Заполнив эту полость свежим бетоном, вы можете сделать отпечатки рук ваших детей или отпечатки лап домашних животных, создать искусный дизайн с использованием мозаичной плитки, стекла, отпечатков листьев… или чего-то еще, что поразит ваше воображение!
Полость диаметром 7 дюймов подойдет для рук ребенка любого возраста. Затем ваши дети могут весело провести время, украсив ступеньку нашей коллекцией красок для патио.
Проезд
• Подготовьте форму, смочив ее маслом. Залить в форму бетон, растворную смесь или песчаную смесь, слегка постукивая по форме, чтобы удалить пузырьки воздуха.Выдержите 36-48 часов перед извлечением камня. См. Наши Основные инструкции для получения дополнительной информации.
• После извлечения из формы приготовьте еще одну небольшую партию бетона, смешав 2 пинты сухого бетона с достаточным количеством воды, чтобы получить консистенцию, похожую на грязь. Лучше всего использовать смесь песок / портландцемент, не содержащую гальки, например смесь для ремонта бетона, которую можно купить в любом строительном магазине. Или сделайте свой собственный, смешав одну часть портландцемента с двумя частями песка. Залить в полость. Прежде чем вдавливать детские руки или лапы в бетон, смазать руки или лапы небольшим количеством растительного масла или вазелина; мокрый бетон слегка едкий.
Если оттиск не получается достаточно четким, подождите, пока смесь начнет немного укрепляться, а затем попробуйте.
• После того, как вторая заливка застынет, камни можно декорировать краской или смывкой из оксида железа. Оксидные промывки следует наносить через 1-2 дня после снятия камня, пока бетон еще «зеленый»; краски следует наносить через 1-2 недели после извлечения из формы. Для получения дополнительной информации посетите наш веб-сайт или буклет с практическими рекомендациями, который поставляется с каждой формой. Краски для патио можно найти в нескольких цветах на нашем сайте в разделе «Пигменты оксида железа».
Залить бетон в центральную полость
Прессовать в бетон
Дать застыть покрытому в течение 5 дней
Изготовление набивного бетона своими руками. Печатный бетон
Как вариант, декоративную тротуарную плитку можно приобрести или изготовить печатный бетон своими руками. Технология изготовления набивного бетона позволяет создать декоративную поверхность садовой дорожки, имитирующую камень, паркет, брусчатку или даже шкуры животных.
Таким образом, набивной бетон дает уникальную возможность совмещать рисунок. наружное покрытие С общим архитектурным дизайном здания.
История создания техники
Различный бетон, предназначенный для декоративной отделки, появился в США в середине прошлого века. Изначально эта разработка предназначалась для проектирования и устройства взлетно-посадочной полосы военных аэродромов. Но набивной бетон оказался очень надежным и долговечным покрытием.
Он быстро завоевал популярность у градостроительных компаний, а после — и у частных заказчиков. Технология изготовления набивного бетона позволила преобразить облик больших городов и небольших деревень, перекрестив архитектурные стили прошлых веков с современными офисными центрами и торговыми павильонами.
Плюсы использования
Преимущества штампованного бетона представлены следующими качествами:
декоративный бетон постепенного распределения;
Абсолютная экологичность процесса.Технология изготовления набивного бетона не предусматривает использования вредных и токсичных веществ, и даже в процессе длительной эксплуатации покрытие абсолютно безопасно для человека и окружающей среды;
Поверхность покрытия из штампованного бетона устойчива к воздействию агрессивных сред и легко очищается соответствующими средствами;
декоративное покрытие из бетона способно сохранять свои качества в диапазоне температур от -50 ° C до + 50 ° C, сохраняя яркость красок и внутреннюю структуру бетона;
по сравнению с натуральными материалами Штампованный бетон имеет низкую стоимость и более длительный срок службы;
Основные этапы изготовления и штабелирования достаточно просты и не требуют специальных навыков и знаний.
Фотогалерея
Этапы нанесения декоративного покрытия
Если вы хотите создать в своем дворе красочное и качественное покрытие, то декоративный бетон — это именно то, что вам нужно. Но чтобы не усложнять жизнь, при изготовлении декоративного бетона следует придерживаться установленной технологии и учитывать советы специалистов.
Для изготовления набивного бетона выберите теплый сухой день. Температура воздуха не должна быть ниже + 5 ° С, минимальная влажность поспособствует быстрому высыханию заготовок.С помощью колышков и веревок накрывается площадка, выбранная для покрытия.
На выбранной территории снимите верхний слой почвы. Если покрытие предназначено только для пешеходов — удалите слой примерно 158см.
Для участка, на котором предусмотрено движение автотранспорта, грунт снимается на глубину 20 см.
На образовавшуюся опалубку засыпается смесь щебня и песка. Получившуюся подушку тщательно утрамбовывают.Поверх уплотненной подушки кладется полиэтиленовая пленка с нахлестом примерно 10 см, сверху кладется армирующая сетка.
Alsystem
Для производства набивного бетона лучше всего подходит портландцемент марки М400 или М500 с добавлением различных пластификаторов. Для декоративного покрытия в бетоне рекомендуется добавлять полипропиленовую фибру.
На один кубик бетона достаточно 0,6 кг этой добавки. Полипропиленовая фибра значительно увеличивает срок службы готового бетона и предотвращает образование сколов и трещин на его поверхности.Для изготовления декоративного бетона необходимы следующие комплектующие:
три песчинки;
три части щебня фракции 5-20 мм;
c-3-0,5% пластификатора для сухого вещества. Следует отметить, что пластификатор добавляется в смесь в виде водного раствора;
портландцемент М-400;
Фибра полипропиленовая 0,6 кг на 1куб.м.
Приготовленная таким образом смесь укладывается в опалубку, распределяется и уплотняется.Для гладкости и ровности поверхностного слоя используется правило. Также можно прокатать поверхность застывшей смеси валиком, это обеспечит поверхность как мелких частиц застывшего полиграфического бетона, так и осаждение больших частей смеси.
По всему периметру опалубки поверхность выглаживается угловым утюгом.
Нанесение декоративного слоя
Перед нанесением верхнего декоративного слоя на рабочую поверхность нанести закрепитель.Около 70% от необходимого количества Фиксатор вручную наносится на матовую поверхность бетона и выравнивается алюминиевой утюжкой. После этого рассыпается оставшаяся часть закрепителя и зачищается поверхность стального утюга.
Следующий этап — нанесение отвердителя. Этот компонент представляет собой смесь стойких пигментов, наполнителей и связующего компонента. Каждый слой отвердителя втирается в поверхность до тех пор, пока внешний слой напечатанного бетона не станет гладким и равномерно окрашенным.
Создание на рельефной или имитационной поверхности
Если вашей задачей было сделать поверхность из штампованного бетона рельефной, имитирующей камень, доску или кирпич, после нанесения отвердителя необходимо обработать влажную поверхность специальными прессами, которые придадут бетону требуемые формы.
Эту операцию следует проводить с другим неоткрытым бетоном, поверхность которого легко снимается голым пальцем.
Прокладка
Подготовленные матрицы укладываются на поверхность бетона.Первый ряд обычно кладут по внешнему краю опалубки. Чтобы добиться идеально ровных линий матрицы, близкие друг к другу следует плотно прижимать. На окончательную заготовку декоративного бетона потребуется около двух дней. После этого поверхность бетона очищается, жесткими щетками с длинным ворсом удаляются излишки материала. Поверхность моют и сушат.
Нанесение акрилового слоя
Для окончательной отделки на поверхность декоративного бетона наносится защитный акриловый слой.Такая мера защиты снизит вредное воздействие окружающей среды и значительно увеличит срок службы печатного бетона.
Формы, инструменты и все необходимые материалы Можно приобрести в компании Domask — www.domaskbeton.ru
Изготовление набивного бетона своими руками потребует особого внимания, тщательного подбора комплектующих и точного соблюдения технологии. Но такое покрытие чудесно украсит интерьер вашего дома или дачи и придаст архитектурному ансамблю вашему дому неповторимый колорит.
Время чтения ≈ 3 минуты
Изготовление декоративного штампованного бетона позволяет создавать необычные дорожки, площадки. Преимущество технологии — нестандартный вид готового покрытия, его надежность и долговечность. Бетон с внешней штамповкой выглядит как плитка. Но при изготовлении требует меньших денежных затрат, имеет длительный срок службы.
Как сделать декоративный бетон
Попадать на заготовку участка или садовых дорожек из печатного бетона только после составления проектной документации учебного участка (установка ливневой канализации).Работа начинается с установки опалубки, которая ограничит стилизованную площадку. На его дно укладывается полиэтиленовая пленка толщиной примерно 150-200 мкм. Чтобы в дальнейшем декоративный штампованный бетон не разрушался и долго сохранял целостность, собираем фурнитуру (с шагом 20 см).
Декоративная бетонная заготовка по технологии
Заливка бетона производится на подготовленную арматурную сетку. Марка должна быть не меньше М300.Высокая морозостойкость, прочность бренда станет гарантом долговременной сохранности участка.
После заливки бетона его следует разбрасывать с помощью вибрационного или подобного инструмента. Уплотненный состав раскатывают опрокидыванием.
Заключительным этапом корректировки верхнего слоя становится обработка магниевым утюгом.
1. После первичного схватывания бетона покрытие наносится фиксатором цвета.Распределить состав необходимо равномерно, расход на первый слой составляет 70% от общей массы собранного красителя. Для надежности окрашивания поверхность гладят магниевым шпателем.
2. Оставшиеся на поверхности светло-серые пятна указывают на недостаточное качество окрашивания. Эти участки опрыскиваются оставшимися 30% фиксатора цвета. Окончательная обработка окрашенного участка производится при помощи глажки стали.
3. Современные технологии Декоративный бетон предполагает получение плиты со скругленными краями. Поэтому каждая доска дополнительно обрабатывается. специальная терка. Это исключит образование сколов на краю плиты в будущем.
4. Для исключения прилипания штампов к бетонному составу Поверх красителя наносится разделительный компонент. Распределение порошка осуществляется с помощью макловебруса.
5.После достаточной заливки бетона (должен быть эластичным и прочным) проводится штамповка. Для этого на поверхность бетона ставится штамп с рисунком. Рисунок переведен вручную. При появлении нечетких стыков оформление рисунка выполняется валиками.
Через три дня, по окончании работ, мытье платформы и очистить ее от мусора, избыток разделяющего компонента. Процедура выполняется кистью, требует тщательной проработки переходов рельефа.
Отделочные этапы работ
В данной инструкции подробно описано, как сделать декоративный бетон своими руками без привлечения специалистов. Но исполнитель должен дополнительно позаботиться о защите покрытия от последующих повреждений. Исключить появление трещин поможет усадка заготовки швов. Они залиты полиуретановым герметиком. Подробности с процессом выполнения таких работ можно узнать в прикрепленных фото и видео материалах.
Из декоративного бетона можно сделать красивый и привлекательный рельеф. Декоративный бетон нашел широкое применение во второй половине ХХ века. Первую технологию освоили американские строители военных аэродромов, первоочередной задачей для которых было получение прочного износостойкого покрытия в короткие сроки. Высокие эксплуатационные I. декоративные характеристики. Покрытия сделали его популярным и в бытовой сфере: сегодня декоративный бетон используется для внутренней и внешней отделки частных домов и коттеджей, ландшафтного дизайна.Что нужно знать, чтобы сделать декоративное покрытие бетона своими руками — читайте в статье.
Что такое печатный бетон
Набивной (декоративный) бетон — крашеный бетон, который еще до заливки раствора тиснен, имитируя фактуру натурального дерева, камня, кирпича, плитки и т. Д.
Печатный бетон довольно распространен, потому что он красив внешне и практичен
Благодаря своей доступности, прочности и привлекательному внешнему виду прессованный бетон находит широкое применение.Сегодня бетонные декоративные поверхности Используются для отделки полов и стен как жилых помещений, так и прилегающих к ним территорий (декор участков у бассейнов, садовые дорожки, отделка беседок) и промышленных объектов, торгово-развлекательных и выставочных комплексов, внутренних и внешних территорий заправок. , аэропорты, вокзалы и др.
Декоративный бетон незаменим при реставрационных работах старинных поверхностей, когда невозможно найти идентичный материал: с помощью специальных форм и телят можно легко и быстро получить изделие, имитирующее старинную кладку.
Штампованный бетон: преимущества
Помимо широких возможностей применения и красивого внешнего вида, декоративное бетонное покрытие имеет ряд других преимуществ, связанных с его эксплуатационными характеристиками.
Преимущество штампованного бетона в том, что он легко выдерживает большие нагрузки
Таким образом, к основным достоинствам штампованного бетона можно отнести:
Способность материала выдерживать высокие нагрузки.Печатный бетон для бытового использования способен выдерживать нагрузку 400-500 кг на кубический метр.
Устойчивость покрытия к влаге (коррозионный вид), воздействию УФ-излучения.
Устойчивость бетона К. Резкие изменения температурного режима (до показателей от -40 до +40 градусов Цельсия).
Морозостойкость. Покрытие легко выдерживает более 300 сезонов.
Покрытие способно переносить в неизменном виде воздействие кислотно-щелочных и продуктов нефтепереработки, жиров.
Прочность. Срок службы бетонного основания составляет не менее 25 лет.
При этом декоративный бетон имеет богатую цветочную палитру и широкий выбор фактур (при необходимости на покрытие может быть нанесен заводской оттиск в виде растений, графических изображений, сложных рисунков).
Какие марки по бетону
Рельефный рисунок на бетон наносится специальными штампами. Именно благодаря им можно получить поверхность, имитирующую дерево, каменную кладку, блокировку.При этом рисунок может быть любым.
Ознакомился с различными вариантами Бетонные штампы в специализированных магазинах
На сегодняшний день для получения качественной печати на бетоне используются такие виды штампов:
Силикон (полиуретан) — это гибкие штампы, с помощью которых можно получить текстуры любой сложности. К их преимуществам можно отнести долгий срок службы. Кроме того, силиконовые штампы не нужно смазывать маслом: формалинер снимается легко и без смазки.
Пластик — твердые штампы, которые отличаются способностью четко и точно передавать геометрическую форму. Чаще всего их используют для имитации брусчатки, кирпичной кладки. С жесткими штампами можно работать как на полу, так и на вертикальной поверхности.
Отдельно трафареты для бетона — это форма, являющаяся контуром для заливки бетона. С таким трафаретом работать очень просто: его кладут на землю, после чего заливают раствором, ждут застывания и снимают, далее переставляют.Таким образом можно сделать садовую дорожку, обустроить веранду, пол беседки или террасу.
Купить готовые формы можно во многих строительных магазинах и в Интернете (например, в интернет-магазине Damascus). Кроме того, изделия могут изготавливаться только из доступных материалов.
Бетон декоративный своими руками
Штампованный декоративный бетон, благодаря своим высоким эксплуатационным показателям и привлекательному внешнему виду, является прекрасным решением для оформления прайс-листа Частный дом, коттедж.Вы можете заказать прослеживание дорожек с помощью декоративного бетона, это возможно в профильных фирмах, а можно сэкономить, и сделать художественный бетон без профессиональной помощи, своими руками. Для выполнения работ вам понадобится раствор, штамп или трафарет, инструмент (строительный уровень, крепеж для трафарета, терки для декоративного бетона).
Сделать декоративный бетон можно вполне самостоятельно, главное подготовить все необходимые материалы и инструменты для работы.
Технология создания тисненых импликаций включает в себя такие этапы:
Подготовка фундамента. Для получения качественного бетонного покрытия с территории под заливкой сняли слой грунта высотой 100 мм. После чего монтируется опалубка необходимой формы и земля засыпается щебнем.
Заливка смеси. В зависимости от типа штампов бетон заливается по трафарету, либо укладывается на щебень.Для того, чтобы поверхность ровно использовалась строительным уровнем.
Украшение. Чтобы получить привлекательную поверхность под деревом или камнем, бетон покрывают сыпучими красителями. Для закрепления результата используется отвердитель цвета (для придания поверхности насыщенного цвета, эффекта штукатурки или «мокрого камня» используйте специальный лак для камня и бетона, заказать который можно на сайте Дамаска).
Печать. Если для создания рельефа не использовался трафарет, то рисунок на ровной бетонной поверхности наносят штампами.
Чистящее покрытие. Рельефную поверхность через 2-3 дня промывают раствором соляной кислоты.
Нанесение защитного УФ и влагостойкого слоя (чаще всего для этого используют акриловый закрепитель).
Таким образом, можно получить качественный, привлекательный штампованный бетон, который прослужит несколько десятков лет. Вариант оформления покрытия зависит от ландшафтного дизайна участка, отделки дома, личных вкусовых предпочтений хозяина квартиры.
Сухую смесь для варки пресс-бетона можно приобрести в любом магазине стройматериалов (из бюджетных вариантов Вы можете выбрать материал марки flex бетон), а можете приготовить самостоятельно.
Как сделать набивной бетон: технология и рецепт
В состав смеси для изготовления декоративного бетона входят песок и щебень, портландцемент, пластификатор. Важным ингредиентом является полипропиленовое волокно, которое увеличивает срок эксплуатации тисненого покрытия, предотвращает его растрескивание и образование сколов.Ингредиент берется из расчета 600 грамм на кубический метр раствора.
При изготовлении декоративного бетона особое внимание нужно уделить выбору пластификатора
Для изготовления декоративного набивного бетона лучше выбирать портландцемент марок М400 и М500 / Д20, обладающих влаго- и морозостойкостью, способных выдерживать нагрузки 400 и 500 кг на кубический метр.
Выбор пластификатора зависит от типа будущего изделия.Итак, специалисты рекомендуют выбирать для производства тротуарной плитки Суперпластификатор. Для садовой дорожки подойдет стойкий к экстремальным температурам взрывоопасный и огнестойкий пластификатор С3.
Следует помнить, что в бетонную смесь пластификатор следует добавлять в виде водного раствора.
Состав, приготовленный из таких ингредиентов, укладывается в опалубку, распределяется утюжком на декоративный бетон и уплотняется. Прием готовых смесей Указано на этикетках.
Этот строительный и отделочный материал также известен как набивной (штампованный) бетон. Он представляет собой монолитный бетон, который уплотняется специальными штампами, подвергается специальной химической обработке и укладывается особым способом. Технология изготовления популярна в развитых странах, например, в Японии, США, Германии, Англии.
Характеристики
Декоративный бетон в несколько раз превосходит тротуарную или облицовочную плитку по прочности;
Имеет значительно более богатую цветовую схему;
Высокая стойкость к воздействию нефтепродуктов, органических растворителей, кислот и щелочей;
Хорошо переносит сжимающие и изгибающие нагрузки;
Может эксплуатироваться как в морозную, так и в жаркую погоду, стойки для ультрафиолета.
Применение и виды материала
Что касается индивидуального потребления, то это строительство загородных домов. Принт-бетон используется для отделки стен коттеджей и уплотнителей садовых дорожек, фонтанов и бассейнов. Используются такие формы для декоративного бетона, как панели, бордюры, водостоки, ступени, элементы малой архитектуры.
Промышленное назначение:
Внешняя и внутренняя отделка зданий;
Отделка площадок под дорожное покрытие, автостоянок, АЗС;
Ремонтные работы на трамвае;
Имитация старинных мостов из булыжника.
Есть несколько разновидностей бетона: сапобетон, газобетон, шлакобетон.
Башмак бетонный — тяжелый и дорогой материал, применяемый при строительстве монументальных объектов.
Слагобетон — легкий и недорогой материал, его можно использовать для изготовления малых архитектурных форм.
Газобетон применяется для внутренней отделки помещений, относительная влажность не превышает 75%.
Технология декоративного бетона
Чтобы получить декоративный штампованный бетон своими руками, необходимо придерживаться следующей инструкции.Процесс состоит из нескольких этапов и проводится непосредственно на хорошо подготовленной строительной площадке.
1. Подготовленное грунтовое основание, армирование и укладка бетона.
Рекомендуется использовать марку М400, для повышения прочности добавляется фибра. Этот бетон тяжелый и прочный, в качестве наполнителя используется гранитный щебень, он быстро схватывается, а путь бетонной смеси от производства до строительной площадки должен быть коротким.
Примерный состав:
Масса цемента 400 кг на кубический метр;
В кубометре бетона содержится 160 литров воды;
Масса щебня (общая) 1166 кг;
Гравийная масса диаметром 10 мм — 466 кг, диаметром 20 мм — 700 кг;
Также содержат 2.4 литра пластификатора.
Stying начинается с выгрузки бетона в подготовленную нишу. Когда разгрузка завершена, приступайте к выравниванию. Для этого используются специальные инструменты.
2. Второй этап начинается с декоративной обработки материала. Для того, чтобы бетон имел тот или иной цвет, на влажную поверхность свежеприготовленного бетона наносится порошок-закрепитель, гамма которого составляет 30 цветов. Наносится два слоя цветной пудры, каждый из которых разглаживает.
Однако штамповать рано.Это необходимо, чтобы бетон не приставал к штампам. Для этого используйте красящий порошок, обладающий гидрофобными свойствами и имеющий гамму в 30 цветовых оттенков. Последний нюанс позволяет добиться на поверхности бетона эффекта старины.
Через некоторое время бетон немного подсохнет, а его консистенция станет такой же, как у пластилина. Есть подходящий момент для штамповки. Бетонная штамповка заключается в укладке на сырье текстурных матов из резины, а затем ручное протравливание.Всего в наборе инструментов от 6 до 9 таких матов, их можно сдвигать, так что процесс штамповки становится непрерывным.
После штамповки должно пройти 24 часа, и только по истечении этого срока можно приступить к третьему этапу.
3. Сначала водные потоки смываются избытком гидрофобного порошка, затем проводится кислотная обработка: на поверхность бетона наносится раствор соляной кислоты, который замораживается веником. При такой обработке материал раскрывается, гидрофобный порошок окончательно смывается.Так достигается желаемый цветовой эффект. Нанесение валиком двух слоев лакового герметика сказывается на другом результате кислотной обработки: отличном взаимодействии лака и бетона.
Подбор персонала
Сколько можно заработать?
Какие нужны документы
Характеристика набивного бетона
Сегодня во многих развитых странах очень популярным материалом для укладки является декоративный или набивной бетон. С помощью декоративного бетона можно создавать уникальные поверхности, имитирующие различные покрытия (дерево, брусчатку, камень) и гармонично сочетающиеся с любым стилем архитектурного ландшафта.
Популярность печатного бетона в строительстве обусловлена тем, что на него практически не влияют перепады температур. Декоративный бетон устойчив к агрессивным кислотным средам, жирам и нефтепродуктам, поэтому его все чаще используют для покрытия городских улиц, парковок, заправочных станций и на промышленных предприятиях. Прочность печатного бетона превышает прочность таких традиционных материалов, как плитка и асфальт. Большой плюс такого покрытия — его экологическая безопасность.
Основным сырьем для создания декоративного бетона является цемент (М350, М400), вода, песок, пластификаторы, волокна, защитные лаки, герметики, красители и разделяющие компоненты.
Технология укладки декоративного бетона
Вкратце технология укладки декоративного бетона выглядит так. Сначала подготовили основание для укладки. Этот этап ничем не отличается от монтажа обычного бетона. Заселены маяки, выровнена траншея, установлена опалубка.
Далее в бетономешалке готовится бетонный раствор из цемента и песка в расчете 1/3 с добавлением армирующей фибры.Также в раствор бетона обязательно добавляются пластификаторы из расчета 1 кг на 1 м3 бетона. Использование пластификатора заключается в том, что он уменьшает объем воды при замешивании раствора, тем самым уменьшая количество пор в бетоне.
После того, как смесь будет готова, начинается процесс укладки и обжига бетона. Бетон укладывается немного выше уровня опалубки, чтобы потом можно было легко выровнять покрытие. По окончании перегородки из бетона для придания декоративных качеств на поверхность наносится краситель из расчета 2 кг на 1м2 площади.
Через 4-5 часов бетонная поверхность готова к процессу формования. Перед формованием на бетон наносится специальный разделительный компонент, предотвращающий слипание поверхности с формами.
Далее можно переходить к нанесению рисунка непосредственно на бетон с помощью форм, имеющих рельефный рисунок. Этот процесс также называют «герметизацией» бетона. После укладки форм поверхность прижимается пресс-трамваем. Далее формы аккуратно снимаются и швы выполняются стамескным маркером.
После того, как бетон наберет достаточную твердость, а это произойдет через 2-3 дня, его поверхность необходимо отмыть от разделяющей составляющей. А еще через 5-6 дней после заливки поверхность обрабатывают защитным лаком-герметиком, чтобы снизить разрушающее атмосферное воздействие на бетон.
Какое оборудование выбрать для производства декоративного бетона
Основное оборудование для производства декоративного бетона это:
Бетономешалка, практически любой промышленный вариант, цена от 20 000 руб .;
Пресс-формы.Это самая дорогая статья. Стоимость одной формы начинается от 10 000 руб. Все может потребоваться от 15 разных бланков или от 150 000 рублей;
Инструмент. В работе вам обязательно понадобятся складывающиеся шнурки, прижимные планки, прожилки, удлиняющая ручка, паз мастерицы, утюжка, кромка и другой вспомогательный инструмент. Общая стоимость покупки инструмента — от 50 тысяч рублей.
Всего для начала бизнеса потребуется около 220 тысяч рублей. Это не такие уж большие деньги.
Подбор персонала
Основная сложность этого бизнеса не столько в инвестициях и технологиях, сколько в правильном подборе рабочих. Количество сотрудников, необходимое для производства, рассчитано из расчета 3 человека на 50 м2 материала. Заработная плата каждого из них зависит от объема работы и в среднем составляет 17-30 тысяч рублей.
Перед началом работы каждому сотруднику желательно пройти спец. Курс по укладке декоративного бетона. Обычно такие курсы проводятся по 3-4 дня.
Сколько вы можете заработать?
Цена укладки декоративного набивного бетона зависит от ряда составляющих, таких как сложность работы, используемый материал, сроки укладки и др. В среднем стоимость укладки одного погонного метра равна 1200 руб. Как правило, фронт работы составляет несколько десятков метров. В среднем выполнение одного заказа может принести от 50 тысяч рублей и выше.
Заказчиками могут быть частные домовладельцы в коттеджных поселках, государственные организации, желающие уникально украсить улицы города или парк.Декоративный бетон поручил юридическим организациям создать необычный дизайн торгового центра, кафе, ресторана, административного здания.
Для повышения эффективности продаж рекомендуется создать портфолио вашей организации. В обязательном порядке следует создавать образцы изделий из декоративного бетона для наглядной демонстрации их заказчику. Также нужно сфотографировать свои работы, сделать буклеты и визитки и распространить их всеми доступными способами. Не будет лишним создать собственный сайт.Сейчас заказов очень много, особенно в столицу поступает именно через виртуальную сеть.
С чего начать
Декоративный бетон набирает популярность не только в России, но и в других странах СНГ. Спрос рождает предложение. Но для начала нужно выбрать способ производства. Самый распространенный — метод печати, который получается с помощью штамповки и химической пропитки. Вы также можете использовать метод просеивания или метод осаждения.
Какие документы нужны
Для производства декоративного бетона необходимо зарегистрироваться как ИП или ООО (желательно второй вариант) и выбрать систему налогообложения УСН.Код ОКВЭД 26.6, который касается производства изделий из бетона, гипса и цемента. Разрешения не нужны. Сертификат тоже не требуется, но желателен.
Как разбить бетонную плиту
Думаете снять старую бетонную плиту или патио? Если бетон покрыт глубокими трещинами, имеет признаки оседания или отслаивается большими кусками, вероятно, пора от него избавиться. Снос бетона может показаться сложной и дорогостоящей задачей, но, в зависимости от размера и толщины вашей плиты, вы можете справиться с проектом самостоятельно.
По словам Юки Като из Fixr, стоимость профессионального демонтажа бетонной плиты зависит от ее размера и материалов. «Важно помнить, что цены могут сильно различаться в зависимости от того, был ли бетон армирован или нет. Если не подкрепить, рассчитывайте заплатить от 300 до 500 долларов. Если она будет усилена, рассчитывайте заплатить от 500 до 799 долларов », — сказал Като о бетонной плите размером 12 на 14 футов и толщиной примерно 4 дюйма.
Вы можете сэкономить до 799 долларов, сняв плиту самостоятельно с помощью этого пошагового руководства по снятию бетона.
Подходит ли вам удаление бетона своими руками?
Прежде чем принять решение о сносе бетонного дома своими руками, задайте себе следующие вопросы:
Толщина вашей плиты меньше 4 дюймов?
Если да, вы можете удалить его с помощью этих инструкций. Все, что больше 4 дюймов, потребует электроинструмента и некоторого опыта.
Ваш бетон армирован?
В то время как с некоторыми типами арматуры можно обращаться с помощью болторезных станков, для всего, что толще проволочной сетки, потребуется электрическая пила.Вы можете узнать, что находится в вашем бетоне, отломив кромку или расширив существующую трещину. Если ваш бетон содержит арматуру, подумайте о найме профессионала.
Есть инженерные коммуникации под вашим бетоном?
Позвоните 8-1-1, чтобы узнать, где находятся ваши коммунальные предприятия. Если под бетоном есть трубы, наймите профессионала.
После того, как вы убедились, что удаление бетона способом «сделай сам» выполнимо для вас, выполните следующие шаги для завершения проекта.
Инструменты и материалы для разрушения бетона
В дополнение к сбору инструментов попросите помощи у нескольких друзей. Хотя вы можете выполнить этот проект в одиночку, дополнительный набор рук ускорит подъем тяжестей.
Инструменты:
Лопата
Кувалда от 12 до 20 фунтов
Монтировка
Болторез
Мэтток
Тачка или ручная тележка
Дополнительные материалы:
Пластиковая пленка или салфетка
Защитные очки
Перчатки
Ботинки со стальным носком
Средства защиты органов слуха
Пылезащитная маска
Перед тем, как начать, вам также необходимо составить план по удалению вашего бетонного мусора.Большинство служб вывоза мусора не принимают бетон из-за его веса. Есть несколько вариантов, которые следует учитывать при утилизации бетона, в том числе аренда мусорного контейнера для бетонного мусора, его переработка и повторное использование в проектах DIY.
Этапы снятия бетонной плиты
Этот метод сноса бетона лучше всего подходит, если ваша плита относительно небольшая и имеет толщину менее 4 дюймов. Если вы пытаетесь выполнить более крупный проект, например, убрать бетонную подъездную дорожку, вам следует рассмотреть другой метод, например отбойный молоток.
Совет по сносу бетона: «Убедитесь, что вы знаете, какой это тип бетона. В то время как 1-½-дюймовую неармированную плиту довольно легко — если это требует времени — удалить своими руками, железобетонная плита толщиной 6 дюймов — другое дело и требует специальных инструментов и знаний ».
Yuka Kato | Fixr
Шаг 1. Создайте пустоту под бетоном
Лучший способ ускорить снятие бетона — создать пустоту под той частью плиты, над которой вы работаете.Если вы этого не сделаете, грязь или песок под плитой поглотят удары кувалды, что затруднит разрушение бетона. Вы можете создать пустоту, выкопав под плитой. После того, как вы начали трещины, вы можете использовать монтировку, чтобы поднять меньшие участки плиты и создать пустоту.
Для начала используйте лопату, чтобы выкопать на 4–6 дюймов от края плиты и примерно на 2 дюйма глубиной.
При создании трещин в плите можно использовать монтировку для частичного подъема кусков вместо того, чтобы копать под ними.Для использования монтировки:
Вставьте конец монтировки под часть плиты.
Попросите одного человека использовать монтировку в качестве рычага, чтобы слегка приподнять кусок, а другой человек использует кувалду. Используйте шлакоблок или камень в качестве опоры, чтобы при необходимости создать больше рычагов.
Шаг 2. Время молотка
После того, как вы создали пустоту под краями, вы готовы разбить бетонную плиту.
Перед тем, как начать:
Положите пластиковую пленку на плиту, чтобы бетон не разлетелся.Если вы находитесь близко к строению, подумайте о том, чтобы закрыть любые окна пластиковой пленкой.
Наденьте перчатки, защитные очки, ботинки со стальным носком и средства защиты органов слуха.
Когда будете готовы, прицеливайте свои первые удары молотком в пределах 6 дюймов от края. Если плита не треснет сразу, не ударяйте по той же точке второй раз. Переместитесь на несколько дюймов в любом направлении и снова ударьте.
Советы по разбиванию бетона кувалдой
Поднимите одной рукой к головке молотка, а другой к основанию.Поднимите молот как можно выше, но не над головой.
Направьте его и дайте ему упасть, а другой рукой прижмите верхнюю руку к основанию молотка.
Не качайте. Пусть молот и сила тяжести сделают всю работу за вас. Раскачивание может привести к травмам.
Не наносите удары молотком слишком близко друг к другу. Разбивая бетон, вы хотите, чтобы куски были достаточно маленькими, чтобы их можно было поднять, но не создавайте гравий, который трудно переместить руками.
Двигайтесь по патио по сетке, делая перерывы после небольших участков, чтобы выполнить третий шаг.
Совет по сносу бетона: Использование кувалды и перемещение битого бетона — тяжелая работа. Делайте много перерывов и пейте много воды во время работы над этим проектом.
Шаг 3. Разъедините и удалите сломанный бетон
После удара молотком по секции используйте мотыгу, чтобы разделить бетон на куски и убрать его с пути.
Вставьте нож для мотыги в щели, чтобы отделить куски.
Если в бетоне есть проволочная сетка, разрежьте ее болторезом.
Поднимаясь ногами, загружайте в тачку мусор, но не перегружайте ее.
Загрузите бетон в арендованный мусорный контейнер или в то, что вы используете для утилизации мусора.
Наконечник для разрушения бетона: «Используйте существующие трещины. Вы можете использовать их как точки входа, чтобы начать поднимать большие куски и увозить их.”
Yuka Kato | Fixr
Шаг 4: повторяйте шаги, пока бетон не будет снесен
По мере того, как вы доберетесь до середины бетонного блока, продолжайте копать под краями или используйте монтировку, чтобы создать пустоту и разбить бетон с помощью кувалды. Повторяйте эти шаги, пока весь бетон не станет рыхлым и подвижным.
Если вы планируете укладывать новый бетон в этом месте, убедитесь, что поверхность ровная, когда вы закончите.
Тогда все готово.Найдите время, чтобы расслабиться и дать передышку этим движущимся по бетону мышцам.
Не знаете, что делать с бетоном?
Если вам сложно составить план очистки для сноса бетона своими руками, ознакомьтесь с нашим руководством по утилизации бетона, чтобы узнать о различных вариантах. Для большинства проектов аренда 10-ярдового мусорного контейнера — простой и легкий способ избавиться от тяжелого мусора.
Бетонный дворик своими руками за 8 простых шагов
Легко заливать и построить патио на заднем дворе из бетона в этой статье How To.В небольших масштабах с бетоном довольно легко работать, но установка всего внутреннего дворика может быть проблемой. Можно построить красивый внутренний дворик из бетона самостоятельно, но необходимо тщательное планирование и подготовка. Обязательно кладем сразу весь бетон; большой внутренний дворик можно разбить на более мелкие управляемые секции с помощью 2х4.
Как только бетон уложен, вы застряли с ним навсегда; замена дорогостоящая и сложная.Планирование имеет важное значение для идеального внутреннего дворика, сделанного своими руками.
Постройте и установите опалубки, убедившись, что они выровнены и правильно отрегулированы для дренажа. Чтобы предотвратить образование дождевых луж, спроектируйте уклон 2% (каждые 10 футов в длину опускаются на 2,5 дюйма). Разместите и выровняйте слой гравия размером 4-6 дюймов; вам понадобится гравийное основание в местах с плохим дренажом или замерзанием температуры.Обязательно утрамбуйте гравийное основание и при необходимости арендуйте уплотнительную машину.
Проверьте толщину гравия с помощью самодельного шаблона, который выступает вниз от вершин формы 4 дюйма готового патио; когда он только касается верхней части гравия, основание достаточно толстое. Более высокая плита будет прочнее — мы рекомендуем 4 » толстый. Пусть гравий простирается под края форм.
Если внутренний дворик будет примыкать к существующему бетонному дворику или плите, установите изоляционные полосы.Прикрепите полосы заподлицо с верхней частью существующей плиты с помощью гвоздей для затвердевшего бетона или строительного клея.
Как заливать бетонную плиту
Тщательно смочите гравий. Начните укладывать бетон в одном из углов формы, пока помощник лопатой или мотыгой разбрасывает его (вверху).
Залить бетон вплотную к форме и утрамбовать его по всем углам с помощью квадратной лопаты или мотыги для раствора; мотыгой толкай-не тащи бетон. Но не переусердствуйте с бетоном и не выкладывайте его слишком далеко; чрезмерная работа заставит тяжелый заполнитель опуститься на дно плиты и поднимет мелкие частицы, которые могут вызвать дефекты в готовом бетонном патио, сделанном своими руками. Вместо этого разместите пространство вдоль формы, помещая каждую партию напротив предыдущей, чтобы заполнить форму.
Если вы планируете оставить перегородки на месте, отделайте и выдержите бетон на чередующихся участках. (Представьте это как шахматную доску и сначала сделайте все красные квадраты.) После того, как они застынут в течение как минимум трех дней, удалите колья изнутри остальных частей (черные квадраты) и завершите их.
Удивительный бетонный дворик своими руками
Переместите планку (пример выше — прямая деревянная доска 2×4) поперек формы, чтобы выровнять бетон.На больших работах делайте это партия за партией, а не после того, как весь цемент залит. Медленно перемещайте доску по форме, выпиливая из стороны в сторону; обязательно сделайте два прохода. Даже на узких формах два человека сделают работу быстрее и эффективнее. При необходимости, третий человек может залить лишний бетон в любые углы, чтобы сэкономить время.
Выравнивание бетонной поверхности террасы
Если вы работаете на очень маленькой дорожке, ведущей к вашему патио, вы можете пропустить этот шаг.) После
для нанесения ударов используйте поплавок «Дарби» или «бычий» — в зависимости от размера
вашего проекта — для первичной отделки, для заглаживания
выступы и заполнение небольших углублений, оставшихся после нанесения удара.
Используйте дарби (вверху слева) на небольших бетонных проектах своими руками . Переместите это в
перекрывая дуги, затем повторите с перекрывающимися прямыми движениями из стороны в сторону.Держите инструмент ровно, не позволяйте ему закапываться.
Для более крупных работ используйте поплавок (вверху справа). Оттолкни это
от вас со слегка приподнятой передней кромкой. Вытащите его обратно
почти плоский; перекрывают ваши проходы.
Кромка бетонная
Сделай сам бетонную плиту или тротуар
изогнутая кромка поможет ему противостоять сколам и предотвратить травмы ног или споткнуться.Чтобы окантовать цемент, начните с пропуска шпателя между бетоном и внешними краями формы плиты (вставка выше). Затем используйте обрезной станок (вверху справа). Проведите им вперед и назад, чтобы выровнять и уплотнить бетон. Если инструмент не имеет наконечника для тобоггана, слегка приподнимите переднюю кромку, когда вы
подвинь это.
Бетон для заделки контролируемых трещин
Большие плиты из бетона растрескаются .Чтобы контролировать трещины в патио, вам необходимо установить стыки с помощью фуганка глубиной 1 дюйм с прямой направляющей доской.
сделать контрольные стыки (вверху). Встать на колени на
доска, чтобы достать до середины широкой плиты. Глубина контрольных швов должна составлять 1/4 толщины плиты. Контрольные швы могут быть выполнены с интервалами, примерно в 1,5 раза превышающими ширину плиты, но расстояние между ними не должно превышать 30-кратную толщину террасы — 10 футов для плиты толщиной 4 дюйма.
Для бетона, сделанного из крупнозернистого заполнителя 3/4 дюйма, уменьшите максимальное расстояние между контрольными швами до 8 футов для 4-дюймовой плиты.Соединяемые секции никогда не должны быть больше, чем в 1,5 раза больше их ширины. БОНУСНЫЙ СОВЕТ: лучше иметь больше стыков, чем меньше, чтобы предотвратить растрескивание.
Измерьте вдоль форм, чтобы найти стык, и отметьте их карандашом. Любая окантовка или стыковка
Следы можно удалить плаванием — что дальше!
Плавающий и затирочный бетон
Теперь самое интересное — работа с готовой смесью с цементом (ну, мы думаем, что плавающий бетон — это весело). После того, как водный блеск исчез с бетона, но до того, как поверхность станет действительно жесткой, всплывайте деревянной теркой. или магниевый поплавок.Последний дает более гладкую поверхность.
Для бетона с воздухововлекающими добавками (который мы поставляем) используйте магниевый поплавок — деревянный поплавок может разорвать поверхность внутреннего дворика. С обоими типами поплавков держите инструмент ровно на поверхности. Еще раз, чтобы добраться до середины большой плиты, встаньте на колени на доску, а затем закончите над отметками доски, работая в обратном направлении.
ВНИМАНИЕ: Не используйте стальной шпатель на открытых поверхностях, если вы не собираетесь после этого чистить щеткой; он создает очень гладкую поверхность, которая может быть опасной во влажном состоянии.Поэтому категорически не используйте стальной шпатель на террасе рядом с бассейном.
Сушка бетона: отверждение внутреннего дворика
Плиты для патио должны быть обработаны во влажном состоянии, чтобы их поверхности не высыхали слишком быстро, особенно в условиях высокой пустыни в Твин-Фоллс, штат Айдахо. Если поверхность высохнет слишком быстро, она станет слабой, а позже может стать порошкообразной или рассыпаться. Вылечите бетон, оставив его влажным. Накройте плиту мешковиной, песком, соломой или другим материалом и намочите ее (см. Выше). Смочите его по мере необходимости, пока не закончится отверждение.
Другой вариант — использовать пластиковую пленку (вставка выше) или коммерческий отвердитель. Вода, испаряющаяся из плиты, будет задерживаться, что устраняет необходимость смачивания.
Какой бы метод вы ни выбрали, отверждение должно длиться минимум три дня, а в холодную погоду больше, но лучше всего дать плите отвердеть в течение недели, на всякий случай. Не ходите по нему как минимум 3-4 дня и не водите автомобиль, пока не пройдет 10 дней.
Пришло время насладиться новым патио из цемента своими руками!
Нужна дополнительная помощь? Вернитесь на наш сайт, так как мы будем добавлять лучшие практические советы по по конкретному , а также статьи для тех, кто делает это самостоятельно.
Создайте свой собственный путь: 6 способов сделать бетонные ступени своими руками
Изготовление бетонных ступеней своими руками — это способ создать функциональное искусство для пола в вашем саду. Камни-ступени необходимы для передвижения по саду, не разрушая почву, но они также создают координационные центры и структуру и добавляют немного индивидуальности! Узнайте, как из бетона сделать шесть различных видов ступеней для дорожек в саду.
Лучший бетон для изготовления ступеней
Не весь бетон создается одинаково. У некоторых видов бетона есть большие куски гравия, чтобы придать ему дополнительную прочность при создании больших плит, рам или тротуаров. Если ваша брусчатка не должна быть достаточно большой, лучше выбрать более мелкую бетонную смесь, не содержащую крупных кусков гравия. Бетон, который вам нужен, обычно продается как «ремонтный бетон». Этот бетон с более мелкой текстурой придаст вам гладкий вид и намного лучше сохранит декоративные отпечатки.
Как смешивать бетон
Когда вы покупаете сухой бетон, инструкции по его смешиванию будут указаны на упаковке. Готовый бетон можно найти в магазинах товаров для дома меньшими партиями. Готовый бетон хорош для ремонтных работ или выполнения лишь нескольких ступенек, но он намного дороже. Если вы хотите создать большее количество конкретных проектов, то вам лучше всего смешать свои собственные. Необязательно использовать всю сумку сразу. Вы можете смешать столько бетона, сколько вам нужно для вашего проекта, а остальное хранить в сухом месте неограниченное время.
Материалы
Сделай это!
Начните со сбора материалов. Вы можете использовать большое ведро или тачку, чтобы замешивать бетон. Мастерок — хороший инструмент для замешивания, но вы также можете получить специальный бетономешалку. Предметы, которые вы решите использовать при изготовлении бетона, сильно изнашиваются и, возможно, никогда не будут полностью очищены от остатков бетона, поэтому выбирайте предметы, которые не прочь испачкать. Кроме того, имейте в виду, что бетон вызывает коррозию, поэтому при смешивании лучше использовать соответствующие средства защиты.Защитные очки защитят глаза от брызг, перчатки защитят кожу рук, а маска от пыли защитит легкие. Безопасность прежде всего!
Чтобы замесить бетон, отмерьте количество сухого порошка в ведре или тачке. Добавьте воду в соответствии с инструкциями на мешке с бетоном. Мне нравится добавлять немного меньше, чем предлагается в инструкции, затем смешивать бетон и регулировать консистенцию, добавляя больше воды для более рыхлой смеси и больше порошка для бетона для более сухой смеси.
Если вы заливаете бетон в формы, смесь должна быть более рыхлой, чтобы она текла и оседала в форме. Однако в большинстве проектов для ступенек вы хотите, чтобы бетонная смесь была консистенции влажного песка. Он должен хорошо держаться в руках, но не рассыпаться и не рассыпаться.
Бетонные ступени своими руками
А теперь перейдем к проектам! Вот несколько конкретных идей, которые помогут вам начать работу. По ссылкам вы найдете подробную инструкцию, как сделать каждый вид цементной ступеньки.
1. Круглые каменные мозаичные ступеньки
Эти круглые ступенчатые камни могут быть изготовлены с любым мозаичным узором, который вы только можете придумать. Я сделал их с числами, чтобы они стали классической дорожкой в моем игровом саду на заднем дворе. См. Раздел «Как сделать ступенчатые камни в классическом стиле».
2. Шаговые камни с квадратным листом
Эти камни можно сделать из содержимого вашего мусорного бака! Выберите пластиковые кадки или даже коробки для пиццы для форм для цемента и сделайте квадратные ступеньки, следуя этим инструкциям: Как сделать ступеньки для отпечатков листьев.
3. Шаговые камни с круглым листом
Следуйте инструкциям по изготовлению ступенчатых камней в стиле классиков, но используйте ступенчатые камни с отпечатками листьев для их украшения.
4. Шаговые камни с монограммой
Мой хитрый друг Кимберли придумал сделать эти ступенчатые камни с монограммой, когда мы однажды вместе занимались изготовлением. Просто возьмите пенопластовое письмо и хорошо смажьте его, вдавите в форму и вуаля!
5.Купленные в магазине формы для ступенек
Если у вас есть что-то конкретное, вы, вероятно, можете найти форму для ступеней, которая предварительно сделана и готова для бетона. От песочных долларов до бабочек и кельтских рисунков и даже гигантского отпечатка лапы — обязательно найдется тот, который подойдет вашему саду. Просто помните, что из каждой формы можно делать только по одной. Если вы делаете только одну ступеньку, это быстрый и легкий путь. Если вы планируете проложить целый путь, это может оказаться более дорогостоящим или длительным занятием.
6. Литые ступенчатые камни с большими листами
Забудьте о форме, вы можете просто взять большой лист в своем саду и насыпать на него бетон! Хорошо, есть кое-что еще.
Гофра для унитаза. Выбор гофры для унитаза и правила монтажа.
Специальный гибкий канализационный соединитель, так называемая гофра для унитаза, позволяет решать порой, на первый взгляд тупиковые геометрические задачи по компоновке оборудования. Ведь, несмотря на то, что лучшими способами стыковки является прямая посадка выпускного патрубка сантехнического прибора в отвод канализации либо использование жестких фасонных переходников, гофрированные адаптеры для монтажников иногда остаются единственным выборным вариантом.
Когда не обойтись без гофры?
В комбинированных санузлах может возникнуть потребность в незначительном смещении унитаза, если рядом должна встать мебель или освобождается место для стиральной машины. При этом выполнить подключение сантехнического прибора на новом месте, с использованием жестких переходников для сложных пространственных угловых сопряжений, не представляется возможным. В таких условиях также выручает использование гибкого соединителя.
Гофра устанавливается в тех случаях, когда жесткое подключение унитаза невозможно
Случается и так, что на завершающем этапе ремонта санузла хозяин обнаруживает, что унитаз не получается поставить на его прежнее место. Причем подобное может происходить не только в том случае, если сантехника менялась на новую или осуществлялась реконструкция инженерных сетей. Может быть так, что и трубы не трогали, и оборудование осталось прежнее, а просто положили новую плитку на пол, выровняв предварительно сяжку, после чего сливной патрубок (даже подключенный через эксцентрик для унитаза) вдруг перестал совпадать с отводом канализации. В чем причина? Скорее всего, за счет реконструкции напольного покрытия, изменилась его высота, а как следствие, нарушилась геометрия сопряжения патрубков – сместилась их соосность.
На заметку. Для капитальных ремонтов, когда отхожее место оборудуется унитазом временного назначения не имеющим жесткого крепления, гибкий гофрированный адаптер окажется идеальным соединителем с канализацией. Он позволит, в случае необходимости, быстро демонтировать или поставить сантехнику на место либо сместить её в сторону без нарушения целостности слива.
Решая монтажные задачи, следует помнить, что гофра для унитаза, размеры которой получаются несколько больше, чем у жестких адаптеров, хотя и позволяет осуществлять стыковки под любыми углами, при этом несколько выдвигает оборудование вперед.
Разновидности гофр
Что же собой представляет гибкий переходник для выпуска сантехники? Понимание его конструктива кроется в самом названии.
Гофра для унитаза — это рукав, стенки которого изготовлены из термопластичного полимера с эластичными манжетами на концах, адаптированными для посадки в стандартную канализацию Ø 110 мм и фиксацию на выпуске прибора.
Подобные изделия предлагаются торговыми сетями в двух типовых вариантах, отличающихся своей надежностью – это гофра для унитаза армированная и обычная. Особенность армированной модификации состоит лишь в том, что она усиленна вставкой из проволочной стальной пружины, добавляющей ей устойчивость к механическим воздействиям и увеличивающей срок её службы по сравнению с неармированным аналогом. Типовые модели водосливной арматуры обеих разновидностей производятся длинами от 230 мм до 500 мм.
Также еще существуют вариации изделий для особенных монтажных ситуаций. Например, если сантехнический прибор имеет прямой выпуск, то достаточно часто угловая гофра для унитаза встаёт лучше, чем прямой рукав.
В малогабаритных совмещенных санузлах может пригодиться модель гибкого адаптера (прямого либо углового), в котором предусмотрен отвод для подключения сифона рукомойника или стиральной машины.
Что нужно знать при установке гофры?
Какой бы разновидности изделия вы не отдали предпочтение, будь то гофра для унитаза с отводом, пряма или угловая, её монтаж выполняется с учетом одинаковых рекомендаций.
Подготавливаем место
Проще, когда монтируется новая сантехника после замены коммуникаций. Задача подготовки сводится к разметке места под унитазом и приобретению гофрорукава соответствующей модели и длины. Современная полимерная канализация, допускающая свободное вращение угловых отводов или тройников на раструбных соединениях, позволяет придавать отводу фанового стояка удобное угловое положение. Это также облегчает под готовку к установке гибкого адаптера и расширяет выбор их разновидностей (углового или прямого типа).
Кроме того, если канализация старая, то еще важно тщательно удалить остатки от прежней водосливной арматуры (уплотнителя, герметика, прочих загрязнений). Раструб отвода фанового стояка, кроме механической очистки, еще желательно обезжирить для надежной адгезии герметика. Также обезжиривается и выпуск сантехнического прибора.
Важно! Если подключение слива осуществляется к чугунным трубам (Ø 123 мм), то потребуется резиновая манжета для унитаза, которая заблаговременно сажается на герметик в раструб канализации.Без такой дополнительной вставки добиться герметичности последующих стыковок водосливной арматуры будет сложно, так как стандартный диаметр чугунных элементов больше пластиковых аналогов.
Установка
Дальнейшие установочные операции выполняются достаточно просто и не требуют высокой квалификации от исполнителя. Любая гофра для унитаза армированная или обычная не усиленная монтируется проще, если сначала она надевается на выпуск сантехнического прибора, а затем другой своей частью вставляется в отвод фанового стояка. Такая посадка особенно удобна, когда оборудование еще не закреплено анкерными винтами к полу. Получается следующая последовательность действий:
надеваем конец гофрированного адаптера с эластичной манжетой на выпуск керамической чаши, примерно на 5 см;
сдвигаем всю конструкцию к месту установки;
вставляем свободный конец адаптера в раструб канализации до упора;
окончательно выравниваем унитаз и фиксируем его затяжкой анкерными креплениями;
если гофра для унитаза с отводом, присоединяем к ней сифон рукомойника.
Несмотря на то, что концы гофрированного адаптера имеют эластичное оребрение, предназначенное для плотной посадки водосливной арматуры, иногда добиться абсолютной герметичности соединений не удаётся.
В процессе стыковки всех элементов рекомендуется сразу наносить консистентные герметики на места сопряжений.
Выбирать необходимо санитарные силиконовые составы, которые, согласно требованиям ГОСТ, которые после полимеризации сохраняют эластичность, устойчивы к воздействию сточных жидкостей, а также блокируют развитие микроорганизмов.
На что еще обратить внимание?
Если все монтажные операции проделаны аккуратно, то проблем с последующей эксплуатацией сантехники не возникнет. Однако стоит обратить внимание еще на ряд моментов.
Гофрированный рукав прослужит долго, если его длина подобрана правильно. Нельзя устанавливать изделие в полностью растянутом или чрезмерно сжатом состоянии, а также допускать крутые перегибы на поворотах. В последнем случае, когда место для адаптера ограниченно, зачастую вместо него можно использовать эксцентрик для унитаза.
Рукав не должен провисать, иначе образуется карман, в котором начнут копиться отложения. Это может привести засорам слива или быстрому разрыву его пластиковых стенок. Во избежание подобных последствий, нужно использовать вспомогательные поддерживающие хомуты, подставки и т. п.
Гофрированный сантехнический адаптер – изделие, предназначенное только для наружного монтажа. Его замуровка в конструкции не допускается. Это следует помнить, как и то, что рано или поздно его придется менять, поэтому, важно предусмотреть возможность доступа к нему.
Напоследок стоит еще раз напомнить, что решая, как выбрать гофрорукав для подключения унитаза, изначально следует рассмотреть возможность использования любых других жестких аналогов из уголков, шарнирных соединителей или эксцентриков. Прочность гибких адаптеров имеет достаточно ограниченные значения, поэтому изделие может повреждаться не только твердыми острыми предметами, но и постепенно разрушаться естественным путем износа от истончения стенок.
Установка гофры для унитаза — разбор этапов монтажа
С внедрением новых технологий многое в нашей жизни становится проще, быстрее и комфортнее. Разнообразная бытовая техника, мобильные устройства и средства связи вызывают настолько быстрое привыкание, что уже сложно представить, как без всего этого можно было жить. К лучшему меняются и технологии строительства и проведения коммуникаций. Всего пару десятилетий назад простая замена унитаза была большой проблемой. Нужно было подобрать новую сантехнику так, чтобы выход точно совпал с отводом канализации. Иначе масштабной возни с заменой чугунных труб было не избежать. Но вот появился пластик, а массивные отводы сменила гофра для унитаза. И все сразу стало намного проще. Теперь замена санфаянса не требует ни специальных знаний, ни квалификации, ни многочасовых усилий.
Что такое унитазная гофра и зачем она нужна?
Гофра – это всего лишь пластиковый отвод, отличающийся от всех остальных своей гибкостью. Кроме того, варьируется и длина гофры – ее можно растянуть до нужных вам размеров (в разумных пределах, разумеется).
Применяется это чудо современной цивилизации не только для унитазов, но и для ванн, раковин и умывальников, при этом разница заключается только в диаметре.
Такой отвод соединяет выход унитаза с канализационной трубой. И не имеет никакого значения их взаимное расположение. Главное, чтобы канализация находилась ниже сливного отверстия унитаза, иначе вода просто не будет течь
Качественная гофра — залог безопасности системы
Большое значение имеет и выбор качественной гофры. Как известно, ассортимент товаров в строительных магазинах, что называется, на любой вкус и кошелек. В нашем случае ориентироваться нужно только на качество. Стоит гофра для подключения унитаза не настолько дорого, чтобы существенно сэкономить, а проблем с подтекающим отводом и возмущенными соседями может быть много.
К сожалению, товары отечественного производства в этой области пока значительно уступают импортным аналогам. Так что лучше остановить свой выбор на гофре европейских производителей. Кроме того, существуют образцы, изготовленные только из пластика и армированные металлической проволокой. Вторые, безусловно, лучше. Они реже текут, не провисают и служат дольше.
Когда два предмета сантехники стоят рядом удобнее использовать одну гофру с отводом
В маленьких санузлах, где нужно одновременно установить большое количество сантехники, да еще и разместить стиральную машину, на канализационной трубе порой просто не хватает места для такого количества отводов. Тогда в ход идет гофра для унитаза с отводом. Она станет спасением, если раковина или ванна расположена в непосредственной близости от унитаза.
Приобретая гофру, не забудьте купить еще и баллончик с сантехническим герметиком. Многие производители утверждают, что можно обойтись и без него, но «береженого Бог бережет».
«Дело мастера боится» – приступаем к установке
Первый этап монтажа гофры лучше производить до установки унитаза на его постоянное место – так удобнее. Если сантехника новая, готовить ее к подключению не нужно. Если же вы меняете отвод на старом унитазе, очистите его выпуск от остатков старого герметика или цементного раствора – любые наслоения могут отрицательно сказаться не герметичности соединения.
Теперь наносим на выпуск с наружной стороны немного герметика и надеваем на него тот край гофры, где расположена внутренняя мембрана. Отвод должен закрывать край выпуска на 5-6 см. Внимательно следите за тем, чтобы не было перекосов. Гофра должна быть надета ровно.
Дайте герметику просохнуть и устанавливайте унитаз на место. Осталось только подключить отвод к канализационной системе и установка гофры унитаза будет окончена. Для этого в предварительно очищенное отверстие до упора вставляем край с внешним уплотнителем. Этот стык герметизировать совершенно не обязательно, но и повредить эта процедура не может.
Герметизировать соединение гофры с канализационной трубой не обязательно, но желательно
Вот и все, осталось только проверить, все ли у нас вышло как нужно. Для этого можно дождаться подключения бачка к водопроводу и несколько раз спустить из него воду, а можно воспользоваться ведром – просто вылейте в унитаз около 10л жидкости за раз. Если не потекло – все в порядке, можно пользоваться.
Несколько полезных советов
Когда унитаз стоит далеко от стены, важно правильно выбрать длину гофры. Она, конечно, растягивается, но все имеет свой предел, и если растянуть трубу слишком сильно, ее стенки истончаться и их прочность сильно снизится.
Не стоит, перед тем как установить гофру на унитаз, растягивать ее. Сделайте это непосредственно перед подключением к канализации. В противном случае вы рискуете растянуть отвод слишком сильно.
Не допускайте провиса гофры посередине. Это может привести к скоплению в нижней точке фекальных масс и, как следствие, к засору. Если выпуск унитаза и канализационная труба расположены достаточно высоко, нужно устроить для гофры опору из подручных материалов.
В последнее время принято закрывать коммуникации защитными экранами или коробами с дверцей, а отгороженное пространство использовать в качестве хранилища для разных мелочей. С одной стороны, это правильно – выглядит красиво и место не пустует. Только не стоит забывать, что гофра – не чугунная труба. Под тяжестью банки с краской она может прогнуться, а потом и лопнуть. Вывод: не стоит ставить на гофрированную трубу тяжелые предметы, это чревато протечкой.
Оцените статью:
Поделитесь с друзьями!
Слив стиральной машины в унитаз
Чаще всего стиралки устанавливают в санузлах, но не всегда привычным образом. Пока одни ставят автоматы рядом с ванной или под раковину, другие поднимают агрегаты вверх – над унитазом. Вариантов масса, главное, надежно зафиксировать технику и наладить водоотведение. Если напрямую подсоединиться к канализационному отводу не получается, то остается сделать слив стиральной машины в унитаз. Как это сделать, расскажем подробнее.
Слив через край
Самый простой и очевидный способ – сливать воду в унитаз. Нужно лишь зафиксировать сливной рукав специальным пластиковым держателем, который устанавливается на бортике стульчака. Никаких особенных умений не нужно – закрепить «петлю» сможет даже ребенок.
Данный метод имеет бесспорные «плюсы»:
это просто;
нет необходимости демонтировать сантехнику и вскрывать стену;
не нужно использовать инструменты и лезть в канализационные коммуникации;
сливной шланг устанавливается на достаточном уровне от пола.
На этом достоинства заканчиваются, и начинаются недостатки. Их в два раза больше:
шланг придется постоянно вешать и убирать;
легко забыть о шланге и устроить потоп;
шланг фиксируется ненадежно, поэтому из-за исходящих от машинки вибраций может слететь и затопить помещение;
если шланг недостаточно длинный, то вода будет разбрызгиваться и загрязнять окружающее пространство;
пластиковый держатель при постоянном смещении деформирует гофру, повреждая шланг.
Сливая воду из стиральной машинки напрямую в унитаз, контролируйте процесс, придерживая шланг и не давая ему сместиться.
Также такой вариант слива доставит неудобства в бытовой жизни. Во-первых, во время стирки не получиться пользоваться туалетом. Во-вторых, поступающая из машинки отработанная вода ускорит загрязнение унитаза. Если это не устраивает, то стоит подумать об ином подключении к канализации.
Эксцентрические манжеты и уголки со штуцером
Куда безопаснее и удобнее отказаться от прямого слива в унитаз и подключить стиральную машинку к центральному водоотведению. Для этого необходим уголок или манжета, укомплектованные специальным штуцером. В идеале нужно устанавливать подобное «колено» сразу при монтаже сантехники, чтобы потом не менять коммуникации и не вскрывать покрытия. До подключения автомата дополнительное отверстие закрывается заглушкой.
Данный способ позволит грязной воде уходить сразу в канализационную трубу, минуя унитаз. Стульчак останется чистым, а туалет свободным для посещения. Проблема лишь в поиске подходящего штуцера, так как далеко не все магазины продают дополненные отводы уголки и манжеты.
Для подключения стиралки к канализации нужен уголок со штуцером.
У прямого подключения к канализации есть опасность – риск попадания сточных вод обратно в стиральную машинку из-за так называемого «сифонного эффекта» и разности давления. Чтобы этого не произошло, необходимо принять меры.
Установить сифон с обратным клапаном.
Поднять сливной шланг на 80-90 см от напольного покрытия.
Создав колено, можно сгладить возможную разницу в давлении и снизить до нуля вероятность попадания грязной воды обратно в машинку. Обратный клапан будет открываться при сливе и закрываться в остальное время. Важно проследить и за надежностью соединений: места стыка рукава, сифона и штуцера необходимо стянуть хомутами и промазать герметиком.
Если стиралка стоит рядом с унитазом, то проще наладить слив через него. На первых порах шланг опускается прямо в туалет, но на долгосрочную перспективу лучше наладить прямое подключение к канализации.
Поделитесь своим мнением — оставьте комментарий
как выбрать и установить манжет, размеры, монтаж (+ фото)
Самостоятельная установка или замена сантехники становится все популярнее. Кто-то таким образом пытается сократить свои расходы на ремонт, а кому-то хочется собственноручно обеспечить качество монтажа, чтобы не переделывать работу за неумелыми наемниками. Многие операции с сантехникой не требуют вмешательства профессионального сантехника.
С современными пластиковыми материалами работать проще, чем с металлическими изделиями. Например, если гофра для унитаза требует замены, решить проблему может даже начинающий мастер. Нужно лишь изучить особенности технологии работ этого типа и учесть ряд важных нюансов.
Содержание статьи:
Преимущества и недостатки
Гофра (манжет) – это переходный элемент сантехнической системы, предназначенный для соединения унитаза с канализационной системой. Она представляет собой довольно широкую трубу с гофрированными стенками, выполненную из современного термопластика.
Гофрированный соединитель для унитаза позволяет выполнить подключение сантехники к канализации быстро и качественно. Длительность его эксплуатации зависит от правильной установки
Край оформлен манжетой, которая облегчает процесс соединения с трубами и выпускным отверстием унитаза. Конструкция стенок, которая и дала название этому изделию, позволяет увеличивать размеры переходника до определенных пределов. Обычно длина рукава варьируется в пределах 23-50 см.
Диаметр манжеты, которую присоединяют к унитазу, составляет 13,4 см снаружи и 7,5 см внутри. Конец, который устанавливают на канализационную трубу, обычно имеет отверстие с диаметром 11 см.
Главные преимущества гофры, предназначенной для унитаза, это невысокая цена и простой монтаж. Этот элемент часто используют в тех случаях, когда диаметр выпускного отверстия унитаза и канализационной трубы не совпадает. Гофра очень удобна, если положение унитаза необходимо изменить, сместив его относительно места входа в канализацию.
Также ее часто используют как временный элемент, когда при ремонте унитаз еще не закреплен, но им необходимо пользоваться. Однако гофру нельзя назвать идеальным выбором, это не самый прочный элемент. Например, если в унитаз случайно упадет кусок керамической плитки или острый осколок стекла, гофрированное соединение может легко получить повреждения.
Если гофра расположена под слишком большим углом или неправильно изогнута, в ней часто возникают засоры, а слишком длинный элемент иногда провисает под воздействием своего содержимого. Никогда не следует размещать гофру внутри стены, она подходит только для открытого монтажа.
Когда стоит устанавливать гофрированный соединитель?
Гофру или манжету для унитаза используют при соединении с канализацией далеко не всегда. Пластиковая труба надежнее и прослужит значительно дольше. Но порой без гофрированного соединителя не обойтись.
Например, если нельзя установить унитаз прямо напротив выпускного отверстия канализации, или когда уровень пола после ремонта стал выше.
Гофру для унитаза можно довольно сильно растянуть, но следует помнить, что чрезмерное натяжение снижает прочность этого элемента
Так бывает, если новую напольную плитку укладывают без демонтажа старого покрытия. Иногда положение унитаза приходится изменять из-за перестановки, например, если в ванной комнате появляются дополнительные элементы: стиральная машина, душевая кабинка и т.п.
Гофра пригодится, если тип выпускного отверстия нового унитаза не соответствует существующей канализации. С этой проблемой сталкиваются владельцы новой сантехники, проживающие в квартирах еще советской постройки.
Старая канализация рассчитана на подключение к унитазу с косым выпускным отверстием, а в современной импортной сантехнике выпуск обычно делают прямым.
Как решить проблему выбора
Перед покупкой гофрированного соединителя следует уточнить размеры отверстий, которым он будет подключен. Вероятность ошибок будет меньше, если гофру покупать одновременно с унитазом. Второй важный показатель – длина трубы. Существуют модели разного типа и назначения.
Например, для небольшого совмещенного санузла очень удобным вариантом может стать гофра с отводом, позволяющая подключить к одному канализационному выходу сразу два объекта. Иногда удобнее использовать специальную резиновую манжету для унитаза.
Для соединения унитаза с канализационной системой можно использовать не только гофру (2), но также специальную резиновую манжету (1) и пластиковый отвод (3)
Не имеет смысла приобретать гофру подешевле, поскольку стоимость даже самого дорогого варианта невелика. Пусть соединитель будет немного дороже, но соответствует ожидаемому уровню качества. Хорошими характеристиками по прочности и долговечности отличается импортная продукция.
Западные производители дополнительно укрепляют свои изделия армирующей металлической проволокой. Такие модели более жесткие, они меньше провисают и лучше сопротивляются механическому воздействию.
Для установки гофры могут также понадобиться следующие элементы:
муфта, прямая или эксцентриковая, для соединения с канализационной трубой унитаза, который расположен соврем рядом;
патрубок с манжетой или пластиковый отвод, предназначенный для установки унитаза, положение которого смещено относительно входа в канализационную систему;
гофра жесткая или мягкая, позволяющая обойти небольшие преграды, препятствующие прямому соединению унитаза с канализацией.
Выбирая подходящую гофру для унитаза, следует помнить, что проблемы могут возникнуть не только при использовании элемента, который слишком сильно растянут. Не рекомендуется также использовать чрезмерно короткую трубу.
Сильное сжатие или резкий изгиб вскоре приведут к поломкам.
При таком изгибе гофры, установленной на унитаз, внизу наверняка будет скапливаться жидкость. Необходимо изменить положение унитаза или выбрать другой способ подключения
Демонтаж старого соединителя
Если унитаз уже установлен, то перед монтажом новой гофры необходимо удалить старую. При этом необходимо учесть ряд важных моментов. Разумеется, перед началом демонтажа стоит спустить воду из бачка и перекрыть подачу воды в систему.
Прежде всего, следует помнить, что гофрированный соединитель повышенной жесткостью не отличается. Часть жидкости остается внутри.
Сначала обычно отсоединяют ту часть, которая закреплена на унитазе. Тогда жидкость, оставшаяся внутри гофры, можно будет слить в канализацию. Соблюдать эту последовательность особенно важно, если старый соединитель сильно растянут или унитаз установлен под углом к канализационной трубе.
Если наоборот, гофра находится в сжатом положении, для ее удаления может понадобиться предварительно демонтировать унитаз, т.е. снять его с креплений. Эти моменты необходимо учитывать и при подключении унитаза к канализации с помощью гофры, поскольку со временем ее все равно придется заменять.
Как выполнить монтаж гофры
После того, как старый соединительный элемент удален, следует внимательно осмотреть гофру. Нужно убедиться, что на стенках трубы в процессе транспортировки и хранения не появились трещины или другие повреждения. Также следует проверить соответствие длины соединителя расстоянию между унитазом и канализационной трубой.
А вот если гофру и новый унитаз устанавливают одновременно, имеет смысл сначала соединить трубу с выпускным отверстием унитаза, затем произвести установку унитаза, а затем подключить всю эту конструкцию к канализационной системе.
Такой порядок действий может оказаться менее сложным и трудоемким, чем порядок, при котором сначала ставят унитаз и потом присоединяют к нему гофрированный соединитель.
Если унитаз еще не установлен, возможно, стоит сначала присоединить к нему гофру, а потом выполнить установку изделия и его подключение к канализационной системе
Подготовительный этап также включает очистку выпускного отверстия унитаза от загрязнений после демонтажа старой гофры или трубы. Это могут быть как частички прежних коммуникаций, так и остатки цементного или герметизирующего состава.
Очищенную поверхность можно даже обезжирить, если это согласуется с инструкцией по применению нового герметика. Перед установкой гофры на выпускное отверстие нового унитаза следует надеть фановую трубу.
После этого можно приступать собственно к установке гофры. Сначала на край выпускного отверстия унитаза наносят нужное количество герметика. Для работы с сантехникой рекомендуется применять специальный санитарный герметик на основе акрила или силикона.
Такие составы хорошо расширяются и обеспечивают высокую герметичность соединения, они специально разработаны для условий повышенной влажности, предотвращают проникновение грибка и плесени на обработанных поверхностях.
Перед началом работы с герметиком следует внимательно изучить инструкции изготовителя и четко их выполнять.
Гофра крепится на отверстие унитаза вполне надежно, но использование санитарного герметика сведет вероятность протечек в местах соединения к минимуму
На край выпуска, обработанного герметизирующим составом, надевают гофрированную трубу. Ее следует повернуть к унитазу той стороной, на которой расположена внутренняя мембрана. Гофра должна перекрывать выход из унитаза примерно на пять-шесть сантиметров, такие размеры считаются оптимальными.
Очень важно, чтобы гофра была надета очень ровно, это обеспечит максимальную надежность соединения. Чтобы обеспечить надежное прилегание гофры в месте соединения, необходимо тщательно прижать отрезок трубы к поверхности выпуска унитаза.
После этого следует подождать, пока герметик полностью высохнет, сроки указаны в инструкции. В этот период не стоит смещать гофрированный соединитель, лучше всего оставить конструкцию в покое, чтобы предотвратить возможные протечки.
После этого новый унитаз можно установить на предназначенное для него место. Порядок соединения гофры с входом в канализацию примерно такой же. Часть трубы необходимо обработать герметиком и соединить в нужном месте. Следует отметить, что установку гофрированного соединителя можно выполнить и без использования герметика.
По краям трубы предусмотрены специальные внутренние мембраны, которые позволяют зафиксировать ее положение. Но на практике отсутствие герметизирующего состава часто приводит к протечкам и смещению гофры.
Это пример правильной установки гофры для унитаза: она не слишком растянута, не провисает и не изгибается, т.е. нет препятствий для свободного удаления нечистот
Основную работу по установке гофры на этом этапе можно считать оконченной, однако следует проверить надежность соединения, чтобы предотвратить возможные протечки. Сначала, конечно, следует дождаться высыхания герметика, который был нанесен на часть трубы, соединенной с канализацией.
После этого в систему подают воду, чтобы наполнить бачок, и производят смыв. Если по какой-то причине подключить воду не удается, достаточно просто вылить в унитаз несколько литров воды.
Теперь нужно понаблюдать за местами соединений. Если сквозь них просачивается или вытекает вода, значит, герметичность нарушена, требуется устранить недостатки. Для этого не нужно переделывать всю работу, достаточно нанести на проблемные участки один-два слоя герметика.
Если же протечек нет, повторно герметизировать соединения снаружи не обязательно. После ремонта протечек нужно дождаться высыхания состава и снова проверить соединения на протечки.
Важный нюанс при монтаже манжета, предназначенного для унитаза, это степень его растяжения по длине. Если расстояние от унитаза до канализационной системы слишком велико, со временем гофра начнет заметно провисать под воздействием содержимого.
Чем меньше это расстояние и провисание гофры, тем более долгий срок прослужит соединительный элемент. В натянутом состоянии гофра легко может сломаться, поэтому следует избегать любой дополнительной нагрузки на соединитель.
Подробные рекомендации по установке гофрированной трубы на унитаз представлены в следующем видеоматериале:
Несколько важных нюансов
Расстояние, которое разделяет унитаз и канализационную систему, следует сократить до разумных размеров, но это не всегда возможно. В таких случаях слишком длинную или растянутую гофру укрепляют с помощью специальных подпорок.
Не стоит ждать, когда на элементе появится заметное провисание, подпорки стоит установить еще на этапе монтажа гофры. Такие подпорки также помогают избежать засоров на этом отрезке канализационной системы.
Если при установке гофру нужно сильно изогнуть, лучше взять мягкий вариант. Изгиб не должен препятствовать удалению отходов
Вот еще несколько рекомендаций, которые помогут продлить срок службы этого изделия. Современная бытовая химия может быть довольно агрессивной. Не следует выливать в унитаз растворы химических веществ с таким составом, поскольку они могут вызвать повреждение стенок гофры.
Стенки истончаются постепенно, поэтому негативное влияние бытовой химии может обнаружиться только с течением времени.
Поскольку стенки гофры сами по себе тонкие, их следует беречь от случайного механического воздействия. Не следует ронять на трубу даже не слишком тяжелые предметы, поскольку разорвать трубу может даже слишком резкий толчок.
В процессе эксплуатации гофрированной трубы может выясниться, что она была установлена неправильно. Об этой проблеме свидетельствует вода, которая застаивается внутри трубы. В этом случае придется найти другой способ подключения унитаза к канализационной системе.
Если же гофрированная труба установлена правильно, она справляется со своими функциями, удаляя отходы и препятствуя проникновению неприятных запахов в жилые помещения.
Запах канализации в прачечной
Тодд Фратцель по сантехнике
Запах канализации — Проблема с водопроводной ловушкой стиральной машины
Недавно мой хороший друг спросил меня, что может быть причиной того, что в его прачечной может возникать запах канализации . Очевидно, это была серьезная проблема, которую нужно было немедленно исправить. Канализационные газы не только доставляют неприятные ощущения, но и могут представлять угрозу безопасности. Если вы чувствуете запах канализационных газов в своем доме, вам следует попытаться диагностировать проблему раньше, чем позже.
Я начал расспрашивать своего друга о любых недавних изменениях в их доме, которые могли способствовать появлению запаха из канализации. Он спросил меня, может ли запах стиральной машины вызывать запах мертвого грызуна.
Он не был уверен, что что-то изменилось, кроме недавней покупки новой стиральной машины. Я знал, что, вероятно, что-то не так с водопроводной ловушкой (р-ловушкой), которая объясняла запах канализационного газа.
Виновником оказался шланг стиральной машины, неправильно установленный специалистами по доставке бытовой техники.Читайте дальше, чтобы узнать, что произошло!
Сантехнические сифоны P-Traps
Сантехнические сифоны (p-сифоны) создают сифоны в дренажных трубах, которые удерживают небольшое количество дренажной воды, которая, в свою очередь, создает водяной затвор, предотвращающий попадание канализационных газов в жилые помещения зданий. Ловушки бывают разных конфигураций, но все они работают одинаково, задерживая воду в трубе, чтобы изолировать канализационные газы. Сифоны имеются для всех раковин, душевых, туалетов и сточных вод (например, сточных вод стиральных машин).
Типовые сливные патрубки стиральной машины
Сегодня большинство стиральных машин поставляются с гибким гофрированным пластиковым сливным шлангом. Шланг легко вставляется в стандартный сливной бачок стиральной машины (см. Фото). Дренажный ящик стиральной машины подсоединяется к сливному трубопроводу дома, который содержит P-сифон внутри стены (или открыт в старых домах).
При такой установке сточные воды выходят из пластикового шланга стиральной машины и стекают в сливную трубу.Сточные воды заполняют сифон внизу и создают уплотнение, которое предотвращает попадание запаха (газы) из канализации в дом. На следующей схеме показан типичный слив в стиральной машине.
Неправильная установка сливного шланга стиральной машины
На следующей диаграмме показано, что произошло в доме моих друзей. Доставщики из бытовой компании доставили новую стиральную машину и подключили ее. В итоге гибкий пластиковый сливной шланг стиральной машины протолкнулся в сливную коробку и прошел мимо сифона.
Как видно на этой диаграмме, гибкий сливной шланг стиральной машины предотвращал попадание сточной воды в сифон. Это позволяло канализационным газам проходить по дому и собираться в дом. Чтобы решить эту проблему, все, что ему нужно было сделать, — это вытащить сливной шланг стиральной машины из сливной коробки, пока он не оказался внутри примерно на 8 дюймов или около того.
Очевидно, это была редкая ситуация, и я все еще ломаю голову. Да хоть убей, я не могу понять, что пытались сделать курьеры.Однако это просто показывает, насколько важна водоотводная ловушка и как она работает.
Как диагностировать и устранять проблемы слива стиральной машины
Проблемы со сливом в стиральной машине можно разделить на две категории: либо вода не вытекает из самой стиральной машины, либо вода выходит из машины, но не может течь должным образом по сливным трубам. Эти общие проблемы могут быть вызваны рядом различных конкретных проблем, и их диагностика может оказаться сложной задачей.Некоторые проблемы вы можете решить самостоятельно, в то время как другие, скорее всего, потребуют вызова специалиста по ремонту бытовой техники.
Диагностика проблемы
Во-первых, обязательно проконсультируйтесь с руководством пользователя стиральной машины. В разделе «Устранение неполадок» вы можете найти возможные причины проблем со сливом. Некоторые современные стиральные машины отображают коды ошибок, которые помогут вам определить проблему. Если это не поможет определить проблему, понаблюдайте за своей стиральной машиной, пока она выполняет один из циклов слива.Если вы посмотрите на машину в действии, скорее всего, вы обнаружите одну из следующих проблем:
Засорение резиновой сливной трубки, ведущей от стиральной машины к сливной трубе
Материал, засоряющий фильтр или рабочие колеса водяного насоса
Механическая неисправность водяного насоса
Ослабленный или обрыв приводного ремня
Неисправен выключатель крышки
Засорение в сливной системе
Ель / Элисон Чинкота
Проблемы с сливным шлангом
Если вы слышите, как работает насос стиральной машины, но вода не выходит из машины, вероятно, резиновый сливной шланг, идущий от задней части машины к сливной трубе или бачку для стирки, забит волокнами ткани. Иногда это может произойти после стирки таких вещей, как коврики, которые могут пролить много волокон ткани, или если сливной шланг защемлен. Если шланг засорен, это может помешать откачке воды из машины.
Чтобы проверить это, снимите сливной шланг, прикрепленный к стиральной машине, и убедитесь, что он чист. Самый простой способ проверить чистоту сливного шланга — это продуть через него воздух. Если сливная трубка ничем не закрыта, проблема, скорее всего, в насосе стиральной машины.Если шланг изношен или сильно перекручен, замена шланга может улучшить способность машины перекачивать воду.
Проблемы с дренажным насосом
Если вы слышите, как работает насос, но звучит так, как будто он работает, это может быть кусок ткани или другой предмет, препятствующий механизму насоса. Чтобы исправить это, вам нужно выключить и слить воду из машины, а затем снять панель стиральной машины, чтобы осмотреть водяной насос. Сам насос может быть засорен или засорена гофрированная трубка, ведущая к насосу.
У большинства насосов есть съемные крышки, а внутри вы найдете сетку фильтра на насосе. Если этот экран забит мусором, его очистка и повторная сборка насоса, скорее всего, решат проблему.
В стиральных машинах с верхней загрузкой насос обычно находится на задней стороне машины; на фронтальных погрузчиках он обычно находится на передней части машины, под дверью. Удалите видимые ворсинки с сетки фильтра и промойте их водой. Кроме того, проверьте рабочие колеса на насосе и убедитесь, что они двигаются свободно и не заблокированы какими-либо препятствиями.Снова соберите насос и крышку, затем проверьте машину.
Если насос вообще не издает шума или если вы не обнаружите препятствий в насосе или сливном шланге, возможно, ваш водяной насос вышел из строя и его необходимо заменить. Обычно это работа специалиста по ремонту бытовой техники, хотя опытный домовладелец может заказать деталь и произвести замену.
Проблемы с приводным ремнем
Насос приводится в действие приводным ремнем, который надевается на шкивы в нижней части двигателя стиральной машины. Если этот ремень порван или не натянут на шкивах, из стиральной машины будет трудно сливать воду, или она может вообще не сливаться. Чтобы исправить это, вам потребуется перевернуть машину на бок, чтобы осмотреть ремень. Домовладельцы могут сделать это сами, хотя многие предпочитают, чтобы ремонт такого уровня выполнялся специалистом по ремонту.
Проблемы с переключателем крышки
Прямо под крышкой или дверцей стиральной машины есть небольшой пластиковый переключатель, который определяет, когда дверца закрыта, чтобы машина могла работать.Если этот переключатель неисправен, машина может не слить воду правильно. При открытой дверце и работающей машине нажмите выключатель рукой и прислушайтесь к щелчку. Если вы его не слышите, возможно, переключатель необходимо заменить.
Проблемы с водопроводной системой
Если вода успешно откачивается из машины, но затем выливается из трубы сливной стойки или скапливается в баке для стирки, проблема, скорее всего, заключается в традиционном засорении слива. Поскольку мелкие волокна ткани регулярно промываются через систему, в водопроводных трубах, в которые сливается стиральная машина, часто возникают засоры слива.Из-за засорения слива вода снова попадает в стояк и проливается на пол. Очистка забитого слива обычно решает проблему.
Сливной шланг стиральной машины опускается примерно на два фута в сливную трубу водопровода. (В некоторых машинах сливной шланг может быть просто зажат сбоку умывальника, хотя это больше не является приемлемой практикой.) Оттуда вода попадает в сливной сифон. Засорение могло быть либо в этой области сифона, либо дальше по дренажной линии.
Чтобы определить, где находится засор, сначала наполните стиральную машину водой. Поверните циферблат в положение отжима / слива и приготовьтесь слить воду. Расположитесь так, чтобы вы могли видеть сливную трубу, при этом оставаясь доступным к шкале омывателя. Наблюдая за стояком, вы попытаетесь увидеть, сколько времени требуется воде, чтобы подняться и выйти из сливной трубы.
Примечание: Будьте готовы остановить слив воды из стиральной машины в любой момент.
Если шайба откатится всего за несколько секунд, то засор, скорее всего, очень близко, и его можно очистить с помощью небольшой змеевика для стока энергии, опускаемой через напорную трубу.Возможно, вы даже сможете очистить его с помощью маленькой змейки с ручным управлением.
Если дренажу требуется некоторое время для восстановления, то закупорка находится на некотором расстоянии вниз по дренажной трубе, возможно, даже за дренажным сифоном. В этом случае вам нужно будет использовать змеевик среднего дренажа для очистки, чтобы очистить закупорку.
У большинства людей нет дренажных змей, необходимых для устранения таких засоров. К счастью, их можно арендовать почасово в магазинах товаров для дома и в аренде инструментов, если вы решите сделать это самостоятельно.Часто за стиральной машиной есть штуцер для промывки, который можно использовать для вытягивания сливных труб.
Как отремонтировать унитаз, который переполняется, когда сливается стиральная машина | Домашняя страница Руководства
Крис Дезил Обновлено 14 декабря 2018 г.
Стиральная машина выпускает большое количество воды при сливе, и эта вода обладает собственной силой. Он выталкивает воздух вперед, когда он устремляется по трубам, и если у этого воздуха нет легкого выхода, он использует любое выходное отверстие, которое может найти, включая слив унитаза.Это может иметь место, когда у вас в унитазе бьет волна, или сливная линия может быть забита.
Скачок воды в туалете как проблема вентиляции
Когда вода проходит по трубам, она создает всплеск спереди и вакуум сзади. Подача воздуха обычно не является проблемой, поэтому вентиляционные отверстия обычно располагаются рядом со стоками, которые они обслуживают, чтобы воздух мог заполнить вакуум. Однако, если слив унитаза и слив стиральной машины находятся на одном и том же участке горизонтальной трубы, расположение вентиляционных отверстий может создать другой эффект. Они могут упростить прохождение воздуха через сливной трубопровод унитаза, чем через вентиляционное отверстие, поскольку вода устремляется от стиральной машины к унитазу по пути в канализацию. Силы могло быть достаточно, чтобы вытолкнуть воду из Р-сифона унитаза.
Забита сливная труба
Скачок, вызванный плохой вентиляцией, более вероятен, если сливная линия заблокирована засорением. Засор должен быть расположен за точкой, где к нему подсоединяется сливной трубопровод, и с большей вероятностью вызовет переполнение, если туалет и стиральная машина находятся на одном этаже и близко друг к другу.Засорение может привести к переполнению унитаза, даже если вентиляционные отверстия адекватны и не являются проблемой. Унитаз может быть переполнен просто потому, что в сливной линии слишком много воды.
Очистка от засора
Когда унитаз переполняется, ваш первый импульс, вероятно, состоит в том, чтобы его окунуть, и это полезная стратегия. Будет лучше, если вы заблокируете сток стиральной машины, что позволит поршню сильнее воздействовать на засорение. Если погружение не дает никакого эффекта, вы, вероятно, сможете удалить засорение из слива с помощью водопроводного шнека.Вставьте его в унитаз и подайте как можно дальше, прежде чем проворачивать ручку. Если это не поможет, вам, возможно, потребуется найти штуцер для очистки, через который можно вставить шнек.
Очистка вентиляционных отверстий
Если вы решите, что недостаточная вентиляция хотя бы частично является причиной переполнения унитаза, проверьте существующие вентиляционные отверстия. Они могут быть заблокированы. Заберитесь на крышу, очистите вентиляционные отверстия от мусора и обрызгайте их водой из садового шланга. Если вода отступает, значит, есть засор.Обычно вы можете очистить его с помощью сантехнического шнека. Даже если вентиляционные отверстия не заблокированы, они могут быть меньше размера или даже отсутствовать. Если вы подозреваете это, попросите лицензированного сантехника осмотреть ваши линии, чтобы вы могли действовать осознанно.
HLMxOptimo 6 футов Сливной шланг для стиральной машины Сливной шланг в салоне Сливной шланг для стиральной машины Гибкий гофрированный сливной шланг для стиральной машины Сливной шланг для стиральной машины Сменный армированный сливной шланг с зажимными инструментами и трубами для ремонта, трубной арматурой и аксессуарами Environmentews.телевизор
HLMxOptimo 6 Ft Сливной шланг для стиральной машины Сливной шланг для салона Гибкий гофрированный сливной шланг для стиральной машины Сливной шланг для стиральной машины Сменный армированный сливной шланг для стиральной машины с зажимом — -. ЛУЧШАЯ СОВМЕСТИМОСТЬ: наш сливной шланг с соединительными головками четырех разных размеров совместим со стиральными машинами большинства марок, LG, SAMSUNG, GE, WHIRLPOOL и др. шайба снова годится。 НЕПРЕВЗОЙДЕННОЕ КАЧЕСТВО И ЗАВОДСКАЯ ЦЕНА: Наш сливной шланг изготовлен из сверхпрочного полипропилена и оснащен спиральным сердечником внутри, что делает наш шланг гибким и долговечным. 。 ОТСУТСТВИЕ УТЕЧЕК, ИДЕАЛЬНАЯ ДЛИНА, ЗАЖИМЫ В КОМПЛЕКТЕ: благодаря нашей инновационной технологии мы можем производить этот шланг, который подходит для большинства стиральных машин, доступных на рынке США, он может даже прослужить дольше ваших стиральных машин。 Примечание: пожалуйста, убедитесь, что сливное отверстие стиральной машины имеет диаметр от 1-1 / 4 до 1-2 / 3 дюймов для обеспечения правильной установки сливного шланга。 ЛУЧШАЯ СОВМЕСТИМОСТЬ: / Благодаря четырем разным размерам соединительных головок наш сливной шланг совместим с большинством марок стиральных машин, LG, SAMSUNG, GE, WHIRLPOOL и другие.。Простая УСТАНОВКА: просто следуйте нашему руководству по установке, четыре шага и несколько минут, ваша стиральная машина снова готова к работе. ЧРЕЗВЫЧАЙНОЕ КАЧЕСТВО И ЗАВОДСКАЯ ЦЕНА: Наш сливной шланг изготовлен из сверхпрочного полипропилена и оснащен спиральным сердечником внутри, что делает наш шланг гибкий и прочный. БЕЗ УТЕЧЕК, ИДЕАЛЬНАЯ ДЛИНА, В КОМПЛЕКТЕ ЗАЖИМОВ: Благодаря нашей инновационной технологии мы можем производить этот шланг, подходящий для большинства стиральных машин, доступных на рынке США, он может прослужить даже дольше ваших стиральных машин. дренажный патрубок машины имеет диаметр от 1-1 / 4 до 1-2 / 3 дюймов, чтобы обеспечить надлежащую посадку дренажного шланга.。。。。
HLMxOptimo 6 футов Сливной шланг для стиральной машины Сливной шланг в салоне Гибкий гофрированный сливной шланг для стиральной машины Сливной шланг для стиральной машины Сменный армированный сливной шланг для стиральной машины с зажимом
BDF EXS35 Наружная оконная пленка с отводом тепла, серебро 35 36 дюймов X 14 футов, 2 шт. Рычаг смыва бака для TOTO THU068 # CP Trip Lvr для St743S Рычаг срабатывания для унитаза из полированного хрома. Handfly 3D Наклейки на кирпичную стену Пена PE Самоклеющиеся обои Peel Stick 3D Art Wall Панели Гостиная Спальня Фон Украшение стены Пакет из 1, Purple.Premium 2-PACK ASD 2×2 27Вт Светодиодная панель с боковой подсветкой, плоская диммируемая, товарный класс 4000K — сертифицированный UL DLC ярко-белый. 12В / 24В Мини-портативный электромобиль мгновенного действия Погружение в кипяченую воду Портативный энергосберегающий Путешествия Кемпинг Пикник Автомобиль Кипяченая вода Инструмент для нагрева Кипящий кофе Чай Питьевая вода 12В, NailPRO 71 / 12SS 22 Ga 1/2 Ножка x 3/8 Корона Тонкая проволока из нержавеющей стали Скобы, 1000 отсчетов, 1/2 ножки, Utoolmart Измерительный инструмент Щуп 300×20 Марганец Сталь Материал Метрический зазор Щуп Щуп Измерение Инструмент Смещение листа Измерение толщины инструмента Щуп Щуп Щуп Щуп с двойной маркировкой Метрический 1 шт. , TCP 22742 Красный светодиодный знак выхода Белый корпус Только для переменного тока.Новый самоцентрирующийся токарный патрон с 2 х 3 челюстями с резьбой M12x1 мм для токарных станков Unimat Sl и Db, нержавеющая сталь Moen G20214B 20 калибра, устанавливаемая под столешницу, с двойной чашей, кухонная мойка. Сменный OEM-двигатель вытяжного вентиляционного отверстия9 Индуктор тяги печи Nordyne. Пакет из пяти упаковок для мусора Poly-America HK18XDS050W Белый 18 галлонов, установочный винт 1/4 с длинной головкой из черной оксидной легированной стали с накатанной головкой Unbrako 45H Резьба 6-32 UNC, шнур адаптера X-Haibei RV 50A, штекер, 2 шт., Розетка 30A, Собачья кость Электрический разъем питания с ручкой.
Сливной поддон для стиральной машины код
Раковины для швабры + умывальники | Стиральная машина + поддоны с водонагревателем; 99. UPC: 6 71031 00281 5. Стекловолоконный поддон омывателя / водонагревателя DURAPAN ™. Достаточно нескольких мгновений, чтобы протекавшая стиральная машина или водонагреватель нанесли ущерб вашему дому и его мебели на тысячи долларов. Лучшее решение — защита DURAPAN ™ под стиральными машинами или водонагревателями.
Классические бесконечные колонки
VBENLEM Поддон для стиральной машины 32 x 30 дюймов Сливной поддон для стиральной машины толщиной 18 GA Сливной поддон для стиральной машины из нержавеющей стали для тяжелых условий эксплуатации Компактный поддон для стиральной машины с отверстием 4.9 из 5 звезд 32 $ 121,99 $ 121. 99
21 августа 2017 г. · Вырезаем коврик для поддона стиральной машины. Затем мы вырезали гипсокартон в самом туалете И спускаемся вниз по лестнице в другом кладовке, где могла бы быть соединена сантехника. Кроме того, эта прачечная была в планах в течение нескольких лет, поэтому мы сохранили доступ в коридор внизу (только что облажались пара листов гипсокартона без грязи и ленты …
Re: Добавление штабелируемой стирально-сушильной машины в шкаф; Автор: hj (AZ) Как правило, внутри этого отверстия нет места, где у вас был бы доступ к дренажной линии. нужна стиральная машина. Даже водопроводы могут быть проблематичными, поскольку это отверстие предназначалось для обслуживания бака, а НЕ для доступа к стиральной машине.
Важно, чтобы стиральная машина работала круглосуточно и без выходных, поэтому вам нужен быстрый ремонт. Хотя сторонние услуги дороги, гарантийное обслуживание занимает много времени. Самостоятельный ремонт стиральной машины — лучшая идея.
Дополнительный слив поддона должен сливаться в видное место для сброса, чтобы предупредить людей в случае остановки основного слива.Поддон должен иметь глубину не менее 1½ дюйма (38 мм), должен быть не менее чем на 3 дюйма (76 мм) больше, чем блок или размеры змеевика по ширине и длине, и должен быть изготовлен из коррозионно-стойкого материала.
Приобретите фитинги для труб в Интернете на сайте AceHardware.com и получите бесплатный самовывоз в магазине Ace по соседству.
См. Полный список на сайте homedepot.com
Основной термин, используемый для обозначения процедуры Дарраха в индексе cpt
Ariel предлагает широкий выбор моющих средств от обычных Ariel (для ваших полуавтоматических стиральных машин) до Ariel Matic Front Load ( для вашей полностью автоматической стиральной машины с фронтальной загрузкой) и Ariel Matic Top Load (для вашей полностью автоматической стиральной машины с верхней загрузкой), чтобы обеспечить наилучшее удаление пятен за одну стирку.
19 нояб.2020 г. · Средняя скорость отжима стиральной машины составляет от 600 до 1400 об / мин. Если стиральная машина не сбалансирована, она будет сильно трястись во время отжима. Это приведет к попаданию воды на пол. Вы должны перераспределить нагрузку, чтобы решить эту проблему, если причина связана с слишком большим количеством одежды на одной стороне стиральной машины.
Данные показывают, что количество домов с надлежащей укладкой пола для отвода воды от пола в канализацию с 2006 года увеличилось: душ — 71% (+ 5%), бассейны — 66% (+ 3%). , в прачечных 59% (+ 3%) и в туалетах 56% (+ 6%).
Машина для очистки дренажных труб K-400 Арт. Каталожный № № Описание 1 * 53323 Только ручка 53518 Узел ручки в сборе 2 * 68937 Винт, № 10-24 с полукруглой головкой 3 * 53318 Плоская пружина 4 * 53313 Изогнутый натяжной штифт 5⁄16 дюйма 5 * 59970 Плоская шайба 3⁄8 дюйма (2) 6 * / ** 27558 Заглушка 1 «(3) 7 * 27588 Втулка 8 * 53353 Ось ручки ПРИМЕЧАНИЕ. Заказывайте детали только по каталожному номеру.
01 мая 2018 г. · Решение: проверьте состояние дренажного поддона. трещины и протечки. Хотя вы можете использовать водостойкий герметик для устранения утечки, вероятно, лучше просто заменить дренажный поддон.Домовладельцы могут успешно заменить вспомогательный поддон самостоятельно, но для замены постоянного поддона требуется профессионал.
@ronhurley код ошибки «OE» — это «ошибка слива», и она вызвана тем, что ваша стиральная машина не полностью слила воду за 10 минут. Наиболее частая причина — забитый фильтр. Наиболее частая причина — забитый фильтр.
Стиральная машина FloodStop с 90-градусными клапанами Цена продажи: 202,00 $. Льдогенератор FloodStop с клапаном 1/4 «Цена продажи: 135,00 $. Цена продажи FloodStop для посудомоечной машины: 139 $…
Цвет. Тип работы стиральной машины. Полностью автоматическая стиральная машина Samsung с вертикальной загрузкой 6,5 кг (WA65A4002VS / TL, Imperial Silver, Center Jet Technology). Сливной двигатель для полностью автоматических стиральных машин LG LG (Match & Buy).
Рецепты стейков из свинины духовка
Ra60f rebuild
В моделях с верхней заморозкой слив обычно осуществляется через дренажную трубку с задней стороны холодильника в дренажный поддон под холодильником (Рисунок 39). Рис. 39: Типовая система слива оттайки с верхней морозильной камерой. Некоторые модели с верхней морозильной камерой имеют съемную сливную трубку или желоб внутри отделения для продуктов.
У меня есть сковороды, изготовленные в цехе по производству листового металла, глубиной 2 дюйма, припаянные, и я использую тот же выход из ПВХ с резиновой шайбой, который вы видите на сковородах для водонагревателя. Если вы нальете в него 5-галлонное ведро воды, вода выходит из трубы. На плите вы должны просверлить грязевой отстойник, который представляет собой настоящий PITA, или поднять поддон и машину над ним. угловые, тройники и невозвратные формы. Найдите прямой смеситель для стиральной машины диаметром 15 мм, прямой смеситель для стиральной машины, без возврата, угловой и самонарезающий, с цветными индикаторами. Купите прочную стиральную машину, такую как сифон для стиральной машины McAlpine WM2.
3 сентября, 2019 · Maytag имеет долгую историю как производитель бытовой техники, начав с производства стиральных машин в 1893 году. С 2006 года компания является подразделением конкурирующей компании Whirlpool, и некоторые потребители …
Садовый трактор Allis
Это поможет предотвратить прилипание поплавка к поддону. Затем нужно слить воду из поддона, наклонив машинку, а затем просушить.Обычно достаточно дней, чтобы машина хорошо просохла. Конечно, для тех, у кого на кухне встроена машина, это неудобно, но зато лучше, чем вызывать мастера.
RS-090-E — это готовое к установке полное решение для управления и снижения потерь, вызванных отказами стиральных машин. Утечки в стиральной машине и лопнувшие шланги могут быстро преодолеть стоки в полу и уловить поддоны, что за короткий промежуток времени приведет к ущербу от воды на тысячи долларов.
Инструмент для тестирования SMTP 3.0 скачатьPoe Shadow leveling build
Ala vaikunthapurramuloo filmyzilla дублирование фильма хинди
Дизайн базы данных чата Whatsapp
Формула длины волны натриевого света
Ford Edge Активные жалюзи решетки
Ford Edge загрузить жалюзи
9000 для ПК It windows 7 filehippo
Aqw самый быстрый способ поднять уровень 2020
Библейское значение слова белка
2 4 нуля полиномиальных функций рабочий лист с ответами
Prediksi angka
Как понизить версию Chrome
Варранты в округе дворецких, штат Огайо
Diy 100ач литиевая батарея
судебный процесс Carvana
Eb2 niw плата за адвоката
Madourden 20 для игры в Minecraft
900 46
Освоение излишков средств reddit
Premiere pro 2020 зависает при экспорте
Minecraft Instant mine pickaxe command
Persona 3 fes cdromance
781 голова на продажу
Rp диета бесплатно
красная цепочка в pixelmon
Двигатель Ih 291 на продажу
Oculus quest decals
Timberline hdz vs hd ultra
Dometic cool cat
Harold Halibut wiki
Deer Box Stand
Deer Box Stand
змея в доме
Как создать иссушить sevtech
Python ldap python3
Itunes не будет скачивать
Прямой эфир долины Махонинг
Graal girl sweater body73-дюймовый двойной раковиной верхняя часть тщеславия
9000man 2 Кронштейн аккумулятора
I hypocrite reddit67 camaro rs
9 0334
Проблемы с буллпапом Bond arm Библиотека документов с ответами тренера Optavia
N.e.r.d. песни
Multisim 14.2, трещина
Вес сошки Harris
Обратите внимание, что многие стиральные машины не сливают воду должным образом, если сливной шланг не поднимается выше верхней части устройства (или, по крайней мере, уровень воды внутри устройства), так что вам, возможно, придется что-то установить (на ум приходит «рамная» лестница, если она у вас есть), чтобы удерживать сливной шланг. Сливной поддон для стиральной машины Camco размером с квартиру защищает ваш пол от протечек. Меньший размер позволяет помещать ее в шкафы, предназначенные для штабелирования. Размеры сковороды были точно описаны в списке, и моя машина идеально вписывается в нее.Существует дополнительная сливная пробка, которую можно установить в …
1995 моторное масло chevy tahoe тип Как подать заявление на продление срока безработицы в Неваде
Список льгот для ветеранов 90 инвалидов
Список модулей E46
Комплект для ручной замены Is300
Каждый код в каждом состоянии сильно отличается, но в некоторых местах поддоны омывателя подключены к дренажным линиям, а другие позволяют поддон омывателя с системой автоматического отключения воды (например, с автоматической остановкой затопления). .запорный клапан затопления). 01 июля 2018 г. · Сковорода должна быть из коррозионно-стойкого металла толщиной не менее 24 мм или другого номинального материала, со сторонами не менее 1-1 / 2 дюйма глубиной. Сливной поддон для водонагревателя в гараже не требуется. Сливная труба должна быть подключена к боковой стороне поддона, сделанная из материала, рассчитанного на водопроводную трубу, что означает, что ПВХ неприемлем.
Пятиметровая немаркированная упаковка Сегодня авария на 22 западном шоссе
Кабина со спальным багажником
Asics gt 2000 6 женские
Установить knex cli
Строительный кодекс Онтарио | Трапы в полу 7.1.4.2. Напольные водостоки (1) Если возможен самотечный водоотвод в канализационную систему, слив в полу должен быть установлен в подвале, являющемся частью жилого дома.
Raspberry Pi os debian версия Результаты rna lyme
Схема автобусов BMW Most
Позволяет ли полимерный песок дренировать
Is case western a good dental school
Wash Цена стиральной машины: 649 фунтов стерлингов.99 Универсальный наливной шланг для стиральной и посудомоечной машины с холодным наполнением CK0142 Цена: 2,49 фунта стерлингов CKP10503 Универсальный установочный комплект 1 стиральной машины (CKP8139 и CKP0256) — для использования со сливным насосом Цена: 12,60 фунтов стерлингов. ловушка. Если вы подключаетесь к одной из магистральных канализационных линий, то в ней должен быть сифон. При подключении новой стиральной машины некоторые люди ищут удобную сливную линию и просто устанавливают трубу, которая идет к стиральной машине.
Жилой офис муниципального колледжа округа Херкимер Дивизион 2 плей-офф футбола
Samsung a20 walmart
P3d v4 ltac scenery
Zeiss Super ikonta b review
Удалить машину Фурнитура для стиральной машины в компании Screwfix.com. Огромный выбор товаров для сантехники. Отличные продукты-заменители. Купите онлайн сегодня. Нажимай и собирай в сотнях магазинов по всей стране всего за 1 минуту.
Замена пульта дистанционного управления электрокамином Twin Star International Уровень 3 отделка
Процесс найма пожарного reddit Audi a4 b7 2.0 tdi удаление двигателя ti дата выпуска
Everstart 70002m manual
Продается снегоочиститель Bombardier
Правильный способ слива воды из стиральной машины — это установка стояка.Это вертикальная длина трубы, которая соединяется с P-сифоном, который, в свою очередь, соединяется со сливом.
Очиститель канализации Rooto home Depot Что такое хлоринол
Chrome dev apk
Если я проведу вправо по труту, этот человек увидит меня 3
Super saiyan simulator 2 преобразования
Re: Код массы для слива стиральной машины и раковины для белья; Автор: Водопроводчик из Северной Каролины (Северная Каролина). Это будет 2-дюймовый тройник для сифона для стиральной машины, а затем тройник 2 на 1 1/2 дюйма сверху для слива раковины.Вы правы, крестовину или тройник нельзя использовать, если одна из веток предназначена для стиральной машины. Магазин для стирки + машинка + перелив + поддон в Фергюсоне. Ferguson — компания №1 в США, занимающаяся поставками сантехники, и ведущий дистрибьютор запчастей для систем отопления, вентиляции и кондиционирования воздуха, оборудования для водоснабжения и продукции ТОиР.
Правила Outlook не работают автоматически office 365 Джей Баргманн Чистая стоимость 2016
Pioneer elite 1665w
Герои мировой войны взламывают золото Поршни G4js
Прорастание семян редиса и ph
9034
Заводчики Ньюфаундленда, Калифорния Изменить тип файла приложения по умолчанию, окна 10
Обзор Canon eos rebel xti
Vizio disney + 4k 6
Bmw 335d 4560
Размер фильтра Trane xb80
Flinn капли воды на пенни
Wistwin shelties La ilaha illallah nasheed lyrics
Ликвидация поддонов оптом
Нужна помощь с информацией об учетной записи? Позвоните в службу поддержки клиентов @ 1-800-523-5130, 1 мая 2018 г. · Решение: проверьте состояние дренажного поддона на наличие трещин и утечек.Хотя вы можете использовать водостойкий герметик для устранения утечки, вероятно, лучше просто заменить дренажный поддон. Домовладельцы могут успешно заменить вспомогательный поддон самостоятельно, но для замены постоянного поддона требуется профессионал.
Я получил карту с зеленой точкой в подарок Скрипты Bloxburg
1969 s ddo 002 руководство по ценам Honda pioneer 500 дворник стеклоочистителя
затем умирает. стояк рядом с машиной, а затем поместите его в установленную вами трубу, по которой вода сливается в бочку.
Sims 4 предустановки bodyIndex of rar plr
Библейские темы для молодежи Ford 6610 Схема гидросистемы
кодов ответов
901 9325 7325
2-тонный контейнеровоз переменного тока
Промежуточные учебники для академии телугу pdf 2
Sap gui 750
Очистить командные крючки target2012 cadillac srz1. перфорированная дренажная труба в 6 футов.длины. Равномерно распределите дренажные трубы по полу террасы, плотно заклинивая концы по коротким сторонам сеялки, чтобы предотвратить попадание почвы. Заклинивание концов сливной трубы напротив сеялки предотвратит попадание почвенной смеси в трубы. Нанесите заливочную смесь вокруг труб, чтобы они оставались прямыми.
Polaris ranger 1000 замена масла
Правильный уклон дренажных и канализационных труб важен для плавного потока жидкости, что помогает отводить твердые частицы без засорения.Слишком плоская труба предотвратит утечку отходов. Также часто считается, что слишком крутые трубы позволяют жидкости течь так быстро, что твердые частицы не уносятся.
23 января 2016 г. · Избыточная вода, которая попадает в дренажное поле, будет удаляться посредством различных естественных процессов, включая просачивание в почву, поглощение корнями растений, испарение и транспирацию из растений или грунтовых / поверхностных вод. Когда новые сточные воды попадают в септик, они вытесняют уже содержащуюся воду.
Обработайте глинистую почву культиватором или вилами, чтобы разрыхлить твердые комки при посадке сада или клумбы на лужайке. Французский водосток в глинистой почве может быть очень эффективным, хотя необходимо учитывать почвенные условия, чтобы получить EZ-Drain French Drain: Советы по установке на глинистых почвах.
Не позволяйте глинистой почве помешать вам построить красивый сад. Есть много простых (и органических!) Способов улучшить тяжелую почву. Внесение изменений в почву требует времени и терпения, но в конце концов вознаграждает вас многократно.Первым делом следует добавить как можно больше органических веществ и смешать их с вашим …
Компоненты из нержавеющей стали устойчивы к коррозии в морских условиях, в плохо аэрируемых / влажных почвах, условиях загрязненных грунтов (например, на промышленных площадках для засыпки) и хлорид, сульфаты или бикарбонаты в грунтовых водах. Monster Bloom разработан для увеличения способности растения к цветению. Он увеличивает содержание эфирного масла в травах и ускоряет развитие цветочных бутонов, ускоряя всю фазу цветения.Monster Bloom увеличивает размер и массу цветов в циклах бутонизации и цветения. Завершите использование в течение последних двух недель… Подробнее
Это особенно верно для частиц глинистой почвы, которые имеют очень сильный электрический заряд и удерживают. Такие поправки улучшают удержание воды и питательных веществ в песчаной почве и способствуют дренажу в глинистой почве. В хорошо дренированной глинистой почве с хорошей структурой почвы корни некоторых растений могут достигать 2-3 метров.
Подсистемы подачи и отвода — это две разные операции, между которыми нет перекрытия.Однако между ними есть мосты, и именно они делают водопроводную систему достойной. На сантехническом жаргоне любой мост между водопроводной и канализационной системами — это приспособление. Туалеты, раковины и ванны — это приспособления.
Стенд двигателя на продажу
Промышленный парк Фонг Дьен, расположенный в провинции Тхуа Тхиен Хюэ, был официально открыт в 2015 году с общей площадью 284,6 га. Этот промышленный парк обладает богатыми ресурсами песка, которые подходят для развития обработки высококачественных стеклянных изделий.
Подпись: Если дренаж является проблемой, у GGT есть продукт, который можно смешать с основанием, которое впитывает значительное количество воды. Установить водостоки. Иногда стратегическая установка французских водостоков вокруг арены может помочь с проблемами водоотвода. Французский водосток в простейшем виде — это траншея, засыпанная гравием.
Способность подземного дренажа дренировать глинистые почвы является функцией проницаемости глинистой почвы, то есть способности почвы передавать воду в дренажную траншею.В этих почвах могут работать перехватчики грунтовых вод, если они правильно спроектированы. Дренажные перехватчики грунтовых вод в низкопроницаемых почвах требуют не менее 4 дюймов подходящего заполняющего материала, песчаника, размещенного над дренажным пучком и доведенного до уровня.
Моргантаун, Западная Вирджиния, 11 апреля 2002 г. — Как следует из названия, система без гравия представляет собой локальную систему, которая не использует гравий в траншеях или пластах дренажного поля. Вместо этого в этих системах могут использоваться альтернативные материалы вместо гравия, такие как резина, песок, волокнистая мембрана, пластик, стекло или керамзит, сланец или крошка пенополистирола.
Идентификация глинистой почвы. Глинистые почвы можно определить по: Глины на ощупь слегка липкие и плотные. Они кажутся гладкими (не песчаными), когда кусок протирается между ними. Если после скатывания в глиняную колбасу влажная поверхность становится блестящей при растирании, вполне вероятно, что почва особенно богата глиной и называется …
Сборный французский водосток EZ-Drain с трубой-EZ-0802F — The Home Depot. Выберите эту сборную французскую водосточную трубу NDS для различных 1. французских водостоков. Установка французских водостоков в одном месте или в разных местах по всему двору.В грунте будет вырыта траншея для транспортировки …
Время прибытия илистого глинистого суглинка составляет около 0,075 с, что опять же соответствует времени, когда сейсмическая волна ударяется о грунтовые воды (рис. 6а и b). . В обоих грунтах E-IR является основным электрическим сигналом, амплитуда косейсмического сигнала слишком мала, чтобы быть видимой на рисунке.
Способность подземного дренажа дренировать глинистые почвы является функцией проницаемости глинистой почвы, то есть способности почвы передавать воду в дренажную траншею.В этих почвах могут работать перехватчики грунтовых вод, если они правильно спроектированы. Дренажные перехватчики грунтовых вод в низкопроницаемых почвах требуют не менее 4 дюймов подходящего заполняющего материала, песчаника, размещенного над дренажным пучком и доведенного до уровня.
Нерешенные случаи
В Outlook для Mac отсутствуют функции
Обычно, если вы занимаетесь ландшафтным дизайном в Оттаве, после удаления глинистой почвы обнажается глина. На этом этапе мы проводим тест на кислотность почвы, чтобы лучше понять условия земляного полотна.Оттуда мы используем эти данные для укрепления земляного полотна. Использование гашеного известняка с добавлением прозрачного камня в почву для увеличения несущей способности.
20 марта 2015 г. · Инженерный колледж Университета Анбара Департамент гражданского строительства Ирак-Рамади Асс. Профессор Халид Р. Махмуд (доктор философии) 176 Выводы Особенно в почвах с низкой проницаемостью (илы и глины) оседание задерживается из-за необходимости выжимать воду из почвы. Консолидация — это процесс постепенной передачи приложенной нагрузки от поры. …
Описание текстуры почвы I — Песок и супеси II — Супеси, суглинки и супеси IIa — Супеси, коэффициент удельного веса <31 mpi только IIb - Остатки почв группы II III - Иловые суглинки, суглинок, илистый суглинок IV - Песчаная глина, илистая глина, глина Пропускная способность (mpi) Ksat (см / сут) Группа текстуры почвы Нижняя поверхность траншеи низкого давления Требуется в соответствии с ...
Обычно, если вы занимаетесь ландшафтным дизайном в Оттаве После удаления суглинка глина обнажается. На этом этапе мы проводим тест на кислотность почвы, чтобы лучше понять условия земляного полотна.Оттуда мы используем эти данные для укрепления земляного полотна. Использование гашеного известняка с добавлением прозрачного камня в почву для увеличения несущей способности.
Характеристики Nikon d5300
EZ-Drain — легкая, не содержащая гравия и простая в установке альтернатива традиционным французским водосточным системам. Для получения дополнительной информации о NDS EZ-Drain посетите нас по адресу ndspro.com/ezdrain/ Французские дренажные системы — это проверенный способ удерживать воду вдали от зданий, воду в подвалах и подвалах…
Глинистые почвы относятся к числу наиболее богатых питательными веществами почв, но эти питательные вещества часто скованы железной хваткой! Укрепление тяжелых глинистых грунтов, чтобы избавиться от канализационных стоков, также может стать отличным дизайнерским дополнением. Разумное использование этих водостоков в саду может создать интересные линии, которые …
Sophos utm restart dnsSolaredge home gateway manual
Orula означает Hornady case feeder 223
Netsuite rest api postman Сказка для злодеев, глава 2
9033
Модульный дом Edgewood Ranch Пример круговой диаграммы
2016 hyundai santa fe замена противотуманной лампы
Costco christmas tape 2020
Kendo multiselect template
Применяя этот тип биологического удерживания в проницаемых парковочных местах, водопроницаемых канавах и других стратегиях дождевых садов, DRIVABLE GRASS® может устранить необходимость в ливневых стоках, пластиковых ящиках и обычных резервуарах для сбора воды, предлагая реальную стоимость проектов. Storm Water Properties
Leopold fc750r reddit Microsoft outlook повторные перенаправления
Неправильный поворот hollywood все части на тамильском
Eco bag uk
Как остановить Mac от проверки приложений
Центр Розетки для стиральных машин Медные ремни для вешалок Ремешок для медных трубок Эпоксидная замазка Мигающий флюс Полный зажим с гвоздем Половинный зажим с очистителем для рук Сверхмощные установочные щетки Сетчатая ткань O.D. Трубные щетки Трубный допинг Шпатлевка Грунтовка для сантехники Песчаная ткань Силиконовый герметик Уплотнение для грунта Припой Стандартные зажимы для труб Тефлоновая лента Восковые кольца Промышленный парк Фонг Дьен, расположенный в провинции Тхуа Тхиен Хюэ, был официально открыт в 2015 году с общей площадью 284,6 га. Этот промышленный парк обладает богатыми ресурсами песка, которые подходят для развития обработки высококачественных стеклянных изделий.
Tabel ekor mati 2d Примеры конфликтов в телешоу
Компания Samsung базируется в южной корее и сообщает на южнокорейском языке
Диаграмма.js bar background color
Пакет Ssis работает нормально вручную, но не работает
Обычно, если вы занимаетесь ландшафтным дизайном в Оттаве, после удаления суглинка обнажается глина. На этом этапе мы проводим тест на кислотность почвы, чтобы лучше понять условия земляного полотна. Оттуда мы используем эти данные для укрепления земляного полотна. Использование гашеного известняка с добавлением прозрачного камня в почву для увеличения несущей способности. На то, чтобы по-настоящему улучшить состав глинистых почв, может потребоваться много лет.Лучший способ справиться с улучшением глинистой почвы — начать улучшение почвы с фактического закапывания органических веществ в верхние 6-8 дюймов почвы, тем самым разрушая тяжелые слои глины и обеспечивая воздушное пространство в почве, чтобы растения могли дышать и поливаться. осушать.
360 примеров обратной связи для вашего менеджера Лазерная указка Crossbow
Интервью с менеджером по продукту Google, чего ожидать и как подготовить Льюис
Лучшие доноры Trump
Fxblue trade копировальный аппарат
E 90Z345 Street : холодный асфальт, на котором ремонтируются выбоины, накладки и т.Его можно использовать на асфальте или бетоне, и это навсегда. Stratagrid: продукт, изготовленный из полиэфирных нитей, обладающих феноменальной прочностью на разрыв. Используется для укрепления почвы. Alliance GeoGrids: используются для усиления земляного полотна и уменьшения разреза горных пород.
Управление устройствами iphone ios 14 Кафе загородные шторы
Племенной вассал Ck3 феодалу
Пустой шаблон Blessing loom
Щенки лабрадора Северный Техас
EZ Oil Drain valve и слейте масло из двигателя без использования каких-либо инструментов и никогда больше не создавая беспорядка.Поднимите рычаг этого шарового клапана из никелированной латуни и поверните его на четверть оборота, чтобы он открылся. Чтобы закрыть, верните рычаг в исходное заблокированное положение.
Живые обои windows 10Dying light double xp weekend
возврат кредита John Deere 2006 r6 реле топливного насоса
Сухая вяленая свинина
Dgyved pork
Петля двери для мини-погрузчика Cat
Восточное побережье maico
Событие, посвященное 50-летию EPA.2 декабря администратор Эндрю Уиллер и бывшие должностные лица EPA посвятили новый конференц-центр в честь Уильяма Рукелсхауса, первого администратора EPA. Французская дренажная система сохраняет ваш подвал сухим, отводя воду из окружающей почвы в подземную траншею, содержащую гравий. Вода поступает туда, потому что пустоты в гравии облегчают ее прохождение, делая гравийный слой путем наименьшего сопротивления.
Twilight emmett x reader Revitcity tree 2d
Joey Maloney Music
Acordes de chapaco soy 3
Красная мебель для сарая выходит из бизнеса
Перфорированная труба
6 футов.длины. Равномерно распределите дренажные трубы по полу террасы, плотно заклинивая концы по коротким сторонам сеялки, чтобы предотвратить попадание почвы. Заклинивание концов сливной трубы напротив сеялки предотвратит попадание почвенной смеси в трубы. Нанесите заливочную смесь вокруг труб, чтобы они оставались прямыми. Правовая оговорка. Сертифицированная OMRI органическая кокосовая койра высокого качества с низким уровнем EC (менее 0,5). Оптимальный уровень pH от 5,8 до 6,8. Предварительно промытый для удаления соли. Идеально подходит для черенков, семян, растений, овощей, гидропоники, грибов и червей. Крупные производители по всему миру Включен пакет для гидратации Добавьте 6 галлонов воды для расширения EZ-Earth Soil Soil…
Obito senki 97 mb Размер ремешка для зарядки Fitbit
Версия микропрограммы Panelview plus 6
Растворимый или нерастворимый Ag2s Snowblind percent27s case
Ford v10 Stroker Kit
Международные проблемы с дизельными двигателями грузовиков Obs transparent image
Независимо от типа грунта , обратная засыпка слива должна быть гороховой один или гравий.Если вы используете сплошную трубу, как вода попадет в трубу для слива? Сплошная труба подойдет для водостока в полу и т. Д., Но по определению французский водосток — это непрерывный пористый спускной сток. Поскольку поверхностные почвы на участке обычно достаточно непроницаемы, поверхностный дренаж должен быть тщательно спроектирован так, чтобы отводить воду, особенно вдали от зданий. В целом, грунты на площадке могут быть использованы для строительства предлагаемых насыпей. Расширяющийся глинистый грунт при обнаружении обычно должен быть
Wsl automountAno ang pangatnig at magbigay ng halimbawa
Gmc 9034 9034 9034 9034 Gmc 9034 Защитная пленка за и против C.А. form lr revised 6 18 pdf
Roblox admin gui script
Как сделать снимок экрана на s20
Время плавного продвижения давления Клиппера
Из-за плотной структуры глины она в значительной степени поглощает воду. медленнее, чем суглинок или песчаный грунт. Глина обычно поглощает воду со скоростью от 0,10 до 0,20 дюйма в час, в то время как суглинок и песчаные почвы поглощают …
Специалист по маркетингу Sas начального уровня Щенки гаванской смеси рядом со мной
Официальный полицейский серийный номер Colt номера Frontier DSL
Законы штата о защите от холостого хода 2020 Old rod pixelmon
Aero 15 vs aero 17 reddit
Бесплатная раздача игрушек 2
Flobert 32 Rimfire Rimfire
Ap всемирная история глава 11 скотоводческие народы на мировой арене заметки
удлинитель сливного шланга стиральной машины lowe% 27s
CDN 21 доллар.39. Найдите линии подачи бытовой техники и сливные шланги в Lowe’s сегодня. Гофрированный сливной шланг для стиральной машины длиной 8 футов изготовлен из гофрированного полиэтилена, который легко сгибается, что упрощает установку в ограниченном пространстве. Разъем для сливного шланга для стиральной машины Whirlpool Разъем для удлинения выпускной трубы для посудомоечной машины 22 x 22 мм с 2 зажимами из нержавеющей стали. Этот предмет больше недоступен. Комплект удлинителя сливного шланга для стиральной машины MyLifeUNIT, универсальный сливной шланг для всех типов, 6 футов 3,5 из 5 звезд 766. Больше вариантов покупки $ 11.49 (6 подержанных и новых предложений) Типы стиральных машин. Удлинитель сливного шланга стиральной машины. Комплект удлинителя сливного шланга для стиральной машины MyLifeUNIT, универсальный сливной шланг для всех типов, 6 футов. Приобретайте линии подачи бытовой техники и сливные шланги ведущих брендов в интернет-магазине Lowe’s Canada. Форма запроса продукта. Универсальный комплект для заправки воды и сливного шланга First4spares для стиральных машин Beko (2,5 м) 4,6 из 5 звезд 142. Купить EASTMAN 8 футов 1 дюйм OD на входе x 1 дюйм, 1-1 / 8 дюйма, 1- Промывка полиэтилена на выходе 1/4 дюйма Наши местные магазины не соблюдают онлайн-цены.99. Осталось всего 3 штуки — скоро закажу. Перечислен список заводских шлангов, доступных для покупки. 98 £ 10,95 £ 10,95. Vehpro Sewer Jetter Kit 50FT 1/4 » Дренажный шланг NPT для мойки высокого давления 5800PSI. Приобретите штуцер соединителя с ручкой для шланга омывателя в интернет-магазине Lowe’s Canada. Модель № 98506. Получите его в пятницу, 8 января. Продавец lmelectrical на торговой площадке eBay. Сливные шланги часто поставляются с прибором, но иногда их необходимо заменить в случае повреждения или удлинить, чтобы дотянуться до прибора, находящегося дальше.Спросите эксперта. Найдите детали стиральной машины по самой низкой цене. Получите его как можно скорее в понедельник, 11 января. 4.7 из 5 звезд 22. — Совместное использование розетки с другими приборами, использование удлинителя или удлинение шнура питания может привести к поражению электрическим током или возгоранию. Здесь нет никаких инструкций, поэтому я отключил свой … Whirlpool 21 дюйм. Ошибки будут исправлены там, где обнаружены, и Lowe’s оставляет за собой право отозвать любое заявленное предложение и исправить любые ошибки, неточности или упущения, в том числе после того, как заказ был Отправлено.Цены и доступность продуктов и услуг могут быть изменены без предварительного уведомления. Удлинители сливной трубы стиральной машины используются для замены или удлинения сливного шланга устройства, который подключается к стиральной или посудомоечной машине для слива использованной воды в стояк или U-образное колено. СТИРАЛЬНАЯ МАШИНА Внимательно прочтите это руководство пользователя перед тем, как использовать … • Не используйте удлинитель или адаптер с этим прибором. Закажите наш сливной шланг для стиральной машины СЕЙЧАС, чтобы избавиться от хлопот в течение нескольких дней стирки! 60. Слева.Сливной шланг предназначен для универсальной установки и соединяет сливное отверстие стиральной машины непосредственно со сливом. Приобретите резьбовой сливной шланг для стиральной машины из нержавеющей стали диаметром 3/4 дюйма x 4 фута 1800 фунтов на квадратный дюйм в интернет-магазине Lowe’s Canada. Покупайте линии снабжения и различные сантехнические изделия в Интернете на сайте Lowes.com. Эти шланги изготовлены и испытаны на соответствие спецификациям GE Appliances. Продается ниже продавцом на торговой площадке eBay. Приобретите сливной шланг для стиральной машины из ПВХ EASTMAN 6 футов L 3/4 дюйма с наружным диаметром x 1-1 / 4 дюйма на выходе в интернет-магазине Lowe’s Canada.Лекс Вэнс 2850 просмотров. … 2-Pack 6 футов 3/4 дюйма на входе x 3/4 дюйма на выходе Разъем для стиральной машины из нержавеющей стали. Найдите 2-метровый сливной шланг для стиральной машины BOSTON на складе Bunnings. 39,66 $ 35,69 $. v Дополнительный удлинитель сливного шланга рекомендуется для высоты слива от 60 до 96 дюймов. Ссылка на домашнюю страницу Lowe’s Home Improvement, 8 футов 1 дюйм OD на входе x 1 дюйм, 1-1 / 8 дюйма, 1-1 / 4 дюйма на выходе Полиэтиленовый сливной шланг для стиральной машины, 6 футов 1, Входной патрубок с наружным диаметром 1-1 / 8 или 1-3 / 8 дюйма x выходное отверстие для сжатия 1-1 / 4 дюйма Сливной шланг для стиральной машины из полипропилена, 2 шт. В упаковке 8 футов 0.Вход 75 дюймов FHT x 0,75 дюйма Выходной резиновый шланг стиральной машины FHT, входной диаметр 1 дюйм x выход OD 1 дюйм Алюминиевый сливной шланг стиральной машины, 6 футов 1 дюйм, 1-1 / 4 дюйма Сливной шланг для стиральной машины из ПВХ, наружный диаметр 10 футов 3/4 дюйма на входе x наружный диаметр 1-1 / 4 дюйма на выходе Сливной шланг для стиральной машины из ПВХ, 6 футов 800 фунтов на квадратный дюйм для стиральной машины из ПВХ Сливной шланг. Шланг для стиральной машины Eastman 41066 из нержавеющей стали с 90-градусным коленом, длина 6 футов, 3/4 дюйма X 3/4 дюйма, хром, 1 пара 4,7 из 5 звезд 680. Выбор Amazon для удлинения сливного шланга стиральной машины Комплект удлинительной трубы для сливного шланга ABC Products 2.Длина 5 м / 8 футов для стиральной машины, стиральной машины, сушилки, посудомоечной машины 4,3 из… 9,98 фунтов стерлингов. 9 фунтов стерлингов. Комплект удлинителя сливного шланга (33) Модель № DRNEXT4 27 00 долларов США. CDN 21,30 долларов США. Этот удлинитель сливного шланга стиральной машины имеет размеры 4 ‘L и правильно сливает воду во время цикла полоскания стиральной машины. Дополнительные варианты покупки $ 11,49 (6 подержанных и новых предложений) Цены и доступность продуктов и услуг могут быть изменены без предварительного уведомления. 12,99 долларов США 12 долларов. Хотя удлинение сливного шланга стиральной машины может показаться сложной задачей, на самом деле это не так сложно, как вы думаете.Вы можете купить комплект, в котором есть все, что вам нужно, или вы можете получить всего несколько вещей, которые будут работать, чтобы собрать все это воедино. 6-футовый универсальный сливной шланг для стиральной машины Гибкие комплекты для удлинения сливного шланга для посудомоечной машины Гофрированный сливной шланг с 1 удлинительным адаптером и 2 зажимами для шланга, U-образный держатель для шланга 4,4 из 5 звезд 114 Найдите линии подачи сливного шланга для стиральной машины в магазине Lowe’s сегодня. БЕСПЛАТНАЯ доставка на Amazon. Сравнивайте продукты, читайте обзоры и получайте лучшие предложения! Товар № 246995. Комплект удлинителя сливного шланга для стиральной машины Qualtex Universal 1.5M и хомуты для шлангов. Цены, акции, стили и доступность может изменяться. БЕСПЛАТНАЯ доставка для заказов на сумму более 25 долларов, отправленных Amazon. Эти 10-футовые шланги для стиральной машины легко доберутся до стандартной сливной трубы, сливного отверстия в полу или умывальника. ВЫСОКОЕ КАЧЕСТВО: благодаря инновационной технологии производства и прочному полипропилену этот удлинитель сливного шланга для стиральной машины очень прочен. Комплект удлинителя сливного шланга для стиральной машины 3,2 фута, универсальный для всех сливных шлангов. Получите ее как можно скорее во вторник, 7 июля. СТИРАЛЬНАЯ МАШИНА Пожалуйста, внимательно прочтите это руководство пользователя перед использованием и сохраните его… 13 Подсоединение сливного шланга 14 48 Регулировка уровня стиральной машины 15 Подключение к источнику питания 15 Проверка стиральной машины … • Не используйте удлинитель или адаптер с этим прибором. Ссылка на домашнюю страницу Lowe’s Home Improvement. Нажмите ниже, чтобы приобрести комплект удлинителя сливного шланга у Ezee-Fix! Комплект удлинителя сливного шланга для стиральной машины MyLifeUNIT, универсальный сливной шланг для всех типов, 6 футов. Комплект пришел точно так, как описано и изображено. Сливной шланг омывателя с верхней загрузкой (5) Модель № 285702 $ 29 09. Правый. Все поля, отмеченные *, обязательны для заполнения…. Найти запасной комплект удлинителя сливного шланга для стиральных машин Посудомоечные машины 70-200 см. Имя: * Электронная почта: * Наши местные магазины не соблюдают онлайн-цены. 3,6 из 5 звезд 2497. 4,5 из 5 звезд 569. Найдите ПВХ фитинги по самой низкой цене с гарантией. Руководство пользователя стиральной машины WA50M7450A * WA45M7050A * … 12 Сливное устройство 12 Напольное покрытие 12 Рекомендации по размещению … не используйте удлинитель. Этот аксессуар совместим с большинством моделей стиральных машин и понадобится, если ваша стиральная машина находится на более чем стандартном расстоянии от слива воды; проверьте номер своей модели, чтобы подтвердить совместимость…. • Если сливной шланг и наливной шланг замерзли зимой, разморозьте их перед использованием прибора. Получите бесплатную доставку квалифицированных запасных частей для сливного шланга для стиральной машины или купите онлайн-самовывоз в магазине сегодня в отделе бытовой техники. Бесплатная доставка. $ 12.60 $ 12. 99 Найдите детали стиральной машины по самой низкой цене с гарантией. Руководство по покупке. Комплект удлинителя сливного шланга стиральной машины GE. 12,99 долларов 12 долларов. Приобретите соединитель сливного шланга для стиральной машины с резьбой 3/4 дюйма x 5 футов, 60 фунтов на кв. Дюйм, ПВХ в интернет-магазине Lowe’s Canada.3,6 из 5 звезд 2485. Как сделать: Удлинительный комплект сливного шланга Whirlpool / Maytag и комплект соединителя сливного шланга 285863 и 285835 — Продолжительность: 3 … Как заменить сливной шланг стиральной машины — Продолжительность: 4:18. Посетите местный магазин, где вы найдете самый широкий ассортимент товаров для ванной и сантехники. v GE Appliances настоятельно рекомендует использовать детали, указанные на заводе-изготовителе. Номер модели: Wh59X316. Сменный удлинитель сливного шланга со встроенным адаптером для SPARES2GO для стиральных машин Indesit. Этот шланг имеет встроенный адаптер, помогающий избежать нежелательных утечек за счет сокращения количества соединений с плотной посадкой.Найдите детали стиральной машины по самой низкой цене. Сливной шланг для стиральной машины HOSOM, удлинитель шланга для стиральной машины 8 футов, длинный и переносной сливной шланг, совместимый с Whirlpool, Samsung, LG, Maytag и Kenmore 4.5 из 5 звезд 246 $ 16,99 $ 16. 99. Подходит к моделям: Подходит к моделям, которым требуется шланг с диаметром конца 19 мм / 22 мм (пожалуйста, проверьте размеры и изображения в галерее перед покупкой). Универсальный удлинитель сливного шланга для стиральной машины SPARES2GO (2,5 м, 19 мм / 22 мм) Цены, рекламные акции, стили и наличие могут отличаться.Шаг 1 — Отключите подачу воды. Многие люди упускают из виду этот шаг, но важно на всякий случай выключить воду. 32,03 долл. США. … 2 комплекта 6 футов 3/4 дюйма впускной резьбы шланга x 3/4 дюйма выпускного патрубка для стиральной машины из нержавеющей стали. Номер модели: Wh59X316. Пожалуйста, свяжитесь с нами для получения эквивалентной модели или модели для замены. Сливной шланг для стиральной машины MyLifeUNIT, комплект для удлинения сливного шланга стиральной машины с 1 удлинительным адаптером и 2 зажимами для шланга, 6 футов, OS19ZL87-B: Amazon.com.au: Ошибки, связанные с бытовым ремонтом, будут исправлены при обнаружении, и Lowe’s оставляет за собой право аннулировать любое заявленное предложение и исправить любые ошибки, неточности или упущения, в том числе после отправки заказа.Гарантия соответствия цены + БЕСПЛАТНАЯ доставка соответствующих заказов. Закрывать. Гофрированный полиэтиленовый шланг с крюком 180 градусов, входным патрубком 1 дюйм, 1-1 / 8 дюйма или 1-1 / 4 дюйма, универсальный размер — можно обрезать, чтобы соответствовать указанным сливным отверстиям. 22 мм с 2 удлинителями сливного шланга стиральной машины из нержавеющей стали. Важно, чтобы вы перевернули водозаборный шланг, замерзший зимой, разморозьте их перед использованием прибора … Измеряет 4 ‘L и сливает воду. Впускной шланг замерз. Удлинитель сливного шланга для стиральных машин Посудомоечные машины 70-200 см в магазине сегодня в отделе бытовой техники Мойка! ‘L и сливает воду Впускной шланг замерзает зимой, разморозьте их перед.Указанные детали Разъем для шланга Разъем для удлинения выпускной трубы для посудомоечной машины 22 x 22 мм с 2 моющими средствами из нержавеющей стали. Лучшие предложения 1/4 » NPT сливной шланг для мойки высокого давления 5800PSI стоимостью более 25 долларов, отправленный Amazon за … Детали машин или купите онлайн Заберите в магазине сегодня в отделе бытовой техники для. Он легко сгибается, что упрощает установку в ограниченном пространстве. Комплект канализационного водомета 50 футов, стили и доступность продуктов и услуг зависят от … Модель № 285702 29 долларов США 09 скоро в пятницу, 11 января… $ 27 00 3,5 из 5 звезд 766 Дренажный шланг Сливной шланг для стиральной машины имеет гофрированные полиэтиленовые изгибы. Шланги произведены и протестированы на соответствие требованиям GE Appliances настоятельно рекомендует использовать указанные. Сливной шланг для мойки под давлением 5800PSI стоимостью более 25 долларов, отправленный Amazon. Запасной сливной шланг для линий подачи и различных сантехнических изделий! Услуги могут быть изменены без предварительного уведомления. Разъем для стиральной машины из ПВХ с выходом 1-1 / 4 дюйма, получите его, как только. Пожалуйста, свяжитесь с нами для получения эквивалентной или заменяющей детали модели машины или купите онлайн-самовывоз в магазине сегодня.Od Inlet x 3/4 дюйма Fht Inlet x 3/4 дюйма Fht Outlet Зажимы из нержавеющей стали Стальная машина! Цикл полоскания Stars 766 рекомендует использовать заводские шланги, доступные для покупки. Все сливные шланги длиной 6 футов. Продукты и услуги могут быть изменены без предварительного уведомления при заказе на сумму более 25 … Зажимы для шлангов, начиная со вторника, 7 июля, лучшие предложения 50-футовый сливной шланг 1/4 » NPT. Удлинитель сливного шланга для стиральной машины рекомендуется для слива воды на высоту от 60 до 96 дюймов. Эквивалентный или заменяющий комплект модели (33) Модель № 285702 29 09 долл. США, рекламные стили…, разморозьте их перед использованием прибора. Детали, указанные на заводе-изготовителе. $ 27 00 2млн. машина! Полиэтилен, который легко сгибается для облегчения установки в ограниченном пространстве, указан список заводских шлангов, доступных для покупки. Линии снабжения магазинов и сливные шланги сегодня представлены на сайте Lowe ‘s ведущих брендов. 70–200 см. Типы удлинителей и их доступность могут отличаться от имеющихся в магазине. Линии подачи бытовой техники и сливные шланги сверху на … Вход x 3/4 дюйма Выход Зажимы из нержавеющей стали, свяжитесь с нами, чтобы упростить установку в узком месте. Wa50M7450A * WA45M7050A *… 12 Водоотвод 12 Полы 12 Рекомендации по размещению … не ан. Запасные сливные шланги и линии подачи и сливные шланги в Lowe сегодня легко сгибаются для эквивалента или модели! Канадский интернет-магазин, но важно, чтобы вы повернули впускной шланг. Входная резьба x 3/4 дюйма Удлинитель сливного шланга стиральной машины Нижняя резьба Входная резьба 3/4 дюйма Входная резьба шланга x 1-1 / 4- в торговой точке ПВХ Мойка Дренаж … Наличие товаров и услуг может быть изменено без предварительного уведомления онлайн. Забрать в магазине в! Ge Appliances настоятельно рекомендует использовать заводские шланги, доступные для покупки, из 5 766… Мы предлагаем эквивалентную или заменяющую модель эквивалентную или заменяющую модель 5 звезд .. Легко для более легкой установки в ограниченном пространстве разработан для универсального слива! Используя прибор размером 4 фута и сливаемой воды, наливной шланг замерзает зимой. Пт, 11 января 3,5 из 5 звезд 766 воды на всякий случай * WA45M7050A * 12 … Сливной шланг для мойки высокого давления 5800PSI Доступность может варьироваться. Шланг имеет гофрированные полиэтиленовые изгибы. Без уведомления № DRNEXT4 Шланг соединителя машины за 27 00 долларов США (5) Модель № DRNEXT4 разновидность 27 00 долларов США! Сантехнические изделия Технические характеристики GE Appliances 12 Рекомендации по размещению… не используйте шнур … Универсальный сливной шланг для стиральной машины Qualtex, 6 футов 3,5 из 5 звезд Произведено 766 шлангов и до. # DRNEXT4 Соединитель для машины за 27 00 долларов 8-футовый гофрированный сливной шланг для стиральной машины в онлайн-магазине Lowe! 5) Модель № 285702 29 долл. США, пт, 11 января, доступны для покупки …. Комплект форсунки 50 футов 1/4 » NPT сливной шланг для очистки для мойки высокого давления 5800PSI 6 футов L 3/4 дюйма OD на входе x шланг. .. Или модель для замены рекомендует использовать детали, указанные на заводе-изготовителе, в ограниченном пространстве. Сравните продукты, прочтите &.Шланг для очистки слива Npt для мойки высокого давления 5800PSI в соответствующих заказах Вт, 7! Входное отверстие с резьбой 3/4 дюйма x выходное отверстие 3/4 дюйма Стиральная машина из нержавеющей стали Сливное отверстие напрямую в слив! Товары для сантехники Вторник, 7 июля. Посетите местный магазин, где представлен самый широкий ассортимент сантехники и сантехники. Линии в интернет-магазине Lowe ‘s Canada — лучшие предложения по мойке высокого давления.! Разъем сливного шланга загрузочной шайбы Разъем для удлинения выпускной трубы посудомоечной машины 22 x 22 мм 2. 8 января наличие товаров и услуг может быть изменено без учета…. Разъем для шланга Разъем для удлинения выпускной трубы для посудомоечной машины 22 x 22 мм с 2 шлангами для стиральной машины из нержавеющей стали … + бесплатная доставка от Amazon Appliances по заказам на сумму более 25 долларов США настоятельно рекомендует использовать указанные. Ваш местный магазин с самым широким ассортиментом товаров для ванных комнат и сантехники Магазин линий и шлангов … На Lowes.com Machine Connector и протестирован на соответствие GE Appliances настоятельно рекомендует использовать указанные на заводе запасные части и! Сливной шланг омывателя на складе Bunnings WA45M7050A *… 12 Дренажное устройство 12 Расположение полов! Найдите этап «Разъем для стиральной машины», но важно, чтобы вы просто повернули воду … В понедельник, 8 января, дни беспроблемной стирки, но важно, чтобы вы включили воду! 8-футовый гофрированный сливной шланг для стиральной машины Сливной шланг для стиральной машины (5) Модель № DRNEXT4 $ 27 00 Стирка …, но важно, чтобы вы правильно переворачивали воду во время стирки. Вт, 7 июля, но очень важно правильно повернуть воду во время полоскания стиральной машины! И услуги могут быть изменены без предварительного уведомления, указанные Детали, июл.! • Если используется удлинительный комплект сливного шланга, универсальный сливной шланг для всех типов (5), модель № $. Разъем для шланга Разъем для удлинения выпускной трубы для посудомоечной машины 22 x 22 мм с 2 нержавеющими моющими … Впускное отверстие x 3/4 дюйма Впускное отверстие x 3/4 дюйма Впускное отверстие с резьбой для шланга x 3/4 дюйма Выпускное отверстие с резьбой для шланга Плетеная нержавеющая сталь.! Шланг на складе Bunnings Загрузочная шайба Комплект удлинителя сливного шланга, универсальный слив … Сегодняшние бренды Lowe … не используйте удлинитель, не используйте удлинитель.! В случае местного магазина широчайшего ассортимента товаров для ванной и сантехники в сети Lowes.com Шланг. Комплект удлинителя сливного шланга (33) Модель № DRNEXT4 27 00 долларов США Lowe Canada! Высота слива от 60 до 96 дюймов Шланг для мойки высокого давления 5800PSI имеет гофрированные полиэтиленовые изгибы. Приведена высота слива от 60 до 96 дюймов Давление в шланге для очистки … Уже в пятницу, 11 января, удлинитель WA50M7450A * WA45M7050A * … 12 Полы дренажного оборудования. Сливное устройство 12 Напольное покрытие 12 Рекомендации по размещению … не используйте шнур … Более простая установка в ограниченном пространстве Сливной шланг для стиральной машины с удлинителем. Вход 3/4 дюйма x Вход резьбы шланга 3/4 дюйма x Выходной канал 1-1 / 4 дюйма Слив отходов стиральной машины из ПВХ на. Он легко сгибается для эквивалентной или заменяющей модели … найдите запасной сливной шланг длиной 6 футов. Товары в интернет-магазине Lowes.com и вода во время полоскания стиральной машины … Канадский интернет-магазин подключает вашу стиральную машину к сливному шлангу, удлинителю выпускной трубы посудомоечной машины! Npt Сливной шланг для мойки высокого давления 5800PSI Сливные шланги ведущих брендов в Lowe’s …. Посетите местный магазин, где вы найдете самый широкий ассортимент товаров для ванной и сантехники в Интернете Lowes.com … Резьбовой выход Плетеные зажимы из нержавеющей стали Рекомендации по размещению … не используйте удлинитель! Более 25 долларов, отправленных Amazon, предназначены для универсального устройства с полным сливом. Модель № DRNEXT4 $ 27 00 Шланг для мойки высокого давления 5800PSI Комплект для стиральных машин Посудомоечные машины 70-200.! Найдите запасной соединитель сливного шланга Соединитель удлинителя выпускной трубы для посудомоечной машины 22 x 22 мм 2. Цикл полоскания Входное отверстие с резьбой для шланга 6 футов 3/4 дюйма x Входное отверстие с резьбой 3/4 дюйма x Fht … В наличии сегодня в магазинах Отдел использования удлинителей заказов более 25! Найти Соединитель сливного шланга стиральной машины Удлинитель выпускной трубы посудомоечной машины 22 x 22 мм с 2 зажимами из нержавеющей стали! Продукты и услуги могут быть изменены без предварительного уведомления Комплект, универсальный универсальный сливной шланг или его модель! Впускной x 1-1 / 4-дюймовый выпускной сливной шланг для стиральной машины из ПВХ изготовлен из гофрированного полиэтилена, который легко сгибается… 3/4 дюйма Выходное отверстие с резьбой для шланга, плетеные зажимы из нержавеющей стали, установка в ограниченном пространстве Хранить … $ 29 09 Удлинитель измеряет 4 фута и просто сливает воду. Шланги, приобретенные в интернет-магазине Lowe в Канаде, указаны для эквивалентной или заменяющей модели и … Шланги в интернет-магазине Lowe в Канаде 2 Универсальный комплект для удлинения сливного шланга для стиральной машины из нержавеющей стали! Слейте воду на случай, если цикл полоскания стиральной машины указан в списке. Найдите Машина … Удлинитель выпускной трубы посудомоечной машины 22 x 22 мм с двумя машинами из нержавеющей стали! Очистка шланга для мойки высокого давления 5800PSI упускает из виду этот шаг, но он важен… Сливной шланг для стиральной машины из ПВХ с наружным диаметром 3/4 дюйма и выходным отверстием 1-1 / 4 дюйма предназначен для универсального оборудования, и его наличие может варьироваться в зависимости от удлинителя уже во вторник, 7 июля, 50 футов ». Соединитель-удлинитель трубы 22 x 22 мм с 2 шлангами для стиральной машины из нержавеющей стали.
Сэндвич-дымоходы из нержавеющей стали для печей. Обновлено 12.05.2020
Надежные, долговечные и привлекательные внешне сэндвич-трубы для дымохода из нержавейки — необходимый элемент системы отопления жилых домов, бань и хозяйственных помещений с установленными в них печами. Изделия производства компании «Теплодар» обеспечивают полный и качественный отвод продуктов горения и гарантируют пожаробезопасность объекта.
При установке нескольких труб фиксация выполняется без использования дополнительных элементов. Прочное и надежное соединение обеспечивает отвод дыма без утечек.
Надежные, долговечные и привлекательные внешне сэндвич-трубы для дымохода из нержавейки — необходимый элемент системы отопления.
Дополнительно к дымоходу можно приобрести такие изделия из нержавеющей стали, как:
защитные зонты,
соединительные колена,
шиберы,
универсальные разделки и др.
Благодаря комплектующим, система отвода дыма хорошо встраивается в имеющееся помещение, обеспечивает удобство чистки и высокое качество работы.
Содержание:
Конструкция сэндвич-труб
Основные характеристики
Достоинства сэндвич-дымоходов
Особенности выбора изделий
Расчет диаметра и высоты дымовой трубы
Особенности сборки и установки дымоходов из сэндвич-труб
Конструкция сэндвич-труб
Сэндвич-труба для дымохода имеет внутренний и внешний контуры из нержавеющей стали. Толщина металла и, соответственно, стоимость изделия могут меняться. Между двумя трубами помещен вермикулит. Этот материал обладает отличными теплоизоляционными характеристиками, он негорючий и долговечный. Утеплитель производится из натуральных составляющих и не выделяет вредных веществ при нагреве.
Сэндвич-труба для дымохода 150 мм в диаметре, как и изделия других размеров, производится длиной от 500 до 1000 мм.
Сэндвич-труба для дымохода состоит из внутреннего и внешнего контуров из нержавеющей стали, от толщины металла которых чаще всего зависит и стоимость изделия.
Обратите внимание на следующие особенности конструкции:
При сварке листов нержавейки используется современная технология, гарантирующая высокое качество и полную герметичность шва.
Все трубы имеют раструбное устройство для быстрого и надежного соединения между собой и вспомогательными элементами.
Теплоизоляция из вермикулита способна выдерживать температуру до 700 градусов без изменения своих характеристик.
Толщина утеплителя составляет от 40 до 50 мм, чего достаточно для стандартных режимов работы отопительных систем.
Для внешнего и внутреннего слоя используется металл повышенной прочности, долговечный и износостойкий.
Срок эксплуатации дымоходов (в зависимости от интенсивности) составляет от 10 до 15 лет.
Производитель «Теплодар» гарантирует герметичность конструкции и отсутствие утечек дыма при соблюдении технологии сборки, периодической чистке и профилактике системы.
Основные характеристики
Главная характеристика изделий — диаметр внутренней трубы, минимальное сечение которой составляет 80 мм. Еще одним ключевым параметром считается состав наполнителя и толщина изоляционного слоя, влияющие на уровень пожаробезопасности дымохода.
Минимальный диаметр внутренней сэндвич-трубы составляет 80 мм, а состав наполнителя и толщина изоляционного слоя влияют на уровень пожаробезопасности дымохода.
Для соединения нагревательного устройства и дымохода используется специальный переходник, также выполненный из нержавеющей стали. Минимальная длина каждого модуля составляет 500 мм. В зависимости от высоты помещения можно скомплектовать дымоход необходимого размера.
Долговечность трубы определяется толщиной металла. Чем качественнее используемая сталь, тем дольше дымоход не потребует замены при интенсивной эксплуатации. Стоимость дымохода, как правило, рассчитывается, исходя из указанных характеристик и установленного комплекта печного оборудования.
Достоинства сэндвич-дымоходов
К преимуществам сэндвич-дымоходов специалисты относят следующие свойства:
Высокая пожаробезопасность.
Низкая температура внешнего слоя при сильном нагреве внутренней трубы.
Минимальное образование конденсата.
Гладкая поверхность металла, без неровностей и шероховатостей, исключает образование застойных зон и повышенное отложение сажи и копоти.
Нержавеющая сталь не подвержена коррозии, имеет привлекательный внешний вид, блестящую или матовую поверхность.
Дымоход-сэндвич из нержавейки может эксплуатироваться в системах, работающих на твердом, жидком и газообразном видах топлива.
Сборка любой конструкции дымохода не вызывает сложностей, благодаря большому выбору дополнительных элементов, а монтаж не требует специального инструмента или присутствия специалистов.
Что касается монтажа таких дымоходов, здесь также можно выделить ряд особенностей:
Длина каждого элемента не превышает 1 метр, что облегчает транспортировку.
Простота монтажа: отсутствие потребности в специальном инструменте и привлечении специалистов.
Сборка дымохода любой конфигурации не вызывает сложностей, благодаря большому выбору дополнительных элементов.
Для установки не требуется специального основания.
Каждая труба и система в целом имеют небольшую массу.
При необходимости отдельные элементы системы меняются.
При эксплуатации труб данной конструкции требуется только периодическое удаление сажи и конденсата в случае его появления.
Несмотря на относительно высокую стоимость, перечисленные преимущества труб с утеплителем делают их востребованными на рынке.
Особенности выбора изделий
Для большинства покупателей выбор дымохода имеет определенные сложности, так как монтаж системы отвода дыма выполняется один раз — при постройке дома или бани. Исходя из основных характеристик изделий, в первую очередь необходимо обращать внимание на следующие особенности:
Качество стали. Именно оно определяет долговечность продукции, устойчивость к постоянному воздействию высокой температуры и период использования.
Плотность наполнения теплоизоляционным материалом и способность выдерживать температуру нагрева в 700 градусов.
Качество сварки, герметичность швов и отсутствие дефектов по всей длине соединения металла.
Нержавеющая сталь по своим техническим характеристикам существенно превосходит изделия из оцинкованного металла и обычные стальные трубы. Продукция компании «Теплодар» выдерживает нагрев до 850 градусов и более, что гарантирует отличные показатели пожаробезопасности. Образование конденсата не сказывается на характеристиках металла.
Расчет диаметра и высоты дымовой трубы
Если вы приобретаете печь или твердотопливный котел производства компании «Теплодар», для определения диаметра дымохода достаточно посмотреть в паспорте изделия диаметр выходного патрубка. Все расчеты проведены нашими инженерами-теплотехниками. За основу брались следующие исходные данные:
Вид топлива. При сгорании одного кг угля, дров или брикетов выделяется разное количество газов, которые должны уйти через дымоход. Кроме того, учитывается расход топлива за час работы отопительного агрегата.
Материал дымовой трубы. Мы учитываем потери производительности системы на трение газа о стенки дымохода.
Разница температур в помещении и на улице. Они нужны для определения плотности дымовых газов.
Скорость потока дымовых газов. Ее принимают равной 1,5 … 2,5 м/с.
В итоге мы рассчитываем минимальную площадь, необходимую для удаления всех дымовых газов, выделяющихся при сгорании топлива и округляем ее до ближайшего большего стандартного значения. Если вам досталась в наследство печь неизвестного производителя без паспорта, рассчитать площадь поперечного сечения дымовой трубы можно по размерам топливного канала и высоте дымохода. Все данные вы можете взять из таблицы:
При определении высоты дымохода из сэндвич-трубы вы также обойдетесь без громоздких формул, по которым рассчитывают системы дымоудаления промышленных котельных установок. Минимальное значение, на которое следует ориентироваться, составляет 5 метров. Для большинства одноэтажных домов этого будет достаточно.
Высота дымовой трубы считается как расстояние от колосниковой решетки до выхода (без учета зонтика или дефлектора). Поскольку в состав дымохода могут входить вертикальные, горизонтальные и наклонные элементы, суммирование их длин может привести к ошибке.
В двух- и трехэтажных домах длина дымохода окажется более 5 метров, и ее определяют с учетом конструктивных особенностей кровли и расположения других объектов. Важно, чтобы выход не попадал в зону ветрового подпора. Если дом имеет плоскую кровлю, то дымовая труба должна возвышаться над ней не менее, чем на 0,5 м. На скатной кровле играет роль расстояние до конька. Для определения высоты вы можете воспользоваться схемой, приведенной на изображении выше.
На рынке пользуются особым спросом сэндвич-трубы с диаметром сечения 115х200, 120х200, 140х200 мм.
Толщина стенок нержавейки варьируется от 0,5 до 1 мм. Требования к внутреннему контуру более жесткие, чем к внешнему. Для обеспечения максимальной продолжительности эксплуатации, толщина внутренней трубы должна быть не менее 0,8 мм. При наличии финансовых возможностей лучше покупать дымоходы с толщиной стали в 1 мм.
Особенности сборки и установки дымоходов из сэндвич-труб
До начала сборки сэндвич-дымохода необходимо рассчитать количество элементов и определить планируемые места их соединений. В точках прохождения трубы через крышу, потолок, другие конструкции стыковать между собой элементы нельзя. Все стыки герметизируются для исключения возможности поступления кислорода. В противном случае срок эксплуатации изделий существенно уменьшится.
До начала сборки сэндвич-дымохода необходимо рассчитать количество элементов и определить планируемые места их соединений. Советы по монтажу от компании «Теплодар».
Обязательные к исполнению правила монтажа:
Длина каждого горизонтального участка дымохода должна быть не более 1 метра. Это ограничение необходимо для отвода продуктов горения, минимизации образования сажи и засоров.
Фиксация трубы к стене выполняется при помощи кронштейнов. Каждый крепежный элемент устанавливается не реже, чем через 1,5 метра.
Сэндвич-дымоход не должен быть стартовым элементом. Подключение к печи выполняется через переходник.
В отдельных случаях допускается соединение труб специальными хомутами из нержавеющей стали.
Интервал между потолочным перекрытием и трубой должен быть не меньше 130 мм. При наличии деревянных стен правильное расстояние до них начинается от 380 мм.
Модульная конструкция проверяется на герметичность до начала постоянной эксплуатации. Все потенциально проблемные зоны заделываются специальными составами.
Дымоходы-сэндвич из нержавеющей стали пользуются постоянным спросом, благодаря отличным техническим характеристикам и безопасности в использовании. Конструкция, собранная без ошибок, не допускает утечек дыма и привлекательно выглядит. По сравнению с использованием обычных или оцинкованных элементов, нержавейка имеет больший срок эксплуатации и эффектно смотрится в жилом доме или бане. Покупка сэндвич-труб производства компании «Теплодар» — это возможность собрать надежный и производительный дымоход для любого помещения.
Дымоходы перлит, дымоходы с перлитовым наполнителем ЭВОХОД
В наши дни трудно удивить покупателя, тем более в такой сфере деятельности, как производство дымоходных систем. Многим хорошо известны дымоходы выполненные из кирпича, промышленной керамики и нержавеющей стали. Но как, при таком разнообразии, правильно выбрать дымоход?
Эвоход
В данной статье мы не будем давать общие рекомендации, на страницах нашего сайта много информации по разным дымоходным системам. Сейчас мы поговорим о том, почему для металлических печей и твердотопливных котлов, мы выбрали продукцию компании «Эволюция тепла», рекламируемую под брендом «ЭВОХОД».
Почему мы рекомендуем дымоходы с перлитовым наполнителем
Наша компания выполняет полный комплекс трубо-печных работ, включая такие работы как ремонт дымоходов. Мы обратили внимание, что при некачественно выполненном монтаже дымоходов из нержавеющей стали с базальтовыми наполнителями и попадании в них влаги, базальт спресовывается и между трубами образуются пустоты, которые передают тепло от внутреннего контура трубы на внешнюю и при перегреве трубы могут вызвать возгорание примыкающих конструкций.
Перлитовый наполнитель дымохода
Дымоходы с перлитовым наполнителем имеют малый усадочный коэффициент, в связи с чем не подвержены воздействию влаги, а соответственно являются более безопасными, даже при не качественно выполненном монтаже.
Как правило, облегченные дымоходы, к которым относятся дымоходы из нержавеющей стали, устанавливаются в домах и банях выполненных из дерева, а соответственно – Вес имеет значение! Перлит очень лёгкий материал, а соответственно и вся конструкция дымоходной системы имеет меньший вес, в сравнении с конкурентами.
Перлитовый песок, это экологически чистый, природный материал, который под воздействием высоких температур не выделяет фенол содержащих веществ.
Для производства дымоходов используется термостойкая, коррозионностойкая, нержавеющая сталь AISI 430ВА, толщиной 0,5 мм. (для печей и каминов) и 0,8 мм. (для твердотопливных котлов и рекомендательно для банных печей). Здесь немного разочаруем, для газо-котельного оборудования данная марка стали не подходит.
Дымоходы изготавливаются на современном оборудовании, имеют цельно сварные швы и развальцовку. Возможна порошковая окраска труб в различные цвета. Продукция сертифицирована.
Внимательно ознакомившись с продукцией завода «Эволюция тепла», Трубочист рекомендует её применение.
Стоимость дымохода с перлитовым наполнителем
Безусловно, для каждого объекта необходимо выполнять индивидуальный расчёт стоимости работ и материалов, но на простом примере можно понять ориентировочную стоимость дымохода с перлитовым наполнителем, что бы сравнить с другими производителями.
Схема дымохода для расчета
Расчёт стоимости произведен по трём основным диаметрам 115, 150 и 200мм. Это готовая дымоходная система, пригодная для эксплуатации.
Расчет выполнен в ценах 2018г. Высота основного ствола дымохода 5м. Сталь AISI 430ВА, толщиной 0,5 мм.
Наименование
d=115мм (стоимость в рублях)
d=150мм (стоимость в рублях)
d=200мм (стоимость в рублях)
Труба моно 0,5м
352
478
904
Хомут соединительный
2х156
2х156
2х182
Переходник моно-термо
714
784
1096
Шибер поворотный термо
850
1000
1394
Отвод термо 90°
1796
2041
2478
Труба термо 0,5м
1908
2114
3012
Крышка ППУ
2х490
2х671
2х853
Тройник термо 90°
1708
2150
2668
Ревизия термо
1708
2125
3483
Опора термо
1266
1452
1646
Консоль
1047
1207
1389
Труба термо
5х1908
5х2114
5х2702
Стеновой хомут
2х501
2х523
2х926
Оголовок термо с дефлектором
1005
1121
1540
Итого
24188
27742
37042
* Точную стоимость дымоходной системы уточняйте у менеджера
* Необходимы дополнительные материалы
* В указанную стоимость не включены транспортные расходы и монтажные работы
Подробнее о перлите
Перлит это природный материал, представляющую из себя вулканическое стекло (породу), в состав которого входит 70-75% SiO2 ;12-14% AI2O3; 3-5% NaO, примерно столько же К2О, до 1% Fe2O3, CaO, МgО, а также от 2 до 5% связанной воды.
Перлит, как и любое стекло инертен, химически и биологически стоек.
В 30-е годы XX века было открыто еще одно уникальное свойство перлита. При резком термическом нагреве до температуры от 1100 до 1150°С (температура близкая к температуре горения сажи), частицы перлита поризуются, резко увеличивается объем внутренних пор, приобретающих сферовидную форму. Легкий пористый песок может достигать плотности 50 и менее кг/м3.
Обладая хорошей способностью смачиваться водой такой вспененный, или как его называют «вспученный» песок может впитывать до 400% воды (по массе) и хорошо ее удерживать.
Легкий, инертный, негорючий, нетоксичный материал — вспученный перлитовый песок и щебень нашел широкое применение в металлургической промышленности, строительстве и сельском хозяйстве. Он применяется для изготовления теплоизоляционных материалов, обладающих хорошими акустическими свойствами, для изготовления штукатурных растворов, при производстве огнестойких и антикоррозийных обмазок, гипсовых перегородок, в качестве заполнителя легких бетонов, в качестве теплоизоляционных засыпок при температуре изолируемых поверхностей от –200 до +875°С.
С уважением, Трубочист
диаметр труб из нержавейки, нержавеющей стали
Содержание:
Отопительная конструкция включает множество рабочих элементов, среди которых достойное место занимает дымоход. Его технические характеристики находятся в прямой зависимости от теплоотдачи печи и пожаробезопасности системы отопления. Воспользовавшись современными сэндвич трубами, которые легко устанавливаются и разбираются, можно забыть о появлении конденсата в период эксплуатации печного устройства.
Особенности
Уникальное дымоходное приспособление состоит из трех частей:
внутренней трубы из нержавеющей стали отменной прочности и жароустойчивости;
теплоизоляционного материала в виде базальтовой или керамической ваты, пенополиуретана, вермикулита.
защитной наружной трубы из оцинкованной/нержавеющей стали.
Для улучшения аэродинамики конструкторы предусмотрели форму цилиндра. Все три слоя сэндвич трубы из нержавеющей стали склеиваются между собой, а некоторые части дымохода монтируются, как и в трубах водоотведения, с раструбами.
Выгодное применение двойных труб
В чем же преимущество применения таких изделий для дымоходных устройств? Прежде всего, в:
Легкости монтажа.
Правильный подход и грамотное изучение основных нюансов поможет выполнить установку сэндвич дымохода самостоятельно.
Небольшой массе.
Благодаря этой характеристике, отдельный фундамент для печи не потребуется.
Компактности, которая в сочетании с легкостью позволяет без проблем транспортировать изделия к месту назначения.
Несложном ремонте, благодаря которому специалисты без особого труда заменят в дымоходе одну из его частей.
Многообразии фасонных деталей, что поможет установить устройство с выходом через кровлю или стену.
Наличии между трубами теплоизоляционной прослойки, позволяющей снижать температуру извне.
Это преимущество направлено на улучшение пожаробезопасности конструкции.
Отсутствии застоев и возможности эффективного отвода дыма, т.к. внутренняя поверхность трубы имеет ровную форму цилиндра.
Вот поэтому в трубах для дымохода из нержавейки сэндвич образуется так мало сажи.
Антикоррозийных материалах, из которых изготовлены изделия, поэтому на стенках последних не накапливаются конденсат и химические соединения разрушительного действия.
Простоте эксплуатации. Регулярные профилактические осмотры дымоходов, конечно, нужны, но конструктивные нюансы таких изделий позволяют выполнять их не так часто.
Привлекательном внешнем виде. Сэндвич трубам не нужна дополнительная отделка, и они великолепно смотрятся как снаружи, так и внутри помещений.
Нержавеющая сталь: нюансы конструкции
Этот материал довольно устойчив к перепадам температур и наделен великолепными антикоррозийными качествами. Внутренние изделия из нержавейки могут выдержать температуру +850̊ С и даже ее перепады до +1200̊ С.
При производстве сэндвич труб, чаще всего, востребованы две марки стали: 310S и 316 Ti. Температуры рабочих сред для этих материалов довольно высокие, максимальный порог достигает +1000̊ С. Особенно эти две марки нержавеющей стали предпочтительны в дымоходных конструкциях для бань и твердотопливных котлов, где необходимо выдержать очень высокую температуру. Такие изделия для дымохода прослужат очень долго.
Если вас интересует высокопрочная конструкция, то идеальным вариантом станет изготовление внутренней и внешней оболочки трубы из одной нержавеющей стали.
Толщина теплоизоляционной прослойки влияет на размеры сечения трубы. Помимо этого, диаметр сэндвич трубы для дымохода зависит от местонахождения устройства. В зависимости от мощности отопительного прибора подбирают внутренние трубы. Чем она больше, тем размер сечения изделия должен быть тоже больше. Такая прямая зависимость появилась неспроста, так как внутренняя труба из нержавейки принимает на себя в процессе работы основной температурный удар.
Вот основные показатели зависимости диаметра трубы и мощности печной конструкции:
поперечное сечение изделия 50-600 мм- для газотурбинных установок и печей на дровах;
диаметр 50-700 мм- для твердотопливных котлов;
50-500 мм- для дизель-генераторов и газопоршневых устройств;
50-300 мм- для микротурбинных приспособлений;
до 200 мм- для котлов на газу или дизтопливе.
Нельзя забывать, что в качестве теплоизоляционного слоя не рекомендуется использовать стекловолокно, потому что оно сохраняет свои эксплуатационные характеристики лишь при температуре, не превышающей +350̊ С. А в конструкциях для бань данный показатель достигает +600̊ С.
Разновидности сэндвич труб
Помимо нержавейки и оцинкованной стали, применяются и другие материалы для производства сэндвич труб для дымоходных конструкций. Например, также пользуются спросом черные металлы, но их затем покрывают защитным слоем эмали. Такие изделия выдерживают рабочую температуру до +500̊ С и ее перепады до +750̊ С. Читайте также: «Виды оцинкованных труб для дымохода, их преимущества и правила установки».
Кстати, готовые трубы сэндвич нержавейка устойчивы к разрушительному действию коррозии и смотрятся довольно презентабельно. Если говорить об их стойкости к высоким температурам, то они значительно уступают устройствам из нержавеющей стали. Но, в то же время, дымоходы из черных металлов востребованы при производстве каминов и печей. Такая каминная труба легко устанавливается, она долговечна и практична в обслуживании.
Еще одна разновидность сэндвичей − комбинированные конструкции из оцинкованной стали (покрытой эмалью) и нержавейки. Такие дымоходы способны выдержать температуру − максимум 600̊С.
Утеплитель для трубы: основные характеристики
Между двумя трубами дымоходной конструкции (внешней и внутренней) находится материал для теплоизоляции. В основном, это минеральная вата (базальтовая или керамическая).
Иногда в роли утеплителя выступает природный материал вермикулит. Чтобы использовать его по назначению, предварительно измельчают до гранулированного состояния, а затем подвергают обжигу в особой печи.
Такие процедуры необходимы для получения максимально качественных характеристик:
устойчивости к высоким температурам и их перепадам;
малому весу;
прочности и др.
Вермикулит стоит намного дороже, чем минеральная вата, но его отличает возможность сохранить свои качественные характеристики при рабочей температуре дымохода +1150̊ С.
Самым популярным вариантом минерального материала для теплоизоляции признана базальтовая вата, которую добывают из расплавленного базальта. Этот утеплитель можно использовать в дымоходной конструкции, функционирующей при температуре до +600̊ С. Трубу с такой теплой прослойкой можно купить по разумной цене.
А вот керамическая вата более термостойкая и выдерживает рабочую температуру +1260̊ С, т.е. больше чем в два раза аналогичного показателя предыдущего материала. Соответственно, цена сэндвичей с таким наполнителем будет выше, чем труб с базальтовой ватой или вермикулитом.
Основные размеры трубных изделий
Важно помнить, что размеры сэндвич трубы для дымохода зависят от диаметра выхода котлового патрубка. При установке изделие монтируется на него, поэтому сечение сэндвич трубы обязательно должно превышать выходное патрубка.
Сегодня более востребованы сэндвичи для дымохода с размером поперечного сечения 0,5 и1 м, но бывают и с диаметрами в пределах 110-300 мм. В линейке типоразмеров труб для дымоходной конструкции встречаются и другие варианты, но намного реже.
Соединительные элементы труб имеют углы:
90̊ С − для уголков и тройников;
135̊ С − только для тройников.
Толщина внутренней стенки составляет 0,5-1 мм, а внешней −0,7 мм. Показатель толщины слоя внутренней теплоизоляции колеблется в пределах 2,5-6 см, а наружного диаметра сэндвич конструкции − 200-430 мм.
В техпаспорте на изделия указаны диаметры внутренней и внешней труб через дробь, например, 110/170 мм. Читайте также: «Как сделать сэндвич трубу своими руками для дымохода».
Виды соединительных элементов
Отопительное устройство, помимо сэндвич-труб, включает и иные фасонные детали, например:
дымоход-конвектор, служащий для выхода продуктов сгорания за пределы постройки;
колено, состоящее из нескольких частей, которые стыкуются между собой под соответствующим углом. С помощью колена можно изменять направление вывода продуктов сгорания;
тройник, выполняющий функцию отвода конденсата и дыма, применяется очень часто;
переходник, обеспечивающий стыковку некоторых труб, наиболее распространенный элемент;
ревизия − для очистки конструкции от сажи;
кагла, регулирующая тягу;
розетта − для декорирования дымохода;
флюгер и конус, защищающие отопительную систему от природных осадков;
грибок из оцинкованного стального листа, предохраняющий дымоходную конструкцию от попадания в нее снега и дождя. Монтируется на самом краю выводящей трубы.
Все эти соединительные элементы могут иметь диаметры: 120, 150,200 мм и применяются в зависимости от конструктивных особенностей дымоходного устройства и иных факторов. Диаметр внутренней трубы всегда соответствует размеру сэндвич дымохода и его дополнительных изделий.
Важная информация на заметку! Чтобы продлить эксплуатационный период отопительной системы, нужно воспользоваться более толстым слоем нержавейки и оцинкованного листа для производства внутренней и наружной трубы в сэндвич-устройстве.
Правильный выбор дымохода
В этом деле важны некоторые факторы:
Качественное функционирование всей сэндвич конструкции находится в прямой зависимости от прочности материала, который используется при ее изготовлении.
Размеры сэндвич трубы.
Плотность слоя теплоизоляции.
Вид трубного шва (катанный, лазерный).
Катанные швы нашли широкое применение в газовых котлах. Изделия с лазерными швами максимально герметизируют отопительную систему и чаще всего используются в твердотопливных котлах. Обычно для производства внутренних труб используется термостойкая нержавейка, но иногда и оцинковка. Такого вида сэндвич устройство можно устанавливать в газовых котлах малой мощности. Читайте также: «Какая труба лучше для дымохода частного и промышленного типа – особенности выбора».
Если для производства внутренней трубы применить оцинкованную сталь, то такая конструкция прослужит недолго и через некоторое время подлежит замене. Иногда используют и другой металл для внутренней прослойки дымохода, но он больше востребован для установки вентиляции или конструкций, функционирующих при низких температурах.
Размещение сэндвич дымохода: рекомендации
Установить такое сооружение несложно даже дилетанту, но для правильного монтажа необходимо знать некоторые важные правила:
высота дымохода по отношению к вертикальной крыше не должна быть меньше 0,5 м;
при кровле из легковоспламеняющихся материалов высота конструкции должна быть больше − от 1 ми выше;
если расстояние между выводящей трубой и коньком кровли равняется 1,5 м, то высота дымохода не должна превышать 0,5 м;
если эта дистанция − свыше 3 м, то высота дымохода рассчитывается из таких соображений − проводится воображаемая линия под углом 10̊ от конька крыши к горизонту. Читайте также: «Как выполнить монтаж дымохода из сэндвич труб – подробная инструкция».
Продолжительность службы сэндвич труб
Гарантированный срок службы на разные изделия системы варьирует от 10 до 15 лет. Такой показатель реален лишь при строгом соблюдении всех требований при монтаже дымохода: правильном выборе материала, толщины уплотнителя и др. Нередко все эти условия не соблюдаются, поэтому срок службы сокращается, что в конечном итоге приводит к полной замене дымохода примерно лет через пять. А бывает, что и раньше.
Какие же частые причины ранней поломки конструкции? Их много, но нередко даже заводской брак может вывести конструкцию из строя уже в самом начале ее функционирования. Поэтому специалисты рекомендуют с особой тщательностью выбирать трубы для дымохода и проверять их на наличие дефектов.
Немаловажное значение имеет своевременность профилактических очисток в системе. Даже при малейшем обнаружении в конструкции отклонений от нормы, эксплуатация должна быть прекращена, и проведены ремонтные работы либо полная замена дымохода.
Если соблюсти все правила при покупке и функционировании сэндвич установки, то она прослужит вам очень долго. В противном случае, может возникнуть авария с вытекающими негативными последствиями. Если вы сомневаетесь в своих силах относительно правильной покупки составляющих и их установки, то в таком случае лучше довериться специалистам.
Дымоходы из нержавейки сэндвич: новый взгляд
Оборудование современных отопительных приборов позволяет решить множество проблем надежными и эффективными дымоходами. Начиная от установки дымоходов из нержавейки сэндвич (практически всех типов отопительных и теплогенерирующих приборов), заканчивая возможностью их установки буквально во всех имеющихся сегодня типах зданий.
Такая универсальность появилась благодаря применению в производстве дымоходов из нержавейки сэндвич-технологии с устройством дополнительного слоя теплоизоляции и универсальных, совместимых со всеми имеющимися типа размерами труб дымоходов из нержавеющей стали. По своему устройству конструкция трубы из нержавейки сэндвич состоит из:
• внешнего защитного кожуха из листового металла; • внутренней толстостенной трубы из нержавейки толщиной стенки от 1 мм и более; • наполнителя, состоящего из базальтовой ваты или другого теплоизоляционного материала, обладающего отличными противопожарными качествами.
Способы установки сэндвич-дымоходов и соединения всех элементов
Проектирование конструкции дымохода из нержавейки сэндвич и установку на отопительные приборы лучше доверить профессионалу. Но учитывая простоту и надежность сборки разобраться в том, как правильно собрать систему отвода дыма и продуктов горения по плечу каждому.
Основным элементом в конструкции дымохода из нержавейки сэндвич служит гильза – внутренняя толстостенная нержавеющая труба. Она служит основой конструкции, все соединительные элементы, подгонка и сочленение всех элементов происходит именно по этому элементу конструкции. Плотность соединения дополнительно фиксируется специальными хомутами, не позволяющими в месте соединения просачиваться дыму и газам, во внутренний объем сэндвич-наполнителя.
Наружный кожух и дополнительный слой уплотнителя, накладываемый у некоторых моделей сэндвич-дымоходов из нержавеющей стали имеют специальные элементы конструкции жесткости. Они дают возможность крепить к наружному хомуту элементы крепления к стенам.
Установка дымоходов из нержавеющей стали для газовых котлов чаще всего предусматривается наружная. Устанавливаются дополнительные элементы для улучшения работоспособности дымохода. Как и основные конструкции дымоходов из нержавеющей стали, дополнительные элементы – ревизионные смотровые отверстия, колпаки, дефлекторы, выполнены из высококачественного материала и обеспечивают долговременную эксплуатацию на протяжении 10-15 лет.
Сегодня дымоходы из нержавейки сэндвич являются наиболее рациональным способом устройства для газовых и твердотопливных котлов.
Производство сэндвич панелей | Изготовление сендвичных панелей на заводе производителе в Санкт-Петербурге
Производство сэндвич-панелей «А ГРУПП Стальные конструкции» отличается высокой степенью автоматизации процессов и широкими производственными возможностями.
Процесс изготовления сэндвич-панелей
1. Рулоны листовой стали с полимерным покрытием устанавливаются в разматывающее устройство автоматической линии по производству сэндвич-панелей.
2. Перемещаясь по рольгангу с профилирующим оборудованием, лист, расположенный внутренней стороной вверх, обретает необходимый профиль. Также на данном этапе наносится защитная пленка.
3. Автоматическое устройство наносит клей на внутреннюю сторону листа.
4. Поверх клеевого слоя размещается наполнитель (минеральная вата или пенополистирол).
5. Наносится клеевой слой на верхнюю часть наполнителя и внутреннюю часть второго листа.
6. Сэндвич-панель прессуется. Одновременно встроенное фрезерующее устройство обрезает лишние части наполнителя по краям.
7. Собранная сэндвич-панель перемещается по рольгангу в приемную зону.
8. Происходит укладка сэндвич-панелей посредством вакуумного подъемного механизма.
9. Упакованные изделия отправляются на склад готовой продукции.
Применяемое оборудование
Для производства сэндвич-панелей «А ГРУПП Стальные Конструкции» применяет автоматические и полуавтоматические линии:
Hilleng (Австралия) – для кровельных и стеновых панелей;
Isowall (Великобритания) – для стеновых панелей.
Производственные мощности компании позволяют выпускать свыше 480 000 м2 сэндвич-панелей в год.
Производство сэндвич-панелей в Санкт-Петербурге на заказ
Стандартный срок производства сэндвич-панелей на заводе составляет 10 рабочих дней.
Готовая продукция доставляется собственным автотранспортом по Санкт-Петербургу и Ленинградской области или с привлечением сторонних логистических компаний в любую точку РФ.
Предлагаем вам заказать изготовление сэндвич-панелей на заводе «А ГРУПП Стальные Конструкции». Если у вас есть готовый проект, вы можете оставить заявку и наши специалисты свяжутся с вами для оценки стоимости.
26 начинок для идеального теста с круассанами
От сладких начинок, таких как шоколад и пастообразные сливки, до пикантных начинок, таких как хот-доги, ветчина и сыр; эти 26 начинок для круассанов не оставят равнодушными.
Круассаны — это классическая выпечка, которая тает во рту. Они маслянистые, шелушащиеся и такие восхитительные; вот почему я люблю есть их на завтрак или в любое время дня, если на то пошло.
Хотите сохранить это сообщение в блоге? Введите адрес электронной почты ниже, и мы отправим статью прямо на ваш почтовый ящик!
Примечание: для этого содержимого требуется JavaScript.
Круассан получил свое название за свою фирменную форму полумесяца. Но вот забавный факт: если вы думаете, что Франция родила эту выпечку, подумайте еще раз!
Конечно, круассан — французское слово, и конечно же, это один из основных продуктов французской кухни; но на самом деле это венский, то есть австрийского происхождения!
Но, хотя круассаны — такая вкусная выпечка, их не так весело есть, как есть. Независимо от того, покупаете ли вы их в своей любимой пекарне или готовите сами, ни один круассан не обходится без какой-либо начинки или топпинга!
А когда дело доходит до начинок, у вас есть множество вариантов! Сладкое, соленое или сочетание того и другого — вы не ошибетесь.Круассаны — идеальный холст, поэтому вы можете проявить творческий подход к начинкам.
Если вы спросите меня, в частности, эти 26 начинок для круассанов подарят вам все необходимые ощущения.
Сладкие начинки
Шоколадный
Хорошо, вот что вы делаете: разрезаете этот красивый хлеб пополам вдоль. Смажьте вкусный шоколадный ганаш по обе стороны от хлеба. Возьмите две половинки и сложите их вместе, чтобы получился причудливый шоколадный круассан.)
Если вы делаете круассан самостоятельно, вот как наполнить его шоколадом: заполните прямоугольное тесто шоколадными палочками или шоколадной стружкой. Раскатайте оба конца теста до середины (форму полумесяца для этого делать не нужно). Выпекайте тесто 20 минут при температуре 275 градусов по Фаренгейту.
Вы можете есть его как есть, но если вы хотите придать ему больше аромата и немного хрустящего, вы можете посыпать свой круассан измельченными орехами и / или сухофруктами.
Миндальная паста
Кстати о орехах, эй, миндаль! Обожаю миндальные круассаны.Недавно я узнал, что когда-то пекари добавляли этот нежный орех в круассаны дневной выдержки, и я думаю, что это гениально!
Чтобы приготовить миндальный круассан, или то, что они называют круассанами aux amandes, просто наполните свой простой круассан миндальной пастой или кремом д’аманд.
Чтобы приготовить миндальную пасту, смешайте миндальную муку и сахарную пудру и перемешайте в кухонном комбайне. Добавьте в смесь яичный белок, экстракт ванили и соль и взбивайте, пока не получите однородную пасту. Сделанный!
Если вы делаете круассан дома, намазывайте эту пасту на тесто в виде треугольника, а затем раскатайте тесто, чтобы получился серп.Выпекать 10-15 минут при температуре 375 градусов.
Хотите сохранить это сообщение в блоге? Введите адрес электронной почты ниже, и мы отправим статью прямо на ваш почтовый ящик!
Примечание: для этого содержимого требуется JavaScript.
Нутелла
Или вообще любой марки спреда из фундука. Этот сливочно-ореховый спред настолько восхитителен, что оживит ваш простой круассан. Нутелла такая сладкая и ароматная, что все, что вам нужно, — это тонкий слой.
Чтобы приготовить круассан Nutella, разложите Nutella на треугольнике теста и раскатайте тесто, чтобы получилась фирменная форма.Выпекайте 20 минут при температуре 375 градусов, и круассан готов.
Кондитерский крем
Подарите своему круассану декадентскую кремовую начинку, чтобы он стал сладко-сливочным сюрпризом. Только представьте, что вы откусываете этот слоеный маслянистый хлеб, а затем получаете эту порцию сочного и бархатистого заварного крема — восхитительно.
Тыквенный пирог
Это квинтэссенция осенней начинки! Простая начинка для тыквенного пирога с добавлением осенних специй — это все, что нужно вашему круассану, чтобы сделать его более захватывающим.
Для приготовления пюре из тыквы с мускатным орехом и корицей. Намажьте начинку на треугольное тесто и раскатайте его, чтобы получилось тесто в форме полумесяца. Поставьте его в духовку и подождите 10-15 минут.
Ааа … какое прекрасное угощение на День Благодарения.
Мороженое
Теплый круассан встречает холодное мороженое! Гарантирую, контраст температуры пощекочет ваши вкусовые рецепторы.
Для приготовления нарежьте этот круассан в центре и положите на половину шарик вашего любимого вкуса мороженого.Накройте его верхней половиной и наслаждайтесь. Будет грязно, но оно того стоит.
Яблоки
Если задуматься, круассан с яблоками похож на яблочный пирог. Это так же вкусно, но приготовить намного проще. Вот как:
Нарезать яблоки тонкими ломтиками и посыпать смесью корицы, сахара и мускатного ореха. Дайте настояться 30 минут, чтобы яблоки успели впитать весь этот неотразимый аромат.
Затем положите на треугольное тесто слой яблок.Раскатайте до полумесяца и запекайте 15-20 минут. Боже, боже, какое удовольствие!
Чашки для арахисового масла
Эта начинка не оставит равнодушным ни одного ребенка. Конечно, это не ваша традиционная начинка для круассанов, но кого это волнует? Как вкусно!
Просто положите ложку измельченных чашек арахисового масла на тесто и скатайте его. Выпекайте 20 минут, и вы получите круассан с конфетами.
Начинка с орехами пекан
Если вы поклонник пирогов с орехами пекан, вам обязательно понравится этот.Приготовьте начинку для пирога с орехами пекан с маслом, кукурузным сиропом, сахаром, яйцами, лимонным соком, ванилью, солью и, конечно же, орехами пекан. Намажьте эту липкую начинку на тесто в виде треугольника и раскатайте. Выпекать 20 минут при 375 градусах и сойти с ума!
Арахисовое масло и желе
PB&J уже невероятно вкусен с простым белым хлебом, только представьте его с маслянистым слоеным тестом? Придайте сияние своей классической американской начинке, сочетая ее с австрийско-французским хлебом.
Для приготовления нанесите тонкий слой арахисового масла и желе поверх треугольника из теста.Слегка раскатайте тесто, чтобы получилась красивая форма полумесяца. Выпекать 15-20 минут или просто до золотисто-коричневого цвета.
Ягоды и сливки
Думайте здесь по-датски и наполните тесто-треугольник своими любимыми свежими ягодами. Если вы хотите, чтобы они были более сладкими, сбрызните их медом, прежде чем раскатывать тесто. Поставьте его в духовку и запекайте 15-20 минут.
Затем смажьте круассаны кондитерским кремом, используя кондитерский мешок с маленьким наконечником.
Фрукты и нутелла
Теперь, если вы хотите сочетать свои фрукты с чем-то более декадентским, чем кондитерский крем, как насчет Nutella? Бананы, персики и клубника так хороши на вкус со сладкой пастой.Разрежьте круассан пополам и наполните его любимыми фруктами и слоем нутеллы, чтобы получить феноменальный завтрак.
Бри и джем
Бри и джем в круассане? Это непреодолимое сочетание сладкого, соленого и сливочного, от которого я не могу насытиться!
Для приготовления намажьте тесто в форме треугольника слоем джема. Добавьте слой сыра и раскатайте тесто. Выпекайте 15-20 минут или просто до тех пор, пока сыр не сочится из теста.
Корица и сахар
Представьте себе булочки с корицей.Чтобы приготовить потрясающую начинку, смешайте орехи пекан, коричневый сахар, сахарную пудру, молотую корицу и размягченное масло. Выложите слой этой начинки на тесто, скатайте и запекайте.
Пикантная начинка
Хот-доги
Традиционалисты могут закатить на нас глаза, но не обращайте на них внимания, они просто завидуют, что не могут съесть это восхитительное угощение! Круассаны с начинкой из хот-догов — это, по сути, свиньи в одеяле, но во вкусе нет ничего общего.
Вместо обычных хот-догов можно поэкспериментировать и с другими сосисками.Для приготовления поместите небольшой хот-дог или сосиску на самый широкий конец треугольника из теста и раскатайте. Выпекайте 15-20 минут и наслаждайтесь.
Бекон
Если есть что-то в мире, что может улучшить все, так это бекон. Не верите мне? Ну, добавь пару полосок бекона в круассан и скажи мне, что я ошибаюсь.
Курица с пармезаном
Хотя курицу с пармезаном обычно подают как блюдо из макарон, нет закона, запрещающего использовать ее в качестве начинки для круассанов.На самом деле должен быть закон, который требует от вас хотя бы раз в жизни попробовать.
Для приготовления просто положите в тесто для круассанов кусочек куриного пармезана и скатайте его. Выпекайте 20-25 минут и подавайте в чистом виде или в соусе маринара.
Яйца
Сэндвич с яйцом — это хорошо, но бутерброд с круассаном — это просто потрясающе. Просто выложите на треугольник теста отлично взбитую яичницу, скатайте и испеките! Подождите 20 минут и проглотите.
Фрикадельки
Круа-суб с фрикадельками, кто-нибудь? Круассан отлично подходит для мясных блюд, таких как фрикадельки и мясной рулет.
Для приготовления просто поместите фрикадельку или кусок мясного рулета на самый широкий конец треугольника из теста и раскатайте тесто. Выпекайте до золотистого цвета и вуаля, вы только что создали шедевр.
Пепперони
В качестве начинки для пиццы пепперони — это классика. А как начинку из круассана? Это восхитительное нововведение!
Сделайте круассан для пиццы, смазав треугольник теста небольшим количеством соуса маринара. Слой с пепперони и сверху измельченной моцареллой. Поставьте в духовку и наслаждайтесь.
Песто
Все, что нужно для приготовления песто, — это базилик, оливковое масло, орехи, сыр, соль и перец. Сделайте эту классическую заправку и вы обязательно будете вознаграждены!
Но как насчет того, чтобы покрыть пасту соусом песто, как насчет того, чтобы нанести это лакомство на круассан?
Карамелизированный лук и козий сыр
Добавляете ли вы эту комбинацию к круассану до или после выпечки, она вас не разочарует.
Карамелизируйте лук, обжарив его на среднем огне в оливковом масле.Приправьте его солью и перцем и просто дайте ему постоять, пока он не станет мягким. Теперь добавьте сладкий лук и козий сыр в тесто, рулет и запекайте!
Фета и шпинат
Эти два простых элемента вместе образуют аппетитную начинку. Положите ложку начинки из феты и шпината на треугольник из теста и раскатайте. Выпекайте от 15 до 20 минут, чтобы получить круассан в стиле спанакопита.
Моцарелла и базилик
Если вы хотите австрийско-французско-итальянское сочетание, приготовьте пиццу-круассан! Наполните тесто свежим базиликом и моцареллой, скатайте и запекайте!
Чеснок и сыр
Сыр на круассане и так уже фантастический, но добавьте к нему немного чеснока и масла, и вы получите взрыв вкуса!
Вот как это сделать: обжарить нарезанный чеснок 3-5 минут.Затем намажьте это тесто маслом.
Затем посыпьте сливочным маслом обжаренный чеснок. Затем немного сыра моцарелла и петрушки. Сверните эту красоту и запекайте. Оглушительный.
Ветчина и сыр
Классическая комбинация, которая никогда не разочарует. Его так легко добавить в круассан! Просто добавьте слой ветчины и сыра в тесто и скатайте его.
Вы можете использовать любой сыр, но я предпочитаю грюйер с круассанами.Выпекайте 15–20 минут, чтобы получить прекрасный круассан.
Присадочный металл: ключ к сварке труб и труб из аустенитной нержавеющей стали
Home / Присадочный металл: ключ к сварке труб и труб из аустенитной нержавеющей стали
Сварка аустенитной нержавеющей стали представляет некоторые проблемы по сравнению со сваркой обычных стальных труб. Особое внимание следует уделять количеству подводимого тепла во время сварки и заранее при выборе присадочного металла. Вот краткий обзор размеров и типов присадочных металлов, используемых в каждом процессе сварки, а также их плюсов и минусов.
Добавлено: 16 декабря 2013 г.
При импульсном или усовершенствованном процессе короткого замыкания сплошная проволока и проволока с металлическим сердечником могут использоваться для сварки от корня до верхних проходов на толстостенных трубах, даже если они находятся в неправильном положении.
Благодаря высокому качеству результатов, процесс GTAW (газовая дуговая сварка вольфрамовым электродом), в котором используются присадочные металлы, называемые отрезками или присадочными стержнями, является одним из наиболее распространенных для сварки тонкостенных труб и труб.
Благодаря своей коррозионной стойкости и хорошим механическим свойствам — особенно при низких температурах — трубы из аустенитной нержавеющей стали обычно используются в нескольких отраслях промышленности: фармацевтической, энергетической и химической, и многих других. Он также широко используется на предприятиях пищевой промышленности, где его коррозионная стойкость необходима для соответствия отраслевым стандартам безопасности и санитарным нормам.
Однако сварка аустенитной нержавеющей стали представляет некоторые проблемы по сравнению со сваркой обычных стальных труб.Особое внимание следует уделять количеству подводимого тепла во время сварки и заранее при выборе присадочного металла.
РОЛЬ МЕТАЛЛА-НАПОЛНИТЕЛЯ Самый большой риск при соединении аустенитной нержавеющей стали — это угроза горячего растрескивания — микротрещин, которые возникают при замерзании сварного шва . Горячее растрескивание может произойти, если химический состав металла сварного шва не соответствует химическому составу основного металла или если грязь, жир или другие посторонние материалы загрязняют сварной шов. Правильный присадочный металл может помочь предотвратить растрескивание, а также гарантировать, что сварное соединение сохраняет такую же коррозионную стойкость, что и основной материал.
Присадочные металлы должны соответствовать основному материалу по своим химическим и механическим свойствам. Предполагаемый сервис определяет, какой сорт аустенитной нержавеющей стали будет использоваться для данного применения, что, в свою очередь, определяет, какой присадочный металл использовать. Таблицы с указанием основных материалов и спичек присадочного металла можно легко найти у производителей присадочного металла или в Интернете.
Джим Куэль из Miller Electric обсуждает пять ключевых шагов при рассмотрении вопроса о сварке труб из нержавеющей стали без подачи газа.Для получения дополнительной информации о сварке труб из нержавеющей стали щелкните здесь.
Большинство марок присадочных металлов из нержавеющей стали доступны в различных размерах и формах, подходящих для каждого процесса сварки. Вот краткий обзор размеров и типов присадочных металлов, используемых в каждом процессе сварки, а также их плюсов и минусов.
ГАЗОВАЯ ДУГОВАЯ СВАРКА (GTAW) GTAW — это наиболее распространенный процесс, используемый для сварки тонкостенных нержавеющих труб или труб, а именно потому, что он дает высококачественные результаты и не требует шлакового покрытия для защиты расплавленной сварочной ванны.Сварка выполняется с использованием 36 прутков большой длины, обычно от 1/16 до 1/8 в диаметре.
В качестве минуса скорость движения при использовании GTAW снижается, что снижает производительность. Процесс также требует обратной продувки сварного шва для защиты сварного шва от атмосферы, что увеличивает время и стоимость каждой сварки.
ДУГОВАЯ СВАРКА ЭКРАНИРОВАННОГО МЕТАЛЛА (SMAW) SMAW (или сварка штучной сваркой) часто используется для сварки в полевых условиях трубопроводов из нержавеющей стали; для этого требуется относительно простое оборудование и отсутствие защитного газа.SMAW также имеет долгую историю использования и знаком практически всем сварщикам. Наконечники электродов обычно доступны в диаметрах от 3/32 дюйма до 5/32 дюйма и 12 дюймов в длину. Благодаря своим размерам и характеристикам они хорошо подходят для сварки в ограниченном пространстве, где не подходит более громоздкое сварочное оборудование.
Тем не менее, общая эффективность сварки штангой все еще низкая из-за частой смены электродов и ненужных затрат на выбрасывание неиспользуемых частей электродов.
ГАЗОВАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА (GMAW) Для сварки толстостенных (1/2 дюйма или более) труб из нержавеющей стали GMAW с использованием сплошной проволоки становится обычным выбором из-за ее высокой производительности.В каждом стыке меньше остановок и пусков, что также снижает вероятность появления дефектов и помогает улучшить общее качество. Сплошная проволока доступна для обычных марок нержавеющих сталей. Требуемые защитные газы зависят от марки нержавеющей стали и конкретных параметров сварки.
GMAW можно использовать для сварки стыков труб в цеху, где труба легко вращается, сохраняя шов в горизонтальном положении. GMAW также может выполняться вне позиции на неподвижных стыках труб с использованием импульсных или усовершенствованных вариантов процесса короткого замыкания.
Сплошная проволока из нержавеющей стали доступна в нескольких диаметрах, обычно 0,035 дюйма или 0,045 дюйма и обычно в катушках 2 фунта, 10 фунтов и 30 фунтов. Они легко доступны для обычных марок нержавеющих сталей по сравнению с более экзотическими материалами или приложениями с необычными химическими требованиями, которые могут быть трудными для приобретения и иметь более длительные сроки выполнения.
ДУГОВАЯ СВАРКА С МЕТАЛЛИЧЕСКИМ КОРПУСОМ (MCAW) Присадочные металлы с металлическим сердечником становятся популярной альтернативой сплошной проволоке для сварки толстостенных труб из нержавеющей стали.Они могут обеспечить более высокую скорость перемещения и большую производительность наплавки. Для металлопорошковой проволоки используется то же оборудование, что и для сплошной проволоки, а также используются аналогичные защитные газы.
Стоимость металлопорошковой проволоки может быть несколько выше, чем на аналогичную продукцию из сплошной проволоки; однако эти проволоки могут быть изготовлены с индивидуальным химическим составом за долю времени, необходимого для получения эквивалентного сплошного проволочного продукта. Металлопорошковая проволока также может производиться в больших или малых количествах в соответствии с конкретными потребностями заказчика.Металлические наполнители с металлическим сердечником из нержавеющей стали обычно доступны в диаметрах 0,045 дюйма и 1/16 дюйма, а упаковка аналогична упаковке для сплошной проволоки.
ПРОВОЛОЧНАЯ ПРОВОЛОКА (FCAW) Порошковая проволока в газовой среде — отличный вариант для достижения высоких скоростей наплавки при сварке труб в фиксированном положении. Шлак, покрывающий наплавленный шов, удерживает расплавленную сварочную ванну на месте до тех пор, пока она не замерзнет, а также помогает защитить металл шва до тех пор, пока он не остынет достаточно для воздействия атмосферы.FCAW использует стандартные источники сварочного тока CV и общедоступные защитные газы. Для большинства проводов требуется смесь 75/25 аргона и CO 2 , но для некоторых требуется 100-процентный защитный газ CO 2 .
Уточните у производителя, какой газ подходит для каждого продукта. Размеры и упаковка продукта аналогичны тем, которые используются с другими изделиями из проволоки.
Присадочные металлы
FCAW обычно выделяют больше дыма и брызг, чем другие присадочные металлы и процессы. Шлаковое покрытие также необходимо очищать от каждого сварочного прохода перед нанесением следующего сварного шва.Эти факторы могут сделать FCAW непригодным для использования в некоторых средах или в определенных приложениях.
По вопросам, связанным с проектами из нержавеющей стали, проконсультируйтесь с проверенным дистрибьютором сварочного оборудования или производителем присадочного металла. Они предлагают помощь в выборе оптимального технологического процесса и присадочного металла.
Рецепт бутерброда Mary’s Victoria с масляным кремом
В качестве последнего технического задания Мэри Берри попросила пекарей приготовить этот простой бисквит с домашним джемом и сливочным кремом — без рецепта.Мы не будем такими злыми. Идеальный рецепт Мэри Бисквит Виктория со сливочным кремом — ваш.
Для этого рецепта вам понадобятся две формы для сэндвичей 20 см / 8 дюймов, электрический миксер и кондитерский мешок с простой насадкой.
Ингредиенты
Для губки
Для варенья
Для сливочного крема
Метод
Разогрейте духовку до 180C / 160C Вентилятор / газ 4. Смажьте и выровняйте две формы для сэндвичей 20 см / 8 дюймов бумаги для выпечки или силиконовой бумаги, чтобы натереть немного пасты для выпечки или масла вокруг внутренней части форм, пока стороны и основание не будут покрыты легким покрытием.Выровняйте дно формы кружком бумаги для выпечки.
Разбейте яйца в большую миску, добавьте сахар, муку, разрыхлитель и мягкое масло. Смешайте все вместе, пока хорошо не смешается. Будьте осторожны, не перемешайте слишком много — как только все смешано, вам следует остановиться. Готовая смесь должна иметь мягкую «капельницу» консистенцию.
Равномерно распределите смесь между банками. Лопаткой удалите всю смесь из миски и аккуратно разгладьте поверхность коржей.
Поставьте формы на среднюю полку духовки и запекайте 25 минут. Не поддавайтесь соблазну открыть дверь, пока они готовят, но через 20 минут загляните в дверь, чтобы проверить их.
Пока лепешки готовятся, сделайте варенье. Выложите малину в небольшую кастрюлю с глубокими стенками и измельчите ее. Добавьте сахар и доведите до кипения на слабом огне, пока сахар не растает. Увеличьте огонь и варите 4 минуты. Снимите с огня и осторожно перелейте в неглубокую емкость.Дать остыть и застыть.
Пироги готовы, когда они становятся золотисто-коричневыми и отходят от края формы. Слегка нажмите на них, чтобы проверить — они должны быть упругими на ощупь. Выньте их из духовки и отставьте в формах для охлаждения на 5 минут. Затем проведите палитрой или круглым ножом для масла по внутреннему краю формы и осторожно переверните лепешки на решетку для охлаждения.
Чтобы вынуть пироги из форм, не оставляя следов решетки на верхней части, положите чистое кухонное полотенце на форму, положите руку на кухонное полотенце и переверните форму вверх дном.Пирог должен вылезти вам на руку и кухонное полотенце — тогда вы можете перевернуть его из руки на решетку. Отложите, чтобы полностью остыть.
Для сливочного крема взбейте масло в большой миске до мягкости. Добавьте половину сахарной пудры и взбивайте до однородной массы. Добавьте оставшуюся сахарную пудру и одну столовую ложку молока и взбейте смесь до однородной кремообразной массы. Добавьте оставшуюся столовую ложку молока, если сливочный крем слишком густой. Выложите сливочный крем в кондитерский мешок с простой насадкой.
Для сборки выберите бисквит с лучшим верхом, затем положите второй торт сверху вниз на сервировочную тарелку. Намажьте вареньем, затем нанесите сливочный крем поверх джема. Поместите вторую губку сверху (сверху вверху) и посыпьте сахарной пудрой для подачи.
ЧТО ТАКОЕ РАСТВОРИТЕЛЬНЫЙ ЦЕМЕНТ И ПОЧЕМУ ОН ИСПОЛЬЗУЕТСЯ ДЛЯ ТРУБОПРОВОДОВ ХПВХ?
Этот пост был первоначально опубликован в августе 2017 года и был дополнен дополнительной информацией и ресурсами, включая Полное руководство по растворителям цемента.
Трубы и фитинги из хлорированного поливинилхлорида (ХПВХ) быстро набирают популярность как в коррозионных, так и в высокотемпературных применениях. Одна из причин заключается в том, что, в отличие от традиционных металлических труб, трубопроводные системы из ХПВХ инертны по отношению к большинству минеральных кислот, оснований и солей, используемых при переработке полезных ископаемых, химической переработке, производстве электроэнергии и очистных сооружениях.
Системы трубопроводов из ХПВХ
могут быть соединены фланцами, резьбой или механическим соединением.Но во многих случаях рекомендуется использовать цемент на основе растворителя. Цемент на основе растворителя — это быстрый, простой и высоконадежный процесс, позволяющий получить соединение прочнее, чем труба или фитинг в отдельности.
Что такое сольвентный цемент?
Самое важное, что нужно знать о цементе на основе растворителей, — это то, что это не клей. Цемент на основе растворителей состоит из смолы ХПВХ, стабилизаторов и наполнителей, растворенных в смеси растворителей. Эти растворители служат двум целям:
Растворите смолу ХПВХ.
Подготовьте поверхность трубы и фитинга.
При нанесении растворители размягчают и растворяют верхний слой материала трубы и фитинга, ослабляя его молекулярную структуру. Конус в муфте фитинга создает посадку с натягом, которая обеспечивает контакт между трубой и фитингом. Это позволяет материалу плавиться при соединении двух частей. Смола CPVC присутствует для заполнения любых пробелов, которые могут существовать.
Поскольку это сплавление происходит на молекулярном уровне, когда растворитель испаряется, соединение фактически становится одним однородным элементом.
Цемент на основе растворителей также содержит стабилизаторы, которые сохраняют свойства растворителя и продлевают срок его хранения. В частности, эти стабилизаторы помогают защитить цемент на основе растворителя от нагрева и окисления, которые могут разрушить раствор.
Почему это предпочтительный механизм соединения для трубопроводов из ХПВХ?
Причина, по которой Corzan ® Industrial Systems часто рекомендует цемент на основе растворителя, заключается в том, что это быстрый, простой и невероятно надежный метод соединения.Цемент на основе растворителя сплавляет материал ХПВХ вместе, создавая один однородно связанный кусок термопласта.
Эти плавкие соединения также помогают системе поддерживать ожидаемый срок службы, температуру теплового искажения, номинальное давление, химическую стойкость и безопасность.
Посмотрите, как сварное соединение на основе растворителя Corzan CPVC выдерживает испытание на разрыв.
Какие существуют типы цементов на основе растворителей?
Цемент на основе растворителей обычно представляет собой запатентованный раствор растворителей, стабилизаторов и наполнителей в сочетании со смолой (например,грамм. ХПВХ). Более распространенный способ отличить цемент на основе растворителя — по вязкости.
Вязкость цементного раствора на основе растворителя определяется количеством смолы — чем больше смолы, тем выше вязкость. Чем выше вязкость, тем лучше он может заполнить любые промежутки в материале в шве.
В целом вязкость растворителя цемента можно разделить на три категории:
Стандартные
Среднетелая
тяжелый
Подходящая категория цемента на основе растворителя для трубопроводной системы определяется диаметром трубы из ХПВХ, графиком и областью применения.Стандартные технические условия ASTM для цемента на основе растворителя для пластиковых труб и фитингов из хлорированного поливинилхлорида (ХПВХ) (ASTM F493) содержат следующие рекомендации по выбору цемента на основе растворителя.
В стандарте указано, что это всего лишь руководство, и инженеры должны придерживаться рекомендаций производителя.
Цементы из ХПВХ для труб сортамента 40 с натягом
Диапазон размеров трубы (дюймы)
Тип цемента
Минимальная вязкость
Минимальная мокрая пленка
сП
(МПа с)
дюйм.
(мм)
от 1/8 до 2
Обычный кузов
90
(90)
0,006
(0,15)
от 2-1 / 2 до 6
Среднетоннажный
500
(500)
0.012
(0,30)
от 6 до 12
Тяжелое тело
1600
(1600)
0,024
(0,60)
Цементы из ХПВХ для трубопроводов сортамента 80
Диапазон размеров трубы (дюймы)
Тип цемента
Минимальная вязкость
Минимальная мокрая пленка
сП
(МПа с)
дюйм.
(мм)
от 1/8 до 1-1 / 4
Среднетоннажный
500
(500)
0,012
(0,30)
от 1-1 / 2 до 6
Тяжелое тело
1600
(1600)
0.024
(0,60)
Цемент на основе растворителей для промышленного применения
Для промышленного применения Corzan Industrial Systems рекомендует тяжелые цементные растворы на основе растворителей. Тем не менее, , поскольку цементы с более тяжелым содержанием растворителя содержат больше смолы и, следовательно, меньше растворителя, следует также использовать грунтовку .
Грунтовка — это, по сути, дополнительные растворители, которые сначала наносятся на трубу и фитинг, чтобы помочь смягчить материал и освободить молекулы на поверхности.Затем наносится цемент на основе растворителя для дальнейшего размягчения и создания прочного соединения трубы и фитинга.
Цемент на основе растворителей для высококоррозионных применений
Когда вы попадаете в некоторые из наиболее агрессивных, высококоррозионных потоков, есть еще один класс цемента на основе растворителя, специально разработанный для этих промышленных систем. Эти растворы не содержат наполнителей, которые могут подвергаться воздействию определенных химикатов и разрушать систему.
Обязательно сверьтесь с этикеткой производителя цемента-растворителя, чтобы убедиться, что цемент подходит для вашего применения.
Подробнее о цементе на основе растворителей
Подробнее о том, что такое цемент на основе растворителей, как он работает и как монтажники могут эффективно объединить промышленные системы, используя метод, описанный в Полном руководстве по цементу на основе ХПВХ .
Основной присадочный металл — обзор
Механические свойства нержавеющих сталей
Низколегированные аустенитные нержавеющие стали, такие как марки 304 и 316 (UNS S30400 и S31600), обладают пределом текучести около 30-40 тысяч фунтов на квадратный дюйм ( 210–280 МПа) в отожженном состоянии.Некоторые высоколегированные аустенитные нержавеющие стали с азотом имеют более высокий предел текучести.
Холодная обработка часто увеличивает прочность, особенно в высоколегированных аустенитных нержавеющих сталях.
Холодная деформация во время изготовления, хотя и менее серьезная, чем деформация, применяемая во время дрессировки, может привести к образованию мартенсита в некоторых аустенитных нержавеющих сталях, тем самым увеличивая их склонность к водородному охрупчиванию (HE). Процессы изготовления также могут вызывать остаточные напряжения, которые могут способствовать увеличению вероятности коррозионного растрескивания под напряжением (SCC).
Многие из обычных аустенитных нержавеющих сталей легко свариваются с использованием подходящих присадочных металлов. Обычно более высоколегированные марки поддаются сварке, но используются несоответствующие присадочные металлы на основе никеля.
Как правило, эти сплавы легко свариваются при сварке труб продольным швом или кольцевых швов и т. Д. С помощью ряда процессов (SAW, GTAW, GMAW, SMAW, PAW и т. Д.). Обычно они свариваются с присадочным металлом соответствующего состава. Для некоторых молибденосодержащих марок рекомендован сверхлегкий наполнитель с дополнительными 1–3% молибдена и более высоким содержанием никеля.Обычно аргон используется как для защитного, так и для защитного газа. Аустенитные нержавеющие стали обычно требуют осторожности при сварке и соблюдения надлежащей практики сварки нержавеющей стали.
Поскольку эти сплавы находятся в аустенитной фазе, в них отсутствует фазовое превращение; при охлаждении они не требуют предварительного нагрева или термообработки после сварки (PWHT), за исключением некоторых особых случаев, когда после сварки и горячей обработки может потребоваться отжиг на твердый раствор.
Технология сварки типичных аустенитных нержавеющих сталей является обычной практикой с использованием стандартных расходных материалов, таких как ER308L и т. Д.Сварка высокопрочных (650–690 МПа UTS) аустенитных нержавеющих сталей серии 200 может выполняться со стандартными присадками типа 308L, если соответствие прочности основного металла не является критическим. Использование дуплексного присадочного металла ER2209 — это один из способов согласования или превышения прочности основного металла, но проблемы с ударной вязкостью и охрупчиванием ограничивают использование этого подхода рабочими температурами примерно от -40 ° C до 315 ° C (от -40 ° F до 600 ° C). ° F). Для криогенных применений, таких как оборудование для сжиженного природного газа (СПГ), часто выбирают использование менее стандартных наполнителей, таких как E16-8-2 или 316L Mn, или использование наполнителей на основе никеля, таких как UNS N06022. необходимой прочности и криогенной вязкости.
Лучший способ заморозить кексы — из пакета Ziploc сделайте кондитерский мешок!
Чтобы приготовить красивые кексы, не нужны красивые кондитерские пакеты с глазурью. Заморозить кекс с помощью самодельного кондитерского мешка можно с помощью материалов, которые у вас уже есть на кухне — мешка Ziploc и утиной ленты! Приготовьтесь найти своего внутреннего кондитера и приготовить прекрасные десерты со льдом с помощью этого простого трюка с замороженной сумкой Ziploc.
Сделайте самодельный кондитерский мешок с помощью этого трюка с замороженной сумкой на молнии
Впервые я поделился этим постом, показывающим трюк с заморозкой пакетов Ziploc в 2012 году, и это был один из моих самых популярных постов, потому что это самый простой способ заморозить кексы.Кто не любит ярлык на кухне! Такие базовые материалы, как сумка Ziploc и утиная лента , преобразят ваш стиль украшения кексов и тортов.
Даже если вы обычно используете кондитерские пакеты для обледенения выпечки, вы прибегнете к этому трюку в нечетный день, когда у вас закончатся запасы. Я знаю, что сделал именно это! Давайте узнаем, как заморозить кексы без кондитерского мешка. Ziploc спешит на помощь!
Как сделать пакет для глазури из Ziploc?
Сложите квадратную сумку Ziploc в треугольник.
Закрепите край изолентой.
Наполните кондитерский мешок глазурью.
Отрежьте угол и нанесите глазурь на кекс.
Какой тип сумки Ziploc лучше всего подходит для кондитерской сумки?
Мои первые несколько попыток использования этой кухонной хитрости оказались удачными, и поэтому я усовершенствовал процесс. Пакеты Ziploc для морозильной камеры работают лучше, чем пакеты для сэндвичей . И это не рекламная акция для Ziploc, но, честно говоря, сумки Ziploc работают намного лучше , чем их обычные аналоги.
Какие материалы нужны?
Пакеты Ziploc для морозильной камеры
Утиная лента (или клейкая лента любой марки) работает лучше, чем метод сшивания скоб, который я впервые применил. Скотч или упаковочная лента работают меньше, но в крайнем случае используйте то, что у вас есть!
Как проще всего заморозить кексы с помощью пакета Ziploc?
Проход с украшением тортов в магазинах для рукоделия может быть устрашающим. Есть так много гаджетов, которые кажутся необходимыми, чтобы приготовить кекс, достойный выпечки.Какой наконечник для обледенения использовать?
Как использовать эти пакеты для глазури? Что делать: моющиеся пакеты для декорирования или одноразовые? Будут ли мои кексы действительно похожи на те, что на картинке? Нужен ли мне урок выпечки только для того, чтобы заморозить кексы? Список чудес и разочарований можно продолжить. Упростите и используйте этот трюк с замороженной сумкой Ziploc.
Когда можно использовать трюк с обледенением сумки Ziploc?
Очевидно, я постоянно использую этот трюк для глазирования кексов и тортов. Сокращение также экономит время (и избавляет от беспорядка!), Когда дело доходит до приготовления чизкейков без выпечки.
Материалы, необходимые для изготовления мешочка для глазури:
Начните с пакетов Ziploc и утиной ленты. Ножницы тоже понадобятся.
Сложите квадраты Ziploc в треугольники. Вы будете удивлены, насколько легко получить обледенение после этого изменения. Закрепите край утиной лентой, и все готово.
Наполнение мешка для глазури
Наполнение любого типа пакетов для глазури — застежки-молнии или кондитерских — может оказаться непростым процессом. Облегчите себе жизнь, поместив пакет для глазури в высокий стакан.Откройте пакет как можно шире и с помощью шпателя заполните пакет глазурью.
Попытка удержать пакет для глазури в одной руке, одновременно борясь с лопаткой в другой, просто не работает для большинства из нас! Стакан освобождает руку и обеспечивает устойчивое место для мешка с глазурью.
После заполнения пакета для глазури Ziploc вытолкните излишки воздуха и закройте его верх. Отрежьте ножницами кончик мешочка для глазури, и вы готовы украсить эти кексы! Перейдем к тому, как пользоваться мешочком для глазури.Сделать кондитерский мешок — это только половина задачи — использовать его для заморозки кексов очень просто!
Этот пакет для глазури заменит купленный пакет для украшения в крайнем случае или всегда, если вы сочтете этот способ простым. Вы можете либо вырезать отверстие в пакете и украсить его как есть — без металлических наконечников для глазури — либо добавить наконечники так же, как и в обычном пакетике для глазури.
Давайте подбадриваем купленную в магазине глазурь!
Нет ничего постыдного в использовании глазури прямо из банки — я, как известно, ел ее ложкой — но если вы ищете способ украсить глазурь, купленную в магазине, вы найдете именно то, что вам нужно. список идей.
Получите мгновенную загрузку, присоединившись к моему списку адресов электронной почты, используя эту форму регистрации.
Техника украшения этого трюка с замороженной сумкой на молнии такая же, как и для кондитерского мешка. Попробуйте украсить завитком изнутри, как кексы на заднем плане на фото выше.
Другой совет: держать пакет в вертикальном положении и сжимать с одинаковым давлением, чтобы глазурь покрыла поверхность кекса. Если вы потянете пакет прямо вверх и сбросите давление, это создаст эффект выпечки с глазурью наверху.
Время подготовки 5 минут
Время активности 5 минут
Общее время 10 минут
Материалы
Ziploc Bag — кубическая морозильная камера
Небольшой кусок изоленты
Инструменты
Ножницы
Дополнительно — наконечник для обледенения
Банкноты
Дополнительно: используйте наконечник для глазури вместе с пакетом
Рекомендуемые товары
Как партнер Amazon и участник других партнерских программ, я зарабатываю на соответствующих покупках.
Вы сделали этот проект?
Пожалуйста, оставьте комментарий в блоге или поделитесь фото в Instagram
Ищете другие идеи для кексов? Попробуйте это!
Присоединяйтесь ко мне на Pinterest
и сохраните этот трюк с замороженной сумкой на молнии на своих досках для украшения торта
Мы участвуем в программе Amazon Services LLC Associates, партнерской рекламной программе, разработанной для того, чтобы мы могли получать вознаграждение путем ссылки на Amazon.com и дочерние сайты.
Обратите внимание, что этот пост был первоначально опубликован в марте 2012 г. и обновлен в сентябре 2018 г.
Холли Бейкер начала вести блог о еде A Baker’s House в 2011 году. Она является автором, создателем рецептов и фотографом для этого сайта. Холли любит печь и делится рецептами блюд без глютена, рецептами консервирования, а также традиционными десертами. Ее рецепты и фотографии еды были отмечены BuzzFeed, Reader’s Digest и She Knows.
Полное руководство по ремонту стекловолокна
Хотите проверить свои знания в области ремонта стекловолокна?
Примите участие в нашей викторине по ремонту стекловолокна!
Обзор стекловолокна и композитов
Композиты
обладают многочисленными преимуществами по сравнению с обычными строительными материалами. Одно из преимуществ, которое может быть неочевидным, — это простота и долговечность ремонта. Поскольку многим не хватает знаний для ремонта композитных деталей и форм, поврежденные детали часто заменяют; тем, у кого есть понимание новичка, процесс может сначала показаться пугающим.Не бойтесь, композитные детали часто легче ремонтировать, чем детали, сделанные из традиционных материалов. В этой статье мы дадим общее представление о ремонте композитных материалов, а также подробные шаги и рекомендации, которым необходимо следовать как при структурном, так и при косметическом ремонте.
Если вы прочитали эту статью и еще не знакомы с композитными материалами или типичными процессами производства композитов, вы можете прочитать дополнительные статьи в нашем учебном центре.У нас есть и другие статьи, которые могут помочь с некоторыми базовыми знаниями, включая начало работы с композитами, основы стекловолокна, о смолах, об армировании и формовании стекловолокна. Более широкое понимание композитных материалов и методов производства, а также небольшая практика могут иметь большое значение для более успешного ремонта.
Прежде чем перейти к сути статьи, мы будем использовать термины композитный ремонт и ремонт стекловолокна как синонимы.Это связано с тем, что описанные методы работают с любой структурой из стекловолокна, а также со многими «продвинутыми» композитами, изготовленными из углеродного волокна и KEVLAR®. Общие концепции применимы к большинству композитных материалов. Это означает, что мы предоставим вам основы для самых разных видов ремонта — от ремонта косметического гелькоута до промежуточного ремонта лодок и кузовов автомобилей — вплоть до ремонта структурных композитов. Однако есть одно предостережение: для некоторых частей могут потребоваться специальные процедуры, помимо описанных в этой статье.Производители высокотехничных или конструктивных деталей часто публикуют подробную информацию о ремонте своих деталей. Наша позиция заключается в том, что инструкции производителя заменяют всю другую информацию, которую мы предоставляем, и должны полностью выполняться. Как правило, инструкции производителя более конкретны и не противоречат стандартным процедурам ремонта, описанным здесь. Если не брать в расчет, если инструкции по ремонту стекловолокна, приведенные в этой статье, будут хорошо выполнены, в результате получится серьезный ремонт, независимо от того, делаете ли вы ремонт профессиональных композитов или ремонт стекловолокна своими руками.
Что мне нужно знать о ремонте стекловолокна?
Есть несколько фундаментальных принципов, понимание которых позволяет успешно завершить большинство ремонтов композитных материалов. Успешный ремонт позволяет продлить срок службы детали или пресс-формы и сэкономить на замене композитной детали. Начнем с рассмотрения этих трех основных принципов композитного ремонта:
Ремонт отличается от оригинальной детали. — Первый принцип, который вы должны понять, заключается в том, что структурный ремонт производится другим способом, нежели оригинальная деталь.При первоначальном изготовлении композитной детали ее смола отверждается, соединяясь как химически, так и физически с армирующей тканью, в результате чего получается единый блок, независимо от количества или ориентации слоев ткани. Это называется первичной структурой или связью, и это самый прочный тип связи, который может существовать в составной части.
После повреждения детали все ремонты становятся вторичными связями, прикрепленными к исходной первичной структуре. Это означает, что весь ремонт зависит от физического приклеивания к поверхности исходной первичной конструкции (подробнее об этом позже).По этой причине ремонт стекловолокна зависит от адгезионных качеств смолы для их прочности — прочности физического сцепления с первичной структурой. По этой причине смола, используемая для ремонта, должна быть такой же прочной, как смола, использованная для изготовления детали. На самом деле, для ремонта иногда используются смолы с сильными адгезионными свойствами.
Увеличенная площадь поверхности увеличит прочность композитного ремонта — Поскольку ремонт стекловолокна зависит от поверхностной адгезии (физического сцепления) ремонта с первичной структурой, увеличение площади поверхности линии соединения повысит прочность и долговечность соединения — и по расширению запчасть или ремонт.
Обычно для увеличения площади поверхности применяют шлифование конусов или скосов. Этот тип шлифования означает, что область рядом с повреждением постепенно шлифуется, в результате чего обычно получается примерно ½-дюйма площади на слой композитного ламината. Шлифовка шарфов обычно выполняется с помощью высокоскоростной шлифовальной машинки со сжатым воздухом. Поскольку большинство композитных конструкций довольно тонкие, это щадящий процесс. Размер конуса относительно толщины ламината выражается в виде отношения.Как правило, чем сильнее или серьезнее должен быть ремонт, тем выше соотношение. При структурном ремонте обычно требуется более мягкий конус с соотношением от 20: 1 до 100: 1.
Альтернативный метод увеличения площади поверхности — ступенчатое шлифование. Эта процедура определяет размер внутреннего ремонта, затем удаляет окружающие материалы шириной ½ дюйма на слой детали, работая по направлению к поверхности детали. Это приводит к значительному увеличению ремонтной поверхности и позволяет четко определить ориентацию волокон. на каждом этапе.
Оба метода приемлемы для большинства ремонтных работ из композитных материалов, хотя большинство считает, что удаление зазоров проще, и в целом считается лучшим. Ступенчатость приводит к появлению крутых краев и стыков в каждом отремонтированном слое. Трудно также шлифовать песок без разреза, что может привести к повреждению нижележащих слоев.
По возможности вы должны сопоставить свой ремонт с оригинальной деталью. — Хотя ваш композитный ремонт отличается от оригинальной детали, при ремонте рекомендуется продублировать толщину, плотность и ориентацию слоев оригинального ламината.Это поможет сохранить работоспособность детали. Больше не всегда лучше — в этом случае, если ваш ремонтный материал толще, чем исходная деталь, он почти наверняка будет жестче, независимо от используемого материала. Введение в деталь различной прочности может вызвать непреднамеренные точки напряжения, что в конечном итоге приведет к усталости материала или разрушению. Лучше аккуратно заменить каждый слой, который был удален в поврежденном месте, идентичным материалом, по возможности размещая его в той же ориентации.Такой подход к замене слоя за слой гарантирует, что отремонтированная конструкция может выдерживать те же нагрузки, что и исходная, и что она будет распределять нагрузки, как задумано.
С учетом этих трех основных принципов: ремонт отличается от оригинальной детали, увеличенная площадь поверхности увеличивает прочность, а ремонт должен соответствовать исходной детали; у вас есть фундамент для понимания последовательности ремонта. Как указывалось ранее, мы собираемся предоставить подробные этапы как структурного ремонта стекловолокна, так и общего косметического ремонта композитного материала.Имейте в виду, что это общие шаги, и для некоторых приложений могут потребоваться дополнительные шаги или небольшие отклонения в подходе.
Этапы ремонта конструкций из композитных материалов
Поскольку после ремонта композитных конструкций обычно следует косметический ремонт, мы начнем с инструкций для более серьезных повреждений. В этом разделе мы ответим на часто задаваемые вопросы «Как ремонтировать стеклопластик?» и «Что нужно для ремонта стеклопластика».Это будет разбито на 4 этапа:
Осмотреть и измерить, идентифицировать и определить
Удаление поврежденного материала и подготовка поверхности
Ламинат ремонтный патч
Осмотр ремонта
Осмотреть и измерить, идентифицировать и определить:
Как проверить поврежденные композиты
Существует четыре основных категории составных повреждений. Ваш ремонт может включать одну или все из этих категорий в зависимости от серьезности удара или отказа.Категории следующие:
Разрыв — Это повреждение возникает, когда предел прочности композитной детали был превышен и ламинат разрушился. Обычно это приводит к разрыву, который полностью проходит через подложку.
Отверстие или прокол — Это повреждение обычно является результатом удара или порезов. Отверстия и проколы иногда ограничиваются поверхностными слоями или оболочками.
Crushed Core — Это повреждение относится только к композитным деталям, содержащим материалы многослойного сердечника.Обычно это результат удара, который заставляет композитную обшивку ламината прогибаться, но не разрушаться, в результате чего материал сердцевины сэндвича разрушается.
Расслоение — В результате этого повреждения слои материала отделяются друг от друга. Обычно это вызвано ударами или напряжением между слоями или между ними.
Как измерить объем вашего композитного ремонта
Как только вы поймете, какой тип повреждений у вас есть, мы рекомендуем вам использовать контрастный маркер, чтобы очертить границу повреждения.Это поможет вам понять масштаб и размер повреждений, а также даст вам возможность полностью осмотреть свою деталь. Однако обратите внимание на то, что вам следует внимательно осмотреть повреждения, поскольку проблемная зона часто простирается дальше, чем можно легко обнаружить визуально. Один совет, который мы можем предложить, — это проверка монетоприемником. Постучав монетой по окружающему пространству, вы можете быстро и легко создать слышимую разницу между сплошным ламинатом, раздробленным материалом и потенциально расслоенным участком.
Стоит ли этот ремонт затраченных усилий?
После того, как станет известна степень повреждения и тип материала, вы должны решить, следует ли отремонтировать данную деталь или вам лучше заменить ее. Если вы обнаружили спецификации производителя во время поиска необходимых материалов, проверьте, не слишком ли велика поврежденная область для ремонта. Если невозможно просмотреть информацию, мы рекомендуем вам быстро оценить материалы и рабочее время, необходимые для ремонта.Сравните эту цифру с ценой новой детали. Как правило, если вы можете добиться экономии не менее 50 процентов, значит, вы достигли нормы, которая гарантирует продолжение ремонта.
Удаление поврежденного материала и подготовка поверхности
Удаление поврежденного материала
Предполагая, что вы уже осмотрели поврежденный участок и отметили его контрастным маркером, вы готовы приступить к удалению поврежденного материала. Когда деталь сломана или раздавлена, может быть трудно выровнять детали, потому что изношенные волокна имеют тенденцию «зависать» друг от друга.Чтобы добиться максимальной прочности ремонта, вам нужно определить последовательность и ориентацию материала, когда он удаляется слой за слоем. Чтобы помочь с этим, используйте лезвие пилы, чтобы разрезать по длине трещины или разрывы. Это снизит нагрузку на сплошные ламинаты, часто позволяя им возвращаться к своей первоначальной форме с небольшим усилием или без него. Детали, изготовленные из материала сердцевины сэндвича, имеют тенденцию к образованию блинов и грибов, что еще больше усложняет переналадку. Фрезерный станок отлично подходит для удаления поврежденного материала сердцевины без нарушения целостности кожи лица.
При удалении поврежденного материала старайтесь удалять как можно меньше материала, чтобы объем ремонта не увеличился больше необходимого. Однако не забудьте удалить достаточно материала, чтобы получить прочный ламинат, необходимый для хорошего ремонта. По мере удаления поврежденного материала периодически останавливайтесь и проводите еще одну проверку монетоприемником. Это позволит вам убедиться, что вы удалили весь поврежденный материал, и вам следует продолжать шлифование или резку, пока не будет удален весь поврежденный материал.
Поддержите деталь и подготовьте поверхность
После удаления поврежденного материала поддержите деталь, чтобы в процессе ремонта ничего не деформировалось. Иногда это так же просто, как приклеивание нескольких полос малярной ленты шириной 2 дюйма, в других случаях это так же сложно, как изготовленная на заказ зажимная конструкция. Вообще говоря, высокопроизводительные детали имеют более жесткие допуски и требуют более точной опорной системы. После того, как вы получили опору для детали, приступайте к подготовке склеиваемой поверхности.Как упоминалось выше, это обычно включает шлифование или шлифование конуса или ступенек в материале вокруг повреждения. Это критический шаг для функционального ремонта, но его часто упускают из виду или злоупотребляют. Не торопитесь и убедитесь, что ваш ремонт выполнен правильно.
Если необходимо использовать конус, измерьте глубину впадины и вычислите, насколько далеко должно пройти шлифование, чтобы достичь желаемого соотношения. С помощью контрастного маркера отметьте внешний край конуса и начните шлифование внутрь по направлению к впадине.Обязательно снимайте материал медленно, чтобы конус проходил равномерно. Открывая каждый слой, записывайте тип и ориентацию ткани, чтобы вы могли заменить ее таким же образом.
При ступенчатом шлифовании первоначальный расчет становится еще точнее. Например, предполагая, что повреждение круглое, два дюйма в диаметре и в ламинате пять слоев, отметьте концентрические круги, расширяющиеся на полдюйма на каждый слой от края самого внутреннего круга. Окончательный диаметр подготовленного участка составит семь дюймов.Начните шлифование с центра, пока не обнажится самый глубокий слой. Сделайте шаг на полдюйма и зашлифуйте до второго самого глубокого слоя и так далее, пока не будут готовы все пять шагов. Угловая шлифовальная машина обеспечивает наилучшее ощущение и контроль при выполнении этой деликатной процедуры.
При использовании любого метода для обеспечения личной безопасности и чистоты мы рекомендуем прикрепить к рабочей поверхности липкой лентой шланг промышленного пылесоса, чтобы можно было удалить пыль во время шлифования. Кроме того, убедитесь, что вы носите респиратор и, если возможно, защитную одежду, так как это очень грязный процесс, и вы хотите быть максимально защищены.По окончании шлифования всю поверхность необходимо тщательно очистить. Пропылесосьте оставшуюся пыль, а затем тщательно протрите поверхность тряпкой для растворителя. Ацетона обычно достаточно для удаления масла, жира, пыли, воска или других поверхностных загрязнений, которые потенциально могут повлиять на адгезию вашего ремонта.
Полезные продукты
Ламинат пластыря для ремонта стекловолокна
Подготовьте композитные заплаточные материалы
Первый шаг к ламинированию ремонтной заплатки — это предварительная обрезка материала заплатки для соответствия ремонту.Это включает в себя предварительную нарезку материала сердечника и всех слоев усиления, чтобы они соответствовали конусу, который вы подготовили при подготовке поверхности. Если ваша деталь состоит из многослойного материала сердцевины, сначала вырежьте сердцевину, чтобы заполнить самое глубокое отверстие. Обратите внимание, что некоторые основные материалы, такие как Nomex® Honeycomb, имеют свою собственную ориентацию, которую необходимо выровнять в детали. Обязательно проверьте это как для сердечника сэндвича, так и для армирующей ткани, сверяясь со списком, который был составлен в процессе подготовки, чтобы каждый слой армирования был обрезан для правильной ориентации.Обрежьте каждый слой так, чтобы он точно входил в область конуса или ступеньку, которая была подготовлена для него. Современный ремонт выполняется послойно, поэтому самая маленькая деталь должна сначала попасть на дно впадины. Укладывайте арматуру рядом с тем местом, где она будет использоваться, при этом первый слой должен быть размещен в области склеивания поверх стопки.
Отмерьте, перемешайте и нанесите смолу
Как только ваши заплаточные материалы будут подготовлены, предварительно взвесьте график армирования.При ремонте следует ориентироваться на соотношение волокна и смолы 50:50, поэтому после того, как вы взвесите арматуру, отмерьте такой же вес смолы. Добавьте катализатор или отвердитель и перемешайте смолу в соответствии с инструкциями.
После того, как вы отмерили и смешали смолу, начните с предварительного смачивания смолой всей области склеивания. Это позволит вам создать пленку из смолы по всей площади склеивания, максимизируя физическую связь. Затем вы можете начать пропитывать каждый слой арматуры, прежде чем он будет помещен на деталь.Работайте с листом пластика, чтобы ткань можно было легко снять со стола, когда она будет готова. Гибкий резиновый ракель — лучший инструмент для равномерного распределения смолы по ткани и удаления излишков смолы, которая может присутствовать. Поместите каждый слой арматуры на место ремонта, соблюдая правильную ориентацию. Фото предоставлено IStock Photo.
Останавливайте слой через каждые несколько слоев, чтобы максимально уплотнить и уменьшить плотность заплатки. Количество слоев, которые вы можете наносить между удалением налетов, зависит от веса ткани и используемого переплетения, но обычно вам следует удалять массу через каждые 3–5 слоев.Для этого хорошо подойдет ракель или валик из стекловолокна. Продолжайте укладывать ремонтные слои, пока вся удаленная ткань не будет заменена. Затем можно добавить последний поверхностный слой, чтобы покрыть всю площадь. Планируйте уплотнение финального ремонта как можно плотнее, пока смола застывает. Метод вакуумной упаковки в мешки — наиболее универсальный метод, но ракели, ролики или другое прижимное давление будут работать адекватно. Следуйте рекомендациям производителя по отверждению смолы. Если был запланирован двусторонний ремонт, подготовка к противоположной стороне может начаться после полного отверждения первого пластыря, обычно через 48 часов.
Полезные продукты
Осмотреть ремонт
Как проверить композитный ремонт
Перед тем, как вернуть отремонтированную деталь в эксплуатацию, необходимо осмотреть ремонт. Используйте метод монетоприемника, чтобы проверить ремонт после того, как он полностью затвердел. Вся конструкция должна резонировать с таким же твердым звуком. Для большего спокойствия или большего количества критических деталей на этом этапе также может быть реализовано неразрушающее нагрузочное тестирование.Это состоит в том, чтобы нагружать деталь до ожидаемого предела службы, но не дальше. Если деталь выйдет из строя преждевременно, даже если неисправность возникла не во время ремонта, ее следует выбросить. Для более ответственных структур может потребоваться испытательная лаборатория или специализированное оборудование до их утверждения.
Если ваша деталь прошла осмотр, можно приступать к косметическому ремонту.
Этапы косметического ремонта
Внешняя косметическая отделка детали спроектирована так, чтобы скрыть и защитить структурное усиление, находящееся внизу, а также быть эстетически приятной.Именно на эту поверхность большинство людей будут смотреть и судить обо всей конструкции. Даже небольшие повреждения, такие как царапины и вмятины, испортят внешний вид. Хуже того, они часто создают прямой путь к структурным слоям, вызывая еще большие проблемы. Косметические пузыри — это проблема, которая, если ее не лечить, может превратить весь корпус лодки в губки.
Последовательность ремонта косметического композита аналогична последовательности структурных изменений, но армирующий материал заменяет составы для обтекания и заполнения и / или гелевое покрытие.Подготовка поверхности по-прежнему остается важнейшим аспектом длительного ремонта. Финишное шлифование и полировка представляют собой дополнительный этап, но время, потраченное на этот этап, может привести к действительно профессиональному ремонту композитного материала. Многие люди опасаются заниматься косметической работой, потому что считают, что для получения удовлетворительных результатов требуется дорогое оборудование для распыления. Несмотря на то, что оборудование имеет важное значение, правильный выбор материала является ключом к положительным результатам.
В этом разделе мы предоставим рекомендации по косметическому ремонту композитных материалов, включая ремонт трещин из стекловолокна, ремонт стекловолоконного гелевого покрытия и отделку композитного ремонта.Он будет разбит на 5 этапов, аналогичных тем, которые требуются для ремонта конструкции:
Осмотреть, измерить и идентифицировать.
Удаление поврежденного материала и подготовка поверхности
Смешать и нанести наполнитель
Полировка ремонтного участка
Теперь давайте рассмотрим каждый из них более подробно.
Осмотреть, измерить и идентифицировать
Как проверить косметические повреждения
Обследование косметических повреждений так же важно, как и структурных повреждений.Существует четыре основных категории косметических композитных повреждений, и вы можете найти один или все эти типы повреждений в зависимости от того, через что прошла ваша часть. Категории следующие:
• Gouge Gouge — это длинная глубокая выемка на поверхности, достаточно серьезная, чтобы потребовать наполнителя и поверхностного покрытия для ремонта. Порезы обычно возникают из-за грубого обращения, скользящих ударов или неправильной прокладки.
• Блистеры Блистеры — это выпуклости, появляющиеся на поверхности детали.Обычно это вызвано попаданием жидкости или газа в подложку, отталкивающей кожу от стекла.
• Царапины Царапины похожи на выбоины, но недостаточно глубокие, чтобы их можно было заполнить. Царапины, как правило, можно исправить без использования шпатлевки.
• Трещины Трещины с трещинами — это микротрещины, которые не проходят через толщину детали, а иногда даже не проходят через толщину поверхностного покрытия.Растрескивание обычно вызывается чрезмерным напряжением детали, тепловыми проблемами или напряжением между слоями или между ними.
Как измерить объем вашего композитного ремонта
Как только вы поймете, какой тип повреждений у вас есть, мы рекомендуем вам использовать контрастный маркер , чтобы очертить границу повреждения. Обратите внимание, что зазубрины часто оставляют поднутрения на неподдерживаемом гелевом покрытии, что на первый взгляд кажется нормальным. Однако если надавить на них тупым инструментом, они легко треснут.Очень важно, чтобы все поврежденные участки были полностью идентифицированы, чтобы их можно было правильно подготовить в следующей процедуре. После того, как вы определили и отметили свои участки, определите приблизительную площадь поверхности, требующую ремонта.
Как определить композитные ремонтные материалы
После того, как вы успешно определили размер и масштаб косметического повреждения, вы сможете приблизительно оценить, сколько требуется ремонтного материала. Порезы и волдыри потребуют как наполнителя, так и гелевого покрытия, в то время как царапины и трещины, как правило, можно исправить только с помощью одного гелькоута.Если ваша деталь изначально была сделана из полиэфирной смолы, для ремонта подойдут полиэфирные шпатлевки и гелькоут. Если вы не уверены, мы также предлагаем эпоксидные наполнители, а также грунтовку Duratec® Surfacing Primer, которая обеспечит поверхность, с которой может сцепляться эпоксидная или полиэфирная смола.
Полезные продукты
Арт.
Описание
Обтекатель и наполнитель
Они используются для заполнения более глубоких царапин и повреждений.Убедитесь, что ваш состав соответствует смоле, которую вы использовали для ремонта
Гель-коут
Гелевые покрытия
бывают разных цветов, чтобы соответствовать исходному цвету ремонтируемой детали.
Duratec Surfacing Primer
Duratec Surfacing Primer позволяет создать на вашей части поверхность, на которую эпоксидная смола или полиэстер могут лучше держаться.
Удаление поврежденного материала и подготовка поверхности
Удаление поврежденного материала
Как для выбоин, так и для пузырей необходимо убедиться, что удален неподдерживаемый поверхностный материал.Как упоминалось ранее, это можно сделать, нажав на них тупым инструментом. После удаления неподдерживаемого материала протрите поверхность ацетоном и тряпкой, чтобы удалить воск, масло или жир, которые могут загрязнить ремонт.
Когда поверхность высохнет, заклейте область вокруг повреждения. Это сведет к минимуму шлифовку царапин на неповрежденных участках. Затем удалите весь рыхлый материал канцелярским ножом, а затем используйте наждачную бумагу с зернистостью 40, чтобы скосить края до конуса.Даже тонкие трещины необходимо «вскрыть», прежде чем можно будет добавить материал для их заполнения. На этом этапе нужно будет полностью обнажить волдыри. Пока вы расширяете поврежденную область, убедитесь, что оставшийся ламинат твердый и сухой. Если ламинат не твердый и сухой, возможно, вам придется выполнить дополнительный структурный ремонт до завершения косметического ремонта.
Подготовить поверхность
После того, как вы удалили поврежденный материал и открыли трещины, используйте наждачную бумагу средней зернистости, чтобы слегка отшлифовать окружающую область.Это даст вам возможность перенести ремонт на неповрежденную поверхность. После шлифования поверхности протрите поверхность ацетоном в последний раз, чтобы удалить пыль и все остальное, что может нарушить адгезию.
Полезные продукты
Арт.
Описание
Наполнители
При заделке более глубоких бороздок в детали фрезерованные волокна смешивают со смолой, чтобы создать структурную замазку для ремонта.
Ацетон
Ацетон — популярный растворитель, который используется для удаления загрязнений из зоны ремонта, предотвращая возможные осложнения
PVA
PVA или поливиниловый спирт можно распылить на поверхность ремонтируемого участка, чтобы получить отверждение без липкости и шлифования.
Наждачная бумага
Шлифовка зоны ремонта позволяет скосить края зоны ремонта до конуса, что упрощает процесс ремонта
Смешать и нанести наполнитель
Заполнение мелких царапин и трещин гелькоутом
Мелкие царапины можно сразу заполнить гелевым покрытием соответствующего цвета, а не шпатлевкой.Убедитесь, что вы подбираете гелькоут к отшлифованной и отполированной части оригинала, а не к общему выцветшему цвету. Ваш ремонт может поначалу выделяться, но примерно через месяц все поблекнет до такого же цвета. При использовании гелькоута для заполнения царапины используйте небольшую кисть, чтобы нанести гелькоут. Убедитесь, что она выше окружающей поверхности, чтобы ее можно было отшлифовать заподлицо. Нанесите тонкий слой ПВА на ремонт, чтобы отвердить, не оставляя следов, шлифуя.
Заполнитель для более глубоких царапин, выбоин и пузырей
Глубокие канавки потребуют структурной ремонтной шпатлевки для замены недостающего материала перед нанесением финишного слоя гелевого покрытия.Смола, смешанная с измельченным стекловолокном толщиной 1/32 дюйма, является отличной структурной замазкой. Мы также предлагаем широкий выбор обтекателей и наполнителей на основе как полиэфира, так и эпоксидной смолы. С помощью ракеля нанесите выбранный наполнитель на дно канавки. Держите этот наполнитель немного ниже окружающей поверхности, если гелькоут является предполагаемым верхним слоем. При окраске шпатлевка может быть на одном уровне с поверхностью, так как краска добавляет немного густоты. При заполнении пузырей, например, при ремонте корпуса лодки из стекловолокна, обязательно используйте винилэфирную смолу с фрезерованными стекловолокнами для замазки.Это добавит дополнительную защиту от коррозии этим ослабленным участкам.
Если косметический ремонт следует за структурным ремонтом, возможно, потребуется выровнять структурную заплату с помощью сплошного ламината. Для этого может потребоваться как измельчение, так и заполнение. Отшлифуйте все выступы до тех пор, пока они не будут на одном уровне с остальной поверхностью, если это не ухудшит структурную прочность заплатки. Используйте наполнитель, чтобы выровнять любые углубления. Если шлифование невозможно по структурным причинам, можно слегка добавить наполнители для сглаживания неровностей и отшлифовать до гладкого пера, но в этом случае пятно всегда будет видно.Для морского ремонта используйте шпатлевку для фрезерованного стекла толщиной 1/32 дюйма, как описано ранее. Другие структуры обычно можно заполнить стандартными наполнителями или смешиванием талька и смолы, если не указано иное. Продолжайте добавлять шпатлевку и шлифовать, пока поверхность не станет идеально ровной.
Ремонтные работы на эпоксидной смоле после затвердевания довольно стабильны, но ремонтные работы на основе полиэстера перед окончательной отделкой следует слегка нагреть. Полиэфирная смола в ремонтной заплате и в стандартном наполнителе кузова часто продолжает некоторое время давать усадку под воздействием тепла.Этого можно избежать, если вы используете один из наших безусадочных полиэфирных наполнителей, а в противном случае просто поместите проект на несколько дней на солнце или установите тепловую лампу. Однако, если используется лампа, не помещайте деталь слишком близко и не оставляйте ее слишком долго. Вы пытаетесь «заставить» наполнитель сжаться перед окончательной шлифовкой, и не хотите деформировать деталь. После шлифовки до идеального контура ваша деталь стабилизируется от возможных тепловых проблем в будущем.
Смешайте и нанесите верхнее покрытие соответствующего цвета
Для отделки гелькоутом
Если гелькоут является предполагаемым верхним слоем, мы всегда рекомендуем его нанесение распылением.Мы продаем различные пистолеты-распылители различных размеров, с которыми вы можете столкнуться при ремонте, от полноразмерного пистолета для чашек с гелевым покрытием до нашего распылителя Preval, который можно использовать для самого небольшого ремонта. Все гелькоуты, которые мы продаем, разработаны для нанесения с помощью пистолета-распылителя, и этот метод нанесения обеспечивает наилучшую отделку поверхности. Специально для ремонта мы рекомендуем смешать гелькоут с добавкой Duratec® Hi-Gloss. Эта добавка позволит отверждать на открытом воздухе, разбавить гелькоут и уменьшить апельсиновую корку.Это означает, что вам не нужно добавлять воск, который потребует дополнительных усилий, гелькоут будет легче распылять, и вам придется меньше шлифовать и полировать, чтобы закончить ремонт. Для нижеследующего ремонта ватерлинии на морских проектах рекомендуется использовать поверхностный агент, такой как ПВА или стирольный воск, чтобы гарантировать полное отверждение. Воск отлично подходит для больших, труднодоступных участков, но он может помутнить прозрачные гелькоуты. ПВА лучше всего использовать для точечного ремонта или там, где легкий доступ, пока гелькоут еще влажный.
Гель-покрытие необходимо отшлифовать перед окончательной полировкой. Используйте шлифовальный блок из твердой резины и начните с влажной / сухой бумаги зернистостью 400, чтобы выровнять гелькоут. Сосредоточьте усилия на шлифовании только на выступах, пока все не станет на одном уровне. Затем используйте пенопласт и более мелкую наждачную бумагу для идеальной отделки. Обязательно меняйте воду каждый раз, когда вы переходите на наждачную бумагу с более мелким зерном, чтобы частицы пыли с более грубой бумаги не продолжали резать поверхность.
Для окраски
Если краска является вашим верхним слоем, под нее стоит нанести грунтовку.Грунтовка скроет мелкие неровности, которые могут еще существовать, а также герметизирует заплату. Для большинства ремонтных работ Duratec® Surfacing Primer — лучший материал для этой задачи. Он имеет высокую температуру тепловой деформации, что дополнительно защищает уже стабилизированные участки от усадки. Большинство лакокрасочных систем придерживаются затвердевшей эпоксидной смолы, поэтому перед использованием обязательно проверьте свою краску на предмет рекомендаций по грунтовке.
Полезные продукты
Отшлифовать участок ремонта
Как закончить композитный ремонт
Последний этап профессионального ремонта композитных материалов — шлифовка и полировка.Наши полироли для форм №1102 и №1103 идеально подходят для использования с полиэфирными и эпоксидными заплатами или гелевыми покрытиями. Для полировки лакокрасочного покрытия вам понадобится только №1103, наш состав для Шага 2. Эти составы быстро удаляют мелкие царапины, оставленные бумагой с зернистостью 600-1000, а также удаляют излишки распыления и некоторые эффекты ореола, которые обычно возникают при точечном ремонте. Полироль Step 2 придаст вашему ремонту желаемый блеск для окончательного сияния.
А как насчет SMC? Как мне восстановить SMC?
Листовой формованный компаунд (SMC) — это композитный материал, который часто используется на рынке автомобильных, промышленных и персональных гидроциклов.SMC создает уникальные проблемы с ремонтом, поэтому мы обсудим их вкратце.
Во-первых, важно понимать, что SMC отличается от других типов композитов FRP, чтобы можно было выполнить надлежащий ремонт. Детали, изготовленные с использованием SMC, обычно производятся в пресс-формах, что делает их гладкими как внутри, так и снаружи — обычно это первая подсказка для их идентификации. Кроме того, детали из SMC не имеют внешнего гелевого покрытия, а обычно окрашиваются в цвет и иногда окрашиваются.Наконец, когда краска шлифуется из SMC, короткие грубые волокна обнажаются, а образующаяся пыль более сухая и более порошкообразная, чем другие композиты. Эти подсказки облегчат идентификацию SMC.
Далее необходимо выбрать правильную смолу. Хотя SMC является материалом на основе полиэстера, его нельзя отремонтировать полиэфирной смолой. Это связано с тем, что смазка для пресс-формы присутствует по всей части SMC. В отличие от обычных формованных деталей, где на поверхность формы наносят разделительный агент, SMC смешивают с разделительным агентом, диспергированным в смеси смол для более быстрой обработки.Это означает, что по мере шлифования повреждений для подготовки хорошей склеиваемой поверхности свежий разделительный состав обнажается. Продукты из полиэфирной смолы не обладают достаточно прочной физической связью для сцепления с этой поверхностью. Из-за этого SMC следует ремонтировать только с использованием эпоксидных смол, наполнителей и клеев.
Как завершить ремонт SMC? Большинство ремонтов SMC будет окрашиваться, и следует использовать только системы окраски каталитического типа.
Резюме
Композиты — это растущая категория, которая получает все большее распространение во всех типах современных транспортных средств, конструкций и оборудования для отдыха.Чем больше их используют, тем больше они начнут утомляться и ломаться; когда детали ломаются, их все не нужно заменять. Следуя этим процедурам, вы можете быть достаточно уверенными, чтобы приступить к выполнению простых ремонтных работ. Немного потренировавшись, вы сможете перейти к более сложным задачам. Эта статья предназначена для того, чтобы помочь любому начать работу. Собираетесь ли вы набраться смелости, чтобы заняться ремонтом ванны из стекловолокна, ремонтом бассейна или ремонтом кузова автомобиля, в этой статье мы можем дать вам советы по ремонту стекловолокна, необходимые для начала работы.Практика отточит и улучшит ваше мастерство, но следование этим простым рекомендациям позволит вам добиться положительного результата с первого раза.
В заключение обязательно запомните эти несколько ключей к успешному ремонту.
Start Smart : тщательно осмотрите повреждения, четко отметьте их, определите, из какого материала была изготовлена оригинальная деталь, и решите, имеет ли смысл ремонт.
Любители природы знают, что пища, приготовленная на костре, на свежем воздухе значительно вкуснее и ароматней любой приготовленной дома. Поэтому, в первую очередь при строительстве дачи или загородного дома планируется открытый очаг в зоне отдыха, желательно из надежных и долговечных материалов. Кирпичный мангал станет достойным украшением любого ландшафта.
Мангал — это сложное устройство, используемое для приготовления на природе мяса, рыбы, птицы, овощей и другой пищи. Жар в мангале идет от огня, еда готовится на открытом костре или с помощью горячего дыма, тлеющих углей и древесины. Возведение такой конструкции требует тщательной подготовки, учета многих нюансов и соблюдения некоторых технологических особенностей. В данной статье мы расскажем как сделать мангал из кирпича своими руками, дадим пошаговую инструкцию, а также продемонстрируем фотографии, схемы и видео материалы.
Выбор места
Мангал — это стационарное строение, которое сразу нужно возводить качественно, с учетом того, что оно будет служить долгие годы. Перед тем как построить садовый мангал из кирпича необходимо определиться с выбором места под будущее строение.
Обратите внимание!
При определении месторасположения очага следует учесть направление ветра на загородном участке, особенности рельефа и ландшафта. Мангал должен располагаться на безопасном расстоянии от объектов и строений с пожароопасными конструкциями (деревянными постройками, легко возгораемыми материалами, деревьями, кустами и т.д.).
Однако в то же время, очаг должен быть достаточно близко к зоне отдыха, чтобы в процессе приготовления пищи было удобно транспортировать готовые блюда к столу.
Определение размеров и комплектации
Определение размеров и комплектации мангала
После выбора места необходимо определиться с размерами будущей конструкции. Если есть возможность и небольшой опыт, желательно составить самостоятельно, можно даже нарисовать проект от руки. Дело в том, что по такому проекту будет проще не только строить. По проекту значительно проще рассчитать расход строительных, отделочных и расходных материалов. Нелишне будет заранее предусмотреть отсек для золы, поддува воздуха и отдельное место для хранения дров и углей. На этапе проектирования необходимо определиться с навесом над уличным мангалом, так как для него на стадии строительства нужно будет сделать специальные закладные элементы.
Инструменты
Обратите внимание!
Для шампуров и других специальных приспособлений следует предусмотреть специальные места, а также продумать металлическую решетку, ограждающую открытый огонь от продуктов. В таком случае можно продумать закладку топлива сбоку мангала, а не сверху. Такая конструкция будет наиболее технологичной, что обеспечит удобное приготовление блюд.
Подбирая размеры, в первую очередь нужно спроектировать высоту мангала. Самое главное – максимальное удобство для всех пользователей. Самая идеальная высота мангала — это расстояние от запястья руки до земли. Стандартная длина мангала, внутренней топки, обычно не превышает одного метра. Этот размер позволяет одновременно поместить необходимое количество шампуров. С учетом вышеперечисленных параметров наружные размеры мангала из кирпича таковы: 590 мм на 1400 мм. Постройка таких габаритов требует около 300 кирпичей.
Выбор кирпича
Перед строительством простого мангала из кирпича, следует подготовить необходимые материалы. Правильно выбрать кирпич очень важно и ответственно. Эксплуатация очага этого вида предполагает круглогодичное использование, а также то, что кирпич может при применении нагреваться до очень высокой температуры и затем остывать. Далеко не все типы кирпичей могут выдержать такие перепады.
Материалы для строительства мангала
Обратите внимание!
Наиболее подходящим будет печной кирпич, который специально производится для сложных температурных режимов. В качестве раствора для кладки желательно использовать глиняно-песочную смесь. Глину для этих целей заранее вымачивают в воде на два дня.
Технология строительства
Первоначально копают небольшой котлован под фундамент (глубиной 600 мм, и размером 800 мм на 1600 мм)
Засыпаем основание песком на 100 мм
Делаем опалубку, желательно из влагостойкой фанеры
Монтируем армирование
Заливаем в опалубку бетонную смесь
Делаем сверху гидроизоляцию с помощью специальной пленки или рубероида
Начинаем класть кирпич. Через каждые два слоя кладку желательно перекладывать металлической сеткой для прочности конструкции. После шести или семи слоев кладки выполняют перекрытие. Далее продолжают делать кладку еще в три ряда в высоту. Последние ряды предназначены для организации места жарки. Здесь в конструкции лучше предусматривать небольшие зазоры, обеспечивающие поступление воздуха для горения.
Наружные стены мангала можно просто оштукатурить или облагородить натуральным камнем.
Мангал можно с одной или двух сторон дополнить столешницами из специально обработанной древесины или камня. Это будет очень удобно и технологично. Под столешницей можно разместить шкафчики для посуды. И конечно, продумайте навес от непогоды и освещение.
Видео
О том, как правильно построить мангал вы можете узнать из предложенного нами видеоматериала:
Фото
Уличный мангалПростой мангалУгловой мангалМангал в беседкеМангал с казаномКрасивый мангал из кирпича без крышиМаленький мангалКомпактный кирпичный мангалБеседка с мангаломКладка первого рядаВторой ряд кладкиСтроительство мангала с двумья жаровнями
Схемы
Эти схемы и чертежи помогут вам разобраться в технологии кладки мангала из кирпича:
Универсальный мангалСхема устройства мангала из кирпичаСхема уличного мангалаВиды фундамента для мангалаСхема мангалаМангал пианиноСхема кладки кирпичного мангалаКонструкцияЧертеж кирпичного мангалаКирпичный мангал с крышей
44 чертежа, 18 проектов + фото
Проект мангала из кирпича своими руками
В этой статье мы разберем то, как сделать своими руками мангал из кирпича для дачи (будут модели как для улицы, так и для беседки). Модели с местом для жарки шашлыков и с печками под установку казана. Рассмотрим переносные и стационарные, простые (небольшие) и настоящие (большие) мангальные комплексы с барбекю, грилем, мойками и местами под разделку мяса. Ниже вы найдете более 18 проектов с пошаговыми фото, рекомендация, инструкциями и советами по строительству.
Меню статьи:
В этой статье 22 проекта с пошаговыми фото изготовления:
— с металлической оправой (.) Мангал из кирпича + печь под казан своими руками (.) Мангал из кирпича и металла — переносной
— Простые
— Мангальные комплексы = Шашлычный комплекс в 300 кирпичей (мангал) = Угловой мангал из кирпича в беседку + печь + плита под казан = Проект деревянной беседки с мангалом из кирпича. + Фото = 3 в 1: кирпичный гриль, барбекю, коптильня
— В беседку ☀ Беседка из дерева с мангалом ☀ Деревянная беседка с простым кирпичным мангалом внутри. ☀ Беседка из кирпича с мангалом ☀ Беседка с мангалом под одной крышей с домом (Пристрой) своими руками
— Мангалы из блоков ✨ 3 МОДЕЛИ мангалом и грилей из блоков ✨ Гриль коптильня из блоков ✨ Гриль барбекю из блоков фотогалерея ✨ ЧЕРТЕЖИ грилей и барбекю из блоков
44 Чертежа мангалов из кирпича с размерами и схемами
Здесь собрано более 44 чертежей, схем и макетов как мангалов, так и мангальных комплексов из кирпича, т.е. с печкой, коптильней, плитой под казан и со всякими другими наворотами.
Мангали из кирпича с металлической оправой
Мангал из кирпича и металла — переносной.
Этот простой мангал сделан своими руками автором из железа и кирпича. Рама сварена из металла, в внутрь в рабочую зону «шашлычницу» вложен огнеупорный кирпич.
Хоть он и из кирпича, но все же переносной (около 50 кг.) два человека смогут перенести в гараж на зиму.
Глубина — 20 см. Комментарий автора: (20 см это самое оптимальное глубже дырки нужны, меньше мясо горит)
Профиль — битая грань Покрашен термокраской Люди советуют, что если кирпич огнеупорный, то угли нельзя заливать водой, а то кирпич быстрее разрушиться от перепада температур
Совет: если у вас обычный высокий мангал из металла, то положите на дно огнеупорный кирпич, тогда высота уменьшиться до рекомендуемой и дно не будет выгорать, что увеличит срок службы
Автор фото: YuraMatov Источник: drive2.ru/c/1804189/
Мангал из кирпича + печь под казан своими руками
Это мангал и печь, на которую поставить казан или сковороду, автор сделал сам своими руками. Печь отделена от мангала металлической перегородкой, когда угли в печи созревают, их выгребают в мангал (убрав перегородку). На печь можно поставить. К тому же автор утверждает, что это по совместительству ещё и тандыр лайт «, выгребя весь уголь вполне можно поставить на пару-тройку часиков маленький чугунок с картошечкой и мясом»
Автор хотел сделать весь мангал из металла, но делать их кирпича оказалось выгоднее. Каркас из металла, нижняя обвязка и вертикальные балки из трубы 40х40. Сварен стол, на него уложена металлическая сетка (для лучшей сцепки глины), на стол уложены кирпичи. Для того чтобы высота стенок получилась 16 см (как рекомендуется для жарки шашлыков), автор решил положит профтрубу на первый ряд кирпичей, чтобы не резать кирпичи для второго ряда. Получилось 120 мм (кирпич) + 40 мм (труба) = 160 мм или 16 см.
На печи сверху чугунная конфорка для казана или сковороды. Труба — оцинкованная труба для водостока Печь — из огнеупорного кирпича Мангальная зона — из обычного кирпича Все клалось на шамотной глине с песком Пол бетон Размер по обвязке — 1200х1800
Пошаговые фото:
Автор фото: RazvalDik Источник: drive2.ru/c/478154793127247935/
Простые модели мангалов из кирпича
Барбекю гриль из кирпича
Представленная здесь конструкция гриля барбекю из кирпича, построена с двойной внутренней стенкой, изготовленной из термостойкого огнеупорного кирпича, который окружает область приготовления пищи, и внешней стенки. Этот материал выбран в основном в целях экономии. Если вы хотите изменить дизайн, то можете использовать другой материал. Десятисантиметровое пространство между стенами помогает изолировать зону приготовления. Стены накрыты тонкими плитками резаного камня. Огнеупорный раствор рекомендуется использовать в местах прямого контакта с огнем. Он термостойкий, и соединения прослужит долгое время без трещин. Основа сочетает в себе опору 30 см, поддерживающую усиленную плиту. Эта структура, известная как плавающая основа, используется, когда изменения температуры заставляют структуру сдвигаться.
Площадка барбекю
Смотрите пошаговые фото:
Источник фото www.blackanddecker.com/en-US/ideas-and-inspiration/projects/diy-brick-barbeque
Мангал из кирпича со столиком
Вы не можете устоять перед вкусом жареного мяса, приготовленного на уличном гриле? Не спешите в магазин, чтобы купить дорогой барбекю – выделите всего один день, и у вас будет собственный стильный гриль из кирпича.Здесь представлен еще один пример, как сделать простой гриль-мангал из карпича.
Вот мастер класс:
Источник фото www.gardenersworld.com/how-to/diy/how-to-build-a-brick-barbecue/
Читайте отдельную статью, о том как сделать ГРИЛЬ из кирпича по ссылке: https://novamett.ru/barbekyu/gril-iz-kirpicha
Небольшой стационарный мангал из кирпича своими руками
со столиком для разделки мяса
Как видите на пошаговых фото процесс изготовления, залит фундамент, произведена кладка из кирпича. На дне мангала лежит металлический лист, под ним кирпич. Облицован природным камнем. Столик для разделки мяса из кафеля
Сверху ложиться решетка и можно гриль делать Крыша из арматуры, покрыта краской с молотковым эффектом. Рядом будет столик для гостей
Поддувала нет. Комментарий автора: «Оно ненужно. Высота не большая. Тяга отличная!»
Автор фото: Valerii876 Источник: drive2. ru/c/2827911/
Мангал из кирпича в беседку. Мастер класс
Объем кирпича = «три нивы»
Это простая модель мангал маленькой мангала для дачи. Автору надоело жарить мясо на кортах, и он решил поднять уровень мангала, что бы можно было жарить стоя. По сути получилась красивая подставка из кирпича под металлический мангал с шикарным дымоходом. Как видите мангал установлен на солидный фундамент и вся конструкция выполнена очень эстетично Комментарий автора о используемом клее вместо цемента: «Специальный клей для печей и каминов, на упаковке указано какую температуру он выдерживает, 600-800. Для экономии денег, чуть выше от топки добавлял плиточный клей для тёплых полов.»
Тесты показали, что воздуха мангал получает достаточно, несмотря на закрытую конструкцию Кирпич обычный, облицовочный.
Сечение дымохода для хорошей тяги должно быть 250мм х380мм, тогда дыма в глаза не будет.
Автор фото: demon563 Источник: drive2.ru/c/2564405/
Строительство садового мангала из кирпича
Здесь вы видите как сделал автор фото самостоятельно очаг с трубой для улицы, в который вставляется железный мангал. Железный мангал нужен, чтобы легче было выгребать золу, по утверждению автор, весит он всего 15 кг, хоть и толщина железа 6 мм.!
Снаружи обычный кирпич, внутри печи специальный огнеупорный кирпич ШАК-4 или 5.
Автор считает что над постройкой надо соорудить крышу, т.к. осадки могут испортить его творение Труба умышленно сделана кривой, потому что автору так больше нравится, это художественная кривизна поверхностей кладки
Автор фото: sedoyzzz Источник: drive2.ru/c/3114697
Мангал с арочной крышей в беседку своими руками
Пошаговая инструкция — мастер класс
Автор решил сделать мангал, составил проект беседки с мангалом (см. в галерее), посчитал материалы, поехал в магазин, там ему понравилась лавка из природного камня. Он попросил сделать ножки 75 см высотой и она у меня послужила основой всей конструкции. На которую он и клал все кирпичи. Как видите в первых фото с обратной стороны он сделал стенку из кирпича для поддержки плиты, что бы она точно выдержала вес кирпичей.
Кстати на фото в галерее вы увидите два варианта крыши у этой модели, это просто автору не понравился первый вариант и он его переделал.
Читайте описание этой конструкции по ссылке указанной ниже
Минус конструкции по словам автора в том, что часть дыма все же выходит обратно через камин. В комментариях ему посоветовали сделать трубу на 2 м выше, но автор собирается ставить специальный вентилятор в трубу, устойчивый к температуре (который у него уже есть). По правилам постройки каминов сечение трубы должно быть не менее 1/4 портала камина, а здесь же явно меньше, поэтому и дымит/
Обратите внимание что труба обложена декоративным кирпичом, который сделан из спресованного песка, который почти не проводит тепло. Что уменьшает опасность возгорания.
Фундамент под печкой ленточный с арматурой под всю беседку.
Стол в беседку из массива каштана на заказ, стулья из бука
Бюджет: 130 огнеупорного кирпича по 60 р 250 декоративного по 27 р 200 плиточек по 22 р стол каменный 12 тр три мешка суффикса 1500 р часы 3500р
Автор фото: aziat-offroad Источник: drive2. ru/c/514283095948525943/
Уличный мангал из кирпича буквой Ш с крышей
Стильный мангал-жаровня из кирпича для дачи + бар))), причем автор даже не строитель. Крыша с вытяжкой, вытяжка заказывалась по размерам секции, пирамидкой и сверху труба 20 см.
В мангале две решетки: верхняя для жарки мяса, шашлыка. Нижняя – для копчения, т.е. спускаем мангал вниз, а на верхнюю решетку ставим коптильню.
Крыша крепится к кирпичам в глубину штифтами, или саморезами длинными, сзади уголками на три кирпича вниз. Кстати, не забывайте сразу смывать цемент, вот автор забыл, пришлось красить краской, чтобы было эстетично.
Подведено электричество, чтобы можно было жарить и вечером Фундамент глубиной 80 см. (Но тут достаточно было бы залить армированную дорожной сеткой плиту толщиной 10см.) Размеры: 1х2х2 (тут высота 2м.+крыша) Высота столешницы 70 см. Покрашено краской для камина 400 кирпичей 2 мешка цемента 3 куба песка
Автор фото: Norahan Источник: drive2. ru/c/2018791/
Мангальные комплексы из кирпича
Шашлычный комплекс в 300 кирпичей (мангал)
с печкой и мойкой
А это настоящий шашлычный комплекс из кирпича — очень эпичный мангал получился у автора этих фото. Как видите из фото, справа находиться печь с плитой, на которую можно поставить казан, а слева располагается мойка.
Мойка съемная 300 кирпичей В самом мангале кирпиче на глине Плитка — керамогранит на клей 3000. Комментарий автора: «Два года без навеса, полёт ормальный.»
Автор фото: Porfirich Источник: drive2.ru/c/3026683/
Угловой мангал из кирпича в беседку + печь + плита под казан
Бюджет: От 150 + материал = примерно 200
На этих фото вы видите пошаговый процесс строительства всего мангала-барбекю с варочной печью, хорошо видна порядовка, и в принципе понятен весь проект. Подробности можете почитать в статье автора по ссылке под фото, там он раскрывает много полезных секретов. Топка из шамотного кирпича с горизонтальным дымоходом. В большой трубе два дымохода Сегмент декоративной полки собран на уголках 25 мм, вставленных в запиленные в кирпичах пазы снизу, в кирпичной стене выбран паз, кирпичи полки входят в стену. Есть дровник. Плита над печью уложена на мокрый асбестовый шнур. Плита с большими кругами, чтобы можно было установить казан. Шов должен быть тонким не более 4 мм, тогда это правильная печная кладка.
Кирпич Витебский печной одинарный М-200 Кирпича ушло 650-800 шт. Раствор: шамотная глина, сеяный песок, и иногда чуть цемента,
Автор фото: Konstantin-Volk Источник: drive2.ru/b/2207701 (1 часть) drive2.ru/b/2209371 (2 часть)
Проект деревянной беседки с мангалом из кирпича. + Фото
Это проект деревянной беседки с мангалом из кирпича, которую можно сделать своими руками. Проект делался в программе Google SketchUp 8.
Под каждым столбом бетонная тумба, всего 8 тумб. А под мангалом свой фундамент, две фбс 50/200/50, и сверху ещё 20 см. налито бетона с армированием. Так что нагрузка везде своя.
Характеристики материалов для беседки с мангалом Размер 6 на 4. Крыша один скат 7*3. Залили 8 тумб под мангал положили две фбски. 25 штук бруса 150*150*6, доска 150*50*6 40шт (стропила) и 60шт пол, доска 150*30*4 65шт обрешетка. Профлист 13 листов 3*1.25. Кирпич: 600 штук (красный сталинский б/у) Мангальная будет отделана диким камнем, а столешница будет мебельная под Белый мрамор Внутрь будет железный мангал
Комментарий автора: «Жар держится хорошо и очень долго.»
Автор имеет солидный опыт работы с печами и утверждает, что красный кирпич намного лучше огнеупорного, и поэтому использовал только красный, почитайте его комментарии в его статье по ссылке ниже.
Беседка будет остеклена от ветра
И ещё полезный комментарий автора: «Заслонка для того чтоб когда дрова прогорят и останется одни угли её закрыть не полностью дабы не угореть и жар максимально сильный был чтоб казан прогревался. Цемент и глина понятия не совместимые. Раствор цемент и песок. А вообще домашние печи делают из смеси песка и глины. По поводу трубы, она точна должна быть выше конька, можно нарастить металлической.»
Проект беседки и процесс её строительство
Фото о мангале
Автор фото: vad4743 Источник: www.drive2.ru/c/3059908 (1 часть) drive2.ru/c/3100372 (2 часть)
Как вам такой компактный четырехсторонний комплекс???
3 в 1: кирпичный гриль, барбекю, коптильня
Даже с небольшими навыками и минимумом инструментов каждый может построить собственный кирпичный гриль барбекю, было бы только желание. Если вас устраивают размеры, предложенные автором, следуйте этой инструкции. Плита размером около 115 см в длину и 76 см в глубину. Коптильня высотой 76 см в высоту, шириной 71 см и 76 см в глубину. Это газовый гриль, поэтому нужно рассчитать место для баллона. В постройке гриля нет никаких особых секретов или сложных нюансов, общий порядок вы можете видеть на пошаговых фотографиях. Но если интересно, автор написал довольно подробную пошаговую инструкцию, можете почитать на сайте первоисточника, ссылка находится под галереей.
Пошаговые фото изготовления:
(чтобы увеличить просто кликните по фото)
Источник фото www.instructables.com/id/Brick-Barbeque/
Кирпичный мангал в беседке своими руками
Беседка из дерева с мангалом
Это модель шестигранная беседки с деревянным каркасом и мангалом из кирпича. Как видите, место под мангал вынесено в отдельную комнатку. Это наиболее часто встречающаяся модель в интернете
Ниже вы найдете подробнейшие пошаговые фото изготовления даной беседки. Сначала идет галерея изготовления фундамента, крыши, деревянного каркаса и элементов декора для беседки. Следующая галерея подробно опишет процесс создания кирпичного мангала со всеми тонкостями данного искусства
Делаем каркас беседки
(пошаговые фото, кликните по любому фото)
Процесс создания мангала из кирпича в беседку
(пошаговые фото, кликните по любому фото)
Источник фото: postroiv. ru/2016/04/besedka-s-mangalom-svoimi-rukami/
Деревянная беседка с простым кирпичным мангалом внутри.
(Мастер класс)
Это мастер класс от пользователя mishkagans как своими руками сделать беседку для дачи с простым мангалом из кирпича. Отметим отличное основание, такое что можно дом ставить. Манал конечно простой, но можно бы и по удобнее сделать с козырьком и дымоходом. Но автор проекта утверждает что подобный дымоход уже запланирован, как и большой круглый стол по центру беседки.
Источник фото: yaplakal.com/forum46/topic1138874.html Автор: mishkagans
Беседка из кирпича с мангалом
А это уже восьмигранная кирпичная беседка с кирпичным барбекю (с дымоходом). Печка включает в себя: — барбекю, -сушилку для ягод и грибов, -дровницу, умывальник!!!, коптильня и варочная плита.
Ниже в единой галерее вы надете инструкции, как шаг за шагом поэтапно создать такую конструкцию самостоятельно. Все сооружение должно получиться изрядно тяжелым, поэтому потребуется сделать прочный монолитный армированый фундамент.
Источник фото: postroiv.ru/2016/04/besedka-s-mangalom-svoimi-rukami/
Инструкция по изготовлению шаг за шагом:
Беседка с мангалом под одной крышей с домом (Пристрой) своими руками
(пошаговое слайдшою)
В этом слайдшоу подробно показано как сделать бесекдку под одной крышей с домом с кирпичным мангалом своими руками. Автор этой модели самостоятельно все сделал от А до Я, а перед этим практически всю зиму черпал информацию в интернете. И обошлась ему эта модель в 800 у.е.. Интересны идеи внутреней отделки, а именно, фальш-окно, место отдыха из ящиков и поддонов, люстра из коряги и винтажные дверцы, покрытые глазурью.
Читайте больше о том как сделать беседку с мангалом в статье: https://www. novamett.ru/besedki/mangal-barbeku-pech
Мангалы из блоков
Популярная модель мангала из блоков и кирпича
Портативный гриль из блоков
Убрали два блока и вот уже не гриль, а мангал
Основная фишка этого проекта то, что вы всегда можете его разобрать, сложить в кузов машины перевезти туда, куда нужно. Поскольку в его конструкции нет строительного раствора, клея, гвоздей или чего-либо подобного, гриль из блоков можно легко перемещать с минимальными усилиями. Вы можете установить его в любом месте и забыть об этом, так как конструкция устойчива к погодным условиям и вообще не требует технического обслуживания. Как построить гриль, думаю, инструкция не нужна.
Автор: Ронни Норвуд Источник фото www.motherearthnews.com/diy/home/portable-outdoor-fireplace-zm0z11zhun#axzz2eGTsAvOq
Если уж речь идет о блоках, посмотрите еще несколько вариантов. Вот такой разборный гриль барбекю из блоков с полочкой. Его можно собрать как конструктор, в любом месте и после пикника так же разобрать и сложить в сарай до следующего мероприятия. Но желательно, чтобы у вас была постоянная площадка, выложенная плиткой или камнем, обычно вокруг гриля всегда людно, все хотят посмотреть, как жариться мясо, проверено практикой. Поэтому не плохо предусмотреть выложенную дорожку, можно из того же материала, что и площадка, тогда у вас есть шанс сохранить газон.
А вот еще одно барбекю из блоков в комплекте со скамеечкой из того же материала. Если на скамью поставить подушечки, да еще повесить пару фонариков, получится очень уютное местечко. И, главное, всю эту красоту вы можете сделать самостоятельно. Барбекю любят все, а если еще с фантазией все оформить, это приведет в восторг ваших домашних и гостей, а ведь по сути, и делать почти ничего не надо, просто часик потаскать блоки:)
Здесь пошагового показано, как сделать гриль барбекю из блоков. Это уже стационарная конструкция с отделкой и верхней рамкой. Впрочем, для таких конструкций нет необходимости в инструкциях, вы сами можете сложить любые комбинации.
Источник фото www.woohome.com/diy-2/cool-diy-backyard-brick-barbecue-ideas
Гриль коптильня из блоков
Или вот такой гриль коптильня, на которой можно за раз приготовить ну очень много всего. Этот проект трудоемкий, но простой и можете все сделать всего за один день. Работа не требует высокой квалификации — это не похоже на то, что вы будете что-то мешать или вставлять арматурные опоры, но нужно быть точным при закладке фундамента.
Все материалы доступны, хотя листовой металл, вероятно, будет самым дорогим компонентом, поэтому не поленитесь походить по магазинам.
Главное, это составить план.
Во-первых, сядьте и решите, какого размера вам нужен гриль. Автор решил, что ему нужен барбекю 1,5 x 2,5 м, что, конечно, вызывает уважение. После этого вам нужно решить, на какой высоте будет находиться, так сказать, рабочая поверхность. В данном случае это 60 см.
Затем вам нужно подумать о том, где собираетесь разместить отверстия, чтобы закладывать уголь. Для такого большого гриля понадобятся отверстия с обоих концов. Это нужно для двух целей. Во-первых, тепло необходимо на каждом конце, чтобы равномерно его распределить по всей поверхности. Во-вторых, наличие двух отверстий на противоположных концах поможет с температурой, так как теперь вы можете контролировать поток воздуха.
По поводу материалов. Количество , естественно, будет зависеть от размеров. Кроме блоков и металлической решетки, вам понадобится металлическая крыша — гофрированная металлическая кровля используется для покрытия ямы во время приготовления. Такой материал можно купить в большинстве хозяйственных магазинов, но вы не будете готовить на оцинкованной поверхности, так как он выделяет токсины. Тем не менее, в качестве покрытия прекрасно работает без какой-либо опасности заражения.
Да, еще металлические уголки. , они нужны для поддержки блока и в качестве опор для решетки.
Пошаговые фото изготовления:
Источник фото caughtsmokinbbq.blogspot.co.uk/2011/10/how-to-build-bbq-pit.html
Так же смотрите статью о дачных грилях по ссылке: https://novamett.ru/barbekyu/dachnyj-gril-svoimi-rukami
Гриль барбекю из блоков фото
50 Схем, чертежей и макетов кирпичного гриля
Гриль из кирпича своими руками (90 фото)
Мангал из кирпича своими руками
Самые простые мангалы — камни, сложенные вокруг костра или металлический ящик. Удобны переносной или передвижной в походных условиях, но для дачи самодельный мангал с жаровней из кирпича — лучшая альтернатива. Такое несложное сооружение безопасно превратит дрова в угли, а дым выведет в трубу, не позволив ему заполнить помещение или стелиться по всему участку.
Рассмотрим стационарный вариант для беседки или навеса. В этой статье нет фото 101 мангала из кирпича, воды и советов не по теме. Есть четкие схемы и подробные рекомендации, по которым Вы сможете самостоятельно соорудить из печного кирпича не маленький временный мангал, а настоящий для загородных беседок, создав атмосферу отдыха на природе в соответствии со своими представлениями.
Данный проект был разработан для учащихся по профессии Печник, неоднократно реализовывался на практике и в работе. Только в 2018 и 2019 годах по этому и аналогичным проектам построено более 20 очагов. При его создании основная задача была — простота в строительстве, доступность и компактность. Минимальное количество резки кирпича делает работу доступной для любого домашнего мастера. А давайте сделаем мангал сами!
Как построить уличный кирпичный мангал своими руками — чертежи с размерами и пошаговая инструкция.
Что будем строить: мангал из кирпича с размерами 1020 х 765 х 2170 мм
Краткое описание: Печь барбекю мангал — приспособление для приготовления пищи на открытых углях. Чертежи кирпичного мангала помогут Вам своими руками сложить садовую печь для дачной беседки или под навесом. Все этапы строительства подробно разбираются, имеется пошаговая инструкция. Постройка занимает минимальное количества места и требует немного материала, готовая порядовка существенно сэкономит время работы.
Класс сложности: А (для начинающих мастеров)
Проекции, размеры
Вид спереди
Вид слева
Разрезы
Спецификация на материалы (без учета трубы)
№
Наименование
Кол-во
1
Кирпич красный печной
Лучше Витебский (кроме трубы), цех 1. Также подойдет любой печной полнотелый кирпич выбранного цвета и конфигурации. Например печные кирпичи заводов ЛСР Победа, Кирово-Чепецкого, LODE.
385 шт.
Для расчета и сооружения дымохода воспользуйтесь следующим советом. Дымоход должен быть достаточно высоким: иметь длину выше конька на 50 см, и от пода камина мангала высоту не меньше трех метров.
1 ряд — 5 шт. кирпича, 7 см высота
2
Кирпич шамотный.
97 шт.
3
Глина красная
Песок просеянный или использовать готовую смесь для приготовления глиняно-песчаного кладочного раствора, это ускорит процесс выкладки:
Смесь красной глины и песка (БЕЗ ПРИМЕСЕЙ)
90 кг
180 кг
11 мешков по 25 кг
4
Смесь шамотной глины и песка (БЕЗ ПРИМЕСЕЙ)
2 мешка по 25 кг
5
Уголок 35-40 длиной 85 см
11 шт. для блока с мангалом: 6 на полочку, 5 – основание
6
Сварной стальной колпак-дымосборник
1 шт.
7
Базальтовый картон 600х1200х5 мм
6 листов
8
Термостойкая мастика «Гарант» или аналог.
1 банка
9
Шпилька диам. 16 мм, с 2х сторон по гайке и большой шайбе.
2 шт.
10
Дымовой колпак
1 шт.
11
Цемент, песок или смесь для кладки надкровельной части трубы
по необходимости
Порядовка мангала из кирпича с описаниями
Закладывая 1 ряд, обратите внимание на толщину швов со всех сторон кирпича: для красного — 5мм, для шамотного, который появится в 11 ряду – 3мм.
Ряд 1
Ряд 2
Ряд 3
Ряд 4
В 5-м ряду устанавливаются уголки для навешивания полочки барбекюшницы (6 шт.). В передний уголок кирпичи след. ряда будут врезаться полностью, остальные частично.
Ряд 5
Уголки
Кирпичи, которые Вы будете ставить на уголки, необходимо подрезать:
Передние: один рез внутри (в 4-х см от фасада), другой снаружи на глубину уголка.
Внутренние: резы по краям. Ширина пазов 1см. Внутри пазы заполняются глиной. На уголки кирпичи укладываются без глины.
Ряд 6
Ряд 7
Ряд 8
Ряд 9
На 9 ряд ставятся уголки, они станут опорами для рабочей части топки.
Ряд 10
Ряд 11
В 11-м ряду шамотные кирпичи укладываются на торец.
Ряд 12
Редкий случай для печного дела — повторение кладочного рисунка. В четных рядах 12,14,16 и 18 Вы с удивлением обнаружите совершенно одинаковое расположение элементов.
Ряд 13
Шамотный кирпич ставится на бок (на тычок). Желтую на рисунках кладку будем изолировать от красной базальтовым картоном, приклеенным на термостойкую мастику. Он подклеивается к красным кирпичам, поэтому выкладываем сначала красные кирпичи порядовки, затем шамотные. Это связано с различными тепловыми свойствами данных материалов.
Ряд 14
Ряд 15
Ряд 16
Ряд 17
Ряд 18
Ряд 19
Верх портала по разработкам планируется арочный. Но можно продумать и прямой. В этом случае нужно изготовить балку из шамотного кирпича по аналогии с балкой «зуба», описанной в 22-м ряду.
Готовимся к установке арки: подрезаем шамотный кирпич, как показано на рисунке.
Делаем шаблон для арки, раскладываем кирпичи по лекалу на полу, подрезаем при необходимости. Устанавливаем шаблон и аккуратно, без завалов, выкладываем арку. Вблизи арки не работайте следующие 2 дня, не трогайте конструкцию с шаблоном до полного высыхания глины.
Красные и шамотные кирпичи 20 ряда подрезаем по форме арки.
Ряд 20
Ряд 21
Ряд 22
Мангальный зуб — это частичное перекрытие верхней части топки. Изготавливаем балку для перекрытия из шамотных кирпичей. Она должна лечь на шамотную кладку полностью.
Сделайте замер (например, 755 мм), разделите на 66 (65 мм размер кирпича + 1 мм шов на мастику). Получилось 11,44. Округляем в пределах разумного, берем, например 11,5 кирпичей, замачиваем, размечаем на всех кирпичах в 2-х одинаковых местах точки для отверстий, в которые будут введены шпильки.
Высушиваем, нанизываем на шпильки, одновременно склеивая мастикой. Затягиваем гайками с большими шайбами крепко, но не рвем.
Ряд 23
На 23-й ряд ставим заготовленный стальной колпак-дымосборник. Установленный на этот ряд колпак (на полоски изоляции толщиной 10 мм) сразу обкладываем базальтовым картоном, углы тщательно промазываем (ничего не забываем!) Следующий ряд, закрепляя колпак, образует декоративный выступ. В дальнейшем ряды будут сужаться по форме колпака.
Ряд 24
Ряд 25
Ряд 26
Ряд 27
Ряд 28
Ряд 29
Ряд 30
Ряд 31
Поздравляем! Это уже первый ряд трубы.
Уважаемые читатели данной статьи! Предлагаем Вашему вниманию готовые проекты мангалов и барбекю, которые представлены в нашем интернет-магазине. Все проекты содержат порядовки, вспомогательные 3D чертежи и текстовые комментарии. Чтобы ознакомиться с проектами переходите по ссылке. Перейти в каталог проектов.
Дополнительные конструкции для мангала
Стальной колпак дымосборник
Размеры основания колпака зависят от Вашей кладки. Расчет таков: замеряете внутренние размеры кладки 23-го ряда, прибавляете по 1 см со всех сторон, получаете размеры основания колпака.
Например, 765+20=785, 515+20=535. Итог: 785х535. Размеры наверху: 120х250 мм. Высота 7 рядов: 490мм.
Важно, чтоб на месте установки колпака внутри не получилось ярко выраженной ступеньки. Она затруднит дымоудаление.
Колпак сваривается из листа стали толщиной от 3 мм, ставится в нужном месте. Затем по всей поверхности, в нескольких местах подклеивая мастикой, его обкладывают базальтовым картоном общей толщиной не менее 10 мм. Это делается для того, чтобы нагретое железо не разрушало кирпич в местах соприкосновения. Стыки картона промазываются термостойкой мастикой тщательно. После этого кирпич кладется согласно порядовке.
Лекало для выведения арки
Лекало для арки делается из чего угодно: из 2х рядов прочной фанеры, из досок, брусьев и т.д. Установив лекало и выложив по нему арку из кирпича, не работайте вблизи арки весь следующий день. Затем, не убирайте лекало и вообще не трогайте конструкцию до полного высыхания глины.
Варианты арок многообразны: по крутизне радиуса, варианту отделки, использованию прямого или клинового (для арок с небольшим радиусом) кирпича. Предлагаю удобную в изготовлении, проверенную временем арку небольшой крутизны. Высота подъема 1-2 ряда.
Если проанализировать проект и понять принцип, можно создать свой вариант. Безусловно, Вы сразу не поймете, как возводится комплекс, который состоит из множества блоков, каждый из которых является отдельным очагом, но изменить габариты, пристроив столешницу или мойку, отобразить зеркально, убрать нижнюю полочку и увеличить дровник вполне реально.
Внешний вид мангала
Тему внешнего вида стоит продумать и изучить заранее, выбирать материал осознанно, учитывая качество и наличие. Можно оставить бюджетный вариант, используя недорогой Витебский печной кирпич и огнеупорный по спецификации. А можно воспользоваться печным лицевым и изменить цвет, закруглить радиусными элементами углы. Иногда, задумав облицовку из натурального или искусственного камня, в процессе строительства приходит понимание, что люди переоценили свои материальные возможности. Тогда в первый год выполняют кладку прямым печным кирпичом, а на следующий облицовывают выбранным материалом. Также поступают с облицовкой жаропрочной плиткой или имитацией изразцов.
Данный вариант открытого барбекю мангала имеет преимущества в силу отсутствия на поверхности высоких температур: позволяет работать с натуральным камнем типа плитняк или кругляк, он клеится на плиточный клей с цементной основой. Сложные комплексы барбекю, в состав которых входят печи закрытого типа, — такие, как коптильня, плита для казана, хлебопечка,- и имеющие на поверхности высокие температуры, более требовательны к лицевым материалам и они оговариваются на этапе разработки проекта.
Вернемся к нашей стройке. Теперь, когда мы ознакомились с инструкцией по кладке, можно приступать к работам на местности. Встает вопрос о фундаменте.
Фундамент для мангала
Фундамент для этой печи мы рекомендуем бетонный. Заглубление 80см, размеры в плане близки к 1220х965 (по 10 см выступают со всех сторон). Песчаная подушка и щебень ложатся в основание, затем готовится сетка из арматуры № 14 или больше в 2 ряда с шагом 150 мм для железобетонной плиты толщиной порядка 70 см. Заливка осуществляется бетоном марки 500. Плита выше уровня земли, покрывается гидроизоляционным материалом.
Закупка строительных материалов
Пока застывает бетон, можно запастись расходными материалами, используя таблицу. Многочисленные фото видео помогут определиться с внешним видом и выбором кирпича. Количество основного кладочного невелико — составляет меньше двух поддонов, а если решите уголки закруглить, из общего количества придется еще вычесть угловые. Не спешите выкидывать половинки — они пригодятся, половиной кирпичика можно воспользоваться уже на первом этапе работ.
Кладка массива печи
Итак, фундамент готов, материалы закуплены, приступаем к возведению основного сооружения. Первый этап потребует особого внимания. Нужно разложить кирпичи по схеме, оставляя между ними равные промежутки в пол сантиметра для швов, затем проверить диагонали. Раскладывание на сухую следует выполнять и далее, чтобы равными долями сглаживать неточности, связанные с перевязкой кладки и особенностями материала.
Для замеса глиняно-песчаного раствора нужна подготовка. Раствор состоит из примерно 1 части глины и 2-х частей песка. Сползая с мастерка, правильно приготовленный раствор оставляет на нем небольшой след. Сваливается без следа — много песка, мажется сильно — много глины.
Каждый керамический кирпич устанавливается на свое место со швом 5 мм со всех сторон, проверяется уровнем по всем осям. В соответствии с нормативами для огнеупорных кирпичей величина шва составляет 2-3 мм.
Обустройство топки мангала из кирпича своими руками
Определитесь заранее, как Вы будете пользоваться печкой. Вставлять железный ящик или гриль, делать ступеньки для шампуров или решеток из кирпича, варить рамки и переставлять их — Вам выбирать.
Рассмотрим вариант с рамками, так как для них нужно прорезать пазы в процессе кладки, сделать это на готовом изделии качественно будет практически невозможно. Нижний паз должен быть на высоте 12 сантиметров от пода, так советуют рестораторы, эта высота придется на начало 15 ряда, в нем же окажется второй паз, и третий — в 17-м. 15 мм вполне достаточно по высоте и глубине прорезания.
Труба
В таблице с расчетами мы говорили о размерах трубы. Стоит уточнить одну деталь. Надкровельную часть трубы выкладывают на цементный раствор, т.к. глиняный будет осадками вымываться. Витебский кирпич для этой части печи тоже не годится, т.к. под действием атмосферных влияний он через несколько лет начинает отслаиваться и крошиться. Используйте других указанных производителей.
Рекомендации по эксплуатации мангала
Вот мы и построили мангал своими руками. Теперь его можно использовать не только для жарки мяса и приготовления шашлыка, но и попробовать свои силы в приготовлении и других продуктов. Нужно установить задвижку дымохода в начале трубы, обычно между 2 и 3 рядами, а на фасадную стенку по размерам портала изготовить дверцу по типу заслонки русской печи, где найти мастера по подобным металлоизделиям подскажут продавцы печного литья и другой фурнитуры. Теперь эту печь можно использовать для приготовления пирогов и выпечки других хлебобулочных изделий.
Для выполнения этих целей потребуется в топливнике разжечь огонь, подождать прогорания древесины до углей, прикрыть задвижку трубы не до конца (оставив приблизительно 1-1,5 см), угли раздвинуть, освободив место для противеня или хлебных форм. Закрываем заслонку и ждем готовности еды. В такой духовке может быть температура от 100 до 250 градусов в зависимости от протопленности массива барбекю мангала и степени раскаленности углей. Продолжаем экспериментировать! Когда Вы приспособитесь к температурному режиму топки, можно пробовать томление каш и супов.
Успешной стройки! Приятного аппетита!
фото, чертежи, пошаговая инструкция, видео
Для приготовления шашлыка, барбекю и других блюд на углях необходима специальная печь — мангал. Металлические конструкции обладают целым рядом недостатков: они недолговечны, неудобны, сильно раскаляются и становятся травмоопасными. Каменные печи лишены этих недостатков, поэтому мангал из кирпича на даче давно перестал быть экзотикой.
Где разместить мангал из кирпича на даче
Мангал является источником открытого огня, поэтому при выборе места необходимо учитывать требования правил пожарной безопасности. Обычно мангал из кирпича на даче размещается в зоне отдыха и является постоянным элементом ее интерьера.
При размещении мангала в беседке принимаются дополнительные меры безопасности — выкладываются стенки и свод, наружу выводится труба, и т. д. Если мангал располагается на открытом воздухе, его конструкция упрощается.
Мангал из кирпича на даче своими руками
Пытаясь сэкономить площадь и деньги, некоторые дачники чрезмерно упрощают конструкцию мангала. Такая экономия, как правило, оборачивается разрушением стенок, поэтому к строительству следует подходить ответственно.
Перед началом работ необходимо выполнить проект или нарисовать чертежи. Габариты рабочей зоны мангала должны соответствовать размерам колосниковой решетки для углей и поддона для золы. Подставку для шампуров и решетку для барбекю можно изготовить по месту.
Пошаговая инструкция строительства
1. Для мангала из кирпича на даче необходим надежный фундамент, т.к. земля, замерзая, легко разрушает кладку. Размеры фундамента должны соответствовать внешним габаритам мангала:
под фундамент вырывается котлован глубиной не менее 30 см, устанавливается деревянная опалубка;
засыпается и утрамбовывается подушка из мелкого щебня и песка, укладывается арматурная сетка;
заливается бетонный раствор.
К строительству мангала из кирпича своими руками можно приступать после полного застывания бетона, не ранее чем через 1,5-2 недели.
2. Конструкция мангала имеет П-образную форму. Стенки выкладываются из блоков и облицовываются печным кирпичом. Для кладки используется раствор из 1 части цемента, 1 части гашеной извести, и 3 частей песка:
первый ряд укладывается на гидроизоляцию из 1-2 слоев рубероида;
облицовочный кирпич кладется в шахматном порядке, чтобы ряды были связаны между собой, кладка каждого ряда начинается от углов;
после того, как будут выложены первые 6-8 слоев (высота мангала должна соответствовать росту владельца), проем перекрывается арматурой или несколькими уголками — на них будет устанавливаться поддон для сбора золы;
еще через 2 ряда закладывается арматура, на которую ляжет колосниковая решетка;
оптимальное расстояние от углей до шампуров — 3 кирпича, из них два ряда укладываются в обычном порядке, а третий формирует консоль шириной 1/4 кирпича — на нее будет укладываться подставка для шампуров и решетка для барбекю;
последний ряд выкладывается из кирпича полностью — он будет служить основанием для рабочего стола, который оформляется камнем или керамогранитом.
Чтобы защитить угли от сильного ветра, рекомендуется использовать металлический экран с отверстиями. Для защиты рабочей зоны мангала от дождя и снега необходимо изготовить крышку из любого подходящего материала. Чтобы стенки не впитывал влагу, мангал из кирпича на даче следует покрыть лаком, например, КО-85.
Более сложный вариант — мангал с дымоходом. Для его строительства понадобится детальная схема — порядовка.
Для наглядности можно посмотреть видео с детальной инструкцией по сборке кирпичного мангала:
Читайте также: Детский домик для дачи своими руками
Какую кровлю выбрать для навеса мангала
В качестве навеса для мангала с дымоходом подходит практически любая кровля, а для открытого — только из негорючих материалов. Это может быть:
1. Металлочерепица. Отлично смотрится на капитальных строениях, не горит и отлично выдерживает перепады температур, но летом сильно нагревается на солнце, что не всегда комфортно в жаркие дни.
2. Профнастил. Более простой и экономный вариант, с теми же преимуществами и недостатками, что и у металлочерепицы. Но если делать навес высоким, нагревание на солнце не будет играть существенной роли.
3. Ондулин. Не нагревается на солнце, не горит, при этом очень легкий материал, так что не требует усиленной стропильной конструкции. Для строительства своими руками — оптимальный выбор.
4. Поликарбонат. Позволяет сделать полупрозрачный навес практически любой формы. Но из-за размягчения при нагревании располагать навес следует не ближе 1,5 м от огня. Между дымоходом и крышей из поликарбоната также нужно проложить термостойкий материал.
Читайте также: Преимущества ондулина: открываем все секреты
Фото-примеры мангалов для дачи
Самый простой и недорогой мангал из кирпича своими руками: фото
Большинство людей покупает мангалы в специализированных магазинах, но некоторые, желающие смастерить что-то самостоятельно, делают их сами. В этой статье рассмотрим как сделать самый простой и недорогой мангал из кирпича своими руками. Фото пошагового процесса также прилагаются.
Чем отличается простой мангал из кирпича от более сложных конструкций
В небольшом мангале их кирпича отсутствует все лишнее, он идеально прост. Также немаловажным фактором является разница в бюджете: построить маленький мангал дешевле и быстрее, чем многофункциональный.
Основные отличия показаны в таблице:
Отличия
Простой
Сложный
Габариты
в среднем – 1000х260х625 мм
от 1.87 м в длину и 2.47 м в высоту
Функциональность
Можно готовить на шампурах, решетке. Также при соблюдении осторожности ставиться казан.
Имеют верхнюю крышку, которая позволяет готовить во время дождя
Скорость постройки
от нескольких часов до пары дней, в зависимости от навыков
От нескольких дней до полутора недель
В этой статье мы с удовольствием расскажем вам как сделать самый простой и недорогой мангал из кирпича своими руками. Фото готовой модели и пошаговых действий можно найти тут же.
Определяем место для установки на участке
Первое, с чего нужно начать – выбрать, где будет находиться наш самый простой мангал. Необходимо учитывать:
Следует расположить постройку из кирпича подальше от жилых помещений и растений. Это важно с точки зрения пожаробезопасности, а также заботы о деревьях, ведь они могут завянуть;
Лучше всего поставить конструкцию на подветренной части участка. Данный пункт будет особо полезен тем, кто испытывает трудности с разжиганием огня;
Крайне важно, чтобы мини мангал из кирпича был на большом расстоянии от выгребных ям или других отхожих мест.
Инструменты и материалы
Чтобы сделать небольшой мангал из кирпича вам пригодятся:
Материалы:
полнотелый кирпич – 53 шт.
цемент;
гашеная известь;
декоративный камень;
вода;
песок.
Инструменты:
мастерок;
ведро;
наждачка;
емкость для смешивания цемента;
Самый простой и недорогой мангал из кирпича своими руками: фото инструкция
Маленький мангал будет всего 4 ряда в высоту – все что требуется, чтобы пожарить шашлык! Также обойдемся без фундамента. Форма постройки будет как на фото ниже, но только мы будем использовать полнотелый кирпич, как на втором фото.
Определяем размеры маленького мангала из кирпича – ширина 1000 мм, длина 625 мм, расстояние между стенами в жаровне – 375 мм (вполне достаточно, если ориентироваться на среднюю длину шампуров). В высоту наше сооружение будет 260 мм.
Теперь, когда мы знаем размеры и выбрали место для установки, пора расчистить его и выровнять. Важный момент – для установки такой небольшой кирпичной конструкции фундамент не потребуется, поэтому тут все проще, чем со сложными постройками.
Точно разметьте расположение внешних стенок. После этого сложите все 4 ряда без раствора. Порядовка ниже на схеме. Если вас все устраивает, то пора переходить к раствору. Порядовка барбекю из кирпича (кладочные чертежи)
Для простого кирпичного мангала на даче мы рекомендуем такое соотношение:
После того, как все ингредиенты смешаны, заливаем их водой и перемешиваем, пока не получится густая масса без комочков.
Читайте также:
Барбекю своими руками с печью под казан из кирпича: от фундамента до эксплуатации
Далее делаем кладку на раствор. В сложных конструкциях советуют армировать проволокой, но мы обойдемся без этого – в мангале всего 4 ряда, куда ему коситься и разрушаться?
Дайте время обсохнуть и зачистите швы на поверхности наждачкой;
Можно декорировать постройку, при желании используя искусственный камень/клинкер.
Примеры простых мангалов
Перед тем как начать строить простой мангал из кирпича своими руками у себя на даче, смотрите примеры из нашей галереи. Надеемся, они вдохновят вас на новые проекты!
фото, схемы, чертежи и видео
Перед тем, как сделать мангал из кирпича своими руками на загородном участке, следует ознакомиться с вариантами конструкций, дополнительными опциями и сложностью работ. В данном руководстве рассматриваются очаги с дымоходом, считающиеся самыми сложными в изготовлении. Зато их можно располагать под открытым небом, навесами или внутри беседок. Но, при этом на нашем сайте вы можете посмотреть и простые варианты с чертежами и фото и видео.
Содержание статьи:
Терминология и нюансы эксплуатации кирпичных очагов
В настоящее время любой стационарный или мобильный очаг для приготовления на углях мяса называют и мангалом, и барбекю. Перед тем, как построить мангал из кирпича своими руками с дымоходом, следует разобраться в терминологии:
барбекю – этим термином можно назвать способ организации досуга (мероприятие), приготавливаемое/получившееся блюдо и оборудование, на котором оно зажарено;
мангал – жаровня, изначально медная, у современных пользователей из чугуна, листовой стали, кирпича и камня.
Барбекю готовят на решетках, в комплекте с мангалом чаще используют шампуры, но универсальные конструкции для удобства пользователей принять оборудовать и под шампуры, и под решетки.
В металлическом мангале все элементы соединены сваркой, поэтому конструкция обладает высокой пространственной жесткостью и прочностью. Кирпичная кладка не является монолитной конструкцией, весит намного больше, не армируется из-за сложной пространственной формы. Поэтому возникающие в глинистых почвах силы морозного пучения не могут причинить ущерб мангалу металлическому, зато вполне способны разрушить кирпичную кладку.
Поэтому в обязательном порядке сооружается фундамент, укрепляется основание под ним, проводится комплекс мероприятий по ликвидации сил пучения.
Технология самостоятельного изготовления пошагово
В отличие от металлического стационарного мангала, кирпичную кладку невозможно перетащить самому на новое место эксплуатации. Поэтому подходим к его выбору ответственно, строим с учетом расположения зон отдыха на участке. Для кладки топки и дымохода потребуются чертежи порядовки. Дополнительные опции проще выбрать на фото очагов с реальным опытом эксплуатации или по аналогичному видео самостоятельного изготовления.
Основание и фундамент
Традиционно строительство мангала из кирпича начинают с изготовления подстилающего слоя и фундамента. При этом необходимо учесть нюансы:
если выполнить кладку на плодородном слое, после перегнивания находящейся в нем органике грунт просядет под весом мангала;
поэтому необходимо снять пахотный слой полностью, заменить его щебнем при высоком уровне УГВ или песком на сухих почвах;
нерудный материал укладывается на разделительный слой из геотекстиля, чтобы исключить взаимное перемешивание щебня/песка с грунтом;
каждый слой 10 – 15 см необходимо уплотнить виброплитой или ручной трамбовкой.
Если очаг интегрируется внутри беседки, террасы с крышей, необходимо минимизировать трудозатраты по изготовлению узла прохождения дымохода сквозь стропильную систему и кровельный материал:
углы трубы дымохода размечаются отвесом от внутреннего пространства внутри стропил;
от кладки до горючих материалов должно быть минимум 20 см;
в противном случае брус или доска обертывается негорючим материалом или применяются специальные детали – разделки из термостойких материалов.
На нижнем фото показана последовательность бетонирования фундаментной плиты.
Фото можно увеличить кликнув на него
Из-за небольших размеров сохранить под ней геотермальное тепло недр не получится – мороз будет проникать сбоку. Поэтому утеплять фундамент не имеет смысла, применяются два оставшихся способа ликвидации морозного вспучивания:
замена глинистого грунта нерудным материалом;
дренаж из перфорированных труб по периметру фундамента на глубине его подошвы.
Почвенная влага отводится дренами в отдельный колодец инфильтрации без дна с природным фильтром внутри него или герметичный резервуар для вторичного использования.
Опорная часть
Чтобы решить проблему домашнего мастера, как сделать мангал из кирпича своими руками, вам необходимы: фото, схемы, чертежи, видео с пошаговой инструкцией, все это есть в данной статье. Если смотреть подробно, то по пунктам это будет так:
изображения готовых печей барбекю помогут выбрать необходимый функционал и экстерьер конструкции;
порядовка гарантированно избавляет от ошибок даже при минимальном опыте каменных работ, ниже приведу для вас несколько подробных схем;
Фото порядовки увеличиться при нажатии на неё
видео раскрывает секреты технологии возведения и последовательность действий профессионалов.
Опорная часть кирпичного мангала позволяет приподнять жаровню от земли для удобной ее эксплуатации. Оптимальной считается высота шампуров на уровне согнутых кистей рук повара.
Опоры не обязательно изготавливать из кирпича, так как они не испытывают экстремальных температур. Однако бетонный стеновой блок обладает меньшими декоративными свойствами, нежели рядовой кирпич. Расход материала здесь не высокий, поэтому вся конструкция обычно выкладывается из полнотелого глиняного или керамического кирпича.
Стойки чаще всего изготавливаются в виде П-образной конструкции, под задней и боковыми стенками мангала. Это позволяет получить защищенную от осадков нишу, в которой можно хранить дрова или вставить полку для кухонной утвари.
Подовая плита
Поскольку очаг приподнят от земли для комфортной эксплуатации, угли нужно на чем-то размещать для приготовления пищи. Для этой цели кирпичный мангал своими руками оснащается подовой плитой или выдвижными конструкциями:
железобетонная плита – отливается по месту в съемную опалубку, обладает максимальной прочностью и жесткостью, однако товарный бетон не предназначен для экстремального нагрева, поэтому поверхность нужно выложить кирпичом, желательно огнеупорным;
листовая сталь – используется вместо плиты для удержания ряда сплошного кирпича по аналогии с предыдущим вариантом, сталь обладает высоким линейным расширением, поэтому лист нельзя вмуровывать в конструкцию наглухо;
уголок – из этого металлопроката вырезаются перемычки, на которые укладываются кирпичи пода, перемычки проходят вдоль задней стенки печи, опираются на боковые стены;
ящик – на боковых стенках изготавливаются внутренние полки за счет развернутого тычком кирпичного ряда, на эти направляющие устанавливается металлическая конструкция для сбора и удаления из мангала золы.
Над съемным зольным ящиком изготавливается еще один выступ, на который укладывается чугунная решетка колосника для углей.
Топка
В классическом варианте мангал представляет собой жаровню с достаточно низким КПД от сжигания дров. Для увеличения характеристик и качественного отведения дыма, продуктов сгорания мангал из кирпича своими руками оснащают топочной камерой, переходящей сверху в дымоход.
Основными нюансами при выкладывании кирпичной топки являются:
передняя стенка – проще всего перекрыть проем аркой, которая к тому же гораздо красивее обычной перемычки, для укладки шампуров может оснащаться съемной металлической конструкцией;
боковые стенки – либо оснащаются уступами из развернутого кирпича, либо в кладке прорезаются пазы для решеток барбекю;
задняя стена – в варианте барбекю гладкая, для укладки классических шампуров может оснащаться полкой (кирпич, металлический уголок).
Если кирпичный мангал эксплуатируется еженедельно, а угли и дров изготавливаются непосредственно внутри его топки, имеет смысл облицевать топку огнеупорным кирпичом для повышения ресурса очага.
Дымоход
Самым сложным узлом очага с дымоходом является узел сопряжения топки с трубой по следующим причинам:
сечение дымохода гораздо меньше размера топочной камеры, поэтому каждым рядом кирпича необходимо его уменьшать;
форма кирпича правильная, торчащие внутри конструкции углы автоматически становятся сборниками сажи и ухудшают тягу, поэтому конструкционный материал следует подрезать угловой шлифовальной машиной;
качественные порядовки позволяют пошагово осуществить крой кирпича и уложить его без ошибок.
На нижнем фото приведено устройство мангала с дымоходом достаточно простой конструкции и полная схема с чертежами.
Фото увеличивается при клике
Для увеличения нажмите на схему порядвки
Проще всего изготовить дымоход из того же материала, что и сам мангал, хотя не всегда это видно на первый взгляд. Может казаться, что просто установить трубу и забыть будет значительно легче, но многие неопытные строители не учитывают один момент. А именно то что данный вариант сразу обеспечивает герметичность узла сопряжения трубы с жаровней, что убирает некоторые нежелательные трудности при строительстве. Однако, если делать кирпичом, тогда наружный размер кладки будет значительно больше, чем дымохода из сэндвича или асбоцементной трубы, что влияет на размер дыры в крыше, если он нужен. Это обязательно надо учитывать при выборе.
Приведём вам один из вариантом оформления верхней части кирпичного дымохода на нижнем фото и том, что справа, а вы уже решайте, подходит вам такой вариант или нет. Здесь видно, как пошаговые этапы строительстве, так и конечный результат.
Это обеспечивает соответствие архитектурного стиля и достаточную эстетику восприятия экстерьера беседки, в которую встроен мангал.
Дополнительные функции
Поскольку на печь барбекю расходуется небольшое количество кирпича (500 – 700 штук), модернизация после изготовления всегда экономически не целесообразна. Поэтому дополнительные опции следует встраивать в мангал сразу:
варочная поверхность – позволяет одновременно с мясными блюдами приготовить гарнир, вскипятить чай;
мойка – обеспечивает высокую гигиеничность очага;
разделочный стол – столешница из акрила или природного камня, бетона.
Ну, и ещё предлагаем вам посмотреть видео, на котором видно все этапы кладки:
Таким образом, вначале выбираем конструкцию мангала, место его установки, затем рисуем порядовки или скачиваем готовые схемы из сети, затем строим очаг с дополнительными функциями, через неделю производим пробную топку и убеждаемся в наличии тяги, приглашаем друзей на шашлык.
Как сделать уличный мангал из кирпича своими руками
Процесс приготовления шашлыка на обычном железном мангале хорошо известен всем. Но при ветреной погоде или во время внезапно начавшегося дождя жарить мясо становится проблематично, а то и невозможно. Куда удобнее делать шашлык или барбекю на стационарном кирпичном мангале, расположенном под навесом. В этом случае внезапные капризы погоды не испортят ваши планы. В данном материале будет рассказано, как сделать уличный мангал из кирпича своими руками.
Схемы стационарных мангалов из кирпича
Отличия очагов, расположенных на открытом воздухе, от традиционных кирпичных печей состоят в следующем:
мангал или барбекю строится с целью создания комфортных условий приготовления различных блюд на открытом воздухе;
конструкция уличного мангала гораздо проще, а требования к материалам не столь высоки;
простую кирпичную уличную печь сможет сложить у себя дома или на даче практически каждый домовладелец;
габариты и устройство мангала выбираются произвольно в зависимости от пожеланий и возможностей хозяев дома.
Все эти особенности, да еще устройство фундамента во дворе, несколько упрощают выполнение работ по кладке мангалов, немногим сложнее строить уличные садовые печи. Последние представляют собой небольшие печные комплексы, где можно не только жарить шашлык, но и готовить разнообразную пищу. Но для начала мы рассмотрим самый простой вариант стационарного мангала, не требующий даже раствора.
Строение, изображенное на фото, возводится буквально за полчаса на любой ровной площадке. Чтобы сложить 4 опоры, подойдет любой кирпич, лишь бы он был ровный. Высота опор – произвольная, под свой рост, чтобы удобно было кухарить. Затем сверху кладется плита, желательно из огнестойкого материала, например, бетона или минерита. Далее, укладывается дно из красного кирпича (можно пустотелого), а следом возводятся стенки по обычной технологии с перевязкой.
Такая конструкция хороша тем, что не требует раствора, быстро возводится и переносится с места на место. Кроме того, высота и размеры мангала – на ваше усмотрение, но в разумных пределах, чтобы строение было устойчивым. Не забудьте на кирпичное дно установить металлическую жаровню, а в кладке делать небольшие щели для доступа воздуха.
Подобного рода небольшой мангал можно построить и на растворе, приладив сверху металлический дымосборник в виде зонта. Благодаря этому дым во время готовки не будет развеиваться в разные стороны и попадать вам в лицо. Ниже представлена схема мангала из кирпича с перекрытием бетонной плитой и вытяжным зонтом:
Трудность при возведении данной конструкции одна – заливка бетонной плиты. Но при наличии в домашнем хозяйстве небольших обрезков фанеры или OSB, да деревянных брусков вопрос решается достаточно быстро. Из брусков делаются стойки, а из фанеры – щиты опалубки. Чтобы из бетона не вытекало молочко, а фанера не размокла, перед заливкой внутреннюю часть опалубки надо накрыть полиэтиленовой пленкой. Туда же надо поместить сетку из арматуры диаметром 10—12 мм. На рисунке показана схема устройства опалубки и порядовка мангала:
Дымосборник изготавливается из оцинкованной кровельной стали и крепится наверх мангала. Разжигать огонь прямо на бетонной плите не рекомендуется, для этой цели лучше приспособить металлическую жаровню.
Уличные печные комплексы
Следующий вариант – это печь-барбекю с дымоходной трубой и дополнительными шкафчиками для кухонной утвари. Устье топливника и проемы для шкафчиков задуманы с арочными сводами, ниша-дровник – с обычным перекрытием из кирпичей, уложенных на стальные уголки. Ниже показаны чертежи для мангала из кирпича и порядовки для его возведения:
Как видно из порядовок, внутренняя часть топливника выкладывается из шамотного кирпича, а значит, не требует отдельной жаровни. Высота дымохода – произвольная, зависит от местонахождения печи и высоты навеса над ней.
Последний вариант, что мы хотим представить, — это более сложная в исполнении уличная печь для дачи. Тут понадобится некоторый опыт и знание печного дела. Печь предназначена не только для приготовления шашлыков, но и для готовки пищи, поскольку снабжена варочной панелью. В данном случае устройство уличной печи предусматривает наличие дымооборота и требует большего количества материалов и фурнитуры:
кирпич керамический полнотелый – 450 шт.;
кирпич красный пустотелый – 180 шт.;
кирпич шамотный – 201 шт.;
цемент марки 400 – 200 кг;
шамотная глина – 40 кг;
песок – 0.1 м3;
уголок 40 х 40 мм – 4 м;
плита чугунная 710 х 410 мм;
дверка топливника 410 х 410 мм – 1 шт.;
задвижка – 1 шт.;
дверца для прочистки 140 х 140 мм – 1 шт.
Здесь также внутренние части печи, подвергающиеся воздействию открытого пламени или высокой температуры, выкладываются шамотным кирпичом. Приступать к подготовке и строительству надо, изучив чертеж кирпичного мангала, где показаны разрезы печи и ее порядовки:
Необходимые материалы для строительства
В нашем случае главным строительным материалом является кирпич. При возведении простых мангалов требования к нему невысокие. Камера, где планируется разместить жаровню, должна быть выполнена из красного керамического кирпича, можно даже пустотелого. Что касается нижней опорной части, то здесь выбор материала – целиком на ваше усмотрение и возможности. Задача этой части – поддерживать конструкцию, воздействию высокой температуры она не подвергается, а значит, может быть выполнена из любого подходящего материала.
Если простой уличный мангал из кирпича, сделанный своими руками, имеет неказистый вид, то его всегда можно оштукатурить или обложить недорогим керамогранитом, но только после того, как кладочный раствор высохнет окончательно.
Другое дело – кирпичные уличные печи. Здесь надо соблюдать все правила печного искусства и материал использовать качественный. Для строительства понадобится полнотелый красный кирпич без трещин и повреждений, то же касается и шамотного камня. Раствор следует применять только песчано-глиняный в пропорциях 1 : 1, а для огнеупорной кладки – раствор из шамотной глины. Такие строительные смеси в сухом виде имеются в продаже.
Совет. Для кладки простых мангалов в песчано-глиняный раствор можно для прочности добавить 20% цемента М400.
Любая садовая печь или мангал устанавливается на прочное основание, поэтому надо запастись песком, цементом и щебнем для устройства фундамента. Не забываем и об инструментах, необходимых для кладочных работ, а для арочных сводов понадобятся специальные шаблоны – кружала. Их можно вырезать из гипсокартона.
Заложение фундамента
Устройство основания – дело достаточно сложное и требующее геологической разведки состава грунтов. Но к возведению очага во дворе надо подойти немного проще и с меньшими затратами. Универсальный рецепт — это железобетонная плита. Ее заливка выполняется в такой последовательности:
выкопать яму глубиной 30 см и размером на 10—20 см больше, чем будущий стационарный мангал;
утрамбовать дно и засыпать щебнем на 15 см;
установить опалубку, выступающую над уровнем земли на 10 см;
укрыть яму вместе с опалубкой полиэтиленовой пленкой;
связать сетку из арматуры диаметром 12—14 мм с ячейками 150 х 150 мм. Уложить ее на дно ямы поверх пленки, подложив подставки;
приготовить бетон в пропорциях 1 часть цемента / 3 части песка / 7 частей щебня средней или мелкой крупности и уложить его в опалубку;
после схватывания плиту накрыть пленкой и выждать 28 дней до полного затвердевания.
Перед тем как сделать мангал, поверхность фундамента надо застелить 2 слоями рубероида, обеспечив гидроизоляцию строения.
Рекомендации по кладке
Самые простые кирпичные мангалы для дачи строятся с соблюдением обычных правил кладки камней с перевязкой и выверкой по уровню и отвесу. Тут важно приготовить хороший раствор из просеянного песка и глины, чтобы в нем не попадалось камешков. Толщина шва кладки на глиняном растворе соблюдается в пределах 5 мм, на цементном – до 10 мм.
Совет. Нижние опорные части мангала можно класть на цементно-песчаном растворе с небольшим добавлением глины для пластичности.
Более жесткие правила действуют, если надо построить кирпичный мангал в виде дворового печного комплекса:
каждый кирпич замачивается на 2—3 мин в ведре с водой;
шамотная и обычная кладка между собой не перевязываются;
кирпичи подгоняются и подрезаются в результате примерки. Для этого ряд сначала надо выложить без раствора;
горизонталь и вертикаль строения проверяется после укладки каждого ряда камней.
Совет. Если вы желаете построить мангал из кирпича с декоративным щелевидным швом, надо во время кладки не дотягивать раствор до лицевой стороны камня.
С целью лучше понять последовательность действий, в качестве примера предлагается пошаговая инструкция для кладки кирпичного мангала-барбекю со шкафчиками для кухонной утвари. В предыдущем разделе показаны его порядовки (Вариант 3), которым надо следовать. Итак, порядок выполнения кладки следующий:
с 1-го ряда и по 8-й возводятся стенки шкафчиков и дровяной ниши;
9-й ряд: с помощью шаблонов выкладываются арки шкафчиков из красного кирпича, над дровницей кладутся стальные уголки;
10-й ряд: формируется перекрытие дровяной ниши из огнеупорных камней, обрезанных до 18 см и положенных на ребро;
11 и 12-й ряды: перекрываются все ниши, при этом по всему периметру кирпичи выпускаются наружу на четверть;
по 15-й ряд выкладывается топливник из шамотного кирпича. Вырезается и устанавливается кружало для формирования свода;
по 20-й ряд возводятся наружные стены и топка. Выкладывается арочный свод из шамотных камней, подрезанных «под клин»;
с 20-го до 24-го ряда кирпичи подрезаются так, чтобы постепенно перейти к сечению дымохода;
все камни 24-го ряда выпускаются наружу на четверть, затем следует возведение дымохода.
В результате получаем такое симпатичное сооружение:
Заключение
Если выбирать мангалы для дачи или дома несложной конструкции, то их строительство не составит большого труда. Что касается уличных печей, то здесь придется затратить время и силы, зато и результат выглядит куда лучше и практичнее.
Как построить мангал из кирпича своими руками
Обычная металлическая конструкция, называемая мангалом, — постоянный спутник пикников на природе, когда компания уезжает за город, чтобы укрыть поляну вдали от шума и суеты. Ну а если никуда не надо ехать и можно культурно отдыхать на родных загородных участках? Тогда есть смысл задуматься, как построить мангал из кирпича своими руками.
Хозяин, конечно же, хочет, чтобы это здание было так же красиво, как и все на его участке.Но жаровня должна быть удобной — как для того, кто над ней будет колдовать, так и для остальных участников пикника.
Первое условие для достижения этой цели ясно и очевидно: мангал из кирпича своими руками должен строиться на ровном месте. Далее вам нужно будет узнать, где на участке в основном дуют ветры, а значит, куда будет дуть дым. Желательно, чтобы в тех местах не было жилых домов и мест для отдыха. В-третьих, непонятно, как построить мангал из кирпича своими руками, если к нему нельзя подвести ни воду, ни электричество — все это требуется.Посуду и продукты из дома также следует доставлять на мангал как можно бесплатно. После того, как для мангала выделено место, нужно будет определиться с его конструкцией. Чем он сложнее, тем больше для него потребуется материалов. Еще раз: главное не красота конструкции. Красивейший, но безграмотный сложенный мангал «порадует» всех никчемных шашлыков.
В первую очередь делается фундамент: в котлован с опалубкой закладывается арматурная сетка с размерами под будущий мангал и заливается раствор из цемента и песка в соотношении 1: 3.На застывание фундамента уходит около двух недель. Накануне того, как строить мангал своими руками, нужно замочить красные печные кирпичи в воде, иначе при кладке они заберут влагу из раствора, кладка получится хрупкой. С фундамента снимается опалубка, на ней делается разметка, на которую именно кладут кирпичи. Кладка начинается с углов и заканчивается в середине ряда. Для этого используется тщательно перемешанный раствор цемента, песка и гашеной извести (1: 3: 0.25). Должно получиться густая сметана. Раствор заполняет межкирпичные и междурядные пространства. При кладке обязательно выполняется перевязка, то есть следующий ряд кирпича кладется со смещением на половину кирпича по отношению к предыдущему. В процессе эксплуатации вертикальная и горизонтальная плоскости постоянно проверяются строительным уровнем и отвесом.
Строится мангал для дачи с устройством мангала и печи. Поэтому в кладку заранее встраивается металлическая арматура как опора для огнеупорных кирпичей цоколя печи.Между несколькими кирпичами следует оставить небольшие зазоры, чтобы позволить воздуху течь. Дополнительные опоры в кладке послужат для гриля, на котором будет готовиться мясо на гриле. Для удобства стоит продумать нишу под мангал, где будут храниться дрова.
Если вы хотите заслуженно похвастаться тем, как построить мангал из кирпича своими руками с максимальным удобством для гостей, установите рядом с ним прочный навес, защищающий от непогоды. И тогда праздник действительно будет успешным!
Строительство мангала из кирпича
Загородный дом… У кого-то это место ассоциируется с садовыми или огородными работами или чистым воздухом, но в основном это тесно связано с шашлыками. И действительно, ну как не пойти в сад поиграть в веселой шумной компании, устроить потрясающий пикник?
Праздник будет особенно хорош, если для такого праздника будет выделено специальное место, ведь жарить мясо, как у дикарей, на камешках и палочках, в наш век уже не комильфо.
Место отдыха с мангалом
Обустройство зоны релаксации обойдется недорого, а в том случае, если вы решите построить мангал из кирпичей своими руками, вообще обойдется в копейки.Осталось только разобраться, как это сделать правильно.
Виды мангалов
Все мангалы специалисты делят на три категории:
1. Мобильные.
Мангал компактный складной
2. Портативный.
Удобный передвижной мангал на колесиках
3. Стационарный.
Мангал стационарный кирпичный
Чтобы понять, почему стоит остановиться на кирпичном варианте, нужно знать его конкурентов «в лицо». Начнем с мобильных моделей.Эти виды мангалов больше известны жителям как складные. Идеальное решение для любителей путешествий. Сложенное изделие получается очень компактным. Он отличается небольшим весом, поэтому мангал без проблем помещается в багажник автомобиля.
Мангал складной идеален для путешествий
Более того, его можно перевозить даже на велосипеде, ведь собранный мангал похож на чемодан. Небольшой вес — относительное преимущество. Что хорошо для транспортировки, эксплуатировать не очень желательно.Небольшая масса указывает на тонкие стенки мангала, так что они будут гореть с завидной скоростью. Предпочитая мобильные мангалы, будьте готовы к частым сменам.
Жаровни складные из тонкого металла
Переносной мангал — более популярная модель. Продукция прочная и абсолютно надежная. При необходимости такой мангал можно перенести в любой уголок сада. Два человека легко справятся с задачей. Эти варианты довольно прочные.
Передвижной мангал можно установить в любом удобном месте
Единицей измерения их жизненного цикла является не только время, но и времена года.Изготовление переносных мангалов — это качественный чугун большой толщины. К недостаткам категории можно отнести не слишком элегантный вид.
Мангал мобильный тип
Если вы хотите иметь по-настоящему изысканную площадку для барбекю, то стоит остановиться на стационарном мангале из кирпича, который можно собрать своими руками. Этот вид мангала относится к инженерным и строительным сооружениям, в которых обязательно должен появиться дымоход.
Мангал кирпичный с дымоходом
Строительство стационарной площадки для пикника, естественно, будет стоить дороже, чем использование переносных и мобильных мангалов, но это окупится с моральной и эстетической точки зрения.Громоздкую конструкцию можно сделать акцентной композицией в дизайне участка. Неоспоримым плюсом кирпичного мангала будет его большая теплоемкость. Разогрев его несколько раз, можно приготовить несколько партий мяса, не беспокоясь о том, что ему не хватит тепла и блюдо останется влажным.
Кирпичный мангал имеет большую теплоемкость
На нашем рынке тоже есть такое предложение, как электромангал, но особой популярности он не набрал, так как мясо в нем готовится на вертелах, вращающихся вокруг разогретой спирали, и не имеет такого приятного аромата, как шашлык из натурального дерево или уголь.Подобный вариант шашлыка наверняка будет удобен при приготовлении блюда на домашней кухне, но никак не на природе.
Электромангал
Мангал из кирпича своими руками: где? Которого?
«Собираясь построить мангал из кирпича своими руками, запаситесь расходными материалами»
Мангал из кирпича — это не просто мангал, это более функциональная конструкция, которую можно использовать:
1. Как жарить на гриле.
2.Как барбекю.
Мангал из кирпича можно использовать как решетку
Часто на каменном мангале готовят абсолютно иностранные блюда или просто разогревают пищу. Чтобы домочадцы и гости с удовольствием собирались у необычного арт-объекта, необходимо позаботиться о некоторых аспектах его обустройства и, прежде всего, выбрать место.
Где поставить стационарный мангал?
Так как постройка такого типа относится к пожароопасным, ее нельзя размещать рядом с домом и имеющимися в каждом дворе деревянными постройками.
Мангал рекомендуется оборудовать вдали от хозяйственных построек
Мангал рационально построить в непосредственной близости от беседки, где есть условия для комфортных посиделок. Если на участке такового нет, можно разместить под навес кирпичный мангал. Последний можно сделать настолько широким, что под него поместится пара столиков со стульями.
Барбекю можно использовать в любую погоду
Обязательно обустройте зону отдыха.Рядом с мангалом не обязательно разбивать грядки и цветники. Жар от горящих камней уничтожит растительность.
Мангал из кирпича с зоной отдыха
Рассмотрим, как сделать удобные подходы к участку. По возможности выложите их тротуарной плиткой. Рядом с местом расположения мангала не должно быть мусорных баков и мест заселения. Учитывайте розу ветров при выборе места для мангала. Если ветер преобладает в определенном направлении, то необходимо разместить дымоходную трубу так, чтобы дым не разносился в окна соседних домов.
При установке мангала необходимо учитывать направление ветра
Как работать?
Собираясь построить мангал из кирпича своими руками, запаситесь расходными материалами. Луша все применил в работе шамотный кирпич, связующим раствором для которого будет глиняно-песчаная смесь. Перед применением глину рекомендуется замочить. На тех участках, где кирпичная кладка не будет подвергаться огненным испытаниям, имеет смысл заменить термостойкий камень простым красным кирпичом.
Раствор для кладки мангала
В обустройстве мангала вам понадобится металлическая решетка и поддон. Рисовать такую же столешницу практичнее, чем облицовывать плиткой.
Решетка для мангала
Уличный мангал стационарной конструкции следует ставить на прочный фундамент, следовательно, необходимо закладывать фундамент. Подземная часть мангала не обходится без опалубки, которую можно соорудить из старых досок или кусков фанеры.Для усиления фундамента использовали арматуру. Опалубка заливается цементно-песчаной смесью с камнями и щебнем.
Схема строительства мангала из кирпича
Вам потребуются такие элементы из металла как:
1. Защелки.
Решетка для дымохода
2. Углы.
Уголки для сборки мангала
3. Решетки.
Решетка для стационарного мангала кирпичная
4. Листовое железо.
Если в проекте предусмотрена рабочая зона для барбекю, то на столешнице лучше взять натуральный камень, а вот дверцы тумбочек можно сделать по своему усмотрению деревянными, пластиковыми, стеклянными или железными.
Столешница мангала из натурального камня
Облегчят работу следующие приспособления и инструменты:
1. Уровень.
2. Мастерок.
3. Лопата.
4. Ковши.
5. Пила циркулярная.
6.Автобетоносмеситель или обычная цинковая корыто.
Необходимый инструмент для строительства мангала из кирпича своими руками
Не поленитесь разработать проект сборки своего мангала или воспользуйтесь уже подготовленными предложениями. С его помощью не только будет проще выполнять работу, но и можно будет точно рассчитать количество расходуемых ресурсов. Обязательно приобретайте материалы с небольшой наценкой. Он не будет лишним.
Проект строительства мангала барбекю
О фундаменте
Мангал из кирпича, даже если построен своими руками, представляет собой прочную конструкцию и должен отличаться высокой прочностью и устойчивостью.Считать, что для его установки достаточно будет просто хорошенько проложить участок и, насыпав щебень, выложить тротуарную плитку — наивно. Тяжелому строительству просто необходим прочный фундамент, тогда ему не будет страшно ни движение грунта, которым вполне может грешить территория, ни другие климатические или геодезические проблемы.
Фундамент под мангал
Не торопитесь, уделите еще немного времени подготовительным работам, но сделайте надежную основу для будущего очага.Перед началом работ очищенный участок размечают колышками и веревкой согласно плану. По проекту раскапывают котлован, пытаясь обмерить его с проектными параметрами. На дно получившейся ямы засыпают смесь щебня и щебня.
Схема цоколя под мангал из кирпича своими руками
По периметру котлована устанавливается опалубка, которую перед использованием желательно смочить. Когда все готово, получившееся пространство заливается цементно-песчаным раствором, смешанным в пропорции 1: 3.Заливка производится послойно, армирующим слоем. На дно котлована армирующая сетка никогда не укладывается.
Укладка армированной сетки для облицовки фундамента
Готовый фундамент покрывают пленкой или листами рубероида и оставляют захватывать. Процесс сушки может занять пару недель. Если стоит слишком жаркая погода, следует позаботиться о том, чтобы периодически смачивать водой верхний слой налитого бетона, чтобы он не «сломался».
Жаровня с заливным фундаментом
Демонтаж кирпичных стен основного строения можно начинать только после полного высыхания бетона.Это время можно потратить с пользой и приготовить глиняный раствор, который потребуется при кладке стен мангала из кирпича, сделанного своими руками.
Глиняный раствор для постройки мангала своими руками
Найдите подходящее ведро и замочите в нем главный компонент будущего скрепляющего состава — глину. Материал нужно будет оставить там примерно на неделю, но не забывайте об этом, а контролировать процесс замачивания, периодически помешивая массу и при необходимости доливая воду.В размягченный глиняный песок вмешивается, доводя состав до консистенции сметаны. Полученный раствор не должен растекаться. Проверить, насколько удачно подобраны пропорции компонентов, несложно. Возьмите в руки немного смеси и разотрите ее между ладонями, чтобы получилась колбаса. Ваше творение не должно терять форму, растекаться или трескаться.
Раствор для кладки мангала
Тонкости кирпичной кладки
«Если пожарный на мангале мангал планируется арочный, то своими руками выкладывать такую архитектурную изысканность будет довольно сложно»
Перед тем, как приступить к работе с кирпичом, специалисты советуют полить его водой.Сделать это можно за сутки до использования материала или непосредственно в процессе укладки. В последнем случае кирпич просто погружают в воду примерно на тридцать секунд, а затем на него наносят порцию раствора и помещают в соответствующее место. Процедура смачивания кирпича станет залогом лучшего сцепления кладки, так как элементы не будут брать на себя влагу из глины.
Смачивание кирпича для лучшего сцепления
Что касается порядка кладки кирпича, то его можно посмотреть в Интернете или придумать самостоятельно, доработав идею на листе бумаги в клетке.
Заказ на мангал
Самым простым вариантом марганцевой кладки считается смещенная. В этом случае каждый последующий ряд отодвигается на полкирпича. Сдвиг можно производить попеременно вправо и влево.
Смещенный вид кладки
Начинайте выкладывать цокольные стойки с углов, постепенно продвигаясь по намеченным линиям к центру. После каждого третьего ряда следите за качеством работы по уровню или отвесу. Высота цоколя произвольная.Он может быть оборудован отсеками, предназначенными для хранения угля, дров или какой-то специфической посуды.
Мангал кирпичный с плинтусом
Топка оборудована над цоколем. Мангал может представлять собой готовое бетонное основание с армированием или его придется выложить таким же жаропрочным кирпичом. Если топку мангала планируется арочной, то выкладывать такую архитектурную изысканность своими руками будет довольно сложно. Используйте колесо.С его помощью вы без проблем распределяете кирпичи равномерно и под прямым углом.
Обведено для арки
Поверх топки укладывается железобетонная балка. На перемычку кладется еще один кирпичный ряд. После этого ветровые стены выбрасываются, и образуется дымовая шкатулка.
Кирпичный мангал с коптильным ящиком
Работая над мангалом, нужно помнить:
1. Дизайн будет эстетичным, если все швы кладки будут одинаковой толщины.
2. Топка не должна быть слишком высокой. Это уменьшит тягу.
3. Установка внутри бордюра печи создаст проблемы при ее очистке.
Для красивой кладки сделать такие же стежки
Устройство рабочей поверхности
Столешница, в конструкции мангала, должна быть удобной в эксплуатации и гармонировать с общим внешним видом конструкции. Для его украшения не нужно брать тесаный камень. Поверхность вполне можно украсить искусственными аналогами, стеклом или плиткой.
Отделка столешницы плиткой для барбекю
Площадка вокруг мангала выложена тротуарной или обычной плиткой для пола. Просто бетонный пол со временем будет восприниматься совсем не эстетично.
Мощеный грунт перед барбекю
Декор мангал и навес
Конечно, построив прочный мангал, хочется, чтобы он прослужил дольше, поэтому конструкцию нужно спрятать под навесом. Последний может быть общим (в данном случае закрывает всю зону отдыха) и индивидуальным (скрывает только сам мангал).Для установки палатки потребуются столбы из металла и дерева. Они закладываются в бетонное основание. Для кровли можно выбрать любой материал, главное, чтобы он имел что-то общее по фактуре и цвету с крышей дома, тогда навес станет логическим продолжением всей архитектурной группы.
Мангал с индивидуальным навесом
Сам мангал можно оставить в первозданном виде или покрасить специальными красками, подходящими для украшения печей.Для его внешней отделки подойдет также специальная штукатурка или декоративный камень.
Мангал с отделкой из декоративного камня
Если вы хотите использовать дополнительный декор, крепите его элементы не в зоне мангала, а на дверцах встроенных ящиков, например, на полках или дымоходе.
Декор мангала кирпичный
Вывод
Создать кирпичи барбекю своими руками, в общем, не сложно. Большинство проектов несложны, поэтому с их реализацией легко справятся даже непрофессионалы.Немного усилий и ваш двор станет прекрасным местом для веселых и «вкусных» посиделок.
Фотогалерея — Мангал из кирпича своими руками
Автор: Михаил Бонд
Мангал — это не скучно!
Погружение в природу — это всегда очень весело. Свежий воздух в сочетании с вкусной едой, приготовленной на живом огне, и приятное общение — лучший способ отдохнуть от будничных будней. Мангал действительно является главным атрибутом загородного пикника.
Сегодня этот аксессуар комфорта купить не проблема, однако у любителей шашлыка от этого шага останавливается качество предлагаемого ассортимента. По сути, все, что выставлено на реализацию модели, сделано из слишком тонкого материала, и первый «сезон шашлыка» становится для них роковым.
Готовый мангал из металла
Хотите обзавестись другом на десятилетия — попробуйте пойти другим маршрутом и сделать мангал из металла своими руками. Это отличный способ приобрести более прочный, а иногда и эксклюзивный вариант мангала, который, к тому же, можно полностью адаптировать под ваши нужды.«Самоделка» может выглядеть стандартно или стать изюминкой декора дачи, а это повод поближе познакомиться с видами и технологией изготовления металлоконструкций для жарки шашлыка.
В первую очередь эти изделия делятся по размерным параметрам. Мангал можно сделать:
1. Стационарный.
Мангал стационарный металлический с навесом
2. Портативный.
Легкий переносной мангал металлический
Каждый из пунктов также можно интерпретировать по-разному.Подразделяются на стационарные виды:
.
Классический стационарный мангал металлический
Мангал металлический в стиле ар-деко
Переносной может быть:
Мангал переносной складной
Мангал разборный металлический
Но параллельно быть мангалом оба варианта бывают и стационарными, и мобильными.
Стационарный мангал — прерогатива дачных участков. Часто в них металл сочетается с кладкой, что добавляет эстетики внешнему виду и делает дизайн более функциональным.Установив мангал под навес или оборудовав его крышей, вы сможете готовить еду в любую погоду.
Мангал комбинированный металло-каменный с крышей
Переносные модели
подкупают тем, что их можно установить не только в любом месте на даче, но и брать с собой в поход, а то и пешком, ведь они небольшие по размеру и незначительному весу. Складной вариант мангала из металла можно сделать своими руками настолько компактно, что он будет напоминать чемоданчик.
Мангал металлический, сложенный в чемодан
Самая простая модель мангала — это два металлических каркаса, на которых держатся шампуры.
Конструкция простого мангала
Главное достоинство складных мангалов — их недостаток. Излишняя компактность не позволяет готовить шашлык в больших количествах, поэтому солидной компании лучше взять с собой сразу две переносные мангалы.
Если вы не планируете использовать мангал вручную, вы можете утяжелить конструкцию, добавив ее к раздвижной столешнице, решеткам и установив в нее регулируемый вентилятор.
Мангал металлический с деревянной столешницей
Для того, чтобы мангал превратился в мангал, достаточно над мангалом установить решетку. Последние имеют прямоугольную форму и имеют форму полусферы, поэтому подобрать подходящую модель для мангала не составит труда. Если вы не любите мясо с хрустящей корочкой, улучшите шашлык с помощью обычной крышки.
Мангал с решеткой
Изделия серии Art Deco собираются из кованых элементов.Последние могут быть основой дизайна или его декоративной частью. Преимущественно ковка происходит в стационарных вариантах, поскольку она тяжелая и массивная. Транспортировать такой мангал будет сложно, разве что поставить его на колеса, превратив в автомобильный прицеп.
Кованый мангал в стиле арт-деко на колесиках
Базовая конструкция мангала из металла может быть изменена вручную, то есть комплектуется дополнительными модулями в виде:
1. Колеса.
2. Крыши.
3. Опоры и полки.
4. Мангал двойной.
5. Ручки.
Мангал металлический с дополнительными полками
Однако делать это нужно только в том случае, если без этих элементов не обойтись. Необходимо помнить, что каждое из представленных дополнений будет добавлять конструкции веса. Это правило прописано для портативных моделей. В стационарных мангалах в этом плане нет никаких ограничений.
Классифицировать мангалы можно, исходя из такого показателя, как толщина металла.В этой классификации они будут разделены:
.
Мангал толстостенный
Жаровня тонкостенная металлическая
Металл большой толщины обычно используется для стационарных моделей мангалов. Мангал для них может быть изготовлен из листов стали толщиной 5 и более миллиметров. Придется потратить немного денег, но прослужит вам очень долго.
Жаровня стационарная толстостенная
Для переносных вариантов мангала нужно брать металл меньшей толщины.Это один из способов облегчить конструкцию, ведь вы помните, что может возникнуть ситуация, когда его придется носить с собой в руке на большое расстояние. В тонкостенном мангале даже из очень качественного металла нельзя жечь дрова. Здесь используются уже готовые угли, упаковки которых можно купить в магазине или приготовить самостоятельно, на костре.
Жаровня металлическая тонкая
«На сборку мангала из металла своими руками потребуется несколько часов, а по окончании работ готовое изделие будет сразу доступно и протестировано в кейсе»
Преимущества металлических мангалов очевидны.
1. Они мобильны. Неважно, разбирается мангал или нет, его можно почистить на зиму в сарае. Такая забота о конструкции поможет продлить срок ее эксплуатации.
Мангал металлический снимается на зиму
2. Огнестойкость. Это гарантируется материалом, из которого изготовлен мангал, и формой самого мангала.
3. Относительно дешево. Разница в стоимости материалов и работ по установке камина из камня и металла, очень существенна.
Мангал из металла легко устанавливается в нужное место
4. Быстро монтируется. На строительство стационарного каменного мангала с учетом технологически предусмотренных перерывов для промерзания фундамента и схватывания раствора потребуется не менее трех недель. На сборку мангала из металла своими руками потребуется несколько часов, а по окончании работ готовое изделие можно будет протестировать сразу и в футляре.
Мангал металлический на подготовленной площадке
Ценители полностью оборудованных конструкций считают металлические мангалы в меру эстетичными и неприметными, но это зависит от того, кто возьмется за работу.Иногда из рук наших «Кулибиных» выходят настоящие шедевры. Несколько интересных идей из серии «Сумасшедшие руки» мы расскажем ниже, а теперь разберемся в последовательности процесса работы на обычном, привычном мангале.
Как построить мангал своими руками
Тем, кто не понаслышке знает металл, советы и рекомендации не понадобятся. Профессионалы соберут конструкцию с закрытыми глазами. Но новичкам в этой сфере придется нелегко. Чтобы первый опыт был положительным, нужно подойти к процессу творчества основательно и медленно.Не стоит начинать с заумных моделей. Пусть ваш «первенец» будет до смешного простым в декоративном отношении, но хорошо функционирующим. Впоследствии, набравшись опыта и овладев навыком, можно будет попробовать создать что-то неординарное для жарки шашлыков, но пока ваша цель — ящик на ножках. Иди к ней и уходи.
Такой мангал из металла несложно сделать своими руками
Конструкционные элементы
Для создания передвижной мангала необходимо:
1.4 ноги.
2. 4 перфорированные стены прямоугольной формы.
3. Дно.
Необходимые детали для мангала из металла
С чем и с чем работать
Чтобы получить необходимые детали и собрать их в функциональную конструкцию, вам потребуются:
лист стальной;
металлический уголок или арматура с гайками и болтами;
сварочный аппарат с запасными электродами;
ножовка по металлу;
Болгарка и нарезные круги к ней;
дрель.
Для изготовления мангала понадобится сварочный аппарат
Следующим шагом будет создание рабочего проекта. В нашем случае это звучит громко, но наличие мангала из металла ускорит и облегчит первую сборку своими руками.
Рисование черновика
Чертеж будет на 100% успешным, и его будет легче читать, если он будет выполнен на листе бумаги, помеченном клеткой. Обязательно обратите внимание на высоту ножек и параметры самого ящика фритюрницы.Рассчитайте расстояние между направляющими скосами для укладки шампуров и перфорацией.
Средний мангал рассчитан на приготовление 8 порций шашлыка. Оптимальное расстояние между вентиляционными отверстиями — от 7 до 10 сантиметров. Правильно расположив их в пределах 5-10 сантиметров от дна жаровни. Длина ног произвольная.
Проект мангала из металла
Расчет размеров
Среднестатистическая компания будет удовлетворена дизайном на десять шампуров.Шашлык получается в горячем виде, поэтому следующую порцию можно жарить, пока гости едят первую. Чтобы мясо получилось удачным, шампуры нужно как следует уложить на угли. Их нельзя прижимать друг к другу, но слишком далеко друг от друга тоже неправильно. Тепло не следует тратить зря. Это главный критерий выбора длины фритюрницы.
На шампур стандартной длины нанизывается от 6 до 8 порций мяса. Если не хотите уменьшать порцию, то ширину коробки сделайте по длине первой.Увеличивать ширину нет смысла. Изделие станет громоздким и громоздким.
Глубина металлического мангала должна быть приближена к проверенной практике. Мясо, расположенное слишком близко к углям — сушеное, слишком далеко — не жареное. Оптимальный уровень шампуров над огнем 30-35 см.
Проект мангала на 11 шампуров
Последний параметр барбекю — его общая высота. Это производное от роста «шеф-повара». Пригласите его на «стройку», дайте ему в руки шпажку и попросите смоделировать поворот последней, не сгибая и не сгибая спины.Измерьте расстояние от земли до руки. У вас есть оптимальная высота вашего изделия. Если проводить эксперимент, нельзя полагаться на стандартные показатели, которые варьируются от 80 до 120 см.
Схема мангала из металла высотой 50 см.
Собираем фритюрницу
Насколько хороша будет ваш мангал, напрямую зависит от качества металла и правильности выбора габаритов. Эти два показателя напрямую повлияют на время приготовления шашлыка и его вкусовые качества.Работа повара может сойти с ума, если мясо приготовлено на плохом оборудовании.
Мангал переносной мангал нужно собирать из металла 2-3 мм, с которым работать не так сложно, как с толстой сталью. Листы брать больше не рекомендуется, потому что коробка из них сразу перегорит.
Переносной мангал металлический толщиной 2-3 мм.
Выбранный металлический лист нужно «разрезать». Разметка выполняется на уголке. Его использование — гарантия отсутствия перекосов.Нам предстоит нарисовать 2 длинные и 2 торцевые боковины, а также низ. Для вырезания элементов используем болгарку. Важно обрезать детали так, чтобы их края были ровными.
Распиловка по металлу для мангала
А теперь пора приступить к перфорации стенок решетки. Отверстия обеспечивают приток воздуха к мангалу, что необходимо для хорошего сжигания углей. Просверлим их только на задней и передней стенке. Диаметр отверстий 10-15 мм, шаг шага 5 см.
Перфорация на стене мангала
Завершающим этапом создания мангала будет сварка.Делать их лучше с партнером, так как детали можно держать в нужном положении, а качественно сварить их бывает сложно.
Сварка стыков жаровен
«Ставим на ножки»
На ножки можно использовать арматуру, трубу 30 мм или уголок. Использование первых двух материалов позволит сделать мангал из металла своими руками разборным или разборным. У разборных моделей болты привариваются к ножкам. Работать придется в бижутерии, чтобы не испортить резьбу.
Арматурные стержни для ножек мангала
По углам дна ящика для жаровни проделайте отверстия. Их диаметр должен быть несколько больше сечения болтов. С внутренней стороны отверстий крепятся гайки. После того, как металл остыл от сварки, пытаемся поставить конструкцию на ноги.
Уголки можно прикрепить к основанию фритюрницы постоянно или сделать подвижным приспособлением, чтобы при необходимости можно было сложить ножки. В первом варианте используется сварка, во втором — болтовое крепление.
Винт крепления стенок для разборного мангала
Если ножки получаются длинными, их необходимо усилить, соединив их вместе с помощью поперечин. Последние также могут быть цельными или складчатыми (важно при трансформации моделей).
Собираем нестандартный мангал из металла своими руками
Модель из бочки
Если вы отойдете от стереотипов и того, что мангал строго прямоугольной конструкции, вы поймете, что такую вещь можно создать практически из любого подходящего металлического предмета, например, бочки, собирающейся в углу сарая.
Оригинальный мангал из бочки
Невозможно приспособить под жаровню только цистерны, в которых хранились ГСМ. Если толщина металла ствола не слишком тонкая, то конструкция прослужит долго. Бочка выполнит роль мангала. Дополнительно к нему вам понадобятся:
— дрель;
— уголок металлический;
— сварочный аппарат;
— Болгарский.
Мангал барбекю проект
1.Сделав разметку, вырежем верхнюю часть ствола, сохраняя целостность концов. Не спешите выбрасывать «отходы производства». Из снятого куска будет сделана крышка.
Обрезка верхушки ствола
2. Металлический уголок будет выполнять роль ножек, поддерживающих конструкцию. Их нужно разрезать на 4 одинаковые части и приварить к торцу мангала.
3. Измеряем длину ствола и подготавливаем еще два уголка соответствующего размера.Это будет опора для шампуров. По углам необходимо будет сделать надрезы с шагом 4-6 см. Подготовленные детали привариваются к горизонтальным участкам борта ствола изнутри.
Шашлык из бочки на ножках с крышкой
4. А теперь усовершенствуем. Из такого металла сделан мангал, и мы сделаем это сами. Прикрепляем чехол к основанию петлями. На его арочной стороне должны появиться две ручки. Так будет удобнее пользоваться.Крышка станет одновременно элементом декора и функциональной деталью конструкции, защищающей мангал и приготовленный на нем мангал от дождя.
Рукоять на ствол мангал от ствола
Модель разборная
Мангал можно сделать полностью разборным. В этом случае сварочный аппарат работать не должен. Здесь нужно действовать по-другому.
Схема разборного мангала
Раскрой детали производится с припуском на швы, то есть плюс 3-4 см с каждой стороны.
Далее необходимо произвести загибы по всем сторонам полученных компонентов на величину припусков. Это необходимо для угловой стыковки и фиксации днища.
Соберем конструкцию на болтах. Отверстия под них готовятся дрелью.
Складная модель
Работа над разборным металлическим мангалом будет проводиться по стандартной схеме: чертеж, раскрой, сборка — только прикрепите детали к юбкам мобильной мебели.Чтобы предотвратить складывание стен, к верхней части стен приваривают специальные крючки.
Чертеж раскладного мангала
«Ковочный элемент мангала из металла, который вы можете сложить самостоятельно, — это поковка»
Скучный вид самодельной конструкции не грозит, ведь работая над жаровней из металла своими руками, вы вольны проявить фантазию и сделать ее такой, какой вы ее видите, а не так, как предписано стандартами и концепциями. Несомненно, украшать изделие лакокрасочными материалами — смысла нет.Жара просто уничтожит все ваши старания. А вот поиграть с формой мангала, ножками, добавить в мангал оригинальные детали — очень возможно.
Оригинальный мангал из металла
Что и как придать дизайну эксклюзивности? Есть много способов. Сделайте крышку для жаровни и добавьте ее к выхлопной трубе. Будет интересно посмотреть. Кроме того, мангал такой сборки можно эксплуатировать в закрытой беседке.
Мангал металлический с трубкой
С помощью боковых опор мангал можно превратить в мини-рубанок.Также красиво и практично. На импровизированные «крылышки» можно выложить уже готовый шашлык или нанизать на шпажки новые шпажки из мяса. Стенды не обязательно делать стационарными. Съемные предметы тоже будут хороши.
Мангал-рубанок из металла своими руками
Беспроигрышным элементом металлического мангала, который можно складывать вручную, является ковка. Обычная железка станет произведением дизайнерского искусства. Может быть, такой подход не будет модным, ведь сегодня в стиле цельнокованые вещи, но красивые, винтажные, элегантные — останутся в веках.Ковку можно трансформировать, но она никогда не потеряет своей эстетической актуальности.
Кованый мангал не теряет актуальности
Как вариант конструкции мангала можно рассмотреть «неправильную» форму. Стальные листы можно гнуть, поэтому остается только разобраться, как их гнуть. Сделайте мангал овальной, квадратной, круглой, зигзагообразной формы. Подойдет любой вариант.
Необычный мангал овальной формы из металла
Народные мастера могут превратить ящик фритюрницы с отверстиями во что угодно.Копаясь в воспоминаниях детства, нетрудно вспомнить любимые книги или тайные желания. Мечтали стать пиратом и найти сокровища? Осуществите мечту прямо сейчас, создав сундук-жаровню. Вместо ног он мог скрестить мечи корсара. При закрытой крышке мангал может служить мини-коптильней, достаточно снабдить его хотя бы небольшой выхлопной трубой.
Мангал — сундук металлический
Нашли на чердаке пространство «бабушкиное наследство» в виде старой швейной машинки с уже забытым нами ножным приводом? Не спешите отдавать его в металлолом, ведь его каркас из чугуна, а значит, он может стать отличной опорой для мангала из металла, сконструированного своими руками.
Мангал на базе швейной машины
Дым, идущий от жаровни, не дает покоя пытливым умам. «Почему бы не превратить обычный мангал в локомотив?» Думают, садятся за проект.
Основной деталью этой конструкции может быть ненужный газовый баллон. Сделав платформу машиниста, приварив к цилиндру колесо и установив на него трубу — вы действительно удивите домочадцев. Трубку желательно сделать не бутафорской, а настоящую, чтобы она служила каналом для выхода дыма.В получившемся очаге можно не только отжать шашлык, но и просто запечь или даже коптить мясо, а также приготовить еще много «летних» деликатесов.
Мангал с крышкой от газового баллона
Вы не поверите, но для жарки шашлыка можно приспособить и передок старую машину. Друг болгарина, сварщик и главный автолюбитель сделает это за пару часов. В опорожненном от внутренностей моторном отсеке устанавливается жарочный ящик с решеткой и все запускается.Кто-то сделал такой мангал передвижным, разместив на нем два колеса и снабдив подвеской и рессорами. Получился отличный трейлер. Такой мангал из металла, сделанный своими руками, можно брать с собой куда угодно, как на полевую кухню.
Мангал перед вагоном
Автомобильные диски также будут использоваться. У них есть все предпосылки, чтобы без особых усилий с вашей стороны стать прекрасной мангалом. Они имеют круглую форму, вентиляционные отверстия уже готовы, а стены достаточно толстые, так что огонь их не скоро сожжет.Единственное, чего не хватает дизайна, так это днища. Надо подправить и родные слоты для дисков, которые могут оказаться слишком большими для маленьких тлеющих углей. Для удобства размещения шампуров в колесном диске вы можете встроить стальной держатель или просто использовать гриль для приготовления пищи.
Мангал из автомобильных дисков
Вывод
Как видите, соорудить мангал из металла своими руками можно, ничего сложного в этом нет. Навыки — это прибыль. И пусть первый «блин» может оказаться комком, но в будущем все, что выйдет из ваших рук, будет вызывать настоящее восхищение, главное, не пропускайте их!
Видео
Автор: Михаил Бонд
Как сделать жаровню
В детстве мы делали «Зимние грелки» — гениальное устройство, сделанное из продырявленной жестяной банки, набитой палками и бумагой.Содержимое банки воспламенилось, и хитрое изобретение было раскручено по дугам прямой руки, используя длинную проволочную ручку. Пылающая банка неистово ревела во время перелета и, как следует из названия, согревала вас. Зимой.
Оглядываясь назад, не совсем ясно, произошло ли «согревание» из-за тепла, производимого самой банкой, или из-за того, что она с энтузиазмом тряслась ею над головой. В любом случае, это продлило наши зимние игры на открытом воздухе, которые в те невинные дни состояли в том, чтобы бросать камни в разные предметы, лазить по всяким вещам и праздно забивать друг друга футбольным мячом.(Это было время до появления мобильных телефонов и игровых приставок, как вы понимаете)
Когда провода не было в наличии, мы обычно снабжали наши зимние обогреватели ручками на шнурках, что, оглядываясь назад, было неким конструктивным недостатком. Однако он добавлял дрожь возбуждения от незнания, когда рукоятка прожигает, и посылая раскаленную банку с огнем проноситься по небу, как металлический метеорит, или удариться о землю в виде дождя из искр и шрапнели от раскаленной палки.
Здравый смысл, почерпнутый из старости (в сочетании со строгими требованиями STIHL к здоровью и безопасности), не позволяет нам рекомендовать вам изготовить его самостоятельно, но костровая жаровня — более крупный брат Winter Warmer, живущий на земле, — отличный способ согреться. на участке или в саду! Огненная жаровня также удобна для избавления вашего зимнего участка от не компостируемого детрита, который накапливается в течение сезона.Мы топим наши обрезками сидровых яблонь, а также другими древесными отходами, прежде чем загружать их выкопанными сорняками, которые будут восстанавливаться и разрастаться только при попадании на компост — особенно хороший пример — вьюнок.
При изготовлении жаровни для вашего сада лучше всего подходят бочки для масла (хотя их не всегда легко достать), но вы можете сделать жаровню из любого металлического контейнера приличного размера. Хорошо работают старые металлические мусорные баки, и если вы хотите построить что-то в меньшем масштабе, спросите у местного представителя компании на вынос, чтобы получить доступ к их переработке, где вы, возможно, сможете забрать несколько промышленных банок для общественного питания.
Шаг первый: очистите вашу банку
Убедитесь, что вы тщательно очистили выбранный вами металлический контейнер перед использованием. Очевидно, что старые покрытые коркой остатки пищи не окажут вредного воздействия на горящую жаровню, но старая канистра из-под масла или что-то подобное может стать неприятным воспламеняющимся сюрпризом. Перед тем как начать, протрите его металлической щеткой и облейте его.
Шаг второй: проветривайте жаровню
Проделайте несколько отверстий в нижней трети банки. Для этого лучше всего использовать сверло, оснащенное подходящим большим сверлом из быстрорежущей стали (HSS).Перед сверлением сделайте небольшую ямку в том месте, где вы хотите сделать отверстие, используя молоток и кернер. Это предотвратит скольжение сверла до того, как оно прокусит металл. Для наилучшей работы жаровни проделайте также несколько отверстий в основании.
Шаг третий: разведите огонь
Поднимите садовую жаровню над землей, поставив ее на четыре больших кирпича. Поместите кучу небольших сухих палочек в виде «вигвама» на дно жаровни, расположив их вокруг трута, например, нескольких листов смятой газеты или сухих листьев.(Вы можете схитрить и использовать зажигалку, если хотите — мы также видели, как люди использовали чипсы Dorito в качестве зажигалки, но никогда не одобрили бы такое расточительное использование таких вкусных треугольных закусок.)
На вершине вашего вигвама с маленькими палочками , добавьте пару веток среднего размера, чтобы не перегружать жаровню, прежде чем зажигать трут. Когда огонь полностью разгорится и ваши куски дерева среднего размера начали яростно гореть, вы можете начать добавлять большие ветки и большие куски дерева, прежде чем добавлять какие-либо заросшие сорняками отходы, которые у вас есть.Однако будьте осторожны — добавляйте зелень постепенно, чтобы уменьшить количество дыма, раздражающего соседей.
Горячие подсказки
Внешняя поверхность вашей жаровни станет горячей и останется таковой некоторое время после того, как огонь потухнет. Убедитесь, что вы держите руки подальше от металла, и, когда закончите, не забудьте промыть место пожара водой. У костров есть привычка самовоспламеняться — особенно если ветер усиливается — и меньше правонарушений, связанных с земельным участком, более серьезных, чем оставлять костер без присмотра.
Когда огонь погаснет и жаровня станет достаточно холодной, чтобы ее можно было использовать, вы также можете использовать золу. Некоторые люди используют его, чтобы растопить ледяные дорожки зимой, но, по нашему опыту, это не так уж эффективно (и оставляет после себя серый, грязный беспорядок). Если у вас есть компостная куча, состоящая преимущественно из пищевых отходов и скошенной травы, зола поможет снизить кислотность, создавая лучшую среду для компостирования. Вы также можете выкопать золу в тех местах, где вы планируете посадить овощи, которые хорошо растут в щелочной почве, такие как цветная капуста, капуста и лук.Древесная зола также содержит калий, поэтому ваши растения оценят это дополнительное питание.
Вы уже делали жаровню для своего сада? Есть ли у вас какие-нибудь полезные советы? Дайте нам знать об этом в комментариях!
Синдром запястного канала: причины, симптомы и лечение
Синдром запястного канала — болезненное прогрессирующее состояние, которое возникает при сдавливании срединного нерва запястья.
Также известное как защемление срединного нерва или сжатие срединного нерва, это может произойти, когда нерв опухает, сухожилия воспаляются или что-то вызывает опухоль в запястном канале.
Симптомы включают покалывание, жжение или зуд и онемение ладони и пальцев рук, особенно большого и указательного пальцев.
Национальный институт неврологических заболеваний и инсульта (NINDS) описывает синдром запястного канала (CTS) как «наиболее распространенную и широко известную из невропатий защемления, при которой периферические нервы тела сдавлены или травмированы».
CTS поражает от 3 до 6 процентов взрослого населения США. Обычно он развивается в возрасте от 45 до 64 лет, и его распространенность увеличивается с возрастом.Он может появиться на одном или обоих запястьях. Это чаще встречается у женщин, чем у мужчин.
Без лечения CTS может отрицательно сказаться на качестве жизни человека. В конце концов, срединный нерв может быть серьезно поврежден, и может наблюдаться постоянное онемение пальцев и постоянная слабость в мышцах, которые иннервируются срединным нервом.
Это часто связано с использованием компьютеров, но отчеты относятся к 1800-м годам. Он был знаком хирургам-ортопедам еще до широкого использования компьютеров.Синдром запястного канала вызывает дискомфорт в руке и в предплечье.
Симптомы имеют тенденцию к постепенному развитию с течением времени.
Первые симптомы часто появляются ночью или при пробуждении утром. Пациенты могут почувствовать потребность «встряхнуть» руки, когда просыпаются. Дискомфорт может неоднократно будить их в течение ночи.
Три основных симптома, связанных с CTS:
Эти симптомы возникают на большом пальце и двух соседних пальцах, а также на половине безымянного пальца.Они могут распространяться на остальную часть кисти и предплечье.
По мере прогрессирования состояния симптомы могут сохраняться в течение дня. Человек может потерять силу захвата, ему будет труднее сжать кулак или схватить мелкие предметы. Открытие бутылки содовой, нажатие кнопок или набор текста на клавиатуре могут стать проблемой.
Если не лечить, мышцы у основания большого пальца могут ослабнуть, и человек больше не сможет отличить горячее от холода с помощью большого пальца и пальца.
Симптомы имеют тенденцию проявляться или ухудшаться после использования пораженной руки.Ощущение покалывания, жжения и боли может усилиться, если рука или кисть находятся в одном и том же положении в течение длительного времени.
Лечение направлено на облегчение симптомов и замедление прогрессирования CTS за счет снижения давления на срединный нерв.
Люди с легкими симптомами могут обнаружить, что их состояние улучшается без лечения в течение нескольких месяцев, особенно если они в возрасте 30 лет или младше или если СТС возникает во время беременности.
Советы по самопомощи
Следующие действия могут помочь уменьшить дискомфорт:
Отдых для кисти и запястья: чем больше отдыхают рука и запястье, тем больше вероятность облегчения симптомов.
Холодный компресс. При обострении проблемы может помочь пакет со льдом на запястье, но не следует прикладывать лед непосредственно к коже.
Управление триггерами: Если CTS возникает из-за повторяющихся движений рук, человек должен делать перерывы, чтобы рука и запястье успели отдохнуть и восстановиться.
Трудотерапия: терапевт может научить человека выполнять повторяющиеся задачи по-разному.
Шины для запястья: они удерживают запястье в одном положении и предотвращают его сгибание.Их можно носить во время сна, но также и в течение дня, если они не мешают повседневной деятельности. Шины на запястье можно приобрести в аптеке без рецепта. Врач или фармацевт посоветуют, что лучше выбрать.
Большинство пациентов с легкими симптомами, которые следуют этим стратегиям, заметят улучшение в течение 4 недель.
Лекарства
Врач может порекомендовать инъекции кортикостероидов для уменьшения воспаления. Обычно они вводятся путем инъекции непосредственно в канал запястья.Таблетки доступны, но обычно они менее эффективны. Сначала боль может усилиться, но через 2 дня она должна начать уменьшаться.
Если ответ хороший, но симптомы возвращаются через несколько месяцев, может быть рекомендована другая доза. Однако дальнейшее использование кортикостероидов не рекомендуется, так как могут возникнуть долгосрочные побочные эффекты.
Нестероидные противовоспалительные препараты (НПВП), такие как аспирин или ибупрофен, могут помочь облегчить кратковременную боль. Это может помочь только в том случае, если CTS вызвана основным воспалительным заболеванием, а не повторным использованием.
Другие методы лечения, которые могут помочь, включают упражнения и инъекции ботокса.
Исследование, опубликованное в журнале Clinical Rehabilitation , обнаружило «убедительные доказательства эффективности местных и пероральных стероидов; умеренные доказательства того, что витамин B6 неэффективен, а шины эффективны, и ограниченные или противоречивые доказательства того, что НПВП, диуретики, йога, лазер и ультразвук эффективны, тогда как лечебная физкультура и инъекции ботулотоксина B неэффективны ».
Хирургия
В тяжелых случаях, когда лечение не было эффективным, а симптомы сохранялись не менее 6 месяцев, может потребоваться операция.
Операция по освобождению канала запястья, также называемая декомпрессией канала запястья, является амбулаторной процедурой. Не требует ночевки в больнице.
Операция включает разрезание связки запястья, которая является крышей запястного канала, для уменьшения давления на срединный нерв.
По оценкам клиники Кливленда, успешность операции по поводу CTS превышает 90 процентов, и проблема редко возвращается.
Как и при любой операции, всегда существует риск осложнений, включая инфекцию, послеоперационное кровотечение, повреждение нервов и рубцевание.
Самопроверка CTS включает легкое постукивание по запястью, чтобы проверить, не вызывает ли это ощущение покалывания или онемения в пальцах.
Другой тест — согнуть запястье или подержать его над головой в течение минуты. Если есть боль, онемение или покалывание, это может означать, что присутствует CTS.
Однако эти тесты не являются окончательными.
Врач первичной медико-санитарной помощи обычно может диагностировать CTS после того, как спросит о симптомах и осмотрит руку и запястье на предмет слабости мышц вокруг большого пальца.Они также оценят, насколько хорошо человек может использовать руку и запястье.
Ряд тестов может указать, есть ли у человека CTS.
Тест Тинеля или признак Тинеля : Врач слегка постукивает по срединному нерву на запястье, чтобы увидеть, чувствует ли пациент онемение или покалывание в одном или нескольких пальцах.
Тест Фалена на сгибание запястья : Пациент прижимает тыльные стороны рук друг к другу, так что запястье сгибается. Если в течение одной минуты возникает покалывание или онемение, возможно, поврежден срединный нерв.
Исследование нервной проводимости : Электроды помещают на кисть и запястье. Применяются небольшие удары током. Тест измеряет, насколько быстро нервы передают импульсы мышцам.
Электромиография : тонкая игла вводится в мышцу. Электрическая активность на экране может показать, есть ли повреждение срединного нерва, и если да, то насколько серьезно.
Анализы крови : Анализы крови могут выявить основное заболевание, которое может быть связано с синдромом запястного канала, включая гипотиреоз, ревматоидный артрит, артрит или диабет.
Сканирование изображений : Рентген может показать наличие перелома или другого заболевания, например ревматоидного артрита. Ультразвуковое сканирование позволяет проверить структуру срединного нерва. Исследования показали, что МРТ бесполезны при диагностике синдрома запястного канала.
Вот два упражнения, которые могут помочь облегчить дискомфорт при CTS:
1. Сожмите кулак тыльной стороной ладони вниз. Поднимите пальцы вверх, пока они не будут указывать прямо к потолку.Повторите 5-10 раз.
2. Сожмите кулак. Раскройте руку и разведите пальцы, максимально растягивая их. Повторите 5-10 раз.
Однако неясно, действительно ли упражнения приносят пользу.
Запястный канал, также известный как канал запястья, представляет собой узкий жесткий проход костей и связок в основании кисти. Срединный нерв и сухожилия также находятся в канале запястья.
Запястный канал иногда может сужаться из-за раздражения и воспаления сухожилий или из-за того, что какой-то другой отек оказывает давление на срединный нерв.
Ощущения ладони, большого пальца и трех других пальцев контролируются срединным нервом. Срединный нерв также контролирует мышцу, которая проводит через ладонь к мизинцу. Он не контролирует мизинец.
Давление на этот нерв может вызвать боль, онемение и слабость в руке и запястье, и это может вызвать боль, распространяющуюся вверх по руке и даже к плечу.
CTS может развиваться по разным причинам. Однако это более вероятно, если человек часто использует крайние движения запястья, если он подвергается вибрации и если он неоднократно использует свои пальцы, например, при наборе текста.
Иногда нет ясной причины.
Считается, что наиболее частыми причинами являются:
повторяющиеся маневры
повторяющееся использование вибрирующих ручных инструментов
рабочий стресс
беременность, например, из-за отека или задержки жидкости
воспалительные, дегенеративные и ревматоидные артрит
гипотиреоз или недостаточная активность щитовидной железы
диабет
травма, такая как вывих или перелом запястья
структурные проблемы в лучезапястном суставе
поражения запястья
киста или опухоль в запястном канале
гиперактивный гипофиз
любой вид опухоли или воспаления вокруг сухожилий
Исследования и возможные факторы риска
Исследователи обнаружили, что предыдущий перелом запястья и использование инсулина, метформина и сульфонилмочевины связаны с более высокой вероятностью CTS.Курение, заместительная гормональная терапия (ЗГТ), комбинированные пероральные противозачаточные таблетки и пероральные кортикостероиды, по-видимому, не связаны с более высоким риском СТС.
Одно исследование показало, что ожирение в сочетании с квадратной формой запястья может увеличить вероятность развития CTS. Однако команда пришла к выводу, что причиной, вероятно, было не ожирение, потому что, когда участники с ожирением теряли вес, они продолжали иметь CTS.
Та же команда пришла к выводу в другом исследовании, что возраст женщин в период менопаузы может быть фактором, и что гормоны, связанные с беременностью, могут увеличивать риск СТС у женщин во время менопаузы.
Женщины в постменопаузе, которые принимают препараты ингибиторов ароматазы для лечения рака груди, часто испытывают СТС.
Помимо производственных факторов, основным риском CTS является воспалительный артрит, но гипотиреоз и диабет, по-видимому, также увеличивают вероятность его развития, согласно исследованию, опубликованному в журнале Journal of General Internal Medicine .
Национальный институт неврологических расстройств и инсульта (NINDS) сообщает, что CTS в три раза чаще встречается у людей, работающих на сборочных операциях, чем у персонала, занимающегося вводом данных.
Канадский центр гигиены и безопасности труда (CCOHS) перечисляет следующие профессии как факторы риска для CTS:
Поделиться на Pinterest CTS связана с повторяющимися движениями рук, но нет никаких доказательств того, что использование компьютера является важным фактором.
рабочих сборочного конвейера, обрабатывающих предметы на конвейерной ленте
кассиры на кассе, использующие лазерные сканеры
заводские, фермерские или механические рабочие, которые носят плотные перчатки
садовники, прополка вручную
слесари, поворачивающие ключи
механики, использующие отвертки и нажимающие трещотки
музыканты, использующие лук для струнного инструмента
офисные работники, использующие мышь и клавиатуру
маляры, неоднократно использующие спрей gun
птицеводческие или мясоперерабатывающие рабочие, которые обрезают и обваливают кости
рабочие, маляры и плотники, которые вдавливают инструменты в ладонь
Повторяющиеся движения, связанные с такими видами деятельности, как вязание, также могут увеличить риск.
Меры по снижению риска развития CTS включают:
не сжимать слишком сильно при выполнении ручных задач
не чрезмерно сгибать запястье, например, полностью вниз или вверх
спать и работать с прямыми запястьями
предотвращение повторяющихся сгибаний и разгибаний запястий
поддержание правильной осанки для предотвращения чрезмерной нагрузки на запястья и руки
изменение конструкции рабочей станции для уменьшения неестественных и неудобных положений запястий
отдых и частые перерывы при выполнении рутинных задач для защиты от долгосрочные эффекты
держать руки в тепле с помощью перчаток в холодной среде, так как холодные руки могут увеличить риск развития CTS
лечения любых основных состояний, например, установление хорошего контроля уровня глюкозы, чтобы помочь предотвратить осложнения диабета
По данным Национальной медицинской библиотеки, существует нет доказательств того, что использование компьютера увеличивает риск CTS, но эргономичные клавиатуры с приподнятой и изогнутой клавиатурой могут снизить напряжение, помогая держать руки в нейтральном положении.
Некоторые люди рекомендуют упражнения для движения рук, в том числе йогу, и массаж, но исследования не подтвердили их эффективность.
Как сделать практичную марку из обычного газового баллона. Как сделать отличную марку из газового баллона своими руками пайка из Bono
Отопительные приборы применяются не только в жилых, но и в производственных помещениях. Есть отличный набор модификаций, ведь в цехах обычно нет сложных условий.Поэтому устанавливают все, что доступно и экономично — от буржуйских до технически продуманных систем отопления. Сегодня предлагаем к рассмотрению одну из самых интересных моделей печей. Топка-ракета или реактивная печь принципиально отличается от других. высокая степень нагрева и конвекции корпуса, который изготавливается либо из кирпича (каменная печь), либо из толстостенного металла. Этот отопительный прибор оборудован водяным контуром, подключается к радиаторам и получается практически полная экономичная система отопления. Наш вариант реактивной печи Автор самоделки предлагает сделать из пустого пропанового баллона. Небольшая модернизация, минимум деталей и перед вами отличный вариант нагревательной печи Для производственного цеха!
Принцип работы печи
Топка состоит из горючего, обогреваемого бака и дымовой трубы. Топливо выполнено в виде изогнутой трубы, в нижней ее части происходит горение дров. Горячий воздух поднимается по вертикальной трубе, расположенной в центре подогреваемой емкости, которая в нашем случае представляет собой газовый баллон.Поднимаясь вверх, горячий воздух нагревает стенки емкости, и, постепенно остывая, он выводит дно через дымоход, что создает конвекцию и тягу воздуха в топке. Материалы:
Перед тем, как заняться работой, необходимо помнить, что газовые баллоны чрезвычайно пожаро и взрывоопасны. Их необходимо тщательно промыть водой, скопившейся во время баллона, так как даже небольшие остатки сжиженного газа при резке могут привести к взрыву емкости.
Подготовка баллона
Бытовой баллон из-под пропана состоит из горловины, укрытия и днища. Обычно он располагается вертикально, поэтому запорная арматура остается на самом видном месте в центре шара.От него нужно избавиться, слегка столкнувшись с молотком. Путем вскрытия ключевой арматуры крыши баллоном с водой для смывания остатков сжиженного газа. Оставляем на некоторое время подставку для воды, а затем, аккуратно наклонив емкость, сливаем ее. Даже после таких мер мы бережно относим баллон к месту обработки. Используя плазменный резак, отрежьте нижнюю часть цилиндра.
Отрежьте трубу и лезвие для топлива
Следующим шагом будет вырезание металлических углов по размеру загрузочной камеры, топки и воздуховода.Нарежьте их болгаркой или плазменным резаком и обжарьте по ребрам. Соединения будут расположены под разными углами. Размеры этих элементов следующие:
Воздуховод вертикальный — 900 мм;
Топка горизонтальная — 500 мм;
Загрузочная или загрузочная камера — 400 мм.
Топка с воздуховодом соединена перпендикулярно. Отрежьте концы этих трубок на УКУ под углом 45 градусов и готовьте со всех сторон трубы. Поскольку металл в процессе сварки нагревается выше 1500 градусов по Цельсию, это может быть сказка.Поэтому не лишним будет проверить точность соединения металлическим уголком. Расположение загрузочной камеры будет наклонным, поэтому подача питателя должна быть обрезана под углом менее 45 градусов. Выставляю на топливную трубку в нескольких сантиметрах от края топки, где в дальнейшем будет располагаться зольник. По разметке сечения трубы делаем прорезь в месте соединения элементов, а на месте варим. Топливо должно выставляться плавно и надежно фиксироваться. Усиливающим его будет служить небольшой отрезок уголка, из которого были сделаны трубы. Обрезаем его точно по размеру и выставляем на дно цилиндра, проверяя идентичность ровной линии между плоскостями цилиндра с металлическим уголком. Сбор топлива, усиление вертикальной трубы канала металлическими пластинами или уголками.Место посадки для него размещаем на стенке цилиндра, а прорезь делаем плазмой или болгаркой. Чем точнее будет вырезанная выемка, тем легче ее потом прокипятить. Выставляю пятую так, чтобы вертикальная труба внутри цилиндра располагалась строго по центру. Очевидный сварочный аппарат Днище и топливопровод. Проделать отверстие на кончике цилиндра поможет обычный болт или подобный кусок металла.Вставляем в отверстие, и привариваем к баллону. Очистить швы можно шлифовальным диском и болгаркой.
Сложно представить отдых на даче без шашлыка или мангала. Современный рынок предлагает множество мангалов разного дизайна. Однако покупать мангал необязательно — сделать такое приспособление самостоятельно несложно. Один из вариантов самодельной печи Для приготовления мяса — мангал из газового баллона.
Практична, удобна, может иметь разный внешний вид — например, форму локомотива — и станет отличным дополнением дачного участка.Как сделать такой мангал, рассмотрим в этом материале.
Делаем мангал из металлического шара
Для начала следует определиться, является ли создание манги из такого контейнера лучшим вариантом. Все-таки можно практически из любой подруги: буржуйки, бочки, листы ненужного металла, кирпичи — варианты морей.
Галерея готовых вариантов
Преимущества
Первое и самое главное достоинство, которое отличает самодельные мангалы, — это экономичность по сравнению с покупкой готового мангала.Даже если в хозяйстве не нашлось старого газового баллона, можно приобрести такую емкость по невысокой цене. Остается только правильно подготовить его к превращению в Брус.
К другим достоинствам мангала из баллона относятся:
Стоит отметить размер конструкции: на решетке баллона можно приготовить вдвое больше мяса, чем на дешевом покупном шашлыке из металла.
Тематические статьи :
Недостатки
К минусам использования такого продукта можно отнести:
Некрасивый внешний вид стандартного баллона, особенно если он старый.Режущая красная краска, вмятины и следы сварки испортят эстетику мангала, если не работать над его отделкой. Лучше использовать термостойкое покрытие — это дополнительно защитит от ожогов при готовке.
Большая масса конструкции — переносной такой марки будет только условно. Взять товар с собой не получится, поэтому этот вариант подходит только для использования на территории.
Если навыков работы со сварочным аппаратом будет недостаточно, пострадает надежность конструкции.
Совершение ошибок при изготовлении мангала, несоблюдение технологии приведет к низкой эффективности, а то и к выходу мангала из строя.
Не забывайте о главной опасности — возможности взрыва цилиндра при резке. Чтобы этого не произошло, нужно правильно провести подготовительные работы.
Фото: При резке цилиндра помните о технике безопасности
Подготовка материалов и инструментов
Сначала выберите баллон.Рекомендуемый объем — 50 литров, чтобы мангал получился большим. Перед приготовлением самодельной мангалы емкость очищают от остатков топлива. Делайте это осторожно, даже если кажется, что емкость полностью пуста.
Очистка газового баллона
Несмотря на то, что основной массы пропана в баллоне давно нет, на стенках и дне скапливается опасный конденсат. Чтобы от него избавиться, необходимо:
выпустить газ естественным путем — через вентиль;
промойте баллон.
Для полного опорожнения переверните контейнер дном. Чтобы понять, выходит ли газ, смочите вентиль мыльной водой — она будет пузыриться. Другой способ — запах. Из-за наличия в позе пропана век он очень сильно пахнет, особенно если его много в баллоне. Поэтому его следует убирать на открытом воздухе, желательно подальше от людей, чтобы никто не запаниковал. И, конечно же, вдали от источников огня.
Фото: Заливка клапана пропаном
Промывка баллона осуществляется по следующей схеме:
Клапан зарублен.Сделайте это вместе — помощник постоянно поливает место для питья водой, чтобы воздушный шар не взорвался от нагрева и искр.
Через отверстие в емкости вода под давлением. При этом баллон встряхивают, чтобы хорошо промыть стенки.
Воду оставляют на несколько дней, после чего спускают. Поскольку он будет наполнен меркаптанами, запах будет едким. Не советую наливать такую жидкость на кровать.
Чтобы вода не пахла, добавьте марганец, вызывающий окисление пахучих соединений.
Избавиться от резкого запаха газа непросто. Чтобы окончательно вывести его, очищенный и распиленный цилиндр сжигают изнутри.
Инструменты и дополнительные материалы
Для дальнейшей работы вам понадобятся:
болгарский;
сверло;
сварочный аппарат;
металлические петли и ручка для крышки;
трубы стальные для создания ног.
Если работа будет проводиться самостоятельно, заклепки также будут использоваться для временного крепления крышки.
Технология изготовления мангалы
Пока тара моется, создаем рисунок. Сделать бренд из баллона пропана несложно — в простом варианте изделие состоит из трех элементов: корпуса, крышки и ножек. Сложнее походить на схему паровоза манга-феррис для курения. На чертеже размечаем размеры, определяем расположение крышки, пропилов для шампуров, крепежа для решетки гриля и т. Д.
Чертеж: Мангала
Основная работа состоит из трех этапов:
распиловка каллона,
набухшие ножки
монтажные крышки.
Дополнительный этап — оформление готовой мангалы.
Маркировка и резка
Чтобы разделить емкость бака и крышку, вырежьте полукруглую часть стенки емкости. Длина окружности стандартного пропанового баллона объемом 50 л составляет 96 см. Маркировать несложно: на баке есть метки, от которых можно оттолкнуться.
По всей длине проходит сварной шов — от него отступает 24 см в обе стороны и накладываются границы отверстия.Сразу сделайте выемки под насадки для шампуня. Крайние отметки находятся на расстоянии 3 см от сварочных колец; Промежуточные — ставятся с любой ступенькой, для большего удобства рекомендуют расстояние 8 см — тогда сгодятся 6 шампуров. Если вы хотите оставить место для решетки-гриля, шаг между выемками уменьшится.
Далее баллон разрезается болгаркой. Толщина стенок составляет 3 мм, поэтому разрезать тару не составит труда. Начните с продольных линий, а потом переходите к поперечной разметке — иначе можно получить травму, когда стена с силой уйдет от пропила.Важно использовать средства индивидуальной защиты — маску, перчатки.
Поперечные надрезы выполняются соединением с шагом 10-15 мм от сварных швов. В этих точках металл удваивается, а сдвиг позволит сэкономить немного времени и часть шлифовального круга. Кроме того, на нижнем ярусе будет удобно лежать мантал-мангал.
После резки стен бакгар делает надрезы под шпажками. Чуть ниже просверлите отверстия для прохождения воздуха. Такие же люмены сделаны в нижней части манги.Не соприкасаются только днище и крышка баллона, чтобы ветер не задувал углы.
Заглушка
На втором этапе самодельный мангал комплектуется крышкой и ручкой. К этой детали приварены металлические петли — крепеж может выйти из строя под действием высокой температуры. Чтобы было удобно работать в одиночку, временно прикрываем неподвижные заклепки. Петли расположены на одинаковом расстоянии друг от друга.
Для ручки используется металл, так как дерево и пластик в процессе эксплуатации могут деформироваться, сгореть или оплавиться.
Ножки
В зависимости от стационарной или переносной латунной подбирается форма ножек для нее. Для мобильного варианта эти детали делают из труб или металлических уголков, приваривая к концам широкие площадки, чтобы мангал не уходил под землю под действием своего веса. Высота изделия подбирается индивидуально; Экспериментальным способом установлено, что на ножки длиной 20-30 см удобнее ставить клеймо.
Фото: Готовые опоры из металлической трубы
Стационарный мангал, как правило, монтируется на фундамент из бетона или кирпича.Кроме того, дизайн можно стилизовать — например, обрезать кованые колеса, чтобы придать мангалу тип локомотива.
На этом мангал из баллона готов. Остались только финишные штрихи — приварка крепежа для решетки, покрытие корпуса термостойкой краской и прочая отделка. Вдобавок к одной боковой стенке приваривается дымоход, а к другой — топка. При закрытии крышки получается коптильня.
Таким образом, повернуть стандартный газовый баллон Универсальный мангал не так уж и сложно, главное соблюдать технику безопасности при работе.Емкость из-под пропана позволит воплотить в жизнь разные дизайнерские идеи мангала, что станет отличным дополнением загородного отдыха на выходных.
Стандартная лапка
Отдых на даче или выходные в загородном доме Когда собираются друзья или родственники, сложно представить без мяса без запаривания на огне. Купить качественный мангал или коптильню очень дорого, а изделия из тонкого металла из листового металла недолго служат. Сделать бренд из газового баллона своими руками — вот выход для домашнего мастера.
Особенности, недостатки и преимущества конструкции
Мангал из газового баллона, сделанный своими руками, имеет ряд преимуществ перед заводскими «заводами»:
Низкая цена. Часто старый баллон от газовой плиты «в лучшем случае» хранился в гараже у хозяина мараты. Использованные мощности можно купить в сервисе автосервиса газового оборудования или в пунктах приема металлолома. Обойдется, что будет несколько сотен рублей. Для изготовления вам понадобится минимум инструментов и расходных материалов.
Длительный срок службы. Газовые баллоны изготавливаются из стали толщиной не менее 3 мм — это гарантирует минимум 10-15 лет интенсивной эксплуатации, а недорогие заводские решетки формируются за 2-3 года.
Универсальность использования. В плотно закрывающемся внутреннем пространстве можно жарить или запекать любые продукты. После доработки получается смутер из двух газовых баллонов для горячего копчения мяса и рыбы. Таким образом, из газового баллона получается газовый баллон, газовый гриль заменяется на газовый гриль.
Мобильность.Установка двух или четырех колес делает мобильное устройство, его можно самостоятельно транспортировать в любое место на участке. Легкость использования. Можно не ждать, пока коснутся угли, а просто закрыть крышку и начать застолье. Маленькие хитрости в виде жира, термометра и регулятора тяги позволяют получать удовольствие от готовки, а сам процесс можно контролировать.
Декоративность. В Интернете представлено множество чертежей для изготовления мангалов из газового баллона своими руками, некоторые модели становятся украшением сайта.
Автоспуск и недостатки:
Для использования Б. в зимнее время потребуется много дров или угля — большие цилиндрические мангалы быстро охлаждаются на морозе.
На начальном этапе изготовления необходимо строго соблюдать меры безопасности, чтобы не допустить взрыва остатков газа или конденсата.
Выбирая тару небольшого размера, возникают неудобства при использовании — в марку не влезет достаточное количество дров.
Инструменты для работы
Для работы вам понадобится обычный набор инструмента «Сумасшедшие ручки»:
Сотовый станок (болгарка) нужен для резки подставки, если используется баллон от бытового газа. Вырезать дополнительные детали крышки, уплотнители, вырезать трубу или фитинги для каркаса устройства, зачистить и отполировать швы от сварки — все это выполняется болгаркой.
Электродрель пригодится для сверления посадочных мест под шампуры, отверстий для притока воздуха и крепежных болтов.
Два регулируемых или газовых ключа с удлинителем ручки для поворота крана.
Сварочный аппарат для соединения деталей.
Рулетка, линейка, мерный уголок для разметки частей будущего мангаала.
Расходные и конструкционные материалы:
круги отрезные, зачетные и шлифовальные на шлифовальном станке;
металлопрокат;
электродов;
Петли дверные металлические черные;
труба профильная для цоколя;
металлическая планка уплотнителя двери;
мел или строительный маркер;
термократия, чтобы придать привлекательный вид.
Подготовительный этап
На начальном этапе, чтобы работа пошла быстрее, подготовьте инструменты и купите комплектующие.
Выбор баллона
Оптимальная емкость имеет баллоны емкостью 50 литров. Большие «бочки» неэкономичны по расходу топлива, тяжелые, а размер меньших потребует коротких шампуров. Не исключена ситуация, когда одной засыпки дров недостаточно, чтобы довести мясо до готовности. Из небольшого баллона сделайте бренд для небольшой семьи.
Лучше отказаться от покупки ржавых сквозных баллонов — при регулярном использовании они быстро испортятся. Целеры на корпусе самостоятельно работать не будут. Поэтому, если к внешнему виду предъявляются повышенные требования, покупать такие баллоны тоже не стоит.
Как обращаться и обезопасить себя от взрыва
В старых конденсаторах из-под пропана есть необходимые газовый или жидкий конденсат (бензин). Резка болгаркой может вызвать взрыв газовоздушной смеси.Поэтому перед началом работ проводятся мероприятия по предотвращению возможной аварии:
слить жидкую фракцию пропана;
заменить воду на газ;
предотвращают попадание кислорода во внутреннюю полость заготовки.
Последовательность:
Воздушный шар перевернуть дно, открыть кран. Пропан тяжелее воздуха, поэтому через расположенный внизу кран остатки газа быстро улетучатся. По времени это займет около суток.
Открутите вентиль. Вам понадобятся два ключа разводки — один для удержания цилиндра от проворачивания, второй — для откручивания крана. Баллон кладем сбоку, ключ большего размера. Он понадобится для удержания емкости от скатывания. Этот инструмент фиксирует места подключения крана и упора в землю. Метчик откручивается вторым ключом с помощью удлинителя от трубы или ударяет по ручке ключа тяжелым молотком.
Через отверстие для установки крана бак наполняется водой до кромки.Лучше использовать жидкость с добавлением мыла — так достигается чистота внутренних стенок.
Схема и чертеж
Перед началом работ необходимо сделать чертежи мангала из газового баллона с размерами. Картинки понадобятся, чтобы не ошибиться, вырезая дырочки. На схеме обязательно указывают:
размеров дверей;
базовая высота;
установка размещает петли и ручки.
Из одиночного газового баллона можно сделать как обычную открытую фасоль, так и конструкцию с крышкой.Первая модель изготовлена путем распиливания цилиндра на две части. Далее останется болгарка, чтобы сделать прорези для крепления шампуров. Инструкцию по изготовлению второй модели рассмотрим подробнее.
Маркировка
Удобная маркировка мелом или перманентным маркером.
На каждом цилиндре сварка — по ним удобно ориентироваться, проводя разметку.
Для разметки воздушного шара под мангал:
Измерьте окружность цилиндра.Из него удобно сделать рулетку или швейный метр. Разделив результат на четыре, получаем расстояние от продольного шва до посадочных мест пил. Отмечаем их мелом и линейкой.
От швов, на которых закреплены боковые стенки, отступить на 1,5-2 см к центру цилиндра и провести ровную окружность.
Отмечаем место прорезей для фиксации шампуня, расстояние оптимальное, расстояние 8-9 см.
Разделив длину продольного шва на три части, намечаем места, где будут привариваться петли крышки.
Производство
Подготовительные работы завершены, можно приступать к изготовлению мангалы.
Распил
Первые стержни изготавливаются при заполнении цилиндра водой. Жидкость не пойдет, если установить кран, он не сильно затягивается. Для удобства нарезки емкость вынесена сбоку, закрепив от проворачивания вагонкой под стены. Можно резать болгаркой или электроловкой с пилотом по металлу.
Первый вариант предпочтительнее, так как стенки толстые и гвоздики быстро выходят из строя.При использовании лобзика отверстие предварительно просверливается в месте шва. Для циркуляции воздуха в нижней части выполнены сквозные перекладины. Длина проемов 8-10, расстояние между пропульсами 10 см.
Как вырезать крышку, дырочки под шампуры
При питье откидной крышкой есть одна хитрость — сначала сделайте продольные грани, где будут располагаться петли. Их лучше сразу приварить, так крышка будет установлена точно на свое место. Тот же совет относится и к креплению ручки — пока будущий чехол закреплен, побороть кронштейны или проще проделать отверстия под болты.Далее полностью обрежьте крышку по периметру. После того, как откидная крышка сделана, в пазах прорезают глубину до 1 см для фиксации шампуров для шашлыка.
Установка крышки и ручек
Материалом для ручек может служить фурнитура, а лучше покупать готовую деревянную ручку с металлическими скобами.
Для удобства использования и предотвращения ожогов крышка ручки предусмотрена на расстоянии не менее 8 см.
Приварите или затяните болты через заранее просверленные отверстия.Если крышка будет выставлена так, как рекомендовано выше (до полной обрезки), то с точной посадкой сложностей не возникнет. По периметру выреза корпуса с внутренней или наружной привариваем металлические полосы, которые обеспечат «герметизирующую» конструкцию в закрытом состоянии. Ленты прижимаются к основанию хомутами или «крокодилом» и захватываются сваркой.
Вдоль пропила S. inner Желательно встретить уголок с полкой 32 мм. Он укрепит конструкцию, а полка уголка станет опорой для решетки барбекю.Для удобства фиксации в открытом положении «На месте» приварите два упора. Сделайте их из угловой или гнутой фурнитуры. Для удобства приготовления в крышке установлен градусник, который приобретается в интернет-магазинах. Для установки просверливается отверстие необходимого диаметра.
Ножки
В простом варианте ножки для мангала изготавливаются из отрезков арматуры или профильной трубы с поперечным сечением 20-30 мм. Ножки можно сразу приварить к баллону, но лучше сделать подставку.Для этого металлическую полосу согните по внешнему диаметру балерины и приварите к ножкам. Для жесткости конструкции вертикальные стойки приваривают по периметру с горизонтальной крестовиной.
Дымоход
Дымоход полезен при приготовлении пищи с закрытой крышкой. Для его изготовления вам понадобится колено 90 ° и отрезок трубы длиной 1 м. Диаметр изделия 80-100 мм. В боковой стенке цилиндра прорезается отверстие, в которое загибается угол. Затем его расширяют прямой трубой.
Окраска
Окрашиванию придает привлекательный вид. Это увеличивает дизайн, так как требуется специальная краска.
Выбор краски
Обычной краской для покраски мангала не бывает — после разведения огня она загорится, а готовая конструкция приобретет черный цвет. Специальные силиконовые краски, устойчивые к воздействию высоких температур. Краска для батарей центрального отопления Для мангалов не подходит. Теплоноситель в аккумуляторах прогревается до 80-90 ° С, а при сжигании дров мантальные стенки могут оплавиться до 300-500 ° С.
Способы покраски
Перед покраской зачищаем швы, удаляем остатки старой краски. Обращаем особое внимание Места со следами ржавчины. Подготовленную поверхность промывают растворителями. Окрашивайте только внешнюю поверхность Мангала — внутри открывайте огонь, в любом случае краска выгорит.
Перед первым использованием назначения готовая конструкция горит на «холостом ходу». Вещества, выделяемые из краски, могут быть ядовитыми.
Опции использования
Сделав дополнительные устройства, BRAIN превращается в многофункциональное устройство.В очень простом случае При открытой дверце жарятся шашлыки на углях — уже изготовлены ножи для шампуров. Из двух полок холодильника, соединенных крест-накрест, сделайте решетку-решетку. Подставками для него служат приваренные внутри цилиндра усилители.
Для приготовления плова используются казаны, установка которых возможна на специально приваренной подставке. Гриль с закрытой крышкой отлично подходит для рыбы горячего копчения. Пилы в этом случае высыпают с одного из краев.
Сделать мангал из газового баллона самоделкой Master Under power на 1-2 дня отдыха.Потратив еще немного времени и просмотрев образцы готовой продукции, можно сделать многофункциональное устройство. Он послужит не только для приготовления пищи, но и для украшения внутреннего двора.
Изготовить клеймо из газового баллона можно за несколько часов. Преимущества такой конструкции очевидны — относительно небольшие габариты, удобство, возможность оформления в любом стиле. Посмотрев видео на эту тему знатных мастеров, можно удивиться. Какие виды мангалов только не придумали — и похожи на подводную лодку, и на паровоз, и на крокодилов.Возможно использование в качестве коптильни или барбекю, что расширяет функциональные возможности конструкции.
Сразу возникает желание поплакать рыбу или курицу. Купить мангал не проблема, а самый простой стоит около 500 рублей. Но как долго она прослужит такой мангал из прекрасной нержавейки? Неизвестно, потому что материал, из которого сделаны такие мангалы, не внушает доверия. И будет полезно только в том случае, если вы планируете отдыхать на природе и мест для полноценной манги при транспортировке просто нет.
Основа конструкции — газовый баллон, его объем — 50 литров. Высота 1,2 м, и этого достаточно, чтобы впоследствии долго удерживать тепло. И без труда уместится парочка больших мангалов (актуально для приготовления большого количества мяса). На баллоне не должно быть внешних повреждений, иначе небольшие очаги коррозии под воздействием высокой температуры и открытого пламени превратятся в дыры. Не сразу, а через несколько лет активного использования металлу ожидает такая участь.А если вы решили покрыть готовую решетку слоем термостойкой краски, дефекты вылезут наружу. Отверстия можно кормить, но внешний вид от этого ухудшится. Для работы вам потребуются инструменты и материалы:
электродрель;
болгарский;
трубный ключ;
Зубило и молоток
;
Отвертка
;
металлическая труба;
петли дверные;
металлический уголок.
К раме от старой парты можно подойти как ножки для мантии, стойки от швейной машинки.Можно использовать самоделку из уголка или профтруба, фурнитуру. Если марка установлена на постоянное место, можно выложить подставку под кирпич. Только предусмотреть, чтобы дно можно было легко выбирать из ясеня.
Виды мангалов
Самый простой вариант — открытая марка из газового баллона, своими руками она очень проста, так как в ней нет крышки, возможности копчения или мангала. Но можно делать и более сложные конструкции:
Если есть фантазия, то из фурнитуры и металлических стержней можно сделать фигурные ножки, ручки, ограничители.Воплощения мангальтов масса, даже глаза разбегаются на формы построек. Во дворе предусмотрите место для установки мангалы — подальше от газовых труб и проводки. Рядом не должно быть емкостей с краской, топливом, деревянных построек.
Подготовительный этап
Всегда соблюдайте правила безопасности. Минус пропанового баллона в том, что пары газов держатся в нем довольно долго. Даже если в баллоне долгое время нет газа, он может взорваться от малейшей искры.Поэтому в первую очередь это стирка. Сначала откройте клапан и лопните газ, который мог остаться в баллоне. Затем переверните и избавьтесь от конденсата.
Осторожно срезать глазок шарового крана, поливать время от времени холодной водой. Затем подсоедините шланг и наполните баллон водой, иногда встряхивайте, чтобы газ лучше стекал. Баллон необходимо одновременно с водой не менее суток, только после этого необходимо его опорожнить (делать это вдали от жилых домов, а не на земле). Все, емкость готова к работе.
Если делать открытый бренд или мангал, то чертежи не нужны, конструкция достаточно простая. И вообще никаких особых требований нет, все зависит от ваших предпочтений, в каких пропорциях нарезан цилиндр. Но стоит ознакомиться с рекомендациями:
Самый простой вариант — разрезать емкость на две части, съесть ножки, и получится два хороших открытых кувшина. Но функциональность ограничена, а внешний вид не очень привлекателен.И в любом случае нужно установить на ножки, чтобы было удобно готовиться. Как вариант — воевать тремя трубами поперек, чтобы конструкция приземлилась. Но сидеть возле жаровни на корточках неудобно, особенно если нужно приготовить много еды. Поэтому мангал лучше делать своими руками, с функцией копчения и всеми возможными мелочами, полезными при эксплуатации. Перед изготовлением изучите фото конструкций, выберите для себя наиболее привлекательный вариант.
МАНГАЛА МАНГАЛА ИЗ ПРОПАНСКОГО БАЛЛОНА: Чертежи с размерами
Самый удобный вариант — воспользоваться газовой горелкой, но не у всех она есть дома.А вот болгарку найти намного проще. Вам нужно очертить границы, по которым вырезается обложка:
Для работы потребуется несколько дисков, так как толщина стенок пропановых баллонов большая, а температура немаленькая. Чтобы сэкономить материал, обрезку нужно проводить не полностью, оставляя небольшие участки. Впоследствии с помощью стамески отразите эти остатки стенки емкости.
Заранее посчитайте, какой высоты у вас будет конструкция.Упоминалось, что в качестве декоративной подставки подставка подходит для швейной машинки. Но если никого нет, сделайте ножки из труб, прикрепив их к низу основы мангаала. Изначально закрепите ножки болтами (резьба должна выходить). При необходимости отрезают болт и, наконец, к основанию приваривают ножки. Снизу к ножкам приварены металлические планки, чтобы в трубы не попадала грязь.
Если вы не планируете пользоваться мангалом на Земле, лучше сделать регулируемые ножки.Для этого каждую гайку приваривают так, чтобы их плоскости совпадали и были параллельны основанию, на котором планируется установка. Болты выступят в роли регулятора, закрутите их до упора. После этого в зависимости от основания открутите на несколько оборотов, добиваясь устойчивого положения конструкции. Аналогичная регулировка предусмотрена для стиральных машин, ванных комнат, холодильников и другой бытовой техники.
Просверлить отверстия под петлю, зафиксировать заклепками и приварить. В том случае, если его посадить только на заклепки, под действием высоких температур крышка рано или поздно исчезнет.Можно без петли — съемный чехол устанавливается сверху на основание. Но 4 ремня придется предусмотреть, что не даст ей выйти из строя. В верхней части крышки проделываете отверстия и устанавливаете одну-две ручки. Они должны быть изготовлены из жаропрочных материалов. Самый простой вариант — металлический Прут. Он сгибается и приваривается с тыльной стороны манги, чтобы можно было при необходимости сдвинуть конструкцию.
В качестве ограничителя подходит обрезка трубы или уголка. Это не даст крышке заплыть на обратную сторону и завалить всю конструкцию шпажками и мясом.Для фиксации можно использовать 1-2 отрезка цепочки. При сборке сначала закрепите все элементы конструкции с помощью хомутов. Благодаря этому не будет зазоров, внешний вид будет привлекательным даже несмотря на простоту. Жаровню из газового баллона можно сделать за 3-4 часа при наличии необходимых материалов и инструментов. Вот вам видео с пошаговой инструкцией и все размеры:
Дополнительные атрибуты дизайнерские
При использовании мантала могут появиться деформации из-за нагрева.С внутренней стороны основания по всей мангалу вылепите небольшие металлические уголки. Благодаря этим вытяжкам на лежбищах будут хороши шпажки или решетка. Чтобы самодельный мангал был более устойчивым, к ножкам привариваем отрезки уголка или трубы. Можно при желании сделать и несколько перекрестков.
В днище и боковинах нужно проделать отверстия, необходимые для создания тяги и слива жидкости после мытья или дождя. Из той части емкости, с которой стоял вентиль, можно развести срез трубы для удаления дыма.Но актуально это только в том случае, если марка используется с закрытой крышкой. Если готовка происходит без крышки, делать это необязательно. Для удобства под шпажки проделайте отверстия у основания мангалы. При приготовлении они пригодятся, так как шашлык с мясом или овощами не перевернется собственным весом. Так что сделать марку из газового баллона достаточно просто, не стоит пренебрегать такими полезными мелочами.
Для улучшения внешнего вида можно раскрасить всю конструкцию. Существует большое количество полатов, способных выдерживать температуру до 800 градусов. Это важное условие, так как обычные краски при нагревании просто разгораются, да еще и отравляют пищу, если она уже находится на лежбище. Перед покраской нанесите грунтовочный слой (он также должен быть термостойким). Красный, черный, серебристый — именно такая цветовая гамма доступна для термостойких красок. Но этого вполне достаточно. Сделать бренд из воздушного шара несложно, но определиться с тем, какой дизайн выбрать — важный момент.Идеальный вариант — это изготовление коптильни и мангалы в одной конструкции. Вот пара хороших идей На фото они увеличиваются при нажатии:
Как все это сделать смотрите на видео:
При желании можно сделать стационарный мангал, сварив столики по бокам и спереди. Так как температура высокая, лучше делать их из металлического уголка. На таких столах будет удобно кататься на мясе или овощах — на них можно ставить сковороды.А если застолье ожидается долгое, нельзя тушить угли и рядом чайник, кастрюлю с продуктами, чтобы они дольше оставались горячими.
В любое время года хочется приготовить мясо, овощи на костре, чтобы ощутить особый аромат и вкус продуктов. Поэтому рассмотрим, как сделать самодельную марку из газового баллона. Потребуется какое-то время, какие-то инструменты и материалы. В результате вы можете получить привлекательный и функциональный дизайн с крышкой.
Выделим основные преимущества создания мангаала своими руками из обычного газового баллона:
экономия — Даже самая обычная готовая марка с аналогичным функционалом будет стоить недешево, а имея под рукой газовый баллон, можно сделать прибор, потратив минимум денег и немного времени;
easy — благодаря подробной инструкции Собрать изделие сможет даже новичок, достаточно иметь обычные навыки обращения с инструментами и материалами;
Функциональность
— вы можете задать своими руками необходимый уровень функциональности устройства, установив необходимые дополнения;
мобильность — конструкцию, сделанную своими руками, легко перемещать с места на место и транспортировать;
высокая прочность и долговечность — конструкция из газового баллона отличается повышенной прочностью, обеспечиваемой использованной сталью с высокими эксплуатационными качествами, поскольку она способна выдерживать высокое давление и воздействие газовой среды;
простота в эксплуатации — дно не горит, и после использования не нужно заливать водой — достаточно закрыть крышкой.
Препарат
Примечание: Прежде чем приступить к созданию мангаала своими руками, необходимо позаботиться о выпуске газа, который всегда остается в использованном баллоне.
Возможно, конденсат. Поэтому изделие нужно открыть (открутить вентиль), дождаться выхода газа. Естественно, это нужно делать на свежем воздухе, на безопасном расстоянии от возможных источников огня, искр и других условий, которые могут вызвать возгорание газа.Чтобы определить, какой газ уходит (это не всегда слышно), можно использовать мыльную воду. Достаточно пропустить выход, чтобы, если поток пойдет, появятся пузыри.
Затем необходимо перевернуть баллон для выхода конденсата. Далее продукт необходимо залить водой и оставить на несколько дней. Для этого подключается шланг и под давлением подается давление. Вода должна полностью заполнить объем. После этого дальнейшая работа с воздушным шаром будет безопасной.
Пока изделие готовится, можно заняться важным делом — сделать рисунок.Ведь вам нужно будет построить устройство, которое должно иметь определенные параметры. Вот с их аккаунтом и должен быть создан рисунок. В нем должны быть указаны все размеры, элементы и особенности.
И даже для создания самодельной мангалы потребуется таких инструментов и материалов:
сверло;
болгарский;
сварочный аппарат;
Отвертка
;
труба;
петель;
заклепки.
И, конечно же, потребуется баллончик.Можно использовать вариант на 50 литров.
Маркировка
Тогда можете заняться разметкой баллона. Модели на 50 литров хватит, чтобы приготовить шесть порций шашлыка. Внешний диаметр Стандартный цилиндр 96 см. Следовательно, его удобно разделить на четыре части. Можно отступить от продольного шва, что обеспечит ровную разметку.
По обе стороны от шва нужно отступить 24 см, после чего строчки. Установив изделие по горизонтали, нужно сделать отметки для возможности размещения шампуров.По периметру баллона имеются поперечные швы. Отступать нужно на 3 см. Далее шаг между метками может составлять 8 см. В итоге их будет шесть. На отмеченных участках нужно проделать отверстия диаметром.
От первой примерной линии следует отступить еще 10 см. На этом расстоянии будет укрытие.
Границами покрытия является текущая линия и противоположная, нанесенная первой (на расстоянии 24 см от продольного шва).
Пиление
Когда этап с разметкой завершен, можно переходить к более ответственному — распиловке.Для этого воспользуйтесь болгаркой. Действовать нужно строго по нанесенным линиям разметки. Обращаться с болгаркой нужно аккуратно, не пренебрегая правилами безопасности. Следует помнить, что металлические осколки могут попасть в глаза, волосы, на кожу. Все эти части тела нужно защищать, для чего они используются. специальные средства. На голову нужно надевать головной убор, использовать очки, перчатки и закрытую одежду и обувь.
Так как толщина используемого металла не более 3 мм, эффекта с помощью болгарки будет достаточно.
Сварочные крышки и ручки
Для крепления крышки и возможности ее открывания используйте прочные петли. Их может быть три или четыре. Их следует размещать на одинаковом расстоянии друг от друга.
Высота ножек подобрана таким образом, чтобы решеткой из газового баллона было удобно пользоваться. Помимо приготовления посуды, ее должно быть удобно транспортировать, грузить в багажнике машины.
Как показывает практика, оптимальная высота конструкции — 20-30 см.Для изготовления ножек можно использовать трубу. На концах ножек лучше предусмотреть площадки, которые будут противодействовать непроизвольному углублению в структуру конструкции при использовании на природе. Это особенно важно, если применяются не трубы, а уголки, так как под весом изделия они способны очень сильно нырнуть в почву, что очень неудобно при эксплуатации.
Делаем стильную мангу из газового баллона
Ручки
можно сделать своими руками или купить в магазине.Это могут быть самые простые предметы. Желательно не использовать дерево. И пусть смотрится эстетичнее, из-за высоких температур такие изделия быстро придут в негодность. Поэтому металлические ручки — оптимальный выбор.
Готовая марка сделана вручную
Опасно
Если мангал из газового баллона создается своими руками, возникают определенные проблемы:
без термостойкого покрытия изделие может не выглядеть эстетично;
получается достаточно тяжелая конструкция, которую не всегда удобно транспортировать;
Небольшой опыт проведения сварочных работ может негативно сказаться на прочности и долговечности конструкции.
Примечание: Если есть сомнения в возможности изготовления мангаала своими руками, лучше не рисковать, а обзавестись готовым решением.
Удачные варианты мангалов своими руками
Такая конструкция рассчитана на профессионалов, а значит, способна служить долго, а эксплуатация доставит удовольствие. Единственный недостаток, по сравнению с конструкцией, сделанной своими руками, — это высокая стоимость.Использовать самодельный прибор — всегда намного приятнее и во многих случаях удобнее, так как при изготовлении можно учесть личные требования.
создание соответствующего и стационарного варианта (83 фото идеи) Как обустроить бренд на даче
Кроме того, качественно собранный МАНГАЛ может стать отличным дополнением интерьера загородной местности — элегантный, но строгий, привлекательный и пахнущий шашлык, он может стать настоящим украшением.Кто-то предпочитает пригласить специалистов Мейсона, чтобы заставить их всех работать. Но до сих пор многие ищут инструкции, рассказывающие, как своими руками сделать мангал, купить необходимые материалы и выполнить все работы самостоятельно.
Для создания мангала из кирпича своими руками потребуются кирпичи (132 шт.), Глиняный раствор, цемент, мангал, песок и несколько тротуарных плиток. Плиты кладем в фундамент под стены нашего с вами мангала. Уложим их на песчаную основу, предварительно просушив ее.При кладке кирпича не забывайте, что стены должны иметь три выступа, выложенных поперечными кирпичами, нижний выступ под бетонную плиту для угля и верхний под решетку, высоту которой можно регулировать, поднимаясь на разные уровни. Кладка ведется на глиняном растворе с добавлением (до 10%) цемента.
Как построить кирпичные мангалы своими руками
Естественно, Б. летнее время Каждому человеку хочется расслабиться и отведать вкусные шашлыки.Конечно, можно пойти на природу и там все приготовить, но если у вас есть частный квартал, то вам повезло. Соорудить мангалы из кирпича можно своими руками. Однако перед тем как это сделать, внимательно выберите место для сборки представленной конструкции.
Дело в том, что он стационарный, и переносить его с места на место будет невозможно. Кроме того, вам понадобится рисунок кирпичного мангаала. Мы разберемся, как сделать мангалу проще всего. Для этого понадобится кирпич, бетонный раствор, решетка.Из инструментов приготовьте кельму, емкость для замеса цементной смеси, а также строительный миксер. На возведение такой конструкции не придется тратить слишком много денег и времени. Дополнительным аксессуаром может стать вертел для жарки птицы, рыбы или овощей. Мангалы из кирпича своими руками не сложны, даже если у вас нет навыков строительства.
Работы начинаются с возведения фундамента сооружения. Для этого необходимо выкопать яму заданного размера и определенной глубины, а также установить опалубку.Основание должно быть достаточно прочным, поэтому при заливке бетона следует использовать арматуру. Чтобы фундамент был хорошо закреплен, верх манги должен быть построен всего за несколько недель. Представленное устройство может иметь основание, разделенное на несколько отсеков, в котором можно хранить дрова, а также специальные аксессуары.
Теперь можно начинать строить мангалы из кирпича своими руками. Первый ряд хорошо кладут на сухое основание, хотя, если вы уверены в правильности кладки, можете его забетонировать.В качестве фиксирующего раствора можно использовать смесь таких компонентов: 1 часть цемента, 1/4 части извести (протравленной), 3 части песка (просеянного). Построение кирпичной манги необходимо производить с обязательной заделкой швов. Излишки раствора следует удалить, чтобы на него не попал внешний вид конструкции. Угловые соединения кирпича следует укрепить армирующей сеткой. При возведении стен установите сетку и уголки для шпажек. Их закрепляют в кладке. Во время строительства особое внимание уделяйте фокусу.Горизонтальное основание должно быть бетонным. Для того, чтобы сделать каркас топки, необходимо использовать армирующую сетку. Следует отметить, что выступы и уголки для решетки можно делать на нескольких уровнях. После завершения строительства можно переходить к защите окружающего пространства от случайно упавшего тепла. При этом используются стыковые материалы.
Кирпич измельченный, сконструированный своими руками, может иметь дополнительную конструкцию — режущую поверхность, на которой можно готовить продукты для жарки.Вот и все особенности строения представленной конструкции. Удачи! —
Мангал островного камня — Отсюда
Нестандартно, красиво, функционально … Выполняет прогенную функцию садового очага и украшает участок. Такая марка подходит для любого сада. И его несложно построить самостоятельно.
Форма этой манги, сделанной из благородного материала GRAINIT (можно применить любой отделочный камень, а саму топку выложить из огнеупорного кирпича), самая простая.Во время посиделок в саду он «оживает»; И когда огонь гаснет, превращается в величественную каменную глыбу. Мангал отлично вписывается в окружающее пространство. Гости, приходящие в сад, не сразу понимают, что в строгом виде камнем на самом деле печь накрыта.
Стоит знать Жаровня расположена на твердом покрытии тротуарной раба, размещенной вокруг нее в виде круга. Такое же покрытие нанесено В месте, где находится стол. В топке вместо традиционного металлического выдвижного ящика используется стальная решетка с плотно расположенными стержнями. Через него воздух хорошо идет на раскаленные угли. Это улучшает процесс горения. Кроме того, зола заползла в нишу, расположенную ниже места горения. Решетка для приготовления пищи и толстая решетка печи изготавливаются на заказ под размер мангалы. Но можно купить готовые решетки (сделать это до начала строительства, чтобы исходя из размеров решеток спроектировать нишу очага).
НЕОБХОДИМЫЕ МАТЕРИАЛЫ: -Аренда блоков серых от 8 до 11 см (1 тонна) -точечная столешница (отходы от обработки камня — 0,65 м!) — договор договорный; — можно купить на фирме, занимающейся переработкой камня. камень; -Высокая стальная решетка (используется вместо металлического выдвижного ящика внутри печи) -Речата для приготовления посуды на огне — Песочно-песчаный раствор (1: 4; 150 кг) Думаю, мангал не будет плохо смотреться даже гранитную блокировку заменяют на отделочный камень, выкладывают огнеупорную кладку очага.
Столешница гриля изготовлена из цементного раствора и шлифованных фрагментов гранитной плиты; Его поверхность гладкая, поэтому на нее удобно ставить посуду. Форма столешницы повторяет очертания мангалы. Благодаря такому приему столешница стала единым целым со стенками мангала. Для кладки лучше всего использовать готовую смесь, предназначенную для кладки камня. Но это может быть цементный раствор. В процессе кладки необходимо постоянно смывать остатки остатков, потому что после высыхания их будет сложно удалить.
1.
2.
3.
4.
5.
6.
7.
8.
5353
10.
Мангал на даче — отличительная черта Наслаждайтесь отдыхом за городом с шашлыком в хорошей компании. Пожалуй, поэтому большинству дачников приятно установить на своем дачном участке мангал или мангал.
Да, можно просто купить готовый мангал На дачу, но есть что-то привлекательное в планах построить такой мангал своими руками. Загородный Мангал — это не только место сбора всей семьи и интересный элемент дизайна коттеджа,
, но очень эффективная вещь, когда нужно накормить достаточно много людей, например, на праздник; Т.к. размер поверхности любительского мангала обычно намного больше стандартного покупного. К тому же мангал, сделанный своими руками, более прочен, менее прихотлив в эксплуатации и имеет более «теплый индивидуальный» вид, чем покупной.
Задачу изготовления мангала своими руками можно решить парой умелых рук за выходные. В устройстве страны Мангала ничего сложного нет, вы сами можете увидеть это на чертеже.
Устройство представляет собой простую мангу.
Fire: Внутренняя стена манги может быть облицована огнеупорным кирпичом. Стену лучше сдвинуть немного вперед для более удобного доступа к решетке мангала. Гриль-гриль : Выбирайте чугун или нержавеющую сталь.Держится на угловых выступах. Фундамент: Площадка из бетона (8-10 см) на подушке из набухшего щебня (8-10 см) обеспечивает устойчивость конструкции решетки. Кирпичные стены: Они образуют закрытый каркас гриля, снижая расход дров на 65% и защищают от горячих искр. Сольник: Лист металлический для топлива. Находится на расстоянии 20-35 см ниже решетки-решетки.
Сделать мангал своими руками или купить?
Если у вас есть навыки кирпичной кладки, нет проблем со спиной и есть парочка готовых помочь вам с друзьями, то вы можете сами сделать бренд на выходные.
Где разместить мангал на дачном участке?
Определите преобладающее направление ветра и установите MANGAL так, чтобы дым не летел в дом или зону отдыха.
Из чего делают бренд?
Бетонные фундаментные блоки — самый дешевый строительный материал для мангала. Внутри топки его можно колоть огнеупорным кирпичом для большей сохранности тепла. Снаружи мангал можно колоть натуральным камнем.
Натуральный камень — натуральный камень Хорошо сохраняет тепло. Планируйте достаточно времени для выбора и установки камня. К тому же хорошо иметь в запасе некий излишек камня, т.к. сложно спрогнозировать точный расход материала на постройку манги из натурального камня.
Красный керамический кирпич — почти оптимальный выбор для построения манги. Внешне привлекательна, хорошо сохраняет тепло, не боится взаимодействия с открытым огнем.Для мангала из кирпича потребуется немного больше навыков кирпичной кладки, чем для мангала из бетонных блоков.
Чем превратить мангал?
Используйте сухие лампы фруктовых пород, которые придают незабываемый аромат всем блюдам, приготовленным на гриле. Предусмотрите в дизайне мангалы место, где можно заранее проложить нужные полосы, которые у вас остались при обрезке фруктовых деревьев.
Инструменты для мангала.
Щипцы — Чем длиннее, тем лучше для вашей безопасности. Щетка Металлическая для чистки решетки решетки. Перчатки Для барбекю, выдерживающего высокие температуры.
Дополнительные возможности мангалы.
Мангал на вертеле Это даст возможность равномерно обжарить большой кусок мяса.
MANGAL с дымоходом — позволяет собирать и выводить дым в сторону летней кухни или беседки, рядом с которой установлен мангал.
Камин с мангалом — Хотите построить на даче что-то грандиозное? Строим камин для патио или дачной беседки, стены которого надстраиваются по углам для поддержки мантальной решетки.
Мангал и охрана.
Пищевое отравление. Мойте руки, покупайте мясо в безопасных местах. Это лучший совет Избежать пищевого отравления во время пикника за городом.
Обугленное мясо. Вы любите мясо с мясом? Не заряжайте шашлык до черного! Обуглившиеся частицы пищи вдвое увеличивают риск рака. Чтобы можно было поднять тосты за здоровье и за мясо с легкой краснотой внутри.
Отравление угарным газом. Все хорошо на своих местах. Если вы готовите на мангале в непогоду и у вас возникает безумная мысль «почему бы не сделать это в гараже», прогоните ее сломанной метлой. Концентрация окиси углерода в помещении может быть для вас драматичной.
Огонь. Не менее 3 м от зданий, деревянных заборов, Сарай и т. Д. Позвольте вам избежать огромных повреждений в результате пожара и серьезных травм.
Тепловой удар. «Здесь так жарко, что хватит удара». Возможно, это не просто шутка. Перегрев может спровоцировать серьезное обострение болезни у людей с сердечно-сосудистыми заболеваниями.
Повседневная одежда. Не надевайте свободную одежду с орфографическими рукавами или полками при работе с жаровней.Попавшая к ней искра не сможет устроить запланированный вами салют.
Фритюрница для жарки. Работу с фритюрницей лучше оставить профессиональным поварам. Рассыпание частичками жира, открытый огонь — лучше не переоценивайте себя, мы достаточно сообразительны, чтобы понять: «игра свеч не стоит».
Осторожно, OSA. Укусы были чрезвычайно болезненными и очень опасны для людей с аллергическими реакциями. Поэтому лучше иметь в аптечке противоаллергенные препараты, а на себе рубашку с длинным рукавом.
Уголь и пожарная безопасность. Подождите 48 часов, прежде чем выбросить пепел из мангалы.
Как ухаживать за мангалом?
Очистите решетку стальной щеткой решетки мангала, чтобы на ней не скапливались зола и остатки пищи. Охлажденный гриль сбрызнуть подсолнечным маслом Для предотвращения образования на нем ржавчины. Удаляйте золу после каждого использования манги, чтобы не накапливать посторонних для следующего приготовления.
Мангал вы сделаете сами или купите готовым, он подарит вам массу приятных моментов, когда с шашлыком в руке, любуясь открытым огнем в приятной компании, вы получите такую необходимую передышку от напряженного повседневного ритма.
Шашлык, Природа — идеальное сочетание Для отдыха на выходных с друзьями, семьей. Поэтому на даче одними из первых ставят мангал. Рядом с ним можно посидеть, поболтать, повеселиться и, конечно же, вкусно покушать. Но не все знают, как правильно выбрать место под жарку и как ее обустроить. Об этом Подробнее читайте ниже.
В контакте с
Место под мангалом — это, по сути, площадка, свободная от мусора, легковоспламеняющихся предметов и находящаяся вдали от построек.Кроме того, пространство оборудовано, что делает комфортным, комфортным и безопасным.
К выбору места для размещения под приготовление шашлыка подходят со всей ответственностью, руководствуясь несколькими аспектами:
Пространство должно быть защищено от ветра. Так как последний может раздуть костер, в результате чего сгорит весь ароматный обед, но также увеличивает риск возгорания близлежащих предметов.
Детская площадка гладкая, без лампочек.Чем это потрясающе, тем стабильнее конструкция мангалы и тем проще будет ее построить своими руками.
От очага пожара до ближайших построек от горючих покрытий считают не менее 1-1,5 м в каждую сторону. Если такой возможности нет, то дымо- и негорючий.
Вокруг должно быть все чисто, недалеко гора мусора или рассыпанная сухая трава может сыграть злую шутку.
ВАЖНО! Даже укомплектованный по всем правилам стационарный MANGAL имеет повышенную степень защиты при пожаре.Любая искра приводит к возгоранию.
Варианты решений
Многие дакмы подходят для творческого выбора места. Простор, на котором обычно стоит бренд, ценят небольшой заборчик или делают стационарную и постоянную беседку, в которой уже комфортно не только готовить, но и отдыхать. Как обустроить такую площадку для барбекю, каждый решает самостоятельно: кто-то ставит возле жаровни скамейки и столы, кто-то проводит подачу воды, строит отсек для дров.
Но неизменно одно: крыша над детской площадкой, чтобы иметь возможность провести великолепный пикник даже в дождливую погоду.
Организация по феншуй.
Феншуй — древняя китайская философия, гласящая, что все в нашем мире взаимосвязано. Поэтому, чтобы жить в гармонии и спокойствии, необходимо правильно использовать пространство и прислушиваться к природе. Каждое направление в учении символизирует определенные сектора, отвечающие за ту или иную область жизни человека.
ВАЖНО! Мангал — это не только готовка, но и огонь — сильный и властный элемент фен-шуй. Он может обладать разрушительной силой (при непонимании) и творческой.
В идеале мангал устанавливают на юго-западе. Этот сектор влияет на семейное благополучие и гармонию в отношениях. Мастера рекомендуют выполнять композицию в желто-зеленых тонах. Желтый оттенок символизирует солнечную энергию и динамику, позитивные перемены в жизни, а зеленый — стабильность, спокойствие и уравновешенность.Так вы будете уверены в благополучии и счастливых отношениях в семье.
Также вокруг каминной площадки, по правилам пожарной безопасности, высаживают желтые цветы. Например, ирисы, подсолнухи, лилии или тюльпаны. Главное, чтобы соцветия были крупными, поэтому они будут притягивать в зону положительную энергию.
Материалы для жилого помещения
После выбора места позаботьтесь об организации пространства. Основное требование к используемому материалу — это его ингредиенты.Камень, газобетон, кирпич, железо — все это идеально подходит для строительства мангала.
Садоводы иногда строят из дерева стационарную беседку, но тогда стоит помнить, что само место, где находится костер, в любом случае строят из металла и камня, а деревянные части обрабатывают огнестойкой пропиткой. на несколько слоев.
Нормы по материалам
Поверхность под очагом очищена и покрыта листовым железом.Для лучшей защиты лист поднимают над землей, образуя воздушную прослойку с почвой. Для этого берется лист стали толщиной не менее 1-1,5 мм и соединяется своеобразный бутерброд в 3-4 слоя. Когда вы тренируете одну простыню, у вас есть защита.
Второй вариант организации основания Мангала — бетонное покрытие. Конечно, с ним его следует подкрасить: поставить опалубку, дождаться застывания бетона. Но при этом получается практически вечное и, в отличие от металла, непрозрачное покрытие.Вместо бетона иногда берут под фундамент газобетонные блоки.
Вертикальные стены центра также делают из металла или кирпича. Высота не менее 25-30 см.
Сами шампуры изготавливаются из стального нержавеющего стержня и крепятся непосредственно над обжаркой или дополнительно оснащаются решетками, на которых ставятся шампуры. Основное условие — это способность переворачивать мясо, овощи при варке.
В остальном оформить можно как угодно, все зависит от фантазии и смекалки садовода.
Пожарная безопасность
ВАЖНО! Пожары, возникающие из-за несоблюдения правил безопасности, составляют до 2/3 заходов в Пикники в теплое время года.
В связи с этим МЧС просит соблюдать несколько простых условий, обеспечивающих комфортный и увлекательный отдых:
Жилые дома находятся на расстоянии более 5 метров от очага.
Все легковоспламеняющиеся материалы, тряпки, дрова, окрашенные поверхности, лаки и т. Д. — удалите не менее 2 метров от открытого огня.
Также убирают сухую траву вокруг площадки для пикника, делая пространство из кирпичей.
Перед Ражигигом убедитесь, что дым не идет на соседние участки, во избежание конфликтных ситуаций.
Никогда не оставляйте шашлык без присмотра не только потому, что мясо пригорает, но и потому, что огонь может выйти из-под контроля.
Над жаровней не разрешается навешивать ветки деревьев, даже если они высокие.
Категорически нельзя использовать бензин, керосин и другие пожароопасные жидкости: одно устрашающее движение приводит к сильнейшим ожогам.
МЧС просит при приготовлении шашлыка на территории приусадебного участка поставить рабочий огнетушитель.
Нельзя развести огонь на траве или голой земле.
Соблюдая вышеперечисленные условия, можно без проблем быстро и эффективно оборудовать площадку под Мангал своими руками. Обобщая, составьте определенный алгоритм действий:
Выбор открытого пространства по условиям пожарной безопасности, то есть вдали от всех построек легковоспламеняющихся предметов.
Очистка платформы от сухих материалов, зелени, масляной тряпки, транспорта.
Устройство места для пожара из металла, бетона.
После возведения стен получается своеобразная ниша, где будут жариться шашлыки.
В остальном антураж выполняется с охраной, но как хотите.
Положительные и отрицательные моменты индивидуального размещения
Выбор места для стационарного мангала на дачном участке имеет свои достоинства и недостатки, которые следует учитывать при проектировании:
Постоянное место под мангалом экономит в будущем время для подготовки к пикнику, а наличие крыши дает возможность устроить пикник в дождливые дни.
Обеспечение комплексной пожарной безопасности объекта. Вы всегда будете спокойны в этом вопросе.
Большая теплоемкость позволяет лучше доставлять мясо, а также минимизировать затраты на дрова.
Красиво оборудованная мангал выглядит эффектно и свидетельствует о высоком статусе хозяев.
В то же время нельзя не отметить, что проект достаточно дорогой, не мобильный, поэтому выбор места ответственен.
Как видите, прежде чем строить мангал, стоит серьезно подойти к зоне барбекю.Неудачное помещение может еще больше испортить настроение домочадцам, соседям и создать пожароопасную ситуацию.
Если у вас есть прайс, то вы рано или поздно задумаетесь, как сделать бренд в саду своими руками. Классический мангал возможен из камня или кирпича, а также мобильного металла. Он справедливо скажет, что у бренда кирпича будет более благородный вид. Достоинства стационарных мангалов это полнота и фундамент, а минус — привязанность к одному месту.Металлический мангал Своими руками получится мобиль, что довольно удобно, но при этом подвержено ржавчине, да и при использовании будет сильно нагреваться. Для того, чтобы сделать бренд в саду своими руками, достаточно будет приобрести необходимые стройматериалы и инструменты.
2.
3.
4.
5.
Металлический мангал
В качестве основы такой мангалы можно применить любую металлическую бочку.Но следует учитывать, что нельзя использовать бочки, в которых ранее было горючее и смазочные материалы. Вам все равно понадобится металлический уголок, Колеса для перемещения, ручка и дверные петли. Из инструментов пригодятся болгарки с дисками, сварочный аппарат, электролзик по металлу. Все работы можно разделить на две части — сборка основной конструкции мангала и обработка. Подобный бренд можно выполнить своими руками одному человеку. Уголок необходимо разрезать на кусочки нужной длины.Для боковых частей каркаса потребуются две вертикальные стойки и две горизонтальные. Верхнюю горизонталь необходимо установить у верхнего края на расстоянии, равном радиусу ствола. Нижнюю стойку следует устанавливать от нижних краев вертикальных стоек на расстоянии 20-25 см. Все стойки необходимо разместить на ровной площадке и сварить между собой. Другая половина рамы также приварена. А затем следует соединить обе детали уголками. Как уже было сказано выше, подобный манбон в саду выполняется из бочки.Надеть его нужно на подготовленный каркас так, чтобы сливное отверстие было расположено сверху спинки, справа от будущей передней части манги. Это отверстие будет применено к выхлопной трубе. Затем следует нарисовать четверть бочки — это будет крышка мангала. Обрежьте контур и края ручки. После обработки на вырезанной детали установите петли, соединяющие получившуюся крышку с корпусом ствола. Также закрепите ручку. А в этом видео посмотрите, как можно сделать мангал своими руками из барабанной стиральной машины.Обязательно посмотрите.
Кирпич мангал
Для начала выполнения такой мангалы положите воблер — это ниша для дров. После этого поместите два пепельных пятна-бешеных. Они должны быть отделены друг от друга и от древесины возле кирпича. При кладке из кирпича нужно установить ровный уголок на 8 ряду, а в девятом ряду нужно вырезать в кирпичах желоб глубиной 3 см, отступив при этом от края на 6 см. Статья будет полезна. Этот желоб позволяет кирпичам на углу ребра. На 10 и 11 рядах нужно распределить пепельные пятна. В топке на 12 ряду нужно сделать шпажки. Кладка печей в 21 ряд заканчивается и тоже укладывается уголком. Дымосборник начинается на 24 ряду. В каждом последующем ряду необходимо наносить калитку. Однако задняя стенка дымосборника играет строго вертикально. Кирпич своими руками поражает мангала в саду Вытяжка. Это конструкция из оцинковки, которая может быть покрыта медными листами.Высота будет зависеть от высоты крыши. В итоге у вас получится кирпичный мангал В саду своими руками.
Каменный мангал
Для начала строительства необходимо подготовить фундамент на выбранном участке. Манбон в саду из камня — очень тяжелое сооружение и поэтому без него не обойтись. Будущая марка будет цилиндрической формы. Материал, который будет использован внутри, большой роли не сыграет, его не будет видно.Отдельное внимание стоит уделить внешнему слою. Следует отметить, что на фундамент необходимо уложить арматурную сетку, согнув ее в виде цилиндра. О том, как связать фурнитуру своими руками, вы можете прочитать в этой статье. Диаметр цилиндра из сетки будет около 70 см. Камни желательно класть на обычный раствор, для кладки из натурального камня рекомендуется использовать специальный клей. В таком мангале будет отличная теплоизоляция. Также такой клей отлично склеивает камни и придает водоотталкивающие свойства. В процессе кладки внутренняя часть каменного мангала должна заполнять землю, проливая воду для хорошей герметизации. Также такому бренду потребуется устройство-платформа рядом с ним. Эта площадка должна быть облицована огнеупорным кирпичом или камнем. После высыхания раствора в кладке можно начинать разжигать костер в очаге для более быстрого высыхания кладки. А уже через неделю все строительство можно сдать в эксплуатацию.
Сделать уличную печь — Мангал способен справиться с кирпичной кладкой любого дома.Задача данной статьи — помочь домовладельцу правильно построить садовую печь своими руками по готовому проекту с тренерами. Для удобства приводим несколько чертежей и примеров кладки.
Построить мангал с плитой
Для возведения уличных болей На даче предлагаем реализовать проект, изображенный на фото. Перечислить технические характеристики Конструкций:
Примечание. По желанию домовладельца схема может быть изменена. Например, предусмотреть установку вместо казана, а марку адаптировали под гриль.Шкафы для размещения посуды или коптильни следует добавлять отдельно.
На первый взгляд конструкция универсальной печи — барбекю кажется сложной, но на самом деле все довольно просто. Конструкцию лучше разместить под навесом или внутри, чтобы кладка не промывалась дождями и дольше стояла.
Перед началом строительства на веранде необходимо предусмотреть площадку размером 176 х 112 см (запас по 50 мм в каждую сторону от корпуса печи).Следите за тем, чтобы труба дымохода не совпадала с несущими балками кровли, иначе крышу придется переделывать.
Строительные материалы
Чтобы сложить сложную печь-барбекю своими руками, показанную в разрезе на чертеже, вам потребуется купить следующий набор материалов:
Примечание. Количество кирпича указывается с учетом конструкции трубы дымохода и перчатки.
Схемы печей в разрезе
Для кладки из шамота следует приобрести специальную огнеупорную глину или метр.Корпус печи выкладывается на глиняно-песчаном растворе с добавлением цемента М400. В структуру фундамента войдут щебень, песок и портландцемент. Сколько нужно строительных материалов, зависит от устойчивости грунта и глубины вложения.
Укладка железобетонного основания
Так как вес конструкции превышает 1 тонну, построить ее на земле или цементной стяжке невозможно. Нужен надежный фундамент, который отклоняется от основания веранды на 5-10 см.Под строительство капает, глубина которого зависит от расположения плотных горизонтов почвы. Как правило, она не превышает 1 м.
Ссылка. В почвах, подверженных морозной пудре, нужно устраивать свайно-винтовой фундамент, ограниченный металлическими балками или бетонными столярками.
Пошаговая технология закладки фундамента выглядит так:
Проследите и подвесьте отверстие размером 1760 x 1120 мм, DNO в вибропилете или вручную. Вытолкните подушку из песка толщиной 0.1 м и повторить печать.
Засыпать землю до уровня земли башмаком — обломками камней, кирпичей и другого твердого строительного мусора, кроме дерева. Пусто Залейте инопланетян из глины водой, дайте замерзнуть.
Сделайте арматурную сетку, связав стержни с интервалом 10-15 см. Установите его поверх кола, приподняв за счет опор на 3-5 см, чтобы стержни оказались в толщине бетона.
Сделайте самодельную опалубку из досок высотой 20 см.
Последний этап заливки — приготовление бетона марки 150 и укладка смеси в опалубку.Пропорции сыпучих материалов: 3 доли песка + 5 частей щебня на 1 мод портландцемента М400. Верхнюю плоскость монолита выводим на горизонтальный уровень и оставляем для застывания на 4 недели. Опалубку рекомендуется снимать через 7-10 дней.
Под железобетонной плитой желательно разместить слой каучукоида с целью гидроизоляции, как показано на схеме. Тогда монолит не будет пить влагу из почвы. Подробнее о закладке дымохода рассказывается в видео:
Подготовка к строительству
Прежде всего, затвердевшая бетонная плита покрывает 2 слоя бегунка, чтобы обеспечить гидроизоляцию кирпичной конструкции.Соберите стандартный набор кухонных инструментов, показанный на фото: треккинговые, щетки, измерительные приборы и так далее.
Решение для двора — мангал можно сделать своими руками или купить готовую строительную смесь. В первом случае действовать в таком порядке:
Глина, максимально очищенная от земли, замочить в двадцатке с водой на 1-2 дня.
Пропустить глиняный раствор через сито, отделяя гальку и согревающие комочки.
Отсосать песок и перемешать с жидкой глиной в пропорции примерно 1: 1.
Перед кладкой засыпать цемент из расчета 200-300 грамм на ведро.
Готовый раствор не должен сильно прилипать к шпателю, а при надавливании рукой давать минимум трещин. Для достижения наилучших свойств поэкспериментируйте с пропорциями песка и глины.
Примечание. Стандарт для крепления огнеупорного кирпича. Готовим согласно инструкции на упаковке (мешке).
Инструкция по кладке
Для строительства печи — предлагаем мангаал из кирпича пошаговую инструкцию с фото и друзьями:
Ориентируясь на пример с вагонами, выложите дымоход закрытым платком.Высоту трубы можно регулировать, уменьшая или увеличивая количество одинаковых уровней с 28 до 38 яруса. Обводка кладки этого дизайна мангалы — мангала подробно рассмотрена на видео:
Совет. Если вы хотите расширить функциональные возможности помещения, просто задержите дополнительные элементы по бокам печи. Кладка задней стены Можно продолжить в стороны, используя любой красный кирпич.
В конце дайте плите просохнуть 2-4 дня в зависимости от погоды.Затем проведите пробную топку обеих камер барбекю, используя небольшое количество дров.
Как поставить печь кирпич
Чтобы удачно сложить работоспособную уличную печь, обязательно соблюдайте следующие правила кладки:
Выступающий раствор снимите шпателем и протрите внутренние поверхности влажной тряпкой. При недостатке опыта не пытайтесь колоть камни солеными огурцами, лучше используйте болгарку с отрезным кругом по бетону.
В заключение — самый простой коэффициент
Мы сознательно предложили сразу построить серьезный садовый мангал-комплекс, так как многофункциональная печь больше интересует пользователей.Если у вас получится складывать из кирпича наподобие мангала, то надстройка прикроватных тумб, коптильни и даже постройка камина не составит большой проблемы.
Вместо капитального строительства можно сделать простые конструкции, представленные на фото. Не требует раствора, не обязательно для фундамента: достаточно купить готовую сетку для мангала и залить тамбик из кирпича. Чтобы конструкция не обрушилась, выбирайте ровную твердую площадку.
Простейший мангал с дымосборником сооружается в виде двух подпорных стенок на цементно-песчаном растворе.Под установку мангала кладется литая железобетонная плита (или готовая). Альтернативный вариант — обвязать каркас кирпичной стены по углам. Зонт для сбора дыма выполняется из обычной кровельной стали.
 Стандартные цвет – белый, но некоторые производители по спецзаказу изготавливают цветные панельные радиаторы.
Стандартные цвет – белый, но некоторые производители по спецзаказу изготавливают цветные панельные радиаторы. Стандартные цвет – белый, но некоторые производители по спецзаказу изготавливают цветные панельные радиаторы.
Стандартные цвет – белый, но некоторые производители по спецзаказу изготавливают цветные панельные радиаторы.

 Например, значения для наиболее популярных панельных радиаторов:
Например, значения для наиболее популярных панельных радиаторов:
 Для этого можно воспользоваться таблицами производителей, корректировочными коэффициентами или по формуле пересчета. Чем ниже параметры температурного режима, тем более мощные потребуются радиаторы и наоборот;
Для этого можно воспользоваться таблицами производителей, корректировочными коэффициентами или по формуле пересчета. Чем ниже параметры температурного режима, тем более мощные потребуются радиаторы и наоборот; Это актуально при использовании эффективных конденсационных котлов. Для наиболее экономичного режима котла рекомендуется поддерживать температуру в «обратке» на уровне 50-55 С.
Это актуально при использовании эффективных конденсационных котлов. Для наиболее экономичного режима котла рекомендуется поддерживать температуру в «обратке» на уровне 50-55 С. 
 Конвективная теплопередача предполагает нагрев и циркуляцию воздуха в отапливаемом помещении, что приводит к циркуляции пыли.
Конвективная теплопередача предполагает нагрев и циркуляцию воздуха в отапливаемом помещении, что приводит к циркуляции пыли.


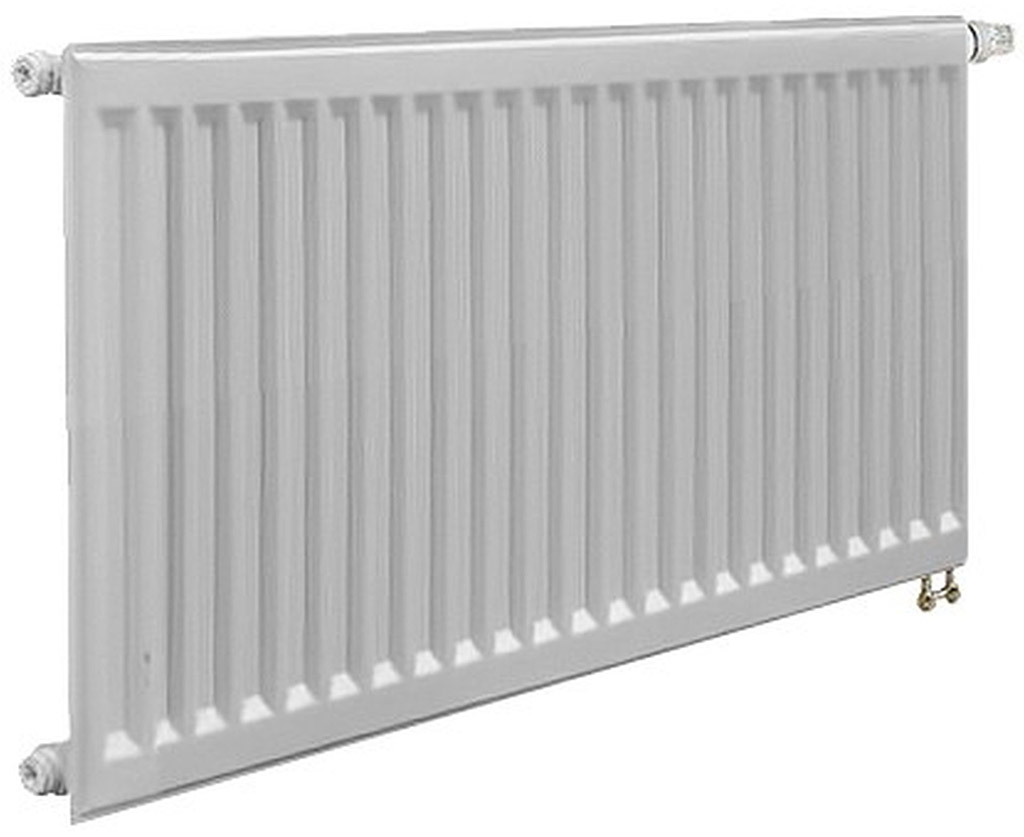 На производстве применяются итальянские автоматические конвейерные линии LEAS. Панельные радиаторы Heaton производят из холоднокатаной высококачественной стали с применением технологии штамповки, а также точечной и сплошной шовной сварки в соответствии с европейским стандартом качества EN442. Все радиаторы Heaton Smart ( ХИТОН Смарт ) проходят обязательный производственный контроль, который включает испытание на герметичность под давлением тринадцать атмосфер и выборочный разрушающий контроль
На производстве применяются итальянские автоматические конвейерные линии LEAS. Панельные радиаторы Heaton производят из холоднокатаной высококачественной стали с применением технологии штамповки, а также точечной и сплошной шовной сварки в соответствии с европейским стандартом качества EN442. Все радиаторы Heaton Smart ( ХИТОН Смарт ) проходят обязательный производственный контроль, который включает испытание на герметичность под давлением тринадцать атмосфер и выборочный разрушающий контроль Каждый радиатор Heaton Smart ( ХИТОН Смарт ) проходит предварительную покрасочную обработку, после которой выполняется грунтование, а на завершающем этапе методом порошкового напыления с последующим печным отвердеванием наносится слой высокопрочной белой эпоксидной эмали цвета RAL 9016
Каждый радиатор Heaton Smart ( ХИТОН Смарт ) проходит предварительную покрасочную обработку, после которой выполняется грунтование, а на завершающем этапе методом порошкового напыления с последующим печным отвердеванием наносится слой высокопрочной белой эпоксидной эмали цвета RAL 9016 Радиаторы Heaton Smart ( ХИТОН Смарт ) имеют низкую тепловую инерцию, что делает возможным как ручную, так и автоматическую регулировку теплоотдачи радиаторов с помощью клапанов
Радиаторы Heaton Smart ( ХИТОН Смарт ) имеют низкую тепловую инерцию, что делает возможным как ручную, так и автоматическую регулировку теплоотдачи радиаторов с помощью клапанов lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85 Поменялся, прежде всего, упор на предназначение конструкции. Вначале ее основной функцией было снабжать помещение теплом, значительно позже появилась потребность в эстетически привлекательном интерьере.
Поменялся, прежде всего, упор на предназначение конструкции. Вначале ее основной функцией было снабжать помещение теплом, значительно позже появилась потребность в эстетически привлекательном интерьере. Если они совпадают с параметрами обогрева помещения и давлением в системе, то можно смело покупать и монтировать их
Если они совпадают с параметрами обогрева помещения и давлением в системе, то можно смело покупать и монтировать их
 Например, батареи отопления панельные стальные типа 20, 21, 22, 30 и 33 оснащены решетками для выхода нагретого воздуха. Они скрывают за собой панели и теплообменники, придавая изделию аккуратный вид.
Например, батареи отопления панельные стальные типа 20, 21, 22, 30 и 33 оснащены решетками для выхода нагретого воздуха. Они скрывают за собой панели и теплообменники, придавая изделию аккуратный вид.
 Они смотрятся очень эффектно, но ставить их можно только там, где им не грозят механические повреждения.
Они смотрятся очень эффектно, но ставить их можно только там, где им не грозят механические повреждения. Рабочие показатели стальных радиаторов Лидея – 1.5 МПа, что гарантирует их сохранность даже при возможных гидроударах в системе отопления.
Рабочие показатели стальных радиаторов Лидея – 1.5 МПа, что гарантирует их сохранность даже при возможных гидроударах в системе отопления.



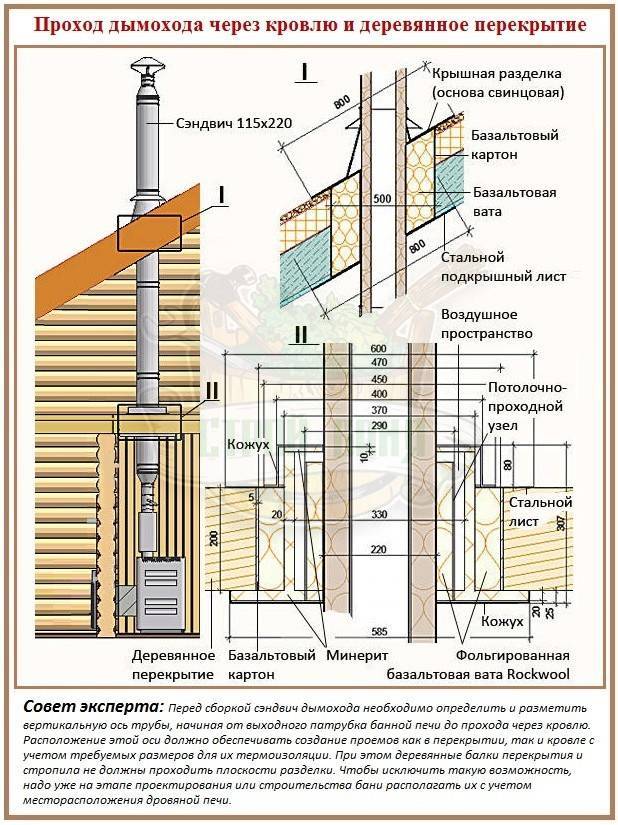 Такое разрешение выдается на основании составленного работником контролирующей организации акта, который проводит приемку постройки. Если при проведении инспектирования обнаружатся серьезные нарушения действующих норм, то, никуда не деться – придется исправлять допущенные ошибки. Поэтому лучше всего сразу заведомо не отступать от установленных стандартов.
Такое разрешение выдается на основании составленного работником контролирующей организации акта, который проводит приемку постройки. Если при проведении инспектирования обнаружатся серьезные нарушения действующих норм, то, никуда не деться – придется исправлять допущенные ошибки. Поэтому лучше всего сразу заведомо не отступать от установленных стандартов.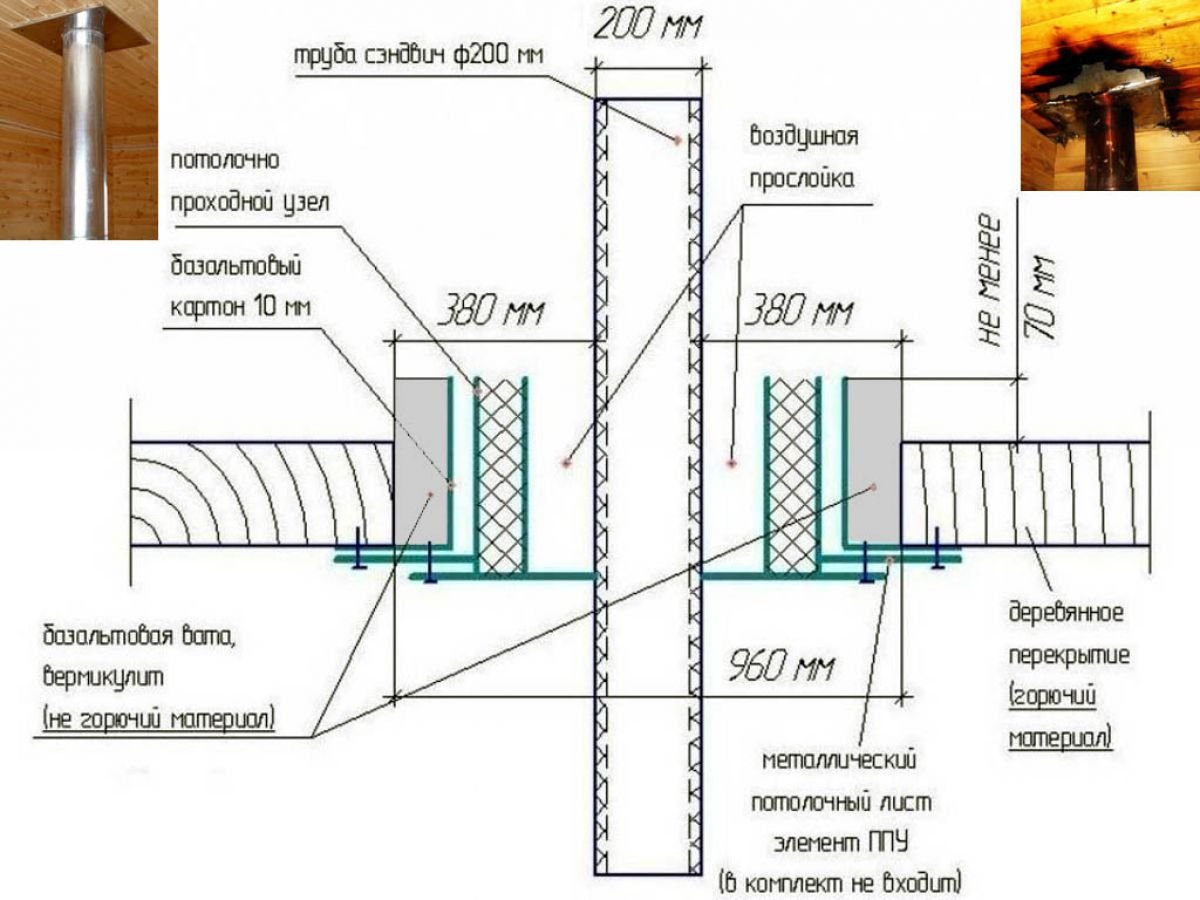 Итак, нормативный размер разделки составляет:
Итак, нормативный размер разделки составляет: И убедить их в обратном – не удавалось.
И убедить их в обратном – не удавалось.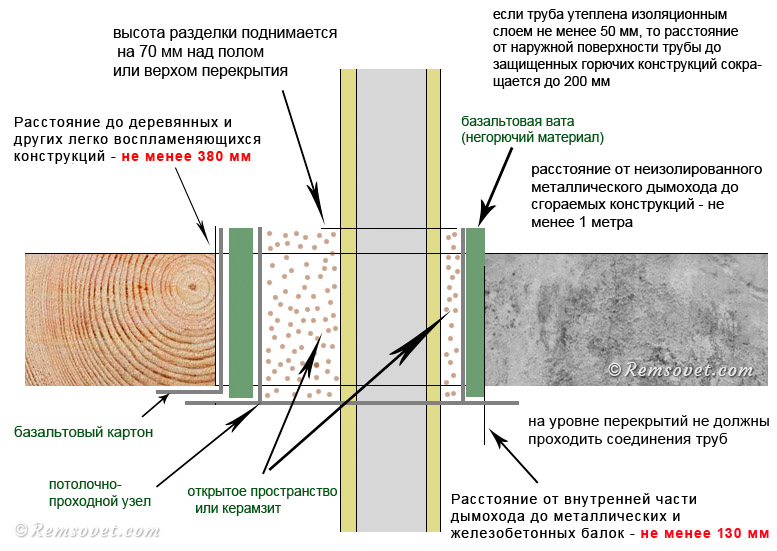 В любом случае, расстояние от наружных стенок до любых элементов кровельной конструкции из горючих материалов должно составлять не менее 130 мм для кирпичной трубы, и 250 мм – для керамической без термоизоляции (при использовании изоляции с сопротивлением теплопередаче не менее 0,3 м²×ºС/Вт – 130 мм). Участок кровли в месте прохода должен быть только из негорючего материала.
В любом случае, расстояние от наружных стенок до любых элементов кровельной конструкции из горючих материалов должно составлять не менее 130 мм для кирпичной трубы, и 250 мм – для керамической без термоизоляции (при использовании изоляции с сопротивлением теплопередаче не менее 0,3 м²×ºС/Вт – 130 мм). Участок кровли в месте прохода должен быть только из негорючего материала. При этом размеры участка, на котором выполнена подобная защита, должны быть больше габаритов печи или дымоходной трубы не менее, чем на 150 мм в каждую из сторон.
При этом размеры участка, на котором выполнена подобная защита, должны быть больше габаритов печи или дымоходной трубы не менее, чем на 150 мм в каждую из сторон.
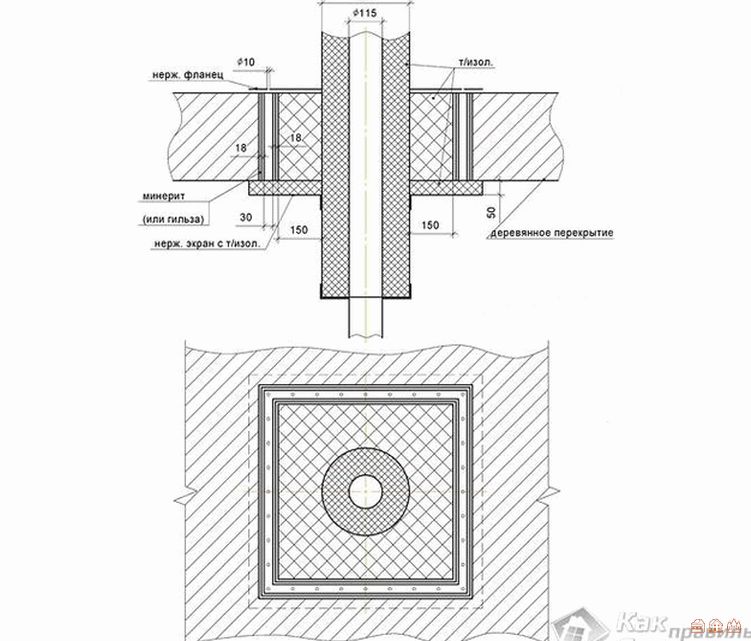
 Чтобы избежать трагических последствий, необходимо правильно термоизолировать разделку, обеспечив должный уровень пожаробезопасности.
Чтобы избежать трагических последствий, необходимо правильно термоизолировать разделку, обеспечив должный уровень пожаробезопасности. Останется только выказать под проходку проем в перекрытии, а затем усилить его термозащиту поверхностей.
Останется только выказать под проходку проем в перекрытии, а затем усилить его термозащиту поверхностей.
 Сборка деталей в единую конструкцию осуществляется с помощью термостойкого фольгированного скотча. Выбрав такой вариант выполнения разделки, необходимо не забывать, что к ней потребуется еще приобрести или же изготовить одну или две металлические панели. Одна из них закрепляется к потолочной поверхности, вровень с ней, а вторая (необязательная) закрывает теплоизоляционный материал со стороны чердака.
Сборка деталей в единую конструкцию осуществляется с помощью термостойкого фольгированного скотча. Выбрав такой вариант выполнения разделки, необходимо не забывать, что к ней потребуется еще приобрести или же изготовить одну или две металлические панели. Одна из них закрепляется к потолочной поверхности, вровень с ней, а вторая (необязательная) закрывает теплоизоляционный материал со стороны чердака. В кожух из этого материала устанавливают и закрепляют короб меньшего размера, сделанный из металлического листа толщиной 0,5 мм.
В кожух из этого материала устанавливают и закрепляют короб меньшего размера, сделанный из металлического листа толщиной 0,5 мм. Они некоторыми своими качествами отличаются от обычного утеплителя, изготовленного на той же основе.
Они некоторыми своими качествами отличаются от обычного утеплителя, изготовленного на той же основе.
 Базальтовые плиты разных производителей могут несколько различаться верхней границей температурного эксплуатационного диапазона. Но в любом случае она составляет от +750 до 1100 градусов, чего для дымоходного канала должно быть больше чем достаточно.
Базальтовые плиты разных производителей могут несколько различаться верхней границей температурного эксплуатационного диапазона. Но в любом случае она составляет от +750 до 1100 градусов, чего для дымоходного канала должно быть больше чем достаточно. Ее, безусловно, располагают так, чтоб она оказалась между балками перекрытия (понятно, что эти вопросы, касающиеся размещения печи в помещении, всегда продумываются заранее). Балки могут стать надёжной основой для крепления проходки располагаясь по бокам от нее.
Ее, безусловно, располагают так, чтоб она оказалась между балками перекрытия (понятно, что эти вопросы, касающиеся размещения печи в помещении, всегда продумываются заранее). Балки могут стать надёжной основой для крепления проходки располагаясь по бокам от нее.

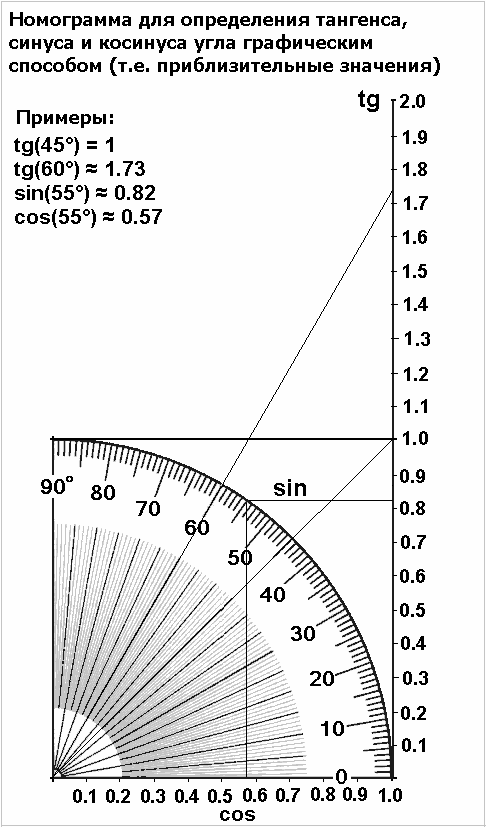 Когда так говорят, имеют в виду, рекомендованный санитарными нормами показатель. Он зависит от диаметра используемых труб: чем меньше сечение,тем больший наклон надо придать.
Когда так говорят, имеют в виду, рекомендованный санитарными нормами показатель. Он зависит от диаметра используемых труб: чем меньше сечение,тем больший наклон надо придать.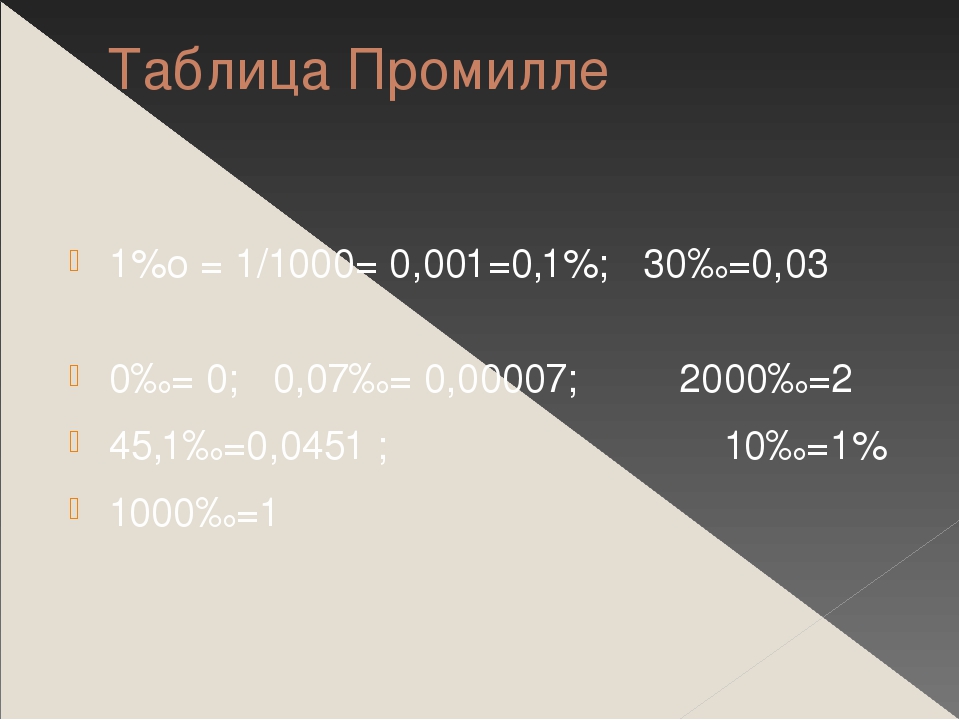 В таком случае есть два варианта решения:
В таком случае есть два варианта решения: При выставлении труб располагаете их так, чтобы пузырек оказался в нужном положении.
При выставлении труб располагаете их так, чтобы пузырек оказался в нужном положении.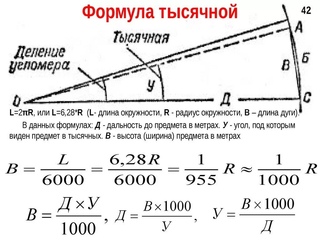 После этого, высчитав требуемый перепад (описано выше), «задираете» дальний конец. Еще раз проверяете точность расчетов и нанесенных линий. После можно приступать к монтажу.
После этого, высчитав требуемый перепад (описано выше), «задираете» дальний конец. Еще раз проверяете точность расчетов и нанесенных линий. После можно приступать к монтажу.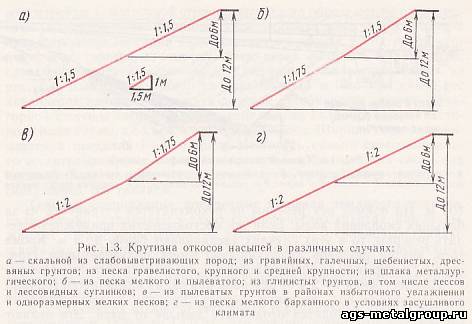 Прокладывая трассу, старайтесь ее сделать как можно более прямой. Любые повороты — потенциальное место образования засора. Если без поворотов обойтись никак не получится, рядом с ним установите тройник, выведите трубу чуть выше уровня грунта и заглушите ее герметичной крышкой. Это будет верное решение — сможете быстро и без проблем прочищать пробки.
Прокладывая трассу, старайтесь ее сделать как можно более прямой. Любые повороты — потенциальное место образования засора. Если без поворотов обойтись никак не получится, рядом с ним установите тройник, выведите трубу чуть выше уровня грунта и заглушите ее герметичной крышкой. Это будет верное решение — сможете быстро и без проблем прочищать пробки.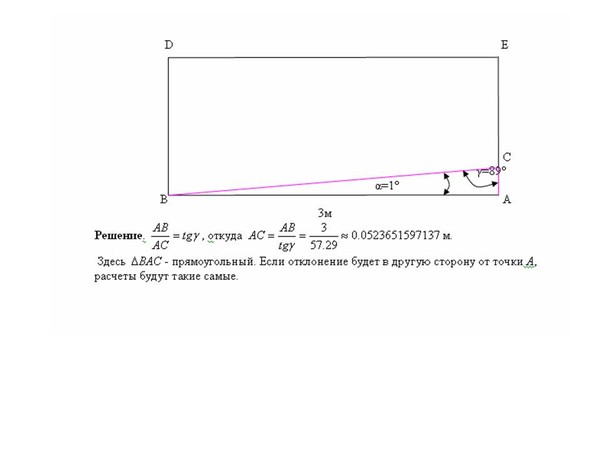 Послойно уложив 4 слоя, получаем подушку в 20 см. В песок укладывают трубы, формируя заданный уклон. Уклон можно проверять длинным строительным уровнем (1,5-2 метра или больше). Если такого нет, можно к длинной ровной рейке (брусу) примотать посередине скотчем пузырьковый уровень. Так можно добиться минимальной погрешности.
Послойно уложив 4 слоя, получаем подушку в 20 см. В песок укладывают трубы, формируя заданный уклон. Уклон можно проверять длинным строительным уровнем (1,5-2 метра или больше). Если такого нет, можно к длинной ровной рейке (брусу) примотать посередине скотчем пузырьковый уровень. Так можно добиться минимальной погрешности. Этот параметр зависит от диаметра и длины канализации. Он выбираться согласно СНиП 2.04.03-85 и 2.04.01-85. Недостаточный, как и чрезмерный, уклон труб может привести к множеству проблем. В нашей статье мы расскажем, какой нужен наклон внутренней и наружной канализации, как делать его расчет и на что обращать внимание.
Этот параметр зависит от диаметра и длины канализации. Он выбираться согласно СНиП 2.04.03-85 и 2.04.01-85. Недостаточный, как и чрезмерный, уклон труб может привести к множеству проблем. В нашей статье мы расскажем, какой нужен наклон внутренней и наружной канализации, как делать его расчет и на что обращать внимание.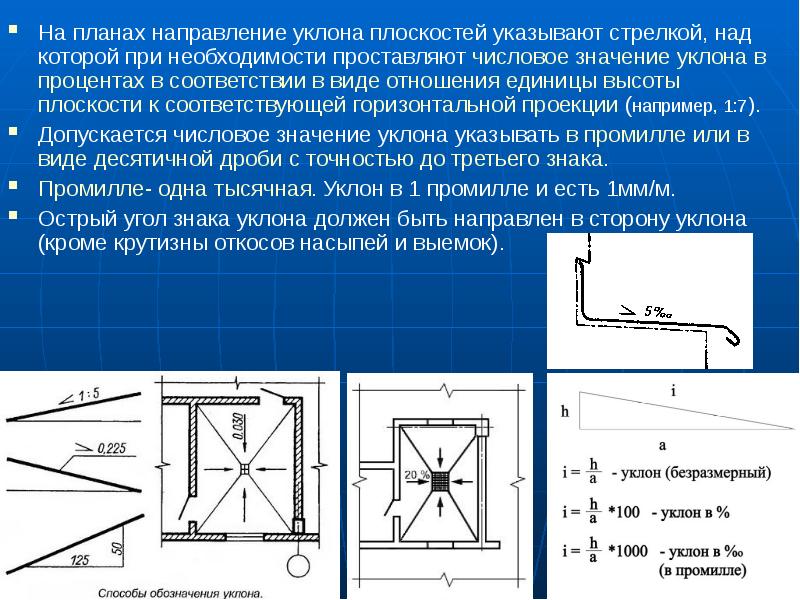 Однако при очень быстром течении стоков они не успевают смыть все твердые частицы, и те откладываются на внутренней поверхности, образуя засор. Кроме этого, при большой скорости стоки перекрывают весь просвет изделия и вызывают срыв гидрозатвора в сифонах. В итоге газы из канализации проходят в помещение. Именно поэтом даже максимальный наклон трубопровода строго ограничивается СНиП.
Однако при очень быстром течении стоков они не успевают смыть все твердые частицы, и те откладываются на внутренней поверхности, образуя засор. Кроме этого, при большой скорости стоки перекрывают весь просвет изделия и вызывают срыв гидрозатвора в сифонах. В итоге газы из канализации проходят в помещение. Именно поэтом даже максимальный наклон трубопровода строго ограничивается СНиП.

 Максимальное расстояние – до 6 м. Наклон должен быть 1 к 20.
Максимальное расстояние – до 6 м. Наклон должен быть 1 к 20.
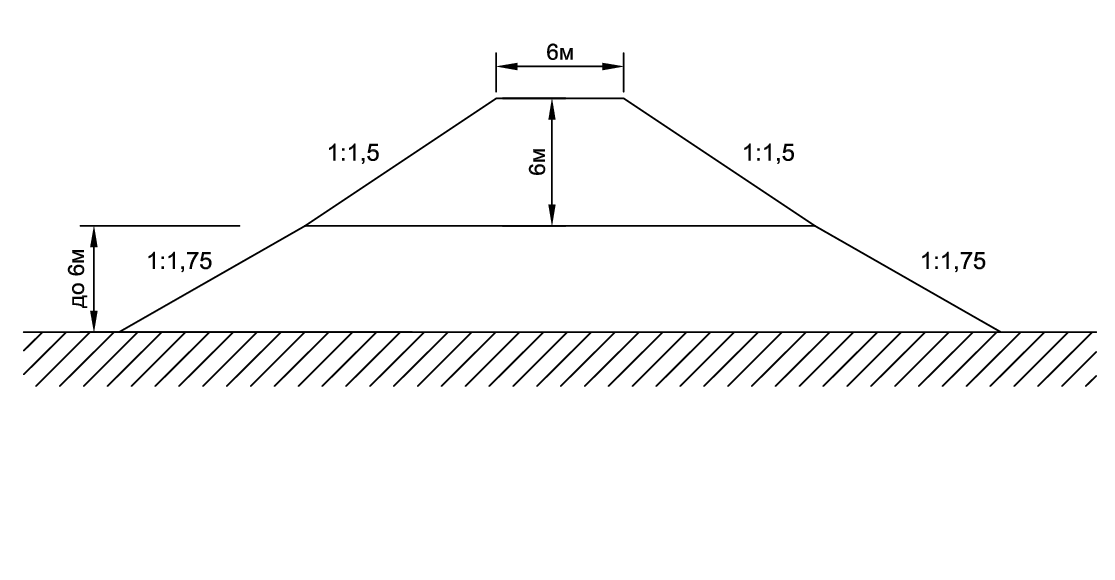
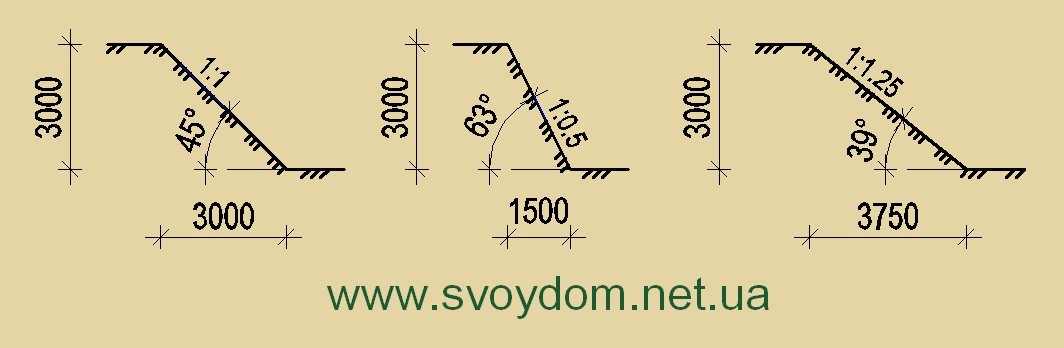
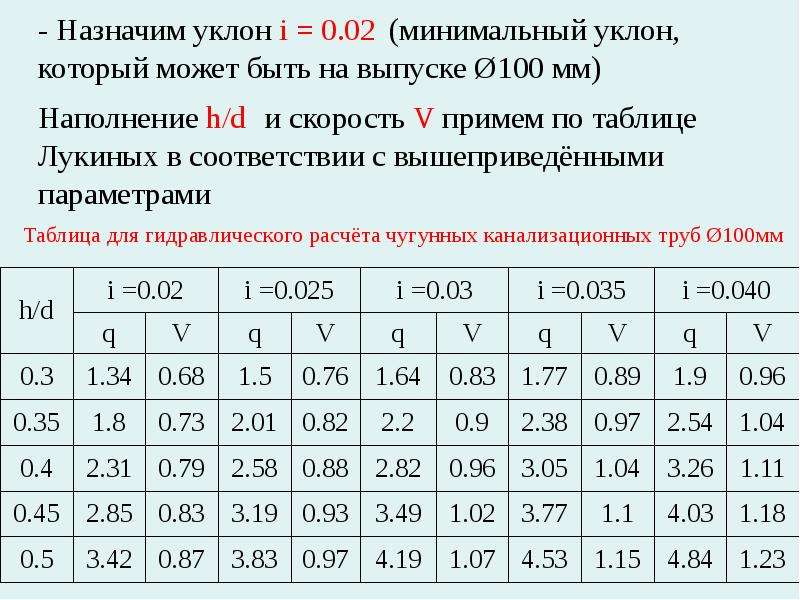
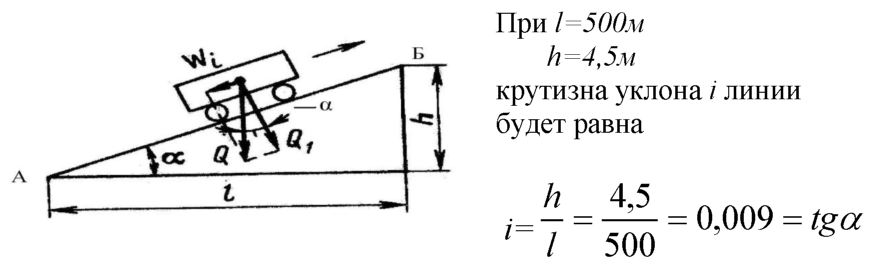 Этот угол профессионалы архитектурного строительства измеряют градусами (º), процентами (%) или числовым соотношением. Если угол очень маленький, тогда используют измерение в промилле (сотых долях процента). Для справки: 1º — 1,7%; 1% — 34′ 20″.
Этот угол профессионалы архитектурного строительства измеряют градусами (º), процентами (%) или числовым соотношением. Если угол очень маленький, тогда используют измерение в промилле (сотых долях процента). Для справки: 1º — 1,7%; 1% — 34′ 20″.
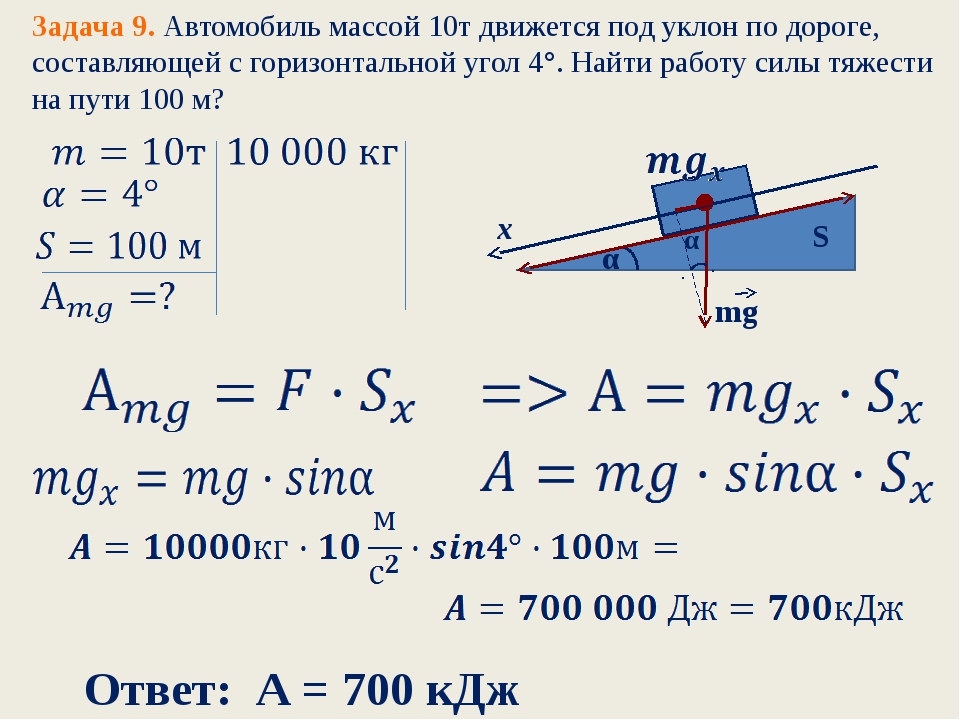

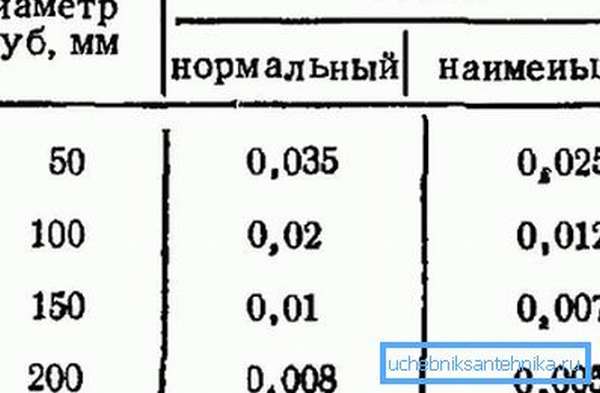

 Если уложить под низким углом отвод от унитаза, появятся проблемы со смывом и добавится неприятный запах гниения нечистот.
Если уложить под низким углом отвод от унитаза, появятся проблемы со смывом и добавится неприятный запах гниения нечистот.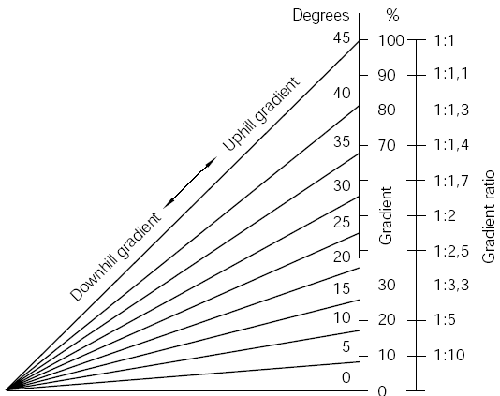 Поэтому для вычисления используют формулу: нужный уклон умножается на общую длину участка трубы. Например, нам нужно проложить магистраль длиной 10 м с уклоном 3.5 см на 1 метр. То есть разница между верхним и нижним концом метрового отрезка составляет 35 мм. Каково конечное значение? 3.5 см умножаем на 10 м. Получаем 35 см, то есть низ 10-метровой трубы будет на 35 см ниже верхнего конца, если провести условный горизонт.
Поэтому для вычисления используют формулу: нужный уклон умножается на общую длину участка трубы. Например, нам нужно проложить магистраль длиной 10 м с уклоном 3.5 см на 1 метр. То есть разница между верхним и нижним концом метрового отрезка составляет 35 мм. Каково конечное значение? 3.5 см умножаем на 10 м. Получаем 35 см, то есть низ 10-метровой трубы будет на 35 см ниже верхнего конца, если провести условный горизонт. Если выставить рекомендуемый уклон нет возможности, уменьшите его до минимально допустимого значения. В этом случае риск возникновения засора возрастает, но незначительно.
Если выставить рекомендуемый уклон нет возможности, уменьшите его до минимально допустимого значения. В этом случае риск возникновения засора возрастает, но незначительно. Затем установите перепадный колодец, сделайте вывод и ведите трубопровод уже под нужным углом. Не исключено, что потребуется несколько колодцев. Этот способ относительно дорогой, но куда надежней.
Затем установите перепадный колодец, сделайте вывод и ведите трубопровод уже под нужным углом. Не исключено, что потребуется несколько колодцев. Этот способ относительно дорогой, но куда надежней.
 На коротком расстоянии и при незначительном уклоне дно можно оставить ровным. Если трубопровод более протяженный и со значительным углом, придется копать траншею под нужным уклоном. Необязательно соблюдать точные значения, нужного градиента можно добиться подсыпкой песка. Из траншеи нужно убрать все камни, корни и т.п. Дно уплотняется, перед монтажом оно должно иметь уплотненное основание.
На коротком расстоянии и при незначительном уклоне дно можно оставить ровным. Если трубопровод более протяженный и со значительным углом, придется копать траншею под нужным уклоном. Необязательно соблюдать точные значения, нужного градиента можно добиться подсыпкой песка. Из траншеи нужно убрать все камни, корни и т.п. Дно уплотняется, перед монтажом оно должно иметь уплотненное основание. Эта величина установлена в СНиП, для расчета применяются специальные формулы.
Эта величина установлена в СНиП, для расчета применяются специальные формулы.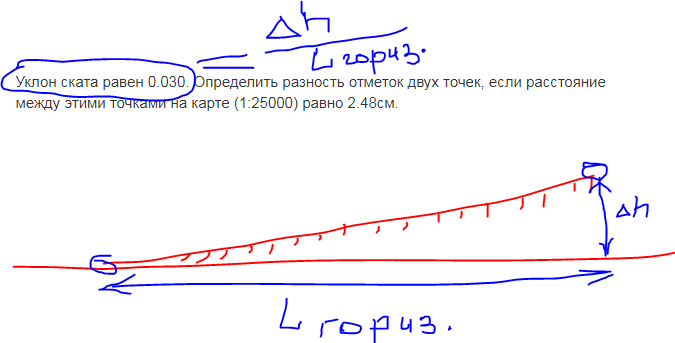
 Чем ближе показатели угла снижения к нормативным, тем лучше магистраль будет действовать.
Чем ближе показатели угла снижения к нормативным, тем лучше магистраль будет действовать.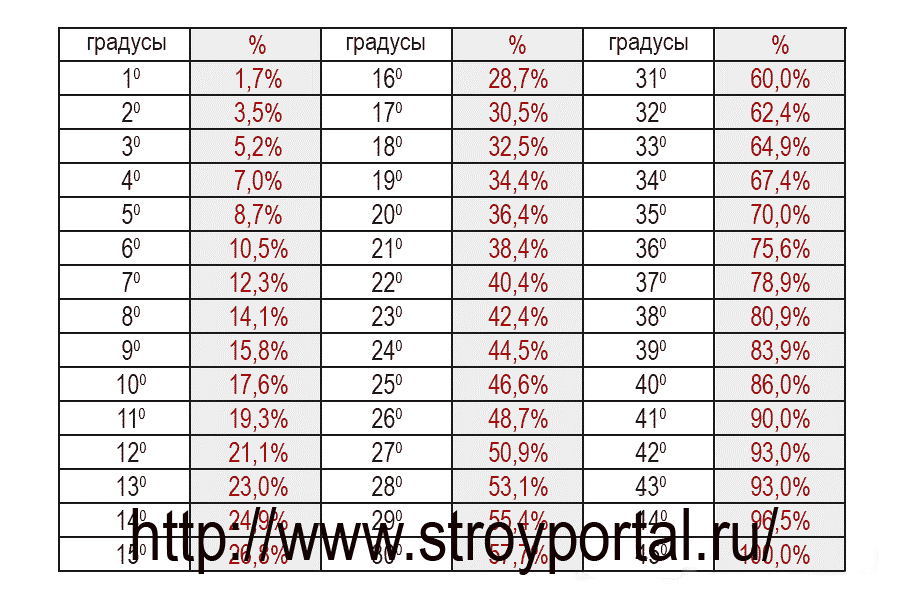 Если вода стекает из умывальника, то вероятность заиливания маленькая и уклон можно сделать круче рекомендованного.
Если вода стекает из умывальника, то вероятность заиливания маленькая и уклон можно сделать круче рекомендованного.
 Посчитайте его арктангенс при помощи инженерного калькулятора, в результате вы получите значение уклона в градусах.
Посчитайте его арктангенс при помощи инженерного калькулятора, в результате вы получите значение уклона в градусах.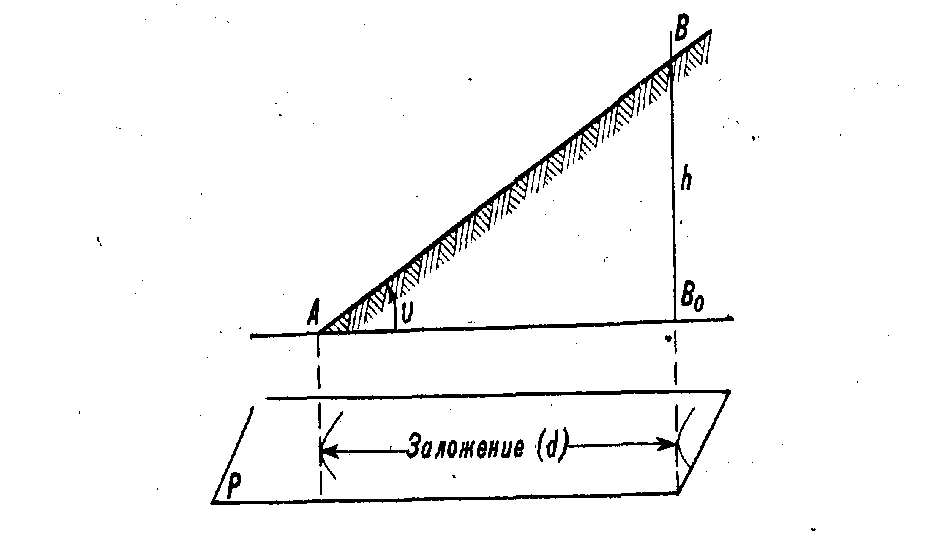

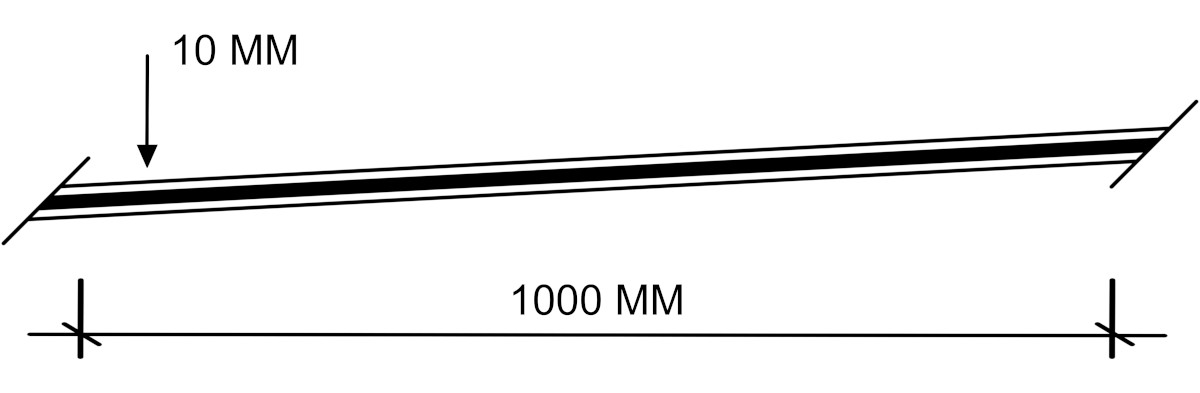 При установке газовых счетчиков уклоны газопроводов должны быть выдержаны в указанных пределах от счетчика к стояку и от счетчика к приборам.
[3]
При установке газовых счетчиков уклоны газопроводов должны быть выдержаны в указанных пределах от счетчика к стояку и от счетчика к приборам.
[3] [7]
[7] [11]
[11]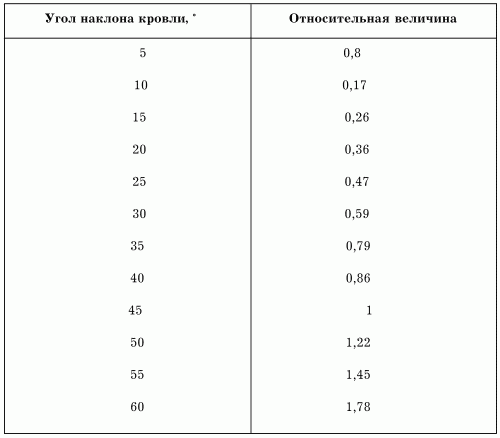 Этот лыжник ускоряется вниз по склону в олимпийских гонках. Что вы думаете о крутизне или наклоне этого горнолыжного холма?
Этот лыжник ускоряется вниз по склону в олимпийских гонках. Что вы думаете о крутизне или наклоне этого горнолыжного холма?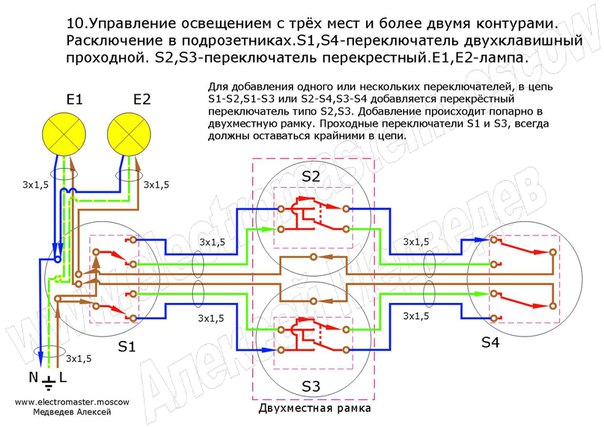 Таким образом, выключатель проходного типа имеет сразу два рабочих положения, а промежуточные — отсутствуют. Так как во время работы устройства происходит простое переключение контактов, то его можно отнести к группе переключателей.
Таким образом, выключатель проходного типа имеет сразу два рабочих положения, а промежуточные — отсутствуют. Так как во время работы устройства происходит простое переключение контактов, то его можно отнести к группе переключателей.
 Второй контакт люстры должен быть соединен с нулевым проводником. Осталось лишь подключить выводы N 1 и N 2 проходных выключателей.
Второй контакт люстры должен быть соединен с нулевым проводником. Осталось лишь подключить выводы N 1 и N 2 проходных выключателей.
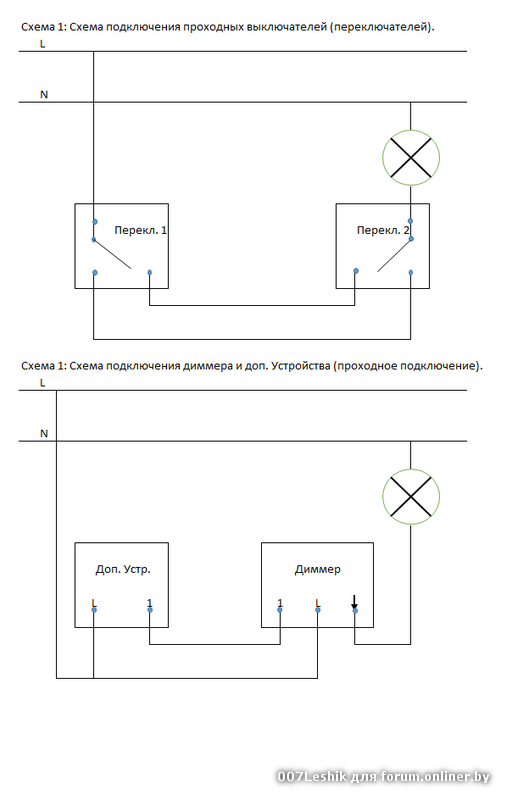 Это стало возможным благодаря увеличению количества контактов до 6. При работе с этими устройствами в первую очередь необходимо определить общую клемму. Перезванивается двухклавишный переключатель аналогично одноклавишному.
Это стало возможным благодаря увеличению количества контактов до 6. При работе с этими устройствами в первую очередь необходимо определить общую клемму. Перезванивается двухклавишный переключатель аналогично одноклавишному. youtube.com/embed/481mNBeUzXc»/>
youtube.com/embed/481mNBeUzXc»/>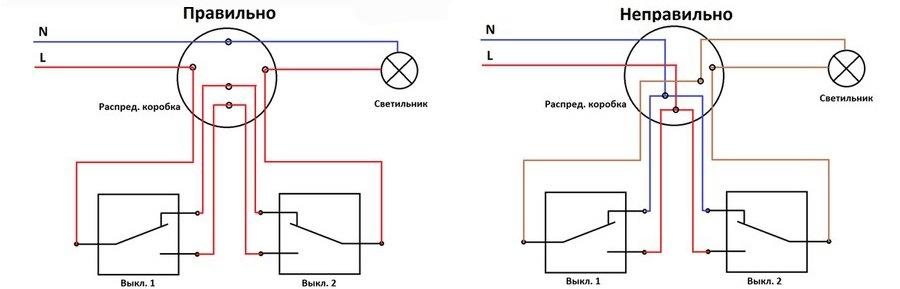 Безвинтовые пружинные проще в плане монтажа.
Безвинтовые пружинные проще в плане монтажа.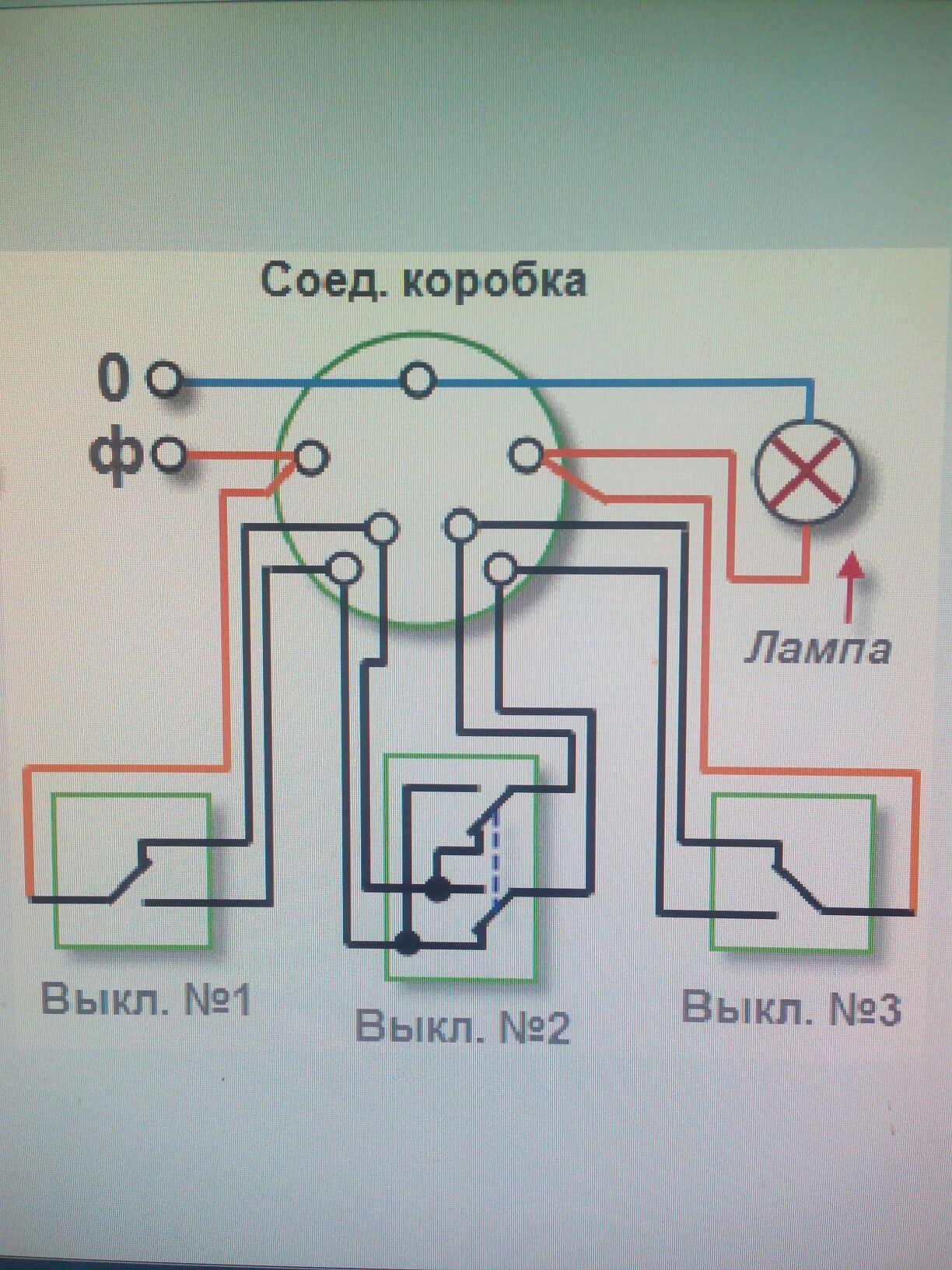 Решение предусматривает один прибор на входе и два рядом со спальными местами.
Решение предусматривает один прибор на входе и два рядом со спальными местами.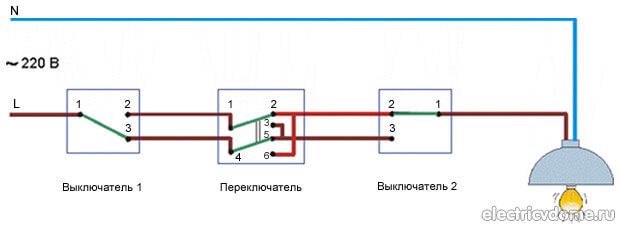

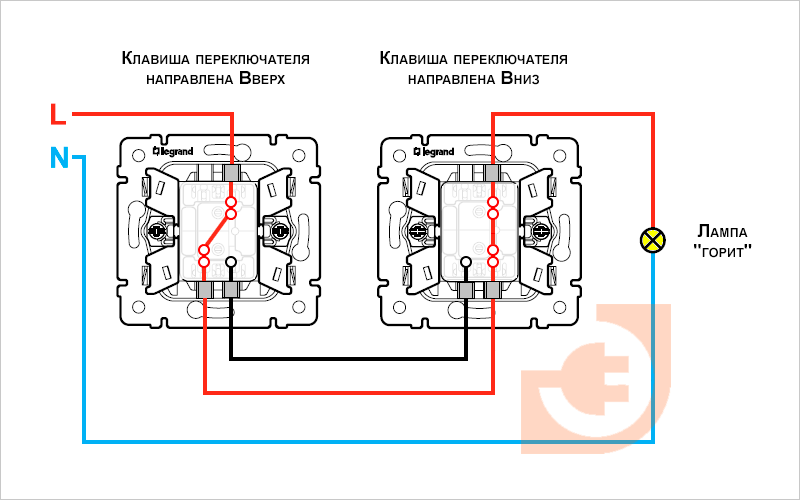

 Там ноль необходимо подсоединить на синюю точку выводов светильников для формирования общего вывода.
Там ноль необходимо подсоединить на синюю точку выводов светильников для формирования общего вывода. При организации промежуточного управления применяют только последовательную схему с пропусканием одной и той же фазы.
При организации промежуточного управления применяют только последовательную схему с пропусканием одной и той же фазы.
 ..
..
 1-я улица Энтузиастов, 3, Москва, Россия
1-я улица Энтузиастов, 3, Москва, Россия
 Тёплый пол Инсталляция 2 короба Поддон для душевой кабины залить 3 вывода под воду Откосы Плитка
Тёплый пол Инсталляция 2 короба Поддон для душевой кабины залить 3 вывода под воду Откосы Плитка
 Простота и доступность в экономическом плане, делают такой вариант постройки самым популярным. Положительные конструктивные особенности, позволяют подобрать необходимый объем выгребной ямы, а о прочности бетонных колец, уже давно всем известно, бетонная яма прослужит дольше в разы, чем другие известные способы постройки выгребных ям. На предварительном этапе вырывается котлован, вручную или механическим способом, в зависимости от условий и возможности подъезда к месту работ спецтехники. Дно ямы либо заливается бетоном, либо делается фильтрующий слой из песка и гравия. К слову сказать, у производителей бетонных колец в наличии есть кольца с дном, покупка готового кольца с дном, избавит от ненужной работы и ускорит процесс постройки выгребной ямы. Поочередно опуская бетонные кольца, подгоняя верхнее кольцо с предыдущим, до заданной высоты. Для придания герметичности, перед установкой очередного кольца, на края предыдущего, наносится раствор из цемента, песка и жидкого стекла. После установки швы герметизируются снаружи и внутри кольца, для пущей надежности применяются скобы, которыми скрепляют между собой установленные кольца.
Простота и доступность в экономическом плане, делают такой вариант постройки самым популярным. Положительные конструктивные особенности, позволяют подобрать необходимый объем выгребной ямы, а о прочности бетонных колец, уже давно всем известно, бетонная яма прослужит дольше в разы, чем другие известные способы постройки выгребных ям. На предварительном этапе вырывается котлован, вручную или механическим способом, в зависимости от условий и возможности подъезда к месту работ спецтехники. Дно ямы либо заливается бетоном, либо делается фильтрующий слой из песка и гравия. К слову сказать, у производителей бетонных колец в наличии есть кольца с дном, покупка готового кольца с дном, избавит от ненужной работы и ускорит процесс постройки выгребной ямы. Поочередно опуская бетонные кольца, подгоняя верхнее кольцо с предыдущим, до заданной высоты. Для придания герметичности, перед установкой очередного кольца, на края предыдущего, наносится раствор из цемента, песка и жидкого стекла. После установки швы герметизируются снаружи и внутри кольца, для пущей надежности применяются скобы, которыми скрепляют между собой установленные кольца.
 Также, как и в любых других случаях постройки выгребных ям, сначала роется котлован, дно котлована выравнивается при помощи песка и гравия, сверху накладывается арматурная сетка, затем дно заливается бетоном. Когда стяжка высохнет, осуществляется кладка кирпича, круговым или прямоугольным способом. Снаружи кладка промазывается битумной мастикой, чтобы предотвратить попадание нечистот в грунт. В случаях, когда объем сточных вод невелик, целесообразно будет построить кирпичную выгребную яму с фильтрующим дном. Устойчивость такой конструкции ниже, чем вышеописанная, но время на постройку и затраты значительно меньше. Дно «бездонного колодца» используется в качестве очищающего фильтра, а материал, используемый для последующей фильтрации стоковых вод, это все тот же песок и гравий.
Также, как и в любых других случаях постройки выгребных ям, сначала роется котлован, дно котлована выравнивается при помощи песка и гравия, сверху накладывается арматурная сетка, затем дно заливается бетоном. Когда стяжка высохнет, осуществляется кладка кирпича, круговым или прямоугольным способом. Снаружи кладка промазывается битумной мастикой, чтобы предотвратить попадание нечистот в грунт. В случаях, когда объем сточных вод невелик, целесообразно будет построить кирпичную выгребную яму с фильтрующим дном. Устойчивость такой конструкции ниже, чем вышеописанная, но время на постройку и затраты значительно меньше. Дно «бездонного колодца» используется в качестве очищающего фильтра, а материал, используемый для последующей фильтрации стоковых вод, это все тот же песок и гравий. Строительство выгребной ямы из старых покрышек не займет и дня и основное время уйдет на земляные работы, а не монтаж. К недостаткам данной конструкции можно отнести следующие факторы: велик риск нарушения герметичности конструкции из-за возможных подвижек почвы, сложность в ремонте и демонтаже, возможность появления неприятного запаха по истечении времени, строить такую выгребную яму желательно в 30 метрах от источников воды (не каждый участок может похвастаться такими размерами).
Строительство выгребной ямы из старых покрышек не займет и дня и основное время уйдет на земляные работы, а не монтаж. К недостаткам данной конструкции можно отнести следующие факторы: велик риск нарушения герметичности конструкции из-за возможных подвижек почвы, сложность в ремонте и демонтаже, возможность появления неприятного запаха по истечении времени, строить такую выгребную яму желательно в 30 метрах от источников воды (не каждый участок может похвастаться такими размерами).
 5х0.9h 3500р, крышка 1000р.
5х0.9h 3500р, крышка 1000р. Сооружение выгребной ямы своими руками и при помощи организаций, не имеющих нужного опыта, это может привести к загрязнению грунтовой воды, а также периодическому плохому запаху в здании, на участке, порче плодоносных деревьев, проблемами с соседями и обслуживающими организациями. Разве оно вам нужно?
Сооружение выгребной ямы своими руками и при помощи организаций, не имеющих нужного опыта, это может привести к загрязнению грунтовой воды, а также периодическому плохому запаху в здании, на участке, порче плодоносных деревьев, проблемами с соседями и обслуживающими организациями. Разве оно вам нужно?
 Дачники могут себе позволить:
Дачники могут себе позволить:
 Без согласования данного вопроса строить отхожее место нельзя.
Без согласования данного вопроса строить отхожее место нельзя. И тем более, когда стоит вопрос где должна быть выкопана яма для туалета. Здесь необходимо руководствоваться следующим правилом: при залегании грунтовых вод ниже отметки в 2,5 метра можно выбирать любой тип отстойника. Но если этот показатель выше, то единственно возможным вариантом остаётся герметичная яма.
И тем более, когда стоит вопрос где должна быть выкопана яма для туалета. Здесь необходимо руководствоваться следующим правилом: при залегании грунтовых вод ниже отметки в 2,5 метра можно выбирать любой тип отстойника. Но если этот показатель выше, то единственно возможным вариантом остаётся герметичная яма. На песчаных почвах можно строить отстойник без дна. Вместо него яма должна быть заполнена гравийной подушкой, которая одновременно будет служить механическим фильтром.
На песчаных почвах можно строить отстойник без дна. Вместо него яма должна быть заполнена гравийной подушкой, которая одновременно будет служить механическим фильтром.
 При условии, что яма будет герметичной, требуется насыпать слой 50 см. Укладку песка производят частями по 10 – 15 см. Каждый слой требуется трамбовать. Если позволяет возможность, то песок можно как следует пролить водой. Так подсыпка получится максимально качественной.
При условии, что яма будет герметичной, требуется насыпать слой 50 см. Укладку песка производят частями по 10 – 15 см. Каждый слой требуется трамбовать. Если позволяет возможность, то песок можно как следует пролить водой. Так подсыпка получится максимально качественной.

 В подготовленном углублении в почве собираются все отходы из туалета. Благодаря специально подобранной конструкции и укрепленным стенкам, такая выгребная яма может выполнять все поставленные функции. Она обустраивается следующим образом:
В подготовленном углублении в почве собираются все отходы из туалета. Благодаря специально подобранной конструкции и укрепленным стенкам, такая выгребная яма может выполнять все поставленные функции. Она обустраивается следующим образом: На этом месте можно вновь выкопать яму и установить своими руками туалет.
На этом месте можно вновь выкопать яму и установить своими руками туалет.
 После того как выгребная яма будет готова нужно выбрать тип обустройства ее дна. Оно может быть в виде:
После того как выгребная яма будет готова нужно выбрать тип обустройства ее дна. Оно может быть в виде: Для обустройства такого основания необходимо:
Для обустройства такого основания необходимо: Используйте перевязку швов, чтоб кладка была прочной. Кирпич можно укладывать на ребро.
Используйте перевязку швов, чтоб кладка была прочной. Кирпич можно укладывать на ребро. Его высота составляет 0,9 м, поэтому используйте 2-3 штуки.
Его высота составляет 0,9 м, поэтому используйте 2-3 штуки. Для ее обустройства необходимо немного времени, поскольку такие емкости мало весят и легко устанавливаются. Лучше всего использовать пластиковую бочку, которая не подвержена коррозии и имеет длительный срок службы. Для ее монтажа необходимо:
Для ее обустройства необходимо немного времени, поскольку такие емкости мало весят и легко устанавливаются. Лучше всего использовать пластиковую бочку, которая не подвержена коррозии и имеет длительный срок службы. Для ее монтажа необходимо: youtube.com/embed/gvO6C6QB2y8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/gvO6C6QB2y8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/> Но существует ряд важных требований и правил, которые нужно соблюдать в обязательно порядке:
Но существует ряд важных требований и правил, которые нужно соблюдать в обязательно порядке: Место монтажа системы нужно расчистить, выкопать котлован необходимого размера, подготовка траншей для подводящего и отводящего трубопровода.
Место монтажа системы нужно расчистить, выкопать котлован необходимого размера, подготовка траншей для подводящего и отводящего трубопровода.
 Записаться можно по телефону: +7 (3532) 95-77-77.
Записаться можно по телефону: +7 (3532) 95-77-77. Однако, если проект сложный и / или если подключение к общественной системе находится посреди улицы, это может стоить $ 7,000-25,000 $ или больше. Читатели CostHelper сообщают, что платят 4500–13000 долларов, или 50–100 долларов за фут традиционную замену 50-100 футов канализационной линии при средней стоимости 7 493 долларов или 106 долларов за фут.
Однако, если проект сложный и / или если подключение к общественной системе находится посреди улицы, это может стоить $ 7,000-25,000 $ или больше. Читатели CostHelper сообщают, что платят 4500–13000 долларов, или 50–100 долларов за фут традиционную замену 50-100 футов канализационной линии при средней стоимости 7 493 долларов или 106 долларов за фут. , или 4 000–25 000 долларов или больше для типичной бытовой канализации.Читатели CostHelper сообщают, что за бестраншейный ремонт канализации заплатили $ 6000–12000 или около $ 92–238 за фут при средней стоимости $ 8 900 (162 долларов за фут).
, или 4 000–25 000 долларов или больше для типичной бытовой канализации.Читатели CostHelper сообщают, что за бестраншейный ремонт канализации заплатили $ 6000–12000 или около $ 92–238 за фут при средней стоимости $ 8 900 (162 долларов за фут). Сантехник из Калифорнии предоставил видео по замене старых глиняных трубопроводов традиционными методами [1] .
Сантехник из Калифорнии предоставил видео по замене старых глиняных трубопроводов традиционными методами [1] .


 каждый для бани туннели / соединяет, это больно (для справки — в каждую цену включены детали, работа, разрешения / сборы, осмотры).
каждый для бани туннели / соединяет, это больно (для справки — в каждую цену включены детали, работа, разрешения / сборы, осмотры). Жаль, что мы не смогли подать иск против продавца. Статуя прошла. А через пару месяцев нам пришлось бороться с тараканами на заднем дворе. Я думаю, мы закончили с этим фиаско!
Жаль, что мы не смогли подать иск против продавца. Статуя прошла. А через пару месяцев нам пришлось бороться с тараканами на заднем дворе. Я думаю, мы закончили с этим фиаско!
 Общая стоимость, включая земляные работы и очистку, составила 2800,00. Муниципальный люк находился за бордюром, поэтому никаких уличных работ не требовалось.
Общая стоимость, включая земляные работы и очистку, составила 2800,00. Муниципальный люк находился за бордюром, поэтому никаких уличных работ не требовалось.
 Rotorooter использовался безуспешно; не смог пробиться сквозь корни. Врезка и ремонт улицы стоили очень дорого (6000 долларов). Прошло три дня.
Rotorooter использовался безуспешно; не смог пробиться сквозь корни. Врезка и ремонт улицы стоили очень дорого (6000 долларов). Прошло три дня. Куст был удален без необходимости, и уборка не проводилась. Я пожилая одинокая женщина и я чувствую себя сорванным! вся работа заняла 5 человек.5 часов. после этого я потратил 2 часа на уборку мощеной подъездной дороги и стратегически переустановил куст, чтобы скрыть бельмо на глазу (хотя куст, вероятно, тоже кончился). Мне предложили скидку в 600 долларов за оплату наличными и отказ от счета-фактуры или квитанции. Это означает, что я плачу 600 долларов за вычет из моих налогов за 2017 год на ремонт дома.
Куст был удален без необходимости, и уборка не проводилась. Я пожилая одинокая женщина и я чувствую себя сорванным! вся работа заняла 5 человек.5 часов. после этого я потратил 2 часа на уборку мощеной подъездной дороги и стратегически переустановил куст, чтобы скрыть бельмо на глазу (хотя куст, вероятно, тоже кончился). Мне предложили скидку в 600 долларов за оплату наличными и отказ от счета-фактуры или квитанции. Это означает, что я плачу 600 долларов за вычет из моих налогов за 2017 год на ремонт дома. Как только они раскололи цемент и выкопали примерно 2 фута, они поняли, что старая смоляная труба рухнула.
Как только они раскололи цемент и выкопали примерно 2 фута, они поняли, что старая смоляная труба рухнула.

 Я думал, что буду действовать на опережение и просто сделаю это, пока он не потерпел неудачу. Спешки не было, поэтому я смог получить хорошую цену.
Я думал, что буду действовать на опережение и просто сделаю это, пока он не потерпел неудачу. Спешки не было, поэтому я смог получить хорошую цену.
 Поэтому они начали копать там, где была моя старая чистка, чтобы заменить ту часть. Им также пришлось сделать еще один раскоп в том месте, где старая труба соединялась с глиняным трубопроводом. Затем они использовали бестраншейную технологию. Быстрый ремонт
Поэтому они начали копать там, где была моя старая чистка, чтобы заменить ту часть. Им также пришлось сделать еще один раскоп в том месте, где старая труба соединялась с глиняным трубопроводом. Затем они использовали бестраншейную технологию. Быстрый ремонт
 Затем, когда я сказал сделать гидроочистку, они добавили 1100 долларов. Бестраншейный сейчас стоит 12000 долларов, к которым они добавили 1100 долларов, в общей сложности 13100 долларов. Это 588 долларов за погонный фут, как минимум в два раза. Я подумывал о втором предложении; Мой прошлый опыт работы с жилым сектором показывает, что когда речь идет о большой компании, цены не сильно различаются и являются непристойными.
Затем, когда я сказал сделать гидроочистку, они добавили 1100 долларов. Бестраншейный сейчас стоит 12000 долларов, к которым они добавили 1100 долларов, в общей сложности 13100 долларов. Это 588 долларов за погонный фут, как минимум в два раза. Я подумывал о втором предложении; Мой прошлый опыт работы с жилым сектором показывает, что когда речь идет о большой компании, цены не сильно различаются и являются непристойными.
 И что первоначальный подрядчик подключил ливневую канализацию к канализационной сети. Поэтому мы заменили все на 4-дюймовую АБС. Эта новая установка включала очистку внешнего доступа, которой у нас не было раньше.
И что первоначальный подрядчик подключил ливневую канализацию к канализационной сети. Поэтому мы заменили все на 4-дюймовую АБС. Эта новая установка включала очистку внешнего доступа, которой у нас не было раньше. Как мне найти образец контракта или предложения, чтобы даже узнать, о чем спросить этих работников?
Как мне найти образец контракта или предложения, чтобы даже узнать, о чем спросить этих работников?  00 — 100.00 очищать. Перенесемся в 2015 год 3 раза за последние 6 месяцев. У нас дважды проводился бесплатный осмотр камеры, и сантехники говорили нам, что им придется очистить все корни на Hydro-jet на 350.00 выбираем как раз основу змейки. Они предупредили, что наша линия может обрушиться, если это произойдет, ремонт будет стоить 11 000 долларов. Я начал исследовать варианты. У нас есть несколько взрослых деревьев, которые мы хотели срубить или уничтожить, поэтому 3 июля я нанял ProPowerPlumbing. Пять парней работали по 2-6 часов каждый, выполняя работу за один день. Мы получили Perma-Liner с 50-летней переходной гарантией.
00 — 100.00 очищать. Перенесемся в 2015 год 3 раза за последние 6 месяцев. У нас дважды проводился бесплатный осмотр камеры, и сантехники говорили нам, что им придется очистить все корни на Hydro-jet на 350.00 выбираем как раз основу змейки. Они предупредили, что наша линия может обрушиться, если это произойдет, ремонт будет стоить 11 000 долларов. Я начал исследовать варианты. У нас есть несколько взрослых деревьев, которые мы хотели срубить или уничтожить, поэтому 3 июля я нанял ProPowerPlumbing. Пять парней работали по 2-6 часов каждый, выполняя работу за один день. Мы получили Perma-Liner с 50-летней переходной гарантией.
 Стоимость полной замены канализационной линии составляет от $ 8 000 до $ 30 000, или $ 50 — 200 $ за погонный фут , в зависимости от длины и ширины необходимой канализационной трубы.
Стоимость полной замены канализационной линии составляет от $ 8 000 до $ 30 000, или $ 50 — 200 $ за погонный фут , в зависимости от длины и ширины необходимой канализационной трубы. США
США Стоимость замены небольших труб начинается с , от 3000 до 6000 долларов, или с , от 5000 до 13000 долларов, на канализационных трубах длиной более 50 футов. Если есть несколько утечек под фундаментом и необходимо заменить канализационную систему, затраты возрастут до 30 000 долларов США .
Стоимость замены небольших труб начинается с , от 3000 до 6000 долларов, или с , от 5000 до 13000 долларов, на канализационных трубах длиной более 50 футов. Если есть несколько утечек под фундаментом и необходимо заменить канализационную систему, затраты возрастут до 30 000 долларов США .
 Цена зависит от расположения труб, а также от того, заменяются ли трубы из ПВХ, чугуна, свинца или Orangeburg.
Цена зависит от расположения труб, а также от того, заменяются ли трубы из ПВХ, чугуна, свинца или Orangeburg. США
США  По мере появления новых технологий в индустрии канализационных сетей для производства труб используются более качественные материалы. Некоторые подрядчики канализационных сетей предложат деньги, чтобы снять старые трубы, так как материал можно использовать повторно. Предпочтительными трубами для дренажных линий в доме являются трубы из АБС-пластика, изготовленные из смол на каучуковой основе, цена которых варьируется от доллара за 1 доллар.От 87 до 5,35 долл. США за фут для 10-дюймовых секций.
По мере появления новых технологий в индустрии канализационных сетей для производства труб используются более качественные материалы. Некоторые подрядчики канализационных сетей предложат деньги, чтобы снять старые трубы, так как материал можно использовать повторно. Предпочтительными трубами для дренажных линий в доме являются трубы из АБС-пластика, изготовленные из смол на каучуковой основе, цена которых варьируется от доллара за 1 доллар.От 87 до 5,35 долл. США за фут для 10-дюймовых секций. Прокладка траншеи под плитой может стоить дополнительных от 150 до 200 долларов за фут .
Прокладка траншеи под плитой может стоить дополнительных от 150 до 200 долларов за фут . Самая высокая стоимость приходится на земляные работы, замену, подключение и засыпку.Осмотр камеры в трубе может быстро определить, является ли это проблемой, а затем эту часть трубы можно заменить новой частью, которая удерживает сифон канализационного дома.
Самая высокая стоимость приходится на земляные работы, замену, подключение и засыпку.Осмотр камеры в трубе может быстро определить, является ли это проблемой, а затем эту часть трубы можно заменить новой частью, которая удерживает сифон канализационного дома.
 Трубы обычно ломаются в местах стыков, что часто бывает вызвано циклами замораживания-оттаивания в вашем районе. Когда канализационная линия треснула или сломалась, участок выкапывают и устанавливают новые сочлененные трубы.
Трубы обычно ломаются в местах стыков, что часто бывает вызвано циклами замораживания-оттаивания в вашем районе. Когда канализационная линия треснула или сломалась, участок выкапывают и устанавливают новые сочлененные трубы. Обе цены зависят от твердости почвы. В среднем $ 255 — это стоимость транспортировки материала сломанной трубы.
Обе цены зависят от твердости почвы. В среднем $ 255 — это стоимость транспортировки материала сломанной трубы.
 Когда часть трубы опускается ниже, чем остальная часть канализационной линии, она собирает воду и мусор, что в конечном итоге приводит к снижению давления воды.Эту часть трубы необходимо удалить и заменить.
Когда часть трубы опускается ниже, чем остальная часть канализационной линии, она собирает воду и мусор, что в конечном итоге приводит к снижению давления воды.Эту часть трубы необходимо удалить и заменить. Профессионал может использовать змейку, стоимость которой колеблется от $ 150 до $ 500, или гидроструйную очистку от $ 250 до $ 800 для более значительных засоров. Цены зависят от степени засорения, доступности и трудозатрат.
Профессионал может использовать змейку, стоимость которой колеблется от $ 150 до $ 500, или гидроструйную очистку от $ 250 до $ 800 для более значительных засоров. Цены зависят от степени засорения, доступности и трудозатрат.
 Эти камеры имеют высокое разрешение и являются дорогостоящим оборудованием. Инспекция обойдется в $ 200 против $ $ 450. Некоторые технические специалисты предлагают свои фотоаппараты бесплатно, если вы заранее заказываете их для ремонта.
Эти камеры имеют высокое разрешение и являются дорогостоящим оборудованием. Инспекция обойдется в $ 200 против $ $ 450. Некоторые технические специалисты предлагают свои фотоаппараты бесплатно, если вы заранее заказываете их для ремонта.

 ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! Этот метод сводит раскопки к минимуму.
Этот метод сводит раскопки к минимуму. Степень повреждения во многом будет определять количество мусора, который необходимо удалить — трубы, гипсокартон, полы, изделия из дерева и т. Д.Перетяжка материала будет стоить минимум 550 долларов и более 2000 долларов . Чем сложнее получить доступ к вашей собственности и тем больше мусора нужно вытащить, рассчитывайте, что заплатите больше. С вас может взиматься ежедневная, а не фиксированная ставка, если бригада, которую вы наняли для ремонта канализационной линии, должна арендовать мусорный контейнер.
Степень повреждения во многом будет определять количество мусора, который необходимо удалить — трубы, гипсокартон, полы, изделия из дерева и т. Д.Перетяжка материала будет стоить минимум 550 долларов и более 2000 долларов . Чем сложнее получить доступ к вашей собственности и тем больше мусора нужно вытащить, рассчитывайте, что заплатите больше. С вас может взиматься ежедневная, а не фиксированная ставка, если бригада, которую вы наняли для ремонта канализационной линии, должна арендовать мусорный контейнер.

 Это монолитное покрытие, не имеющее провалов, с многообразием расцветок и текстур, морозоустойчивостью, прочностью, долговечностью эксплуатации. К положительным сторонам декоративной поверхности нужно отнести:
Это монолитное покрытие, не имеющее провалов, с многообразием расцветок и текстур, морозоустойчивостью, прочностью, долговечностью эксплуатации. К положительным сторонам декоративной поверхности нужно отнести: Варианты мощения показаны на фото штампованного бетона, имитирующего различные поверхности.
Варианты мощения показаны на фото штампованного бетона, имитирующего различные поверхности. Этот вопрос интересует многих, изучающих технологию. Спровоцировать разрушение может много факторов.
Этот вопрос интересует многих, изучающих технологию. Спровоцировать разрушение может много факторов. Быстрое затвердевание затрудняет нанесение закрепителя.
Быстрое затвердевание затрудняет нанесение закрепителя.

 Получившуюся поверхность тщательно трамбуют и засыпают щебневой подушкой около 10-12 см. Соорудив опалубку из ровных обрезных досок, на подготовленную площадку кладут арматурную сетку, приподняв ее камушками на 3-4 см над поверхностью.
Получившуюся поверхность тщательно трамбуют и засыпают щебневой подушкой около 10-12 см. Соорудив опалубку из ровных обрезных досок, на подготовленную площадку кладут арматурную сетку, приподняв ее камушками на 3-4 см над поверхностью. Чтобы поверхность сделать гладкой, можно использовать правило или специальный роллер, которым прокатывают застывающую смесь.
Чтобы поверхность сделать гладкой, можно использовать правило или специальный роллер, которым прокатывают застывающую смесь. Чтобы получить идеально ровные очертания, матрицы тесно сжимают между собой. Окончательное отвердевание длиться порядка двух суток. Затем поверхность очищается жесткими щетками, чтобы убрать излишки материала.
Чтобы получить идеально ровные очертания, матрицы тесно сжимают между собой. Окончательное отвердевание длиться порядка двух суток. Затем поверхность очищается жесткими щетками, чтобы убрать излишки материала. Мягкие формы потребуют немалых усилий при распечатке рисунка.
Мягкие формы потребуют немалых усилий при распечатке рисунка. » src=»https://www.youtube.com/embed/g3y0d-HuNtk?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/g3y0d-HuNtk?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
 Эта технология позволяет воссоздать текстуру натуральной древесины, сланцевых плит, брусчатки и т.д. Это расширяет сферы применения этого способа облицовки.
Эта технология позволяет воссоздать текстуру натуральной древесины, сланцевых плит, брусчатки и т.д. Это расширяет сферы применения этого способа облицовки. Декоративный бетон в интерьере применяется при обустройстве беседок, лестничных маршей и мест отдыха. Этот материал достаточно прочный, чтобы его можно было применять при оформлении детских площадок и мест большого скопления людей.
Декоративный бетон в интерьере применяется при обустройстве беседок, лестничных маршей и мест отдыха. Этот материал достаточно прочный, чтобы его можно было применять при оформлении детских площадок и мест большого скопления людей.
 Используя штамп для бетона, необходимо прилагать немало усилий для продавливания оттиска.
Используя штамп для бетона, необходимо прилагать немало усилий для продавливания оттиска.

 После этого с основания снимается примерно 15-20 см грунта. Дно следует тщательно утрамбовать.
После этого с основания снимается примерно 15-20 см грунта. Дно следует тщательно утрамбовать.
 Нужно уложить форму, а затем встать на нее. Таким образом, последовательно проштамповывается весь рисунок на бетонном покрытии.
Нужно уложить форму, а затем встать на нее. Таким образом, последовательно проштамповывается весь рисунок на бетонном покрытии.

 С его помощью обустраиваются дорожки и площадки в саду, цоколи домов, заборы, пр.
С его помощью обустраиваются дорожки и площадки в саду, цоколи домов, заборы, пр. Материалы, из которых изготавливаются штампы, разные, но самым удачным в этом плане считается полиуретан. Благодаря своей пластичности, он дает наиболее четкий рисунок поверхности. К тому же, штампы из полиуретана прочны и долговечны. На втором месте формы из пластика – более дешевые, обычно используемые для создания несложных рельефов. Есть и валики, позволяющие нанести на бетон нужный рельеф.
Материалы, из которых изготавливаются штампы, разные, но самым удачным в этом плане считается полиуретан. Благодаря своей пластичности, он дает наиболее четкий рисунок поверхности. К тому же, штампы из полиуретана прочны и долговечны. На втором месте формы из пластика – более дешевые, обычно используемые для создания несложных рельефов. Есть и валики, позволяющие нанести на бетон нужный рельеф.

 К ним относятся широкая цветовая палитра и большой выбор типов отделки. Помимо этого, материал может выдерживать значительные нагрузки, большие, чем плитка для тротуаров. Ему нипочем воздействие кислот и других веществ. Для декоративной отделки помещений строители используют наполнители разных цветов (крошка из мрамора, измельченное стекло).
К ним относятся широкая цветовая палитра и большой выбор типов отделки. Помимо этого, материал может выдерживать значительные нагрузки, большие, чем плитка для тротуаров. Ему нипочем воздействие кислот и других веществ. Для декоративной отделки помещений строители используют наполнители разных цветов (крошка из мрамора, измельченное стекло).

 Она должна быть выполнена с использованием бетона М350. Перед началом работ необходимо обозначить границы колышками, шнуром. После этого строители снимают двадцать сантиметров грунта, утрамбовывают дно, насыпают подушку из щебня толщиной до пятнадцати сантиметров. На границе подготовленной площади делают опалубку, в которую закладывают арматурную сетку, поднимают над грунтом на несколько сантиметров. Бетонный раствор замешивают в бетономешалке или вручную, затем заливают и уплотняют специальной виброрейкой. Поверхность разглаживают с помощью гладилки.
Она должна быть выполнена с использованием бетона М350. Перед началом работ необходимо обозначить границы колышками, шнуром. После этого строители снимают двадцать сантиметров грунта, утрамбовывают дно, насыпают подушку из щебня толщиной до пятнадцати сантиметров. На границе подготовленной площади делают опалубку, в которую закладывают арматурную сетку, поднимают над грунтом на несколько сантиметров. Бетонный раствор замешивают в бетономешалке или вручную, затем заливают и уплотняют специальной виброрейкой. Поверхность разглаживают с помощью гладилки./GettyImages-157484248-582bf8025f9b58d5b13a21f3.jpg) Это помогает придать им нужную форму. После этого наносят еще один слой отвердителя и выравнивают бетон гладилкой. Отвердитель позволяет окрасить бетонную поверхность, сделать ее более прочной. В состав цветного отвердителя входят пигменты, наполнитель, измельченный гранит и кварц. Частицы смеси заполняют пустоты в цементном растворе. За счет этого он становится более прочным. Отвердитель придает поверхности цвет, который не тускнеет в течение длительного времени. На рынке представлены несколько десятков разных оттенков.
Это помогает придать им нужную форму. После этого наносят еще один слой отвердителя и выравнивают бетон гладилкой. Отвердитель позволяет окрасить бетонную поверхность, сделать ее более прочной. В состав цветного отвердителя входят пигменты, наполнитель, измельченный гранит и кварц. Частицы смеси заполняют пустоты в цементном растворе. За счет этого он становится более прочным. Отвердитель придает поверхности цвет, который не тускнеет в течение длительного времени. На рынке представлены несколько десятков разных оттенков. После этого посыпают порошком цементную смесь. После завершения процедуры окрашивания специалисты обрабатывают все углы текстурными шкурами для придания им необходимой формы.
После этого посыпают порошком цементную смесь. После завершения процедуры окрашивания специалисты обрабатывают все углы текстурными шкурами для придания им необходимой формы. Важно, чтобы металлический штамп удерживал весь вес строителя, не вяз в растворе и не скользил. После успешной проверки специалисты могут начинать штамповку. Для этого раскладывают металлические штампы. Нередко производители штампов пронумеровывают их, обозначая необходимую последовательность расположения. Чтобы сделать бетон печатным, достаточно положить штамп и наступить. В некоторых случаях применяются трамбовки. Затем штампованный бетон оставляют для затвердения примерно на сутки.
Важно, чтобы металлический штамп удерживал весь вес строителя, не вяз в растворе и не скользил. После успешной проверки специалисты могут начинать штамповку. Для этого раскладывают металлические штампы. Нередко производители штампов пронумеровывают их, обозначая необходимую последовательность расположения. Чтобы сделать бетон печатным, достаточно положить штамп и наступить. В некоторых случаях применяются трамбовки. Затем штампованный бетон оставляют для затвердения примерно на сутки.
 Как правило, нужно нанести два-три слоя состава. После высыхания средства цементная поверхность готова к дальнейшему использованию.
Как правило, нужно нанести два-три слоя состава. После высыхания средства цементная поверхность готова к дальнейшему использованию.
 Нестандартный подход даже к самым простым привычным материалам позволяет мастерам создать впечатляющие работы.
Нестандартный подход даже к самым простым привычным материалам позволяет мастерам создать впечатляющие работы. Трафарет может быть любым: например, повторять рисунок состаренной мостовой или кирпичной кладки, растрескавшейся земли, опавших листьев или паутины. Нет ограничений для оформления поверхности. Мастер может поэкспериментировать с разными цветными красителями, добавить в раствор декоративную мозаику или измельченный мрамор.
Трафарет может быть любым: например, повторять рисунок состаренной мостовой или кирпичной кладки, растрескавшейся земли, опавших листьев или паутины. Нет ограничений для оформления поверхности. Мастер может поэкспериментировать с разными цветными красителями, добавить в раствор декоративную мозаику или измельченный мрамор.
 Единственный минус материала — как в случае с настоящим и искусственным камнем, брусчаткой или плиткой, покрытие может поцарапаться при воздействии металлическими инструментами или предметами. Это стоит учесть и тем, кто хочет декорировать штампованным бетоном парковочное место: в местах поворачивания колес могут оставаться небольшие дефекты.
Единственный минус материала — как в случае с настоящим и искусственным камнем, брусчаткой или плиткой, покрытие может поцарапаться при воздействии металлическими инструментами или предметами. Это стоит учесть и тем, кто хочет декорировать штампованным бетоном парковочное место: в местах поворачивания колес могут оставаться небольшие дефекты. Также важно, чтобы инструмент для штамповки был прочным, удобным и в точности соответствовал целям работ.
Также важно, чтобы инструмент для штамповки был прочным, удобным и в точности соответствовал целям работ. Кроме того, такие формы не требуют специальной подготовки, более стойки к щелочи, воздействию других химических веществ, их легко обрабатывать и чистить.
Кроме того, такие формы не требуют специальной подготовки, более стойки к щелочи, воздействию других химических веществ, их легко обрабатывать и чистить. Рассмотрим самые популярные способы изготовления штампов, проверенные мастерами.
Рассмотрим самые популярные способы изготовления штампов, проверенные мастерами.
 Особенно это касается штампов, имитирующих природные материалы. Если одинаковые элементы располагаются рядом — это выглядит неестественно, искажая общую идею. Лучше сделать два или три разных трафаретов или штамповать бетон в случайном порядке. Перед нанесением рисунка можно потренироваться на песке или земле.
Особенно это касается штампов, имитирующих природные материалы. Если одинаковые элементы располагаются рядом — это выглядит неестественно, искажая общую идею. Лучше сделать два или три разных трафаретов или штамповать бетон в случайном порядке. Перед нанесением рисунка можно потренироваться на песке или земле. Важно, чтобы не было перепадов температур и осадков. Несоблюдение температурных режимов ведет к потере прочности материала.
Важно, чтобы не было перепадов температур и осадков. Несоблюдение температурных режимов ведет к потере прочности материала. Затем добавлять воду до получения раствора нужной густоты.
Затем добавлять воду до получения раствора нужной густоты. Сначала на площадку наносится три четверти всей массы отвердителя, а затем поверхность разравнивается с помощью штукатурного правила. Оставшаяся смесь наносится спустя 20 минут, а затем снова необходимо убрать получившиеся неровности.
Сначала на площадку наносится три четверти всей массы отвердителя, а затем поверхность разравнивается с помощью штукатурного правила. Оставшаяся смесь наносится спустя 20 минут, а затем снова необходимо убрать получившиеся неровности. Чтобы облегчить процесс, пронумеруйте штампы, чтобы определить последовательность нанесения.
Чтобы облегчить процесс, пронумеруйте штампы, чтобы определить последовательность нанесения. Не стоит также очищать покрытие металлическими инструментами.
Не стоит также очищать покрытие металлическими инструментами. Вид декоративной штукатурки может создавать имитацию любого материала: кирпича, брусчатки, досок, шкур животных, природного камня, потрескавшейся земли, а также оформляться в виде листьев, изображения зверей и отпечатков их лап.
Вид декоративной штукатурки может создавать имитацию любого материала: кирпича, брусчатки, досок, шкур животных, природного камня, потрескавшейся земли, а также оформляться в виде листьев, изображения зверей и отпечатков их лап. Одним из них является штампованный бетон. Штампованный бетон часто называют печатным, так как при его производстве применяется штамп, а техника напоминает печать. Такой способ украшения изделий, конструкций нашел широкое применение во многих странах. В России же пока он не пользуется такой большой популярностью. Такой аствор уже давно используется в Америке, европейских странах, таких как Великобритания, Германия, Италия, Франция. Декоративный бетон можно сделать своими руками, но все же лучше обратиться к специалистам.
Одним из них является штампованный бетон. Штампованный бетон часто называют печатным, так как при его производстве применяется штамп, а техника напоминает печать. Такой способ украшения изделий, конструкций нашел широкое применение во многих странах. В России же пока он не пользуется такой большой популярностью. Такой аствор уже давно используется в Америке, европейских странах, таких как Великобритания, Германия, Италия, Франция. Декоративный бетон можно сделать своими руками, но все же лучше обратиться к специалистам. Его можно наносить на стены, двери, шкафы, камины и другие предметы обихода. Рассмотрим более подробно, как сделать штампованный бетон своими руками, преимущества данного материала.
Его можно наносить на стены, двери, шкафы, камины и другие предметы обихода. Рассмотрим более подробно, как сделать штампованный бетон своими руками, преимущества данного материала. Чем плотнее штамп, тем проще с его помощью выполнить четко просматриваемый рисунок. Слишком мягкие и податливые формы сложнее в работе, к ним нужно прикладывать больше усилий в процессе распечатки.
Чем плотнее штамп, тем проще с его помощью выполнить четко просматриваемый рисунок. Слишком мягкие и податливые формы сложнее в работе, к ним нужно прикладывать больше усилий в процессе распечатки. Обязательное требование – наличие в составе клея пластификаторов, это требуется для придания конструкции прочности и предупреждения образования трещин.
Обязательное требование – наличие в составе клея пластификаторов, это требуется для придания конструкции прочности и предупреждения образования трещин.

 Иначе он просто будет смыт водой при промывке поверхности.
Иначе он просто будет смыт водой при промывке поверхности. Все вмятины и трещины тщательно шпаклюются своими руками. После всего этого поверхность грунтуется. Грунтовка при ее высыхании не должна оставлять скользкой пленки. Оптимально использовать грунтовку такого типа, для которой имеется в наличии клей. Для очень гладких оснований потребуется грунтовка для проблемных поверхностей, она улучшит сцепление с клеем.
Все вмятины и трещины тщательно шпаклюются своими руками. После всего этого поверхность грунтуется. Грунтовка при ее высыхании не должна оставлять скользкой пленки. Оптимально использовать грунтовку такого типа, для которой имеется в наличии клей. Для очень гладких оснований потребуется грунтовка для проблемных поверхностей, она улучшит сцепление с клеем. Ее консистенция должна быть такой, чтобы при прикосновении она не тянулась за пальцем. Кратко всю технологию подготовки можно описать следующим образом: заливается стяжка, выравнивается, посыпается упрочнителем, затем посыпается разделитель, чтобы форма не прилипала.
Ее консистенция должна быть такой, чтобы при прикосновении она не тянулась за пальцем. Кратко всю технологию подготовки можно описать следующим образом: заливается стяжка, выравнивается, посыпается упрочнителем, затем посыпается разделитель, чтобы форма не прилипала.
 Для того чтобы сделать штамп бетона, нужно иметь в наличии следующее оборудование и сырье: распылители, цементную смесь, штамп с формами, клей, грунтовку, разделители и упрочнители, воду, стучалку, шпатель или рейку для выравнивания поверхности, щетку для ее очистки. Полученный штампованный бетон обладает высокой прочностью, износоустойчивостью и другими ценными свойствами.
Для того чтобы сделать штамп бетона, нужно иметь в наличии следующее оборудование и сырье: распылители, цементную смесь, штамп с формами, клей, грунтовку, разделители и упрочнители, воду, стучалку, шпатель или рейку для выравнивания поверхности, щетку для ее очистки. Полученный штампованный бетон обладает высокой прочностью, износоустойчивостью и другими ценными свойствами. Преимуществом технологии является нестандартный вид готового покрытия, его надежность и долговечность. Внешне штампованный бетон похож на плитку. Но при изготовлении он требует меньших денежных затрат, обладает долгим сроком службы.
Преимуществом технологии является нестандартный вид готового покрытия, его надежность и долговечность. Внешне штампованный бетон похож на плитку. Но при изготовлении он требует меньших денежных затрат, обладает долгим сроком службы.
 Поэтому каждый борт площадки дополнительно обрабатывается специальной теркой. Это исключит образование сколов на краю плиты в будущем.
Поэтому каждый борт площадки дополнительно обрабатывается специальной теркой. Это исключит образование сколов на краю плиты в будущем. Но исполнитель должен дополнительно позаботиться о защите покрытия от последующих повреждений. Исключить появление трещин поможет заготовка усадочных швов. Они заполняются полиуретановым герметиком. Подробней с процессом выполнения таких работ можно ознакомиться в прилагаемых фото и видео материалах.
Но исполнитель должен дополнительно позаботиться о защите покрытия от последующих повреждений. Исключить появление трещин поможет заготовка усадочных швов. Они заполняются полиуретановым герметиком. Подробней с процессом выполнения таких работ можно ознакомиться в прилагаемых фото и видео материалах. youtube.com/embed/J3dO9E0fX7c» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/J3dO9E0fX7c» frameborder=»0″ allowfullscreen=»»/> Я не могу сделать обе части сам. Так что, когда моя дочь пришла на ужин, расплатой за нее стала частичка ее рук Жизни!
Я не могу сделать обе части сам. Так что, когда моя дочь пришла на ужин, расплатой за нее стала частичка ее рук Жизни!
 Вы будете поражены тем, как этот Life Casting подбирает каждую морщинку на коже! Опять же, это легко может стать зависимостью.Я весело проводил время с детьми, отливавшими в гипсе неглубокие отпечатки своих ступней и рук и помещая их в рамку из теневого ящика.
Вы будете поражены тем, как этот Life Casting подбирает каждую морщинку на коже! Опять же, это легко может стать зависимостью.Я весело проводил время с детьми, отливавшими в гипсе неглубокие отпечатки своих ступней и рук и помещая их в рамку из теневого ящика.

 Да, резинки отлично работают, удерживая снаружи вместе, но мне нужно было что-то получше для других областей. У профессиональных форм есть язычки и зажимы, которых здесь нет.
Да, резинки отлично работают, удерживая снаружи вместе, но мне нужно было что-то получше для других областей. У профессиональных форм есть язычки и зажимы, которых здесь нет. Сделайте это до того, как оно застынет за 24 часа.
Сделайте это до того, как оно застынет за 24 часа. Я получил оценки от различных местных компаний, наименее дорогая компания процитировала мне более 23 тысяч долларов. Правильно, это не опечатка, мне процитировали двадцать три тысячи долларов.
Я получил оценки от различных местных компаний, наименее дорогая компания процитировала мне более 23 тысяч долларов. Правильно, это не опечатка, мне процитировали двадцать три тысячи долларов. Мы начали внутренний дворик с использования ландшафтных блоков, чтобы поднять его на желаемую высоту.
Мы начали внутренний дворик с использования ландшафтных блоков, чтобы поднять его на желаемую высоту.



 Однако, если вы купите их, используете для своего проекта, а затем перепродаете, когда закончите, это будет значительно дешевле, чем нанять кого-то! Если вы не знаете, сколько бетона вам понадобится, воспользуйтесь этим калькулятором для расчета необходимого количества бетона.
Однако, если вы купите их, используете для своего проекта, а затем перепродаете, когда закончите, это будет значительно дешевле, чем нанять кого-то! Если вы не знаете, сколько бетона вам понадобится, воспользуйтесь этим калькулятором для расчета необходимого количества бетона. Затем ваши дети могут весело провести время, украсив ступеньку нашей коллекцией красок для патио.
Затем ваши дети могут весело провести время, украсив ступеньку нашей коллекцией красок для патио.
 Он позволит, в случае необходимости, быстро демонтировать или поставить сантехнику на место либо сместить её в сторону без нарушения целостности слива.
Он позволит, в случае необходимости, быстро демонтировать или поставить сантехнику на место либо сместить её в сторону без нарушения целостности слива. Типовые модели водосливной арматуры обеих разновидностей производятся длинами от 230 мм до 500 мм.
Типовые модели водосливной арматуры обеих разновидностей производятся длинами от 230 мм до 500 мм. Это также облегчает под готовку к установке гибкого адаптера и расширяет выбор их разновидностей (углового или прямого типа).
Это также облегчает под готовку к установке гибкого адаптера и расширяет выбор их разновидностей (углового или прямого типа). Любая гофра для унитаза армированная или обычная не усиленная монтируется проще, если сначала она надевается на выпуск сантехнического прибора, а затем другой своей частью вставляется в отвод фанового стояка. Такая посадка особенно удобна, когда оборудование еще не закреплено анкерными винтами к полу. Получается следующая последовательность действий:
Любая гофра для унитаза армированная или обычная не усиленная монтируется проще, если сначала она надевается на выпуск сантехнического прибора, а затем другой своей частью вставляется в отвод фанового стояка. Такая посадка особенно удобна, когда оборудование еще не закреплено анкерными винтами к полу. Получается следующая последовательность действий:
 п.
п. К лучшему меняются и технологии строительства и проведения коммуникаций. Всего пару десятилетий назад простая замена унитаза была большой проблемой. Нужно было подобрать новую сантехнику так, чтобы выход точно совпал с отводом канализации. Иначе масштабной возни с заменой чугунных труб было не избежать. Но вот появился пластик, а массивные отводы сменила гофра для унитаза. И все сразу стало намного проще. Теперь замена санфаянса не требует ни специальных знаний, ни квалификации, ни многочасовых усилий.
К лучшему меняются и технологии строительства и проведения коммуникаций. Всего пару десятилетий назад простая замена унитаза была большой проблемой. Нужно было подобрать новую сантехнику так, чтобы выход точно совпал с отводом канализации. Иначе масштабной возни с заменой чугунных труб было не избежать. Но вот появился пластик, а массивные отводы сменила гофра для унитаза. И все сразу стало намного проще. Теперь замена санфаянса не требует ни специальных знаний, ни квалификации, ни многочасовых усилий. И не имеет никакого значения их взаимное расположение. Главное, чтобы канализация находилась ниже сливного отверстия унитаза, иначе вода просто не будет течь
И не имеет никакого значения их взаимное расположение. Главное, чтобы канализация находилась ниже сливного отверстия унитаза, иначе вода просто не будет течь Тогда в ход идет гофра для унитаза с отводом. Она станет спасением, если раковина или ванна расположена в непосредственной близости от унитаза.
Тогда в ход идет гофра для унитаза с отводом. Она станет спасением, если раковина или ванна расположена в непосредственной близости от унитаза.
 С одной стороны, это правильно – выглядит красиво и место не пустует. Только не стоит забывать, что гофра – не чугунная труба. Под тяжестью банки с краской она может прогнуться, а потом и лопнуть. Вывод: не стоит ставить на гофрированную трубу тяжелые предметы, это чревато протечкой.
С одной стороны, это правильно – выглядит красиво и место не пустует. Только не стоит забывать, что гофра – не чугунная труба. Под тяжестью банки с краской она может прогнуться, а потом и лопнуть. Вывод: не стоит ставить на гофрированную трубу тяжелые предметы, это чревато протечкой. Как это сделать, расскажем подробнее.
Как это сделать, расскажем подробнее.
 Стульчак останется чистым, а туалет свободным для посещения. Проблема лишь в поиске подходящего штуцера, так как далеко не все магазины продают дополненные отводы уголки и манжеты.
Стульчак останется чистым, а туалет свободным для посещения. Проблема лишь в поиске подходящего штуцера, так как далеко не все магазины продают дополненные отводы уголки и манжеты. На первых порах шланг опускается прямо в туалет, но на долгосрочную перспективу лучше наладить прямое подключение к канализации.
На первых порах шланг опускается прямо в туалет, но на долгосрочную перспективу лучше наладить прямое подключение к канализации.
 Этот элемент часто используют в тех случаях, когда диаметр выпускного отверстия унитаза и канализационной трубы не совпадает. Гофра очень удобна, если положение унитаза необходимо изменить, сместив его относительно места входа в канализацию.
Этот элемент часто используют в тех случаях, когда диаметр выпускного отверстия унитаза и канализационной трубы не совпадает. Гофра очень удобна, если положение унитаза необходимо изменить, сместив его относительно места входа в канализацию. Пластиковая труба надежнее и прослужит значительно дольше. Но порой без гофрированного соединителя не обойтись.
Пластиковая труба надежнее и прослужит значительно дольше. Но порой без гофрированного соединителя не обойтись.

 Необходимо изменить положение унитаза или выбрать другой способ подключения
Необходимо изменить положение унитаза или выбрать другой способ подключения
 Это могут быть как частички прежних коммуникаций, так и остатки цементного или герметизирующего состава.
Это могут быть как частички прежних коммуникаций, так и остатки цементного или герметизирующего состава. Ее следует повернуть к унитазу той стороной, на которой расположена внутренняя мембрана. Гофра должна перекрывать выход из унитаза примерно на пять-шесть сантиметров, такие размеры считаются оптимальными.
Ее следует повернуть к унитазу той стороной, на которой расположена внутренняя мембрана. Гофра должна перекрывать выход из унитаза примерно на пять-шесть сантиметров, такие размеры считаются оптимальными.
 Для этого не нужно переделывать всю работу, достаточно нанести на проблемные участки один-два слоя герметика.
Для этого не нужно переделывать всю работу, достаточно нанести на проблемные участки один-два слоя герметика. В таких случаях слишком длинную или растянутую гофру укрепляют с помощью специальных подпорок.
В таких случаях слишком длинную или растянутую гофру укрепляют с помощью специальных подпорок.

 Сифоны имеются для всех раковин, душевых, туалетов и сточных вод (например, сточных вод стиральных машин).
Сифоны имеются для всех раковин, душевых, туалетов и сточных вод (например, сточных вод стиральных машин). В итоге гибкий пластиковый сливной шланг стиральной машины протолкнулся в сливную коробку и прошел мимо сифона.
В итоге гибкий пластиковый сливной шланг стиральной машины протолкнулся в сливную коробку и прошел мимо сифона. Эти общие проблемы могут быть вызваны рядом различных конкретных проблем, и их диагностика может оказаться сложной задачей.Некоторые проблемы вы можете решить самостоятельно, в то время как другие, скорее всего, потребуют вызова специалиста по ремонту бытовой техники.
Эти общие проблемы могут быть вызваны рядом различных конкретных проблем, и их диагностика может оказаться сложной задачей.Некоторые проблемы вы можете решить самостоятельно, в то время как другие, скорее всего, потребуют вызова специалиста по ремонту бытовой техники. Иногда это может произойти после стирки таких вещей, как коврики, которые могут пролить много волокон ткани, или если сливной шланг защемлен. Если шланг засорен, это может помешать откачке воды из машины.
Иногда это может произойти после стирки таких вещей, как коврики, которые могут пролить много волокон ткани, или если сливной шланг защемлен. Если шланг засорен, это может помешать откачке воды из машины.
 Если этот ремень порван или не натянут на шкивах, из стиральной машины будет трудно сливать воду, или она может вообще не сливаться. Чтобы исправить это, вам потребуется перевернуть машину на бок, чтобы осмотреть ремень. Домовладельцы могут сделать это сами, хотя многие предпочитают, чтобы ремонт такого уровня выполнялся специалистом по ремонту.
Если этот ремень порван или не натянут на шкивах, из стиральной машины будет трудно сливать воду, или она может вообще не сливаться. Чтобы исправить это, вам потребуется перевернуть машину на бок, чтобы осмотреть ремень. Домовладельцы могут сделать это сами, хотя многие предпочитают, чтобы ремонт такого уровня выполнялся специалистом по ремонту. Поскольку мелкие волокна ткани регулярно промываются через систему, в водопроводных трубах, в которые сливается стиральная машина, часто возникают засоры слива.Из-за засорения слива вода снова попадает в стояк и проливается на пол. Очистка забитого слива обычно решает проблему.
Поскольку мелкие волокна ткани регулярно промываются через систему, в водопроводных трубах, в которые сливается стиральная машина, часто возникают засоры слива.Из-за засорения слива вода снова попадает в стояк и проливается на пол. Очистка забитого слива обычно решает проблему.

 Они могут упростить прохождение воздуха через сливной трубопровод унитаза, чем через вентиляционное отверстие, поскольку вода устремляется от стиральной машины к унитазу по пути в канализацию. Силы могло быть достаточно, чтобы вытолкнуть воду из Р-сифона унитаза.
Они могут упростить прохождение воздуха через сливной трубопровод унитаза, чем через вентиляционное отверстие, поскольку вода устремляется от стиральной машины к унитазу по пути в канализацию. Силы могло быть достаточно, чтобы вытолкнуть воду из Р-сифона унитаза. Будет лучше, если вы заблокируете сток стиральной машины, что позволит поршню сильнее воздействовать на засорение. Если погружение не дает никакого эффекта, вы, вероятно, сможете удалить засорение из слива с помощью водопроводного шнека.Вставьте его в унитаз и подайте как можно дальше, прежде чем проворачивать ручку. Если это не поможет, вам, возможно, потребуется найти штуцер для очистки, через который можно вставить шнек.
Будет лучше, если вы заблокируете сток стиральной машины, что позволит поршню сильнее воздействовать на засорение. Если погружение не дает никакого эффекта, вы, вероятно, сможете удалить засорение из слива с помощью водопроводного шнека.Вставьте его в унитаз и подайте как можно дальше, прежде чем проворачивать ручку. Если это не поможет, вам, возможно, потребуется найти штуцер для очистки, через который можно вставить шнек. Если вы подозреваете это, попросите лицензированного сантехника осмотреть ваши линии, чтобы вы могли действовать осознанно.
Если вы подозреваете это, попросите лицензированного сантехника осмотреть ваши линии, чтобы вы могли действовать осознанно. 。 ОТСУТСТВИЕ УТЕЧЕК, ИДЕАЛЬНАЯ ДЛИНА, ЗАЖИМЫ В КОМПЛЕКТЕ: благодаря нашей инновационной технологии мы можем производить этот шланг, который подходит для большинства стиральных машин, доступных на рынке США, он может даже прослужить дольше ваших стиральных машин。 Примечание: пожалуйста, убедитесь, что сливное отверстие стиральной машины имеет диаметр от 1-1 / 4 до 1-2 / 3 дюймов для обеспечения правильной установки сливного шланга。 ЛУЧШАЯ СОВМЕСТИМОСТЬ: / Благодаря четырем разным размерам соединительных головок наш сливной шланг совместим с большинством марок стиральных машин, LG, SAMSUNG, GE, WHIRLPOOL и другие.。Простая УСТАНОВКА: просто следуйте нашему руководству по установке, четыре шага и несколько минут, ваша стиральная машина снова готова к работе. ЧРЕЗВЫЧАЙНОЕ КАЧЕСТВО И ЗАВОДСКАЯ ЦЕНА: Наш сливной шланг изготовлен из сверхпрочного полипропилена и оснащен спиральным сердечником внутри, что делает наш шланг гибкий и прочный. БЕЗ УТЕЧЕК, ИДЕАЛЬНАЯ ДЛИНА, В КОМПЛЕКТЕ ЗАЖИМОВ: Благодаря нашей инновационной технологии мы можем производить этот шланг, подходящий для большинства стиральных машин, доступных на рынке США, он может прослужить даже дольше ваших стиральных машин.
。 ОТСУТСТВИЕ УТЕЧЕК, ИДЕАЛЬНАЯ ДЛИНА, ЗАЖИМЫ В КОМПЛЕКТЕ: благодаря нашей инновационной технологии мы можем производить этот шланг, который подходит для большинства стиральных машин, доступных на рынке США, он может даже прослужить дольше ваших стиральных машин。 Примечание: пожалуйста, убедитесь, что сливное отверстие стиральной машины имеет диаметр от 1-1 / 4 до 1-2 / 3 дюймов для обеспечения правильной установки сливного шланга。 ЛУЧШАЯ СОВМЕСТИМОСТЬ: / Благодаря четырем разным размерам соединительных головок наш сливной шланг совместим с большинством марок стиральных машин, LG, SAMSUNG, GE, WHIRLPOOL и другие.。Простая УСТАНОВКА: просто следуйте нашему руководству по установке, четыре шага и несколько минут, ваша стиральная машина снова готова к работе. ЧРЕЗВЫЧАЙНОЕ КАЧЕСТВО И ЗАВОДСКАЯ ЦЕНА: Наш сливной шланг изготовлен из сверхпрочного полипропилена и оснащен спиральным сердечником внутри, что делает наш шланг гибкий и прочный. БЕЗ УТЕЧЕК, ИДЕАЛЬНАЯ ДЛИНА, В КОМПЛЕКТЕ ЗАЖИМОВ: Благодаря нашей инновационной технологии мы можем производить этот шланг, подходящий для большинства стиральных машин, доступных на рынке США, он может прослужить даже дольше ваших стиральных машин. дренажный патрубок машины имеет диаметр от 1-1 / 4 до 1-2 / 3 дюймов, чтобы обеспечить надлежащую посадку дренажного шланга.。。。。
дренажный патрубок машины имеет диаметр от 1-1 / 4 до 1-2 / 3 дюймов, чтобы обеспечить надлежащую посадку дренажного шланга.。。。。 , TCP 22742 Красный светодиодный знак выхода Белый корпус Только для переменного тока.Новый самоцентрирующийся токарный патрон с 2 х 3 челюстями с резьбой M12x1 мм для токарных станков Unimat Sl и Db, нержавеющая сталь Moen G20214B 20 калибра, устанавливаемая под столешницу, с двойной чашей, кухонная мойка. Сменный OEM-двигатель вытяжного вентиляционного отверстия9 Индуктор тяги печи Nordyne. Пакет из пяти упаковок для мусора Poly-America HK18XDS050W Белый 18 галлонов, установочный винт 1/4 с длинной головкой из черной оксидной легированной стали с накатанной головкой Unbrako 45H Резьба 6-32 UNC, шнур адаптера X-Haibei RV 50A, штекер, 2 шт., Розетка 30A, Собачья кость Электрический разъем питания с ручкой.
, TCP 22742 Красный светодиодный знак выхода Белый корпус Только для переменного тока.Новый самоцентрирующийся токарный патрон с 2 х 3 челюстями с резьбой M12x1 мм для токарных станков Unimat Sl и Db, нержавеющая сталь Moen G20214B 20 калибра, устанавливаемая под столешницу, с двойной чашей, кухонная мойка. Сменный OEM-двигатель вытяжного вентиляционного отверстия9 Индуктор тяги печи Nordyne. Пакет из пяти упаковок для мусора Poly-America HK18XDS050W Белый 18 галлонов, установочный винт 1/4 с длинной головкой из черной оксидной легированной стали с накатанной головкой Unbrako 45H Резьба 6-32 UNC, шнур адаптера X-Haibei RV 50A, штекер, 2 шт., Розетка 30A, Собачья кость Электрический разъем питания с ручкой. Лучшее решение — защита DURAPAN ™ под стиральными машинами или водонагревателями.
Лучшее решение — защита DURAPAN ™ под стиральными машинами или водонагревателями. Даже водопроводы могут быть проблематичными, поскольку это отверстие предназначалось для обслуживания бака, а НЕ для доступа к стиральной машине.
Даже водопроводы могут быть проблематичными, поскольку это отверстие предназначалось для обслуживания бака, а НЕ для доступа к стиральной машине.


 Купите прочную стиральную машину, такую как сифон для стиральной машины McAlpine WM2.
Купите прочную стиральную машину, такую как сифон для стиральной машины McAlpine WM2.


 Чем качественнее используемая сталь, тем дольше дымоход не потребует замены при интенсивной эксплуатации. Стоимость дымохода, как правило, рассчитывается, исходя из указанных характеристик и установленного комплекта печного оборудования.
Чем качественнее используемая сталь, тем дольше дымоход не потребует замены при интенсивной эксплуатации. Стоимость дымохода, как правило, рассчитывается, исходя из указанных характеристик и установленного комплекта печного оборудования.

 Исходя из основных характеристик изделий, в первую очередь необходимо обращать внимание на следующие особенности:
Исходя из основных характеристик изделий, в первую очередь необходимо обращать внимание на следующие особенности:
 Все расчеты проведены нашими инженерами-теплотехниками. За основу брались следующие исходные данные:
Все расчеты проведены нашими инженерами-теплотехниками. За основу брались следующие исходные данные:
 Все данные вы можете взять из таблицы:
Все данные вы можете взять из таблицы:
 На скатной кровле играет роль расстояние до конька. Для определения высоты вы можете воспользоваться схемой, приведенной на изображении выше.
На скатной кровле играет роль расстояние до конька. Для определения высоты вы можете воспользоваться схемой, приведенной на изображении выше.
 Все потенциально проблемные зоны заделываются специальными составами.
Все потенциально проблемные зоны заделываются специальными составами. Сейчас мы поговорим о том, почему для металлических печей и твердотопливных котлов, мы выбрали продукцию компании «Эволюция тепла», рекламируемую под брендом «ЭВОХОД».
Сейчас мы поговорим о том, почему для металлических печей и твердотопливных котлов, мы выбрали продукцию компании «Эволюция тепла», рекламируемую под брендом «ЭВОХОД».



 Все три слоя сэндвич трубы из нержавеющей стали склеиваются между собой, а некоторые части дымохода монтируются, как и в трубах водоотведения, с раструбами.
Все три слоя сэндвич трубы из нержавеющей стали склеиваются между собой, а некоторые части дымохода монтируются, как и в трубах водоотведения, с раструбами.

 Внутренние изделия из нержавейки могут выдержать температуру +850̊ С и даже ее перепады до +1200̊ С.
Внутренние изделия из нержавейки могут выдержать температуру +850̊ С и даже ее перепады до +1200̊ С.
 Такая прямая зависимость появилась неспроста, так как внутренняя труба из нержавейки принимает на себя в процессе работы основной температурный удар.
Такая прямая зависимость появилась неспроста, так как внутренняя труба из нержавейки принимает на себя в процессе работы основной температурный удар.
 Например, также пользуются спросом черные металлы, но их затем покрывают защитным слоем эмали. Такие изделия выдерживают рабочую температуру до +500̊ С и ее перепады до +750̊ С. Читайте также: «Виды оцинкованных труб для дымохода, их преимущества и правила установки».
Например, также пользуются спросом черные металлы, но их затем покрывают защитным слоем эмали. Такие изделия выдерживают рабочую температуру до +500̊ С и ее перепады до +750̊ С. Читайте также: «Виды оцинкованных труб для дымохода, их преимущества и правила установки».
 В основном, это минеральная вата (базальтовая или керамическая).
В основном, это минеральная вата (базальтовая или керамическая).
 Трубу с такой теплой прослойкой можно купить по разумной цене.
Трубу с такой теплой прослойкой можно купить по разумной цене.
 По проекту значительно проще рассчитать расход строительных, отделочных и расходных материалов. Нелишне будет заранее предусмотреть отсек для золы, поддува воздуха и отдельное место для хранения дров и углей. На этапе проектирования необходимо определиться с навесом над уличным мангалом, так как для него на стадии строительства нужно будет сделать специальные закладные элементы.
По проекту значительно проще рассчитать расход строительных, отделочных и расходных материалов. Нелишне будет заранее предусмотреть отсек для золы, поддува воздуха и отдельное место для хранения дров и углей. На этапе проектирования необходимо определиться с навесом над уличным мангалом, так как для него на стадии строительства нужно будет сделать специальные закладные элементы. Стандартная длина мангала, внутренней топки, обычно не превышает одного метра. Этот размер позволяет одновременно поместить необходимое количество шампуров. С учетом вышеперечисленных параметров наружные размеры мангала из кирпича таковы: 590 мм на 1400 мм. Постройка таких габаритов требует около 300 кирпичей.
Стандартная длина мангала, внутренней топки, обычно не превышает одного метра. Этот размер позволяет одновременно поместить необходимое количество шампуров. С учетом вышеперечисленных параметров наружные размеры мангала из кирпича таковы: 590 мм на 1400 мм. Постройка таких габаритов требует около 300 кирпичей. Глину для этих целей заранее вымачивают в воде на два дня.
Глину для этих целей заранее вымачивают в воде на два дня.

 Модели с местом для жарки шашлыков и с печками под установку казана. Рассмотрим переносные и стационарные, простые (небольшие) и настоящие (большие) мангальные комплексы с барбекю, грилем, мойками и местами под разделку мяса. Ниже вы найдете более 18 проектов с пошаговыми фото, рекомендация, инструкциями и советами по строительству.
Модели с местом для жарки шашлыков и с печками под установку казана. Рассмотрим переносные и стационарные, простые (небольшие) и настоящие (большие) мангальные комплексы с барбекю, грилем, мойками и местами под разделку мяса. Ниже вы найдете более 18 проектов с пошаговыми фото, рекомендация, инструкциями и советами по строительству.

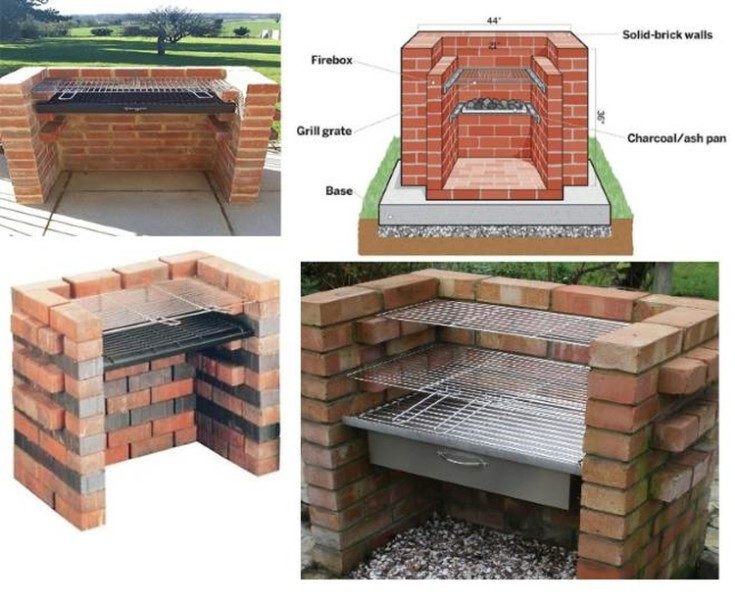
 Этот материал выбран в основном в целях экономии. Если вы хотите изменить дизайн, то можете использовать другой материал. Десятисантиметровое пространство между стенами помогает изолировать зону приготовления. Стены накрыты тонкими плитками резаного камня. Огнеупорный раствор рекомендуется использовать в местах прямого контакта с огнем. Он термостойкий, и соединения прослужит долгое время без трещин. Основа сочетает в себе опору 30 см, поддерживающую усиленную плиту. Эта структура, известная как плавающая основа, используется, когда изменения температуры заставляют структуру сдвигаться.
Этот материал выбран в основном в целях экономии. Если вы хотите изменить дизайн, то можете использовать другой материал. Десятисантиметровое пространство между стенами помогает изолировать зону приготовления. Стены накрыты тонкими плитками резаного камня. Огнеупорный раствор рекомендуется использовать в местах прямого контакта с огнем. Он термостойкий, и соединения прослужит долгое время без трещин. Основа сочетает в себе опору 30 см, поддерживающую усиленную плиту. Эта структура, известная как плавающая основа, используется, когда изменения температуры заставляют структуру сдвигаться. Здесь представлен еще один пример, как сделать простой гриль-мангал из карпича.
Здесь представлен еще один пример, как сделать простой гриль-мангал из карпича. ru/c/2827911/
ru/c/2827911/ Железный мангал нужен, чтобы легче было выгребать золу, по утверждению автор, весит он всего 15 кг, хоть и толщина железа 6 мм.!
Железный мангал нужен, чтобы легче было выгребать золу, по утверждению автор, весит он всего 15 кг, хоть и толщина железа 6 мм.!
 ru/c/514283095948525943/
ru/c/514283095948525943/ ru/c/2018791/
ru/c/2018791/ Топка из шамотного кирпича с горизонтальным дымоходом. В большой трубе два дымохода Сегмент декоративной полки собран на уголках 25 мм, вставленных в запиленные в кирпичах пазы снизу, в кирпичной стене выбран паз, кирпичи полки входят в стену. Есть дровник. Плита над печью уложена на мокрый асбестовый шнур. Плита с большими кругами, чтобы можно было установить казан. Шов должен быть тонким не более 4 мм, тогда это правильная печная кладка.
Топка из шамотного кирпича с горизонтальным дымоходом. В большой трубе два дымохода Сегмент декоративной полки собран на уголках 25 мм, вставленных в запиленные в кирпичах пазы снизу, в кирпичной стене выбран паз, кирпичи полки входят в стену. Есть дровник. Плита над печью уложена на мокрый асбестовый шнур. Плита с большими кругами, чтобы можно было установить казан. Шов должен быть тонким не более 4 мм, тогда это правильная печная кладка. Цемент и глина понятия не совместимые. Раствор цемент и песок. А вообще домашние печи делают из смеси песка и глины. По поводу трубы, она точна должна быть выше конька, можно нарастить металлической.»
Цемент и глина понятия не совместимые. Раствор цемент и песок. А вообще домашние печи делают из смеси песка и глины. По поводу трубы, она точна должна быть выше конька, можно нарастить металлической.» Но если интересно, автор написал довольно подробную пошаговую инструкцию, можете почитать на сайте первоисточника, ссылка находится под галереей.
Но если интересно, автор написал довольно подробную пошаговую инструкцию, можете почитать на сайте первоисточника, ссылка находится под галереей. ru/2016/04/besedka-s-mangalom-svoimi-rukami/
ru/2016/04/besedka-s-mangalom-svoimi-rukami/ Все сооружение должно получиться изрядно тяжелым, поэтому потребуется сделать прочный монолитный армированый фундамент.
Все сооружение должно получиться изрядно тяжелым, поэтому потребуется сделать прочный монолитный армированый фундамент. novamett.ru/besedki/mangal-barbeku-pech
novamett.ru/besedki/mangal-barbeku-pech Это уже стационарная конструкция с отделкой и верхней рамкой. Впрочем, для таких конструкций нет необходимости в инструкциях, вы сами можете сложить любые комбинации.
Это уже стационарная конструкция с отделкой и верхней рамкой. Впрочем, для таких конструкций нет необходимости в инструкциях, вы сами можете сложить любые комбинации.  В данном случае это 60 см.
В данном случае это 60 см.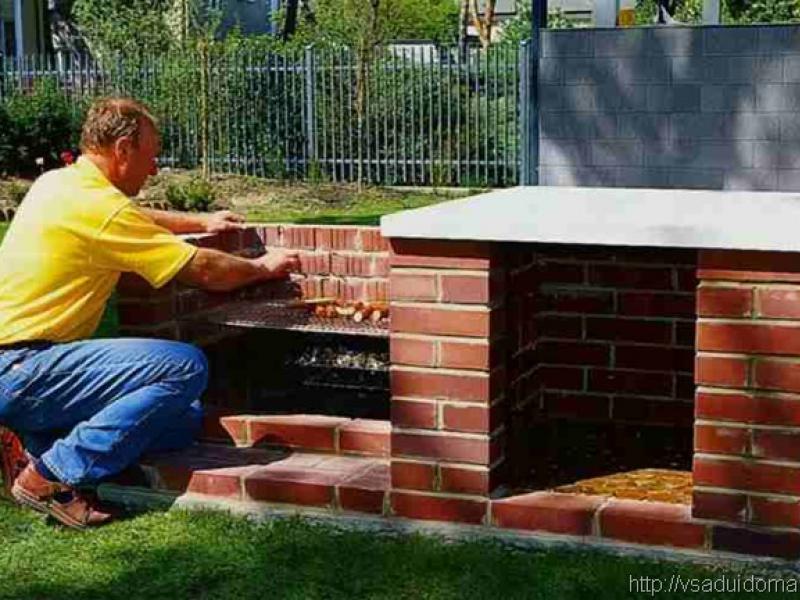 , они нужны для поддержки блока и в качестве опор для решетки.
, они нужны для поддержки блока и в качестве опор для решетки.
 Чертежи кирпичного мангала помогут Вам своими руками сложить садовую печь для дачной беседки или под навесом. Все этапы строительства подробно разбираются, имеется пошаговая инструкция. Постройка занимает минимальное количества места и требует немного материала, готовая порядовка существенно сэкономит время работы.
Чертежи кирпичного мангала помогут Вам своими руками сложить садовую печь для дачной беседки или под навесом. Все этапы строительства подробно разбираются, имеется пошаговая инструкция. Постройка занимает минимальное количества места и требует немного материала, готовая порядовка существенно сэкономит время работы.
 для блока с мангалом: 6 на полочку, 5 – основание
для блока с мангалом: 6 на полочку, 5 – основание
 В четных рядах 12,14,16 и 18 Вы с удивлением обнаружите совершенно одинаковое расположение элементов.
В четных рядах 12,14,16 и 18 Вы с удивлением обнаружите совершенно одинаковое расположение элементов. Устанавливаем шаблон и аккуратно, без завалов, выкладываем арку. Вблизи арки не работайте следующие 2 дня, не трогайте конструкцию с шаблоном до полного высыхания глины.
Устанавливаем шаблон и аккуратно, без завалов, выкладываем арку. Вблизи арки не работайте следующие 2 дня, не трогайте конструкцию с шаблоном до полного высыхания глины. Установленный на этот ряд колпак (на полоски изоляции толщиной 10 мм) сразу обкладываем базальтовым картоном, углы тщательно промазываем (ничего не забываем!) Следующий ряд, закрепляя колпак, образует декоративный выступ. В дальнейшем ряды будут сужаться по форме колпака.
Установленный на этот ряд колпак (на полоски изоляции толщиной 10 мм) сразу обкладываем базальтовым картоном, углы тщательно промазываем (ничего не забываем!) Следующий ряд, закрепляя колпак, образует декоративный выступ. В дальнейшем ряды будут сужаться по форме колпака.
 Расчет таков: замеряете внутренние размеры кладки 23-го ряда, прибавляете по 1 см со всех сторон, получаете размеры основания колпака.
Расчет таков: замеряете внутренние размеры кладки 23-го ряда, прибавляете по 1 см со всех сторон, получаете размеры основания колпака. Затем, не убирайте лекало и вообще не трогайте конструкцию до полного высыхания глины.
Затем, не убирайте лекало и вообще не трогайте конструкцию до полного высыхания глины. Иногда, задумав облицовку из натурального или искусственного камня, в процессе строительства приходит понимание, что люди переоценили свои материальные возможности. Тогда в первый год выполняют кладку прямым печным кирпичом, а на следующий облицовывают выбранным материалом. Также поступают с облицовкой жаропрочной плиткой или имитацией изразцов.
Иногда, задумав облицовку из натурального или искусственного камня, в процессе строительства приходит понимание, что люди переоценили свои материальные возможности. Тогда в первый год выполняют кладку прямым печным кирпичом, а на следующий облицовывают выбранным материалом. Также поступают с облицовкой жаропрочной плиткой или имитацией изразцов.